Как согнуть коробку из металла
Обновлено: 30.06.2024
Сделать коробок своими руками из картона ни для кого не представляет серьезных трудностей. Немного посложней работать с оцинкованным железом, но коробок для себя можно сделать.
Несколько слов об оцинкованном железе. Продается часто в строительных магазинах размерами 1000мм х 2000мм, толщиной 0,35 мм. по цене 80-100 гривень за лист.

При работе нам понадобится киянка (проходит и самодельная из дерева), рулетка, маркер, ножницы по металлу, угольник строительный с углом 90 градусов, но под рукой ещё необходимо держать (на всякий случай) плоскогубцы и слесарный молоток весом 0,3-0,5 кг.
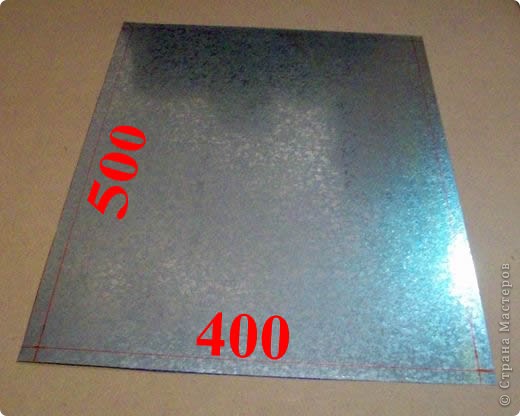
Размечаем лист и вырезаем прямоугольник 500 х 400. При работе с железом все размеры берем в миллиметрах (мм).

От краев листа (поближе к углам) с двух сторон отмечаем по 15мм и соединяем их прямой линией. Это будет линия сгиба краев листа (гибка верха листа по всему периметру предохранит ваши руки от дальнейших порезов в процессе эксплуатации короба).
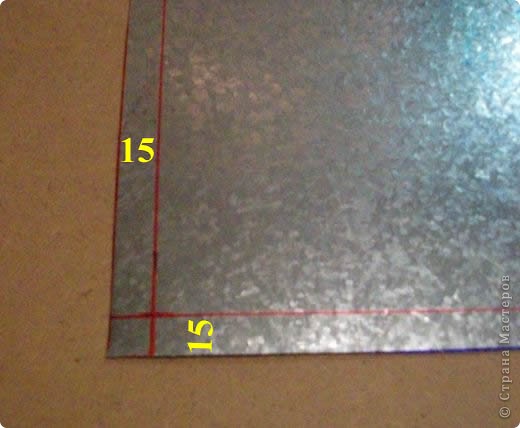
Все сгибы делаем во внутрь короба.
Получаем внутренний прямоугольник с размерами 370х470.
От каждого края на расстоянии 75мм проводим параллельные прямые. Получаем внутренний прямоугольник 250х350 (высоту короба планируем сделать 60 мм).
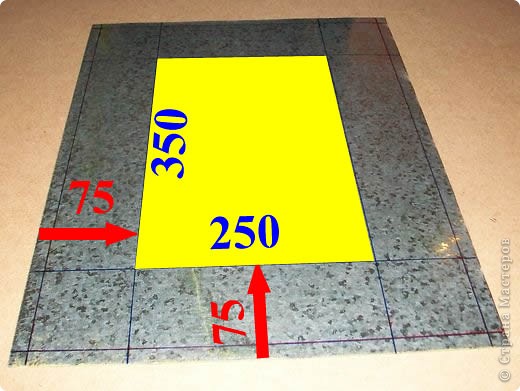
На меньшей стороне (400мм), от угла отмечаем 40мм (можно 30-35 мм)и соединяем данную точку с точкой пересечения (75х75). И так еще три раза в зеркальном отображнении.

Отмеченные области красными крестиками на каждом углу будем вырезать ножницами по металлу.


Фрагмент выреза одного угла.

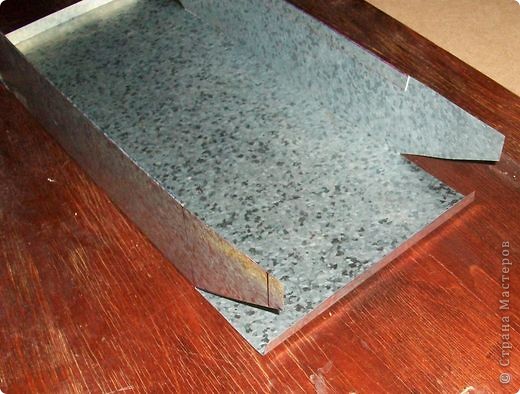
Общий вид вырезанной заготовки короба перед сгибанием.

А это вырезанный фрагмент одного угла.

Сгибание длинных сторон короба производим на небольшой доске ДВП или ДСП, используя деревянную планку (которой прижимаем край листа к доске) и киянку. Устанавливаем край листа строго по линии сгиба и небольшими ударами киянки простукиваем края, а затем переходим к середине. Загибаем плоскоть листа вниз на 90 градусов сначала с одной стороны, а затем с другой.

Переворачиваем лист, выставляем согнутый край листа на ДВП и полностью загибаем края с двух сторон. Простукиваем по всей длине киянкой. Готово.

Вид сгиба по длинной стороне короба.

Изгибаем высоту короба по длине руками, прижимая планкой. Для удобства можно положить ДВП на два табурета, чтобы было повыше работать. Загибаем две короткие стороны короба на углу ДВП под углом 90 градусов, используя киянку.

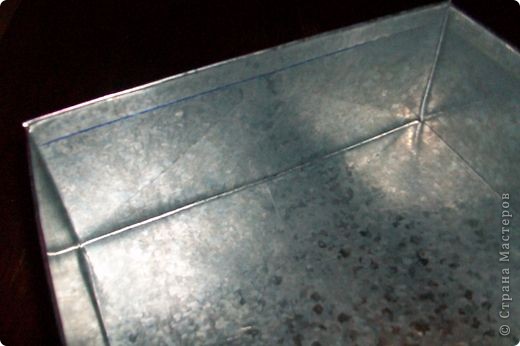
Получаем вот такую форму.
Гнем углы короба на углу ДВП. Короб почти готов.

Для гибки короткой стороны высоты короба можно использовать маленький табурет.

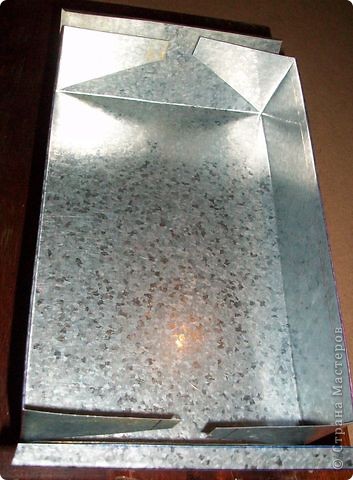
Осталось только сделать замок на короткой стороне короба. Техника здесь проста. Ставим короб длинной стороной вверх, а короткую на край ДВП. Прижимаем левой рукой короб к ДВП, а правой с помощью киянки аккуратно загибаем замок. Также повторяем с другой стороны. Простукиваем швы на маленьком табурете сначала киянкой, а затем можно металлическим молотком.
Короб готов. Теперь его можно обклеить самоклейкой на свой вкус или оставить все как есть. Маленький секрет: короб выглядит симпатичнее и красивее когда обклеен. Короб имеет крепкую форму. Спасибо за ваше терпение.

Так выглядит замок по короткой стороне короба изнутри.
Вид короба снизу (перевернут вверх дном).
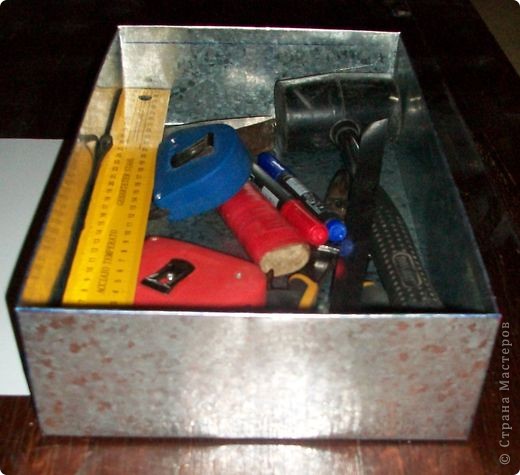
А теперь можно и инструмент убрать. Получился короб размером 250 мм х 350 мм и высотой 60 мм.
Большое спасибо моему мужу за оказанную помощь в изготовлении короба.
классный МК. спасибо!
Спасибо за такую полезную "провокацию". Не обижайтесь, пожалуйста. Я внимательно читала все по порядочку и думала:"Бывают же женщины в Русских селениях. ". Но. без мужчим мы никуда! А коробок отличный! И еще Ваши шаблоны можно использовать на других материалах, за что отдельное спасибо.

это коробок или гробик?!
Основание коробка - прямоугольник, Все стороны - тоже прямоугольники, значит это КОРОБОК!
Как сгибать листовой металл
wikiHow работает по принципу вики, а это значит, что многие наши статьи написаны несколькими авторами. При создании этой статьи над ее редактированием и улучшением работали, в том числе анонимно, 14 человек(а).
Количество источников, использованных в этой статье: 10. Вы найдете их список внизу страницы.
Чаще всего для сгибания металлических листов используются дорогостоящие листогибочные машины, но вы также можете выполнить эту операцию и без подобных устройств. Согнуть листовой металл вручную можно в том случае, если он достаточно мелкий и тонкий для работы. Узнайте, как согнуть листовой металл, чтобы выполнять различные работы без использования листогибочной машины.

- 2 деревянных или металлических формовых блока;
- брусок из твердой древесины и прочная кувалда или молоток (необязательно);
- калькулятор или онлайн-калькулятор для расчета изгиба;
- маркер;
- транспортир;
- резиновый, пластмассовый или кожаный молоток;
- линейка или измерительная рулетка;
- листовой металл;
- тиски.

- Если листовой металл слишком толст, для получения нужного изгиба вам может понадобиться специальное оборудование, например листогибочная машина или паяльная лампа.

- Чтобы определить значения K-фактора, внутреннего радиуса и толщину материала в виде десятичных дробей, можно использовать Калькулятор для расчета допуска изгиба (на английском языке).
- Например, если вы хотите согнуть лист стандарта 24 (толщиной 0,64 миллиметра) на угол 90°, расчеты дадут следующий допуск изгиба: 0,017453 x 90 x (0,020 + 0,33 x 0,024) = 0,0438558984 дюйма = 1,11 миллиметра.
- Учтите, что металлы имеют различную пластичность. Чрезмерный изгиб хрупкого металла может привести к его растрескиванию и разрушению. [4] X Источник информации

Отметьте линии изгиба. Рассчитав допуск изгиба, возьмите транспортир и маркер и проведите отчетливую линию через ту точку, в которой вы изогнете лист металла. Затем на основании рассчитанного допуска изгиба проведите вторую линию на промежуточном расстоянии между линиями изгиба (радиус изгиба). Расстояние между линиями изгиба будет возрастать по мере изгиба листа. [5] X Источник информации

Вырежьте лист нужного размера. Рекомендуется оставить немного (около 6 миллиметров) лишнего материала по краям. Не забудьте обработать края напильником и сгладить их, так как заусенцы и трещины по краям могут привести к растрескиванию всего листа. [6] X Источник информации
Как построить коробку
wikiHow работает по принципу вики, а это значит, что многие наши статьи написаны несколькими авторами. При создании этой статьи над ее редактированием и улучшением работали, в том числе анонимно, 10 человек(а).
Коробки бывают всех размеров, форм и материалов. Построить коробку, это отличный способ ознакомится со слесарным делом и с металлообработкой. Этот проект простой, и вы сможете научиться использовать инструменты, которые связаны с рукоделием. Читайте дальше, чтобы узнать, как вы можете делать простые коробки, которые вы сможете использовать для многих вещей.

Купите листок металла. Вам нужен металл, который достаточно толстый, чтобы сделать из него крепкую коробку, но достаточно тонкий, чтобы вы могли его согнуть. Метал для труб неплохой материал. Вам нужно будет начать с прямоугольного куска.

- Вы, также, согнете верх каждой стены, чтобы скрыть острые края. Нарисуйте параллельную линию немного ниже каждого края.


Вырежьте квадраты. Зафиксируйте лист металла к рабочей поверхности, чтобы он не вибрировал и не трясся, пока вы будете его резать. Используйте пилу для металла, и работайте медленно, чтобы делать прямые разрезы.

- Если у вас нет станка для гибки металла, положите листок бумаги на край стола, и сверху него положите кусок дерева. Закрепите дерево на столе, как можно сильнее. Кусок дерева будет служить вместо распорки устройства для гибки металла, давая вам возможность согнуть металл вручную, или с помощью молотка.


Прибейте «губу». Продолжайте складывать, прибив губу, чтобы она была на одном уровне с заслонкой. Повторите процесс на всех четырех заслонках.

Согните стороны, чтобы они смотрели вверх. Теперь, когда верх стенок закончен, пора поднять их. Всуньте одну заслонку в станок для гибки металла, чтобы он ровнялся с линией, которую вы отметили раннее. Согните стенку на 90 градусов. Повторите процесс для каждой стенки.
Как ровно согнуть стальной лист без листогиба
Во время изготовления изделий из металлического листа бывает острая необходимость ровно согнуть лист по заданным размерам. С листогибом работы намного упрощаются, но такое приспособление имеют не все мастера. Существует простой способ сделать это и без специальных приспособлений и инструмента.

Что надо иметь
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.

Технология загиба листового металла на примере

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.

Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.




Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Смотрите видео
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: