Как снять напряжение с металла
Обновлено: 13.05.2024
В последние годы огромное внимание во всем мире уделяется послесварочным методам обработки сварных соединений. Практика изготовления сварных конструкций из различных марок сталей и сплавов показывает, что получаемые сварные соединения часто имеют иные прочностные характеристики, чем основной металл. Вызвано это в первую очередь остаточными сварочными, механическими напряжениями, которые приводят к появлению различного рода дефектов, таких как, образование трещин, стресс-коррозионных растрескиваний, появление питингов, ускоренное протекание коррозионных процессов и других. На сегодня известно несколько методов снятия механических напряжений, это термообработка, методы пластической деформации, низкочастотная виброобработка, ультразвуковая ударная обработка и другие.
Такие виды обработки как термическая обработка, обкатка сварных соединений роликами, проковка сварных швов и др. усложняют технологию изготовления металлоконструкций и, кроме того, не всегда являются допустимыми, особенно в конструкциях, выполненных из термически обработанных металлов или металлов, склонных к образованию хрупких структур. Помимо этого, указанные виды обработки не всегда устраняют недостатки сварочного соединения, а иногда и вносят дополнительно концентраторы механических напряжений.
При использовании метода комплексной термообработки требуется наличие печи, которая требует больших энергетических и финансовых ресурсов, так же предполагаются затраты на транспорт и погрузочно-разгрузочные работы, аренду или выделение территории для окончательного остывания обработанных изделий, что так же является финансовой стороной вопроса, и последнее процесс достаточно емкий по времени.
Ультразвуковая ударная обработка
Ультразвуковая ударная обработка относится к методу пластической деформации, но процесс проходит на ультразвуковой частоте. Установлено, что импульсные и циклические напряжения, инициируемые ультразвуковой ударной обработкой, а также сжимающие напряжения в приповерхностных слоях пластически деформированного металла обуславливают снижение уровня остаточных сварочных напряжений на 25–50% а иногда и выше, повышение предела усталости металла в 1,5–3 раза в зависимости от различных марок сталей.
Как известно в сварном шве металлоконструкций в процессе сварки образуются высокие растягивающие напряжения. В результате ультразвуковой ударной обработки в поверхностном слое образца создаются сжимающие напряжения (глубина наклепа) на глубине до 2 мм, а релаксации происходят гораздо глубже.
Результаты исследований свидетельствуют о достаточно высокой эффективности ультразвуковой ударной обработки. Повышение сопротивления усталости сварных соединений обусловливается влиянием двух основных факторов: снижением растягивающих остаточных сварочных напряжений и поверхностным пластическим деформированием металла на ультразвуковой частоте, приводящим к образованию благоприятных напряжений сжатия в зонах концентраторов.
Исследования коррозионных свойств сварных соединений в морской среде показали, что после ультразвуковой ударной обработки сопротивляемость соединения коррозии возрастает в несколько раз.
В Америке проводились циклические испытания мостовых конструкций, и по утверждению ученых ультразвуковая ударная обработка повышает срок службы сварных мостовых конструкций на 50 лет. В 2009 ООО «МАГНИТ плюс» совместно с ООО «ВНИИ ГАЗ» и РГУ НГ им. И.М. Губкина проводили работы на производственной базе ООО «Газпромтрансгаз Санкт-Петербург» по отработки технологии ремонта газопроводов с дефектами КРН с применением аргонодугового переплава с последующей ультразвуковой ударной обработкой, работы проводились с поэтапным контролем механических напряжений, определением состояния дефектного участка, замерами напряженного состояния после сварочных работ и после ультразвуковой ударной обработки.
Из результатов проведенной работы установлено, что ультразвуковая ударная обработка, также как и термообработка, создает в обработанной (околошовной) зоне сжимающие напряжения, где до обработки в процессе сварки образовались растягивающие напряжения, что является положительным фактором с позиции эксплуатационной надежности сварной конструкции. При этом ультразвуковая ударная обработка оказывает более эффективное воздействие на перераспределение остаточных сварочных напряжений, по сравнению с термообработкой.
Низкочастотная виброобработка
Метод низкочастотной виброобработки предназначен для снятия остаточных механических напряжений в металло-конструкциях больших габаритов с высокими требованиями прочностных характеристик. При использовании метода происходит определение собственной частоты металлоконструкции, после чего конструкция подвергается вибрационной обработке на этой частоте в течение 15–20 минут, в результате чего происходит перераспределение механических напряжений. Метод низкочастотной виброобработки позволяет обрабатывать не только малогабаритные конструкции, но и массой свыше 100 тонн, где не всегда возможно применение термообработки.
Использование метода вибрационной обработки изделий снимает ряд вопросов, возникающих при выборе между термообработкой и виброобработкой. Отпадает необходимость печи, нет необходимости в транспорте и в поиске территории временного хранения, время обработки снижается до минимума, там, где ранее обрабатывали одно изделие, при этом методе может быть обработано значительно больше изделий. При серийном выпуске изделий, обработка может проводиться на вибростенде, и будет вестись автоматически по таймеру. Совокупность экономий на каждом этапе дает ощутимый экономический эффект в целом. Если по сравниваемым методам рассмотреть экономический эффект, а так же их влияние на окружающую среду, условия труда рабочих и прочие факторы, экономически привлекательными можно назвать методы виброобработки деталей и ультразвуковой ударной обработки сварных соединений.
ООО «МАГНИТ плюс» продолжает исследования в области упрочнения сварных соединений и снятия остаточных сварочных напряжений, а так же других вспомогательных технологий, таких как снятие фаски под сварку, размагничивание, изготовление различной магнитной оснастки и др.
Приемы, позволяющие снять напряжение металла после сварки

Сварка
Участки свариваемых деталей, расположенные в зоне и вокруг шва, подвергаются неравномерным температурным перепадам — моментально нагреваются до состояния плавления и интенсивно остывают. Вследствие таких процессов металл сначала начинает расширяться. Он оказывает воздействие на ближайшие зоны, имеющие совсем другую температуру. Влияние расширяющейся стали будет выше, чем меньше теплопроводность металла. В результате возникает мощные напряжения, приводящие к деформации материала. Они негативно влияют на результат работы, поэтому необходимо понимать, каким образом снять напряжение металла после сварки.

Остаточные напряжения
В металле напряжения возникают во время сварки и по завершению процесса. В последнем случае они формируются по мере охлаждения детали и называются остаточными. Такие напряжения практически во всех конструкционных материалах присутствуют в течение всего эксплуатационного периода. Они представляют наибольшую опасность для изделий, так как являются причиной изменения габаритов и формы деталей. Поэтому так важно снять напряжение в металле после сварки. Это позволит исключить вероятность изменения внешнего вида изделия и уменьшить степень снижения его эксплуатационных характеристик. Если же остаточные напряжения в материале слишком большие, то существует вероятность, что деталь невозможно будет использовать.
Формоизменение изделий, изготовленных с помощью сварки, происходит из-за перемещения соединенных элементов, так как в каждой точке металла появляются деформации. Существуют несколько видов изменения формы:
- продольные укорочения, образующиеся в результате усадки в одноименном направлении;
- изгиб плоскости;
- поперечные укорочения; возникающие тоже в результате усадки в соответствующем направлении;
- угловые деформации, когда выполняются тавровые и стоковые сочленения;
- формоизменения балочных конструкций, происходящие из-за деформации поперечных и продольных сварочных швов (в редких случаях происходит закручивание балок).
Чтобы избежать изменения формы изделия любого типа нужно конкретно знать, как снять напряжение в металле после сварки. Существует несколько способов. Приемы применяются одновременно или по отдельности.
Термообработка
Одним из вариантов снятия напряжения является высокотемпературный отпуск. Техническое мероприятие применяется во время сочленения углеродистых сплавов. Оно осуществляется за счет нагрева до 630-650 °C. После выдержки температуры, длящейся 2-3 минуты на 1 мм толщины стали, деталь охлаждается.

Снижение температуры изделия проводят медленно. Это позволяет избежать повторного образования напряжения. Скоростной параметр зависит от состава металла. Он уменьшается с увеличением в сплаве элементов, влияющих на его закалку.
Аргонодуговой прием
Смысл аргонодуговой обработки состоит в расплавление участка, находящегося между сварным швом и основным металлом. Процесс выполняется неплавящимся электродным стержнем в аргоновой среде. Такое воздействие позволяет избавиться от напряжений в переходной зоне. Однако в дальнейшем происходит кристаллизация, в результате которой они снова появляются. Величина вновь появившихся напряжений существенно меньше начальных значений. Разница достигает 70%.

Совет! Используя такой прием можно не только уменьшить напряжение, но и получить плавный переход на участке, расположенным между швом и металлом конструкции. Благодаря этому у металлоконструкции повышается прочностная характеристика.
Проковка сварочного шва
Технологическая операция проводится с целью создания дополнительных деформаций. Они позволяют полностью избавиться от остаточных напряжений. Проковка осуществляется, когда сочленение остывает. Мероприятие проводится, если температура превышает 450 °C. Проковывать соединение также можно при температурном режиме меньше 150 °C. В других случаях процесс не выполняется, так как существует риск появления надрывов.
Операция проводится ручным методом при использовании молотка. Его масса составляет в среднем 1000 г. Разрешено применять пневматический молоток. Когда осуществляется проковка многослойных сочленений, мероприятие не проводится для 1-го и последнего слоя, так как существует большая вероятность образование трещин. Способ позволяет избавиться от напряженного состояния во время устранения дефектов и при создании замыкающего сочленения.
Механическая правка шва
Сваривая металл толщиной до 3 мм, правка осуществляется ручным способом при использовании молотка. Для стали, имеющей большую толщину, применяется пресс. Механическая правка используется крайне редко. Вместо нее чаще применяют термический способ.
Особенностью механической правки является появление на металле налета. У обработанного участка возрастает текучесть, и снижается пластичность металла. Изменения свойств стали приводят к уменьшению прочности конструкции.
Термическая правка
Этот метод подразумевает под собой нагрев сочленения при использовании газового пламени. Может также применяться электродуга, образующаяся от неплавящегося электродного стержня. Нагрев материала осуществляется до 750-850 °C. Затем происходит быстрое расширение сплава. Однако рядом расположенные слои не дают металлу расширяться. Из-за этого возникает пластическая деформация нагретой зоны. Когда происходит охлаждение, предварительно нагретый участок начинает сжиматься. В итоге деформация полностью или частично устраняется.
Зная, как снять напряжение металла после сварки, удастся уменьшить вероятность снижения прочности сварных конструкций. Это особенно важно в условиях, которые способствуют появлению хрупкого разрушения шва. Используя вышеописанные методы, удается избежать дефектов при эксплуатации сварной металлоконструкции.
Методы снижения сварочных напряжений и устранения остаточных деформаций
Если меры предотвращения образования сварочных напряжений и деформаций оказываются недостаточными, появляется необходимость в устранении (снятии) возникших напряжений и деформаций.
Снятие сварочных напряжений путем термообработки. Для полного снятия напряжений сварные соединения подвергают термообработке. С этой целью при сварке углеродистых конструкционных сталей проводят общий высокий отпуск конструкции (нагрев до 630 - 650 º С с выдержкой при этой температуре в течение 2- 3 мин на 1 мм толщины металла). Охлаждение должно быть медленным для того, чтобы при его прохождении снова не возникли напряжения. Режим охлаждения в основном зависит от химического состава стали. Чем больше содержание элементов, способствующих закалке, тем меньше должна быть скорость охлаждения. Во многих случаях деталь охлаждают до температуры 300 º С с печью, а затем на спокойном воздухе.
При высоком отпуске сварочные напряжения снимаются вследствие того, что при температуре 600 º С предел текучести металла близок к нулю и материал практически не оказывает сопротивления пластической деформации, в процессе которой происходит релаксация сварочных напряжений. При температуре отпуска 600 - 620 º С наблюдается некоторое охрупчивание металла, порог хладноломкости перемещается в сторону положительных температур. Особенно это проявляется на сталях, содержащих ванадий. Снижение температуры отпуска до 550 - 560 º С устраняет указанный недостаток.
В ряде случаев можно ограничиться высоким отпуском отдельных элементов конструкции. Так, при изготовлении сферических резервуаров для хранения различных продуктов ограничиваются только отпуском лепестков с приваренными люками. Отпуск отдельных узлов применяют также при изготовлении сварных рам тележек вагонов и локомотивов. Такие операции значительно проще, чем отпуск всей конструкции, и, как показал опыт, обеспечивают требуемую эксплуатационную надежность.
Высокий отпуск является дорогой операцией, удлиняющей технологический процесс изготовления конструкции, и его следует применять в действительно необходимых случаях. Если механическая обработка проводится на детали, не прошедшей отпуска, то в связи с перераспределением напряжений может произойти изменение ее размеров. В большинстве случаев при сварке изделий из стали с повышенным содержанием углерода и легирующих элементов можно ограничиться только предварительным местным или общим подогревом и не проводить последующей термообработки.
Термопластический метод снятия напряжений. Метод основан на создании пластических деформаций в зоне шва, что осуществляется путем нагрева смежных со швом участков основного металла.
При этом достигается тот же эффект, что и при растяжении внешними силами. Снятие напряжений достигается только при тщательной регулировке источника нагрева и определенной скорости перемещения его вдоль шва.
Снятие сварочных напряжений с помощью аргоно-дуговой обработки. Одной из мер снятия сварочных напряжений является расплавление участка перехода от шва к основному металлу неплавящимся электродом в аргоне. При этом нарушается равновесие внутренних сил напряженного поля вследствие перехода части металла в жидкое и пластическое состояние. Естественно, что при кристаллизации расплавленного металла будут вновь возникать напряжения, однако они сравнительно малы, так как количество этого металла во много раз меньше, чем металла шва. Расплавление небольшого количества основного металла и металла шва приводит к уменьшению напряжений на 60 - 70%. Получаемый при этом плавный переход от шва к основному металлу способствует значительному повышению прочности сварных соединений при переменных нагрузках (рис. 1.)
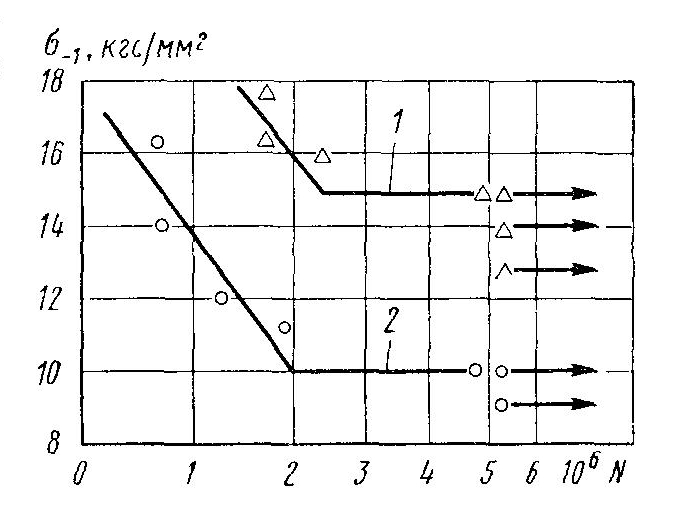
Рис. 1. Кривые выносливости сварных образцов из стали 10Г2Б с накладками: 1 - швы оплавлены; 2 - швы не обработаны
Снятие сварочных напряжений путем проковки металла шва и околошовной зоны. Сварочные напряжения могут быть сняты почти полностью, если в шве и околошовной зоне создать дополнительные пластические деформации. Это достигается проковкой швов. Проковку производят в процессе остывания металла при температурах 450 º С и выше либо от 150 º С и ниже. В интервале температур 400 - 200 º С в связи с пониженной пластичностью металла при ее проковке возможно образование надрывов. Специаль ный нагрев сварного соединения для выполнения проковки, как правило, не требуется. Удары наносят вручную молотком массой 0,6 - 1,2 кг с закругленным бойком или пневматическим молотком с небольшим усилием. При многослойной сварке проковывают каждый слой, за исключением первого, в котором от удара могут возникнуть трещины. Этот прием применяют для снятия напряжений при заварке трещин и замыкающих швов в жестких конструкциях. Проковка сварного соединения также способствует повышению усталостной прочности конструкции.
Снятие сварочных напряжений путем нагружения конструкции до напряжений, равных пределу текучести металла. Эффективной мерой снятия сварочных напряжений в конструкциях, изготовляемых из незакаливающихся сталей, является воздействие на сварную конструкцию внешних сил, от которых в ней возникают напряжения, равные пределу текучести металла. Нагружение конструкции должно быть статическим и проводиться в условиях, когда металл находится в пластическом состоянии (при положительной температуре). Такой метод снятия напряжений особо следует рекомендовать для конструкций, работающих в тяжелых условиях эксплуатации (низкие температуры, большие скорости приложения нагрузок) перед вводом их в работу.
Если в первый период эксплуатации конструкция работает в условиях, когда металл находится в пластическом состоянии, происходит смягчение остроты концентраторов напряжений. При этом сварочные напряжения не повлияют на статическую прочность конструкции при тяжелых условиях ее эксплуатации. При снятии напряжений этим способом не все элементы конструкции могут быть нагружены до предела текучести. Поэтому напряжения снимаются только в элементах, наиболее нагруженных от прилагаемых нагрузок, в остальных, например в участках с приваренными ребрами, фланцами и т.п., они остаются почти без изменений.
Нагружение до предела текучести конструкций, при сварке которых возможно образование малопластических закалочных структур в околошовной зоне, не приводит к снятию сварочных напряжений. В этом случае сварочные напряжения могут быть сняты только высоким отпуском. Выполнен ряд исследовательских работ по уменьшению либо полному устранению сварочных напряжений при помощи ультразвука.
Устранение деформации путем термической правки. При термической правке нагрев производят газокислородным пламенем либо электрической дугой неплавящимся электродом. Температура нагрева деформированного участка при термической правке составляет 750 - 850 º С. Нагретый участок стремится расшириться, однако окружающий его холодный металл ограничивает возможность расширения, в результате чего возникают пластические деформации сжатия. После охлаждения линейные размеры нагретого участка уменьшаются, что приводит к уменьшению или полному устранению деформаций
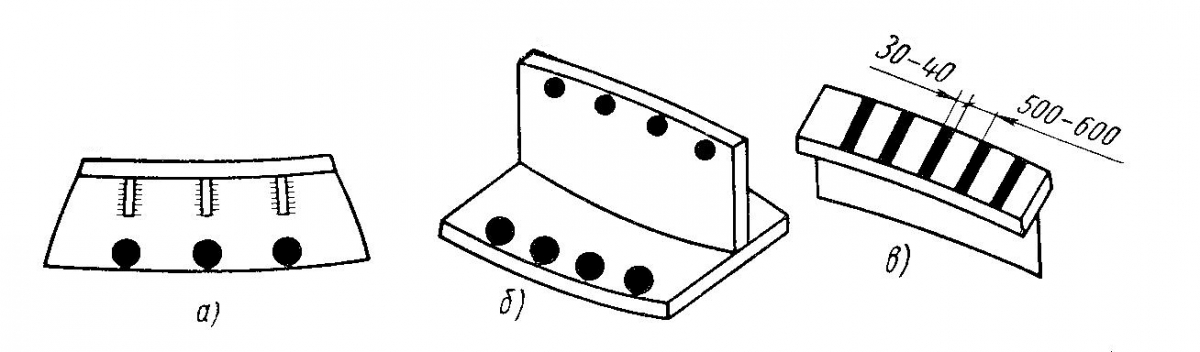
Рис. 2. Правка деформированной тавровой балки нагревом (кружками и полосками указаны места нагрева): а - правка при вогнутой полке, б - правка при сложной деформации, в - правка при выпуклой полке
Для правки сварных конструкций требуется определенный навык. Поэтому, если в производственных условиях неизбежна правка конструкций, то для выполнения термической правки необходимо специально обучать рабочих. В случае деформации тонкого листа, приваренного к массивной раме, правку можно осуществлять путем нагрева в симметрично расположенных точках с выпуклой стороны листа. Нагрев следует начинать от центра выпуклости.
Устранение деформации путем механической правки. Для устранения деформации механическую правку можно осуществлять на прессах или при толщине металла до 3 мм вручную ударами молотка. Этот вид правки менее целесообразен, чем термическая правка, и его применение следует ограничивать. При механической правке образуется местный наклеп, повышающий предел текучести металла. Пластические свойства металла резко снижаются, особенно у кипящей стали. Вызываемая наклепом неоднородность механических свойств сказывается отрицательно на статической прочности конструкции и при эксплуатации конструкции под переменными нагрузками.
Снятие остаточных напряжений низкочастотной виброобработкой
В статье описана технология низкочастотной виброобработки, предназначенной для снижения уровня остаточных напряжений в различных конструкциях, позволяющая в ряде случаев отказаться от классической термической обработки. Эффективность метода подтверждена изучением распределения полей остаточных напряжений в различных конструкциях как до применения виброобработки, так и после ее применения.
А.П. Летуновский, генеральный директор ООО «МАГНИТ плюс», г. Санкт-Петербург
А.А. Антонов, д.т.н., профессор кафедры сварки и мониторинга нефтегазовых сооружений РГУ нефти и газа им. И.М.Губкина, г Москва
О.И. Стеклов, д.т.н., профессор кафедры сварки и мониторинга нефтегазовых сооружений РГУ нефти и газа им. И.М.Губкина, г Москва
Значительная часть металлоконструкций эксплуатируется в условиях сложного напряженно-деформированного состояния и воздействия природных и технологических сред, вызывающих необратимые физико-химические изменения в металле, снижающие эксплуатационную надежность конструкции.
Рис. 1. Пример дефектов металла, возникающих при содействии остаточных напряжений в металле
Суммарные напряжения от рабочих нагрузок и остаточные технологические в условиях воздействия коррозийно-активных сред в связи с механохимическим эффектом могут повышать скорость общей коррозии и вызывать наиболее опасные виды разрушения – коррозионное растрескивание под напряжением (КРП) и коррозийную усталость (рис.1). Например, около 70 % аварийных отказов магистральных газопроводов России вызваны КРН [1, 2].
По данным Международной ассоциации инженеров - коррозиционистов NACE ущерб от коррозии и затраты на борьбу с ней в США составили 3,1 % от ВВП (276 млрд дол. США). По оценкам специалистов различных стран, эти потери в промышленно развитых странах составляют от 2 до 4 % валового национального продукта. При этом потери металла, включающие массу вышедших из строя металлических конструкций, изделий, оборудования, составляют от 10 до 20 % годового производства стали [3].
Для предотвращения аварийных отказов важными являются оценки уровня остаточных напряжений и разработка технологических методов их устранения.
Для каждого металла и сплава существуют предельные (критические) напряжения, а также ряд других параметров, которые определяют стойкость материала к коррозии. Проблема возникновения остаточных механических напряжений в металле известна достаточно продолжительное время и возникает на каждой стадии изготовления металлоконструкции: проката, резки, рубки, мехобработки, штамповки, вальцовки, сварки, а также раскрое заготовительных и сборочных процессов (Рис.2).
Рис. 2. Пример увеличения внутренних напряжений
в металле на примере создания магистрального трубопровода
В связи с этим возникает необходимость в изучении и применении технологий, способных снизить остаточные напряжения в металле, уменьшая вероятность развития коррозии, предотвращая будущие разрушения еще на этапе строительства или проведения ремонтных работ. Одним из таких методов является низкочастотная виброобработка (НВО).
Сущность способа заключается в создании в сварных конструкциях после сварки переменных напряжений определенной величины с помощью механических вибраторов. Виброобработка осуществляется, как правило, на резонансных или близких к резонансным частотах в течение определенного промежутка времени. В ряде случаев виброобработку применяют взамен термической обработки, что экономичнее примерно в 10 раз, так как она имеет следующие преимущества [4]:
- Необходимое для виброобработки оборудование является универсальным для различных конструкций, компактным и мобильным.
- Стоимость этого оборудования, а также затраты на его обслуживание и уход за ним относительно невелики.
- Процесс снятия напряжений, в том числе сварочных, протекает быстро (максимальное время обработки 50 тонной детали составляет 30 мин.).
- Металл и поверхность деталей после обработки не претерпевает заметных физико-механических повреждений (нет окалины, шлака, цветов побежалости и т.п.).
Понижение остаточных напряжений в процессе вибрации достигается в результате сочетания напряжений (вибрационных и остаточных), при определенных значениях которых материал становится пластичным.
Необходимым условием, при котором наблюдается снижение остаточных напряжений, является достижение предела текучести при вибрации сочетанием остаточных и вибрационных напряжений. Предел текучести при циклическом нагружении для некоторых материалов может быть снижен в 2 раза по сравнению с пределом текучести при статическим нагружении, в связи с чем при пульсирующих напряжениях небольшого уровня наблюдается снижение остаточных напряжений. Наибольшее уменьшение остаточных напряжений происходит уже при первом цикле, последующее снижение напряжений происходит менее интенсивно на отрезке до 100 циклов с постепенным затуханием этого процесса при дальнейшем циклическом нагружении.
При проведении работ по снятию остаточных напряжений и изменению напряженно-деформированного состояния требуется обязательных приборных контроль полей остаточных напряжений, картины их распределения в сварных соединениях. Учитывая, что уровень механических напряжений в реальной конструкции может значительно отличаться даже в двух незначительно удаленных друг от друга точках, важно видеть картину напряженного состояния элемента конструкции в целом до и после проведения работ. Своевременный контроль позволяет подбирать требуемые режимы и контролировать качество проведенных работ.
Под термином «разрушение» подразумевают несколько разномасштабных явлений. Это и разделение куска вещества (на два или несколько), и образование и рост трещины в пределах одного элемента микроструктуры (например, в масштабах зерна 10. 100 мкм), и разрыв атомарных связей с образованием новой поверхности в масштабах кристаллической решетки металла. Разрушение – это факт образования микро- или макротрещины. Для зарождения трещины необходим соответствующий концентратор напряжений. Исследование примерно 150 тыс. сварных соединений на 1500 паропроводах ТЭС с макс. наработкой до 200…300 тыс. ч., показало, что в 1103 случаев повреждения отмечаются в сварных соединениях с повышенной концентрацией напряжений.
Для визуализации полей напряженного состояния исследуемой области металлоконструкции нами использовался аппаратно-программный комплекс "Сканер механических напряжений "Комплекс-2.05", основанный на магнитоанизотропии металла.
Данный прибор позволяет получить картограммы распределения параметров напряженного состояния исследуемой области конструкции – в основном металле, сварном шве и околошовной зоне – с представлением информации о наличии напряженных состояний в исследуемой зоне. Результаты документируются в виде картограмм разности главных механических напряжений (РГМН) и коэффициентов концентрации механических напряжений (КМН).
Рис. 3. Внешний вид диагностируемых труб (слева)
и сканера-дефектоскопа «Комплекс 2.05» (справа)
В качестве примера оценки напряженного состояния металла рассмотрим состояние участка трубы заводского изготовления (K65 Ø 1420 с толщиной стенки 40 мм., рис. 3).
На рис. 3 мы показана труба без изоляции с координатной сеткой, подготовленной для дефектоскопии. Проведя замеры, мы получили два вида карт: разности главных механических напряжений (РГМН, цветная градиентная) и концентраторов механических напряжений (КМН, черно-белая).
На карте РГМН (рис. 4) вдоль проекции сварного шва в области линии 9 линии по вертикали наблюдаются неоднородное распределение областей разности главных механических напряжений, которые варьируются от +40 до +30. В зонах от 7 до 9 и от 9 до 12 наблюдается резкое изменение напряженного состояния металла: знак РГМН меняется на противоположный с высоким градиентом перехода до -20 через нулевое значение. На карте КМН (см. рис. 4) в точках , , а также вдоль горизонтальной линии 9 присутствуют зоны концентраторов напряжений, что в сочетании с высоким градиентом является одним из основных факторов зарождения дефектов.
Рис. 4. Карты РГМН – разности главных механических напряжений
и КМН – концентраторов механических напряжений
В обе стороны сварного шва в зоне изгиба трубы на карте РГМН наблюдаются гармонические повторения напряженности металла, возникновение которых обусловлено деформацией металла во время пошаговой формовки.
На основании выявленных диагностических признаков можно сделать вывод о целесообразности применения способов обработки металла с целью снятия остаточных механических напряжений. При этом главной целью мероприятия должно быть снижение коэффициентов концентрации напряжений, что исключает вероятность возникновения трещин.
Однако, только контроля за распределением параметров напряженного состояния недостаточно, поэтому для получения достоверных данных о величине и направлении главных компонент напряженного состояния был применен метод физического измерения напряжений. В соответствии с ГОСТ Р 52891-2007 он называется методом лазерной интерферометрии.
В отличие от классического метода трепанации с фиксацией результатов с применением тензодатчиков метод лазерной интерферометрии позволяет получить точные данные по величине, знаку и направлению главных осей напряжений за 10…15 мин (в отличие от нескольких недель для метода трепанации) (рис. 5).

Рис. 5. Интерферометр «ДОН-5ЦЗ»
для определения остаточных напряжений
методом лазерной интерферометрии.
В настоящее время для снятия остаточных напряжений в металле можно применять технологию низкочастотной виброобработки на резонансных частотах (НВО). Технология применяется на предприятиях машиностроения, судоремонта, ТЭК и др. НВО как метод позволяет снизить напряжения во всей конструкции целиком, позволяя полностью или частично отказаться от термической обработки (рис. 6).

Рис. 6. Пример использования НВО
на металлоконструкциях различного назначения.
Пример использования НВО
Обработка газотранспортной трубы На рис. 7 показана газотранспортная труба без изоляции с диаметром 1420 мм и толщиной стенки 16,3 мм.
Металлоконструкцию размещают на виброгасителе, после чего на конструкцию (в данном случае на трубу), устанавливается вибратор с регулируемым дисбалансом. Определяют резонансные частоты данной трубы, и осуществляют виброобработку в течение 15…30 минут. В результате возникновения в металле знакопеременных нагрузок на уровне зерна происходит перераспределение остаточных механических напряжений, что подтверждают проводимые замеры.

Рис. 7. Газотранспортная труба
с установленным вибратором
и размещенными координатными сетками для дефектоскопии.
По результатам показаний прибора «Комплекс 2.05» до обработки в зоне сварного шва, расположенного по всей вертикальной длине линии 7, расположена зона разности главных механических напряжений c высоким градиентом от +50 до -70 (Рис. 8). После обработки — напряжения сняты, и металл равномерно стабилизирован.
Рис. 8. Карты РГМН – разности
главных механических напряжений и КМН –
концентраторов механических напряжений
до и после виброобработки газотранспортной трубы.
Схожую картину наблюдали и в отношении карт КМН до и после обработки. До обработки отчетливо видна полоса концентраторов механических напряжений, расположенных вдоль линии сварного шва. На карте КМН, полученной после обработки, концентраторы напряжений практически полностью отсутствуют, а все полученные числовые значения приближены к единице, что свидетельствует о снижении остаточных напряжений металла.
Обработка сваренного элемента конструкции шагающего экскаватора (рис.9)

Рис. 9. Элемент конструкции шагающего экскаватора
с установленным вибровозбудителем.
В данном примере в связи с идентичной НВО опустим методику обработки, сконцентрировав внимание на замерах, проведенных до и после обработки виброобработки. На рис. 10 видно, что до обработки на карте всей карте КМН присутствуют концентраторы механических напряжений. Основной объем концентраторов расположен в зоне между горизонтальными линиями 5 и 11. Концентраторы достигают в этой области пиковых значений 13…14, принимая в основном значения 7…9, что является значительной величиной концентрации механических напряжений на данном участке. В связи с этим необходимо обязательно применять методы снижения механических напряжений, либо проводить ремонтные работы на данном участке заново.
Карта РГМН подтверждает эту необходимость: между горизонтальными линиями 7 и 10 расположена зона разности главных механических напряжений c высоким градиентом от -100 до +50.
Было принято решение о применении НВО. Результат виден в правой части изображения рис. 10. Значения КМН снижены до 1, градиент РГМН равномерно распределен, что свидетельствует о напряжении, характерном для исходного основного металла, не подверженного дополнительной обработке.

Рис.10. Карты РГМН – разности
главных механических напряжений
и КМН – концентраторов механических напряжений
до и после виброобработки
элементов конструкции шагающего экскаватора
Данный метод снятия остаточных механических напряжений постепенно получает все большее распространение в судостроении, машиностроении и энергетической промышленности. В отличие от дорогостоящей термической обработки, которую можно применить не в любой ситуации НВО, не изменяя структуры металла при малых энергозатратах, способна с высокой степенью эффективности снизить остаточные напряжения в металлоконструкциях. Пример используемого оборудования приведен на рис. 11.

Рис. 11. Внешний вид технологического
комплекса виброобработки
металлоконструкций
Остаточные напряжения в металле нередко являются причиной изменения геометрии металлоконструкции, вызывая «поводку металла». Низкочастотная обработка на резонансных частотах снимает напряжения в металле, возвращая металлоконструкцию к исходному геометрическому состоянию. Вибростабилизация обрабатываемых деталей позволяет достичь высокой точности при механической обработке. Снимая остаточные напряжения на сборочных секциях, НВО позволяет избежать неточностей при сборке конструкций, что отражается на трудоемкости.
Таким образом, технология низкочастотной виброобработки для снятия остаточных механических напряжений на металлоконструкциях заслуживает дальнейшего изучения.
Читайте также: