Как согнуть металлический прут в домашних условиях
Обновлено: 20.09.2024
Вопросом о том, как согнуть профильную трубу, не используя для этого специальное оборудование, задаются многие из тех, кто собирается возвести на своем приусадебном участке теплицу. Такие сооружения, изготовленные из гнутых труб, не только пропускают значительно больше света, но и отличаются высокой устойчивостью и долговечностью, если сравнивать их с конструкциями из деревянных брусков. Кажется, что загнуть профтрубу, создав из нее арочную конструкцию, непросто, но, если разобраться в особенностях этого процесса, вполне возможно эффективно выполнить его, используя для этого простейшие приспособления.

Самодельные конструкции из профильных труб характеризуются хорошей надежностью и низкой металлоёмкостью
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
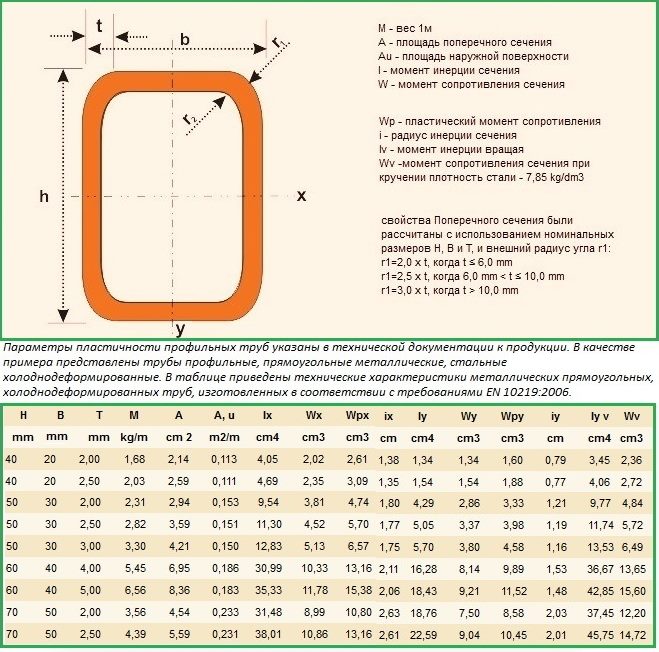
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
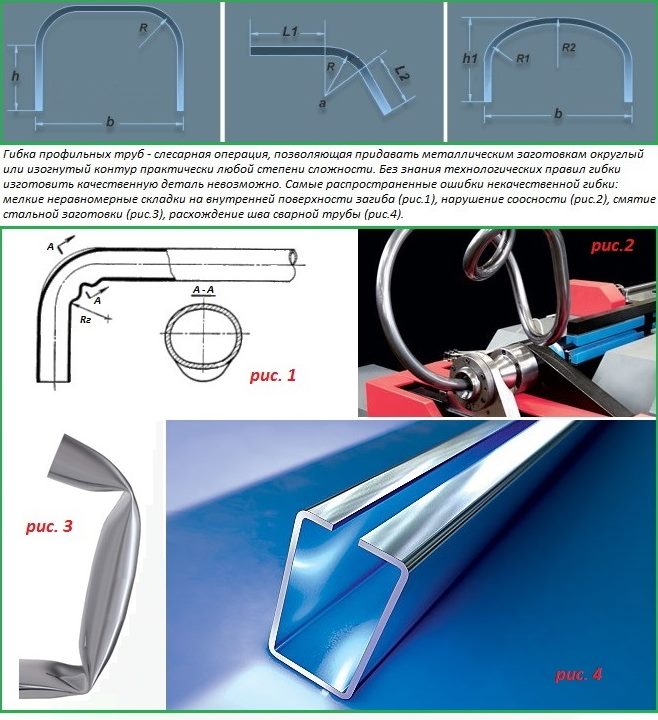
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
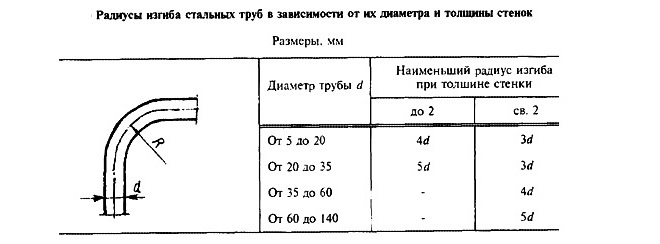
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Особенности наиболее популярных методов гибки труб
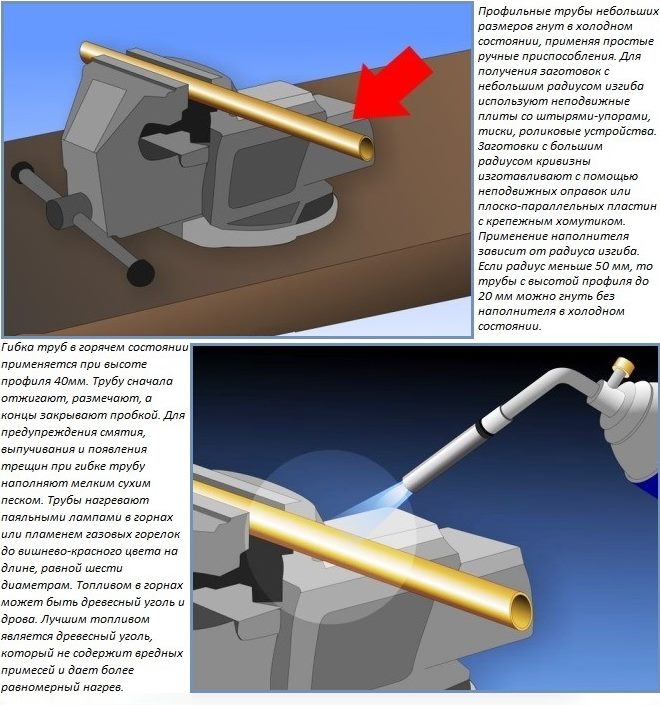
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Гибку труб по различным методикам хорошо демонстрирует обучающее видео, однако не будет лишним предварительно изучить этот процесс во всех подробностях.
Гибка профтруб с предварительным нагревом
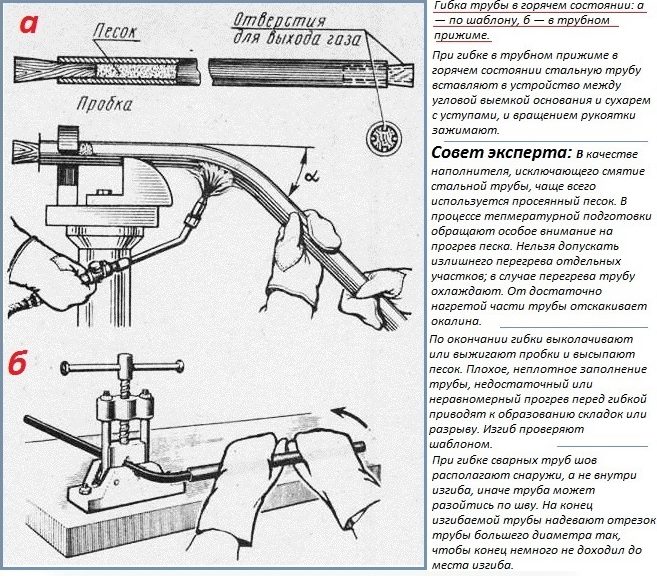
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Нюансы гибки тонкостенных труб малого азмера
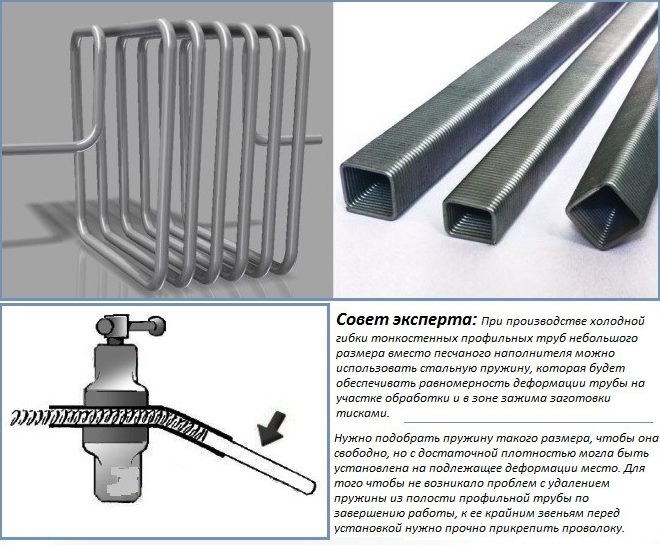
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
Чертеж и детали механического трубогиба для профильных труб

Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
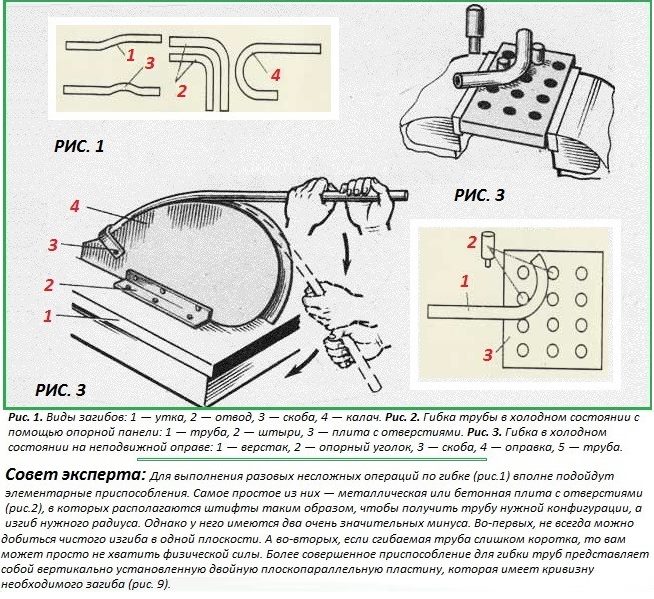
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
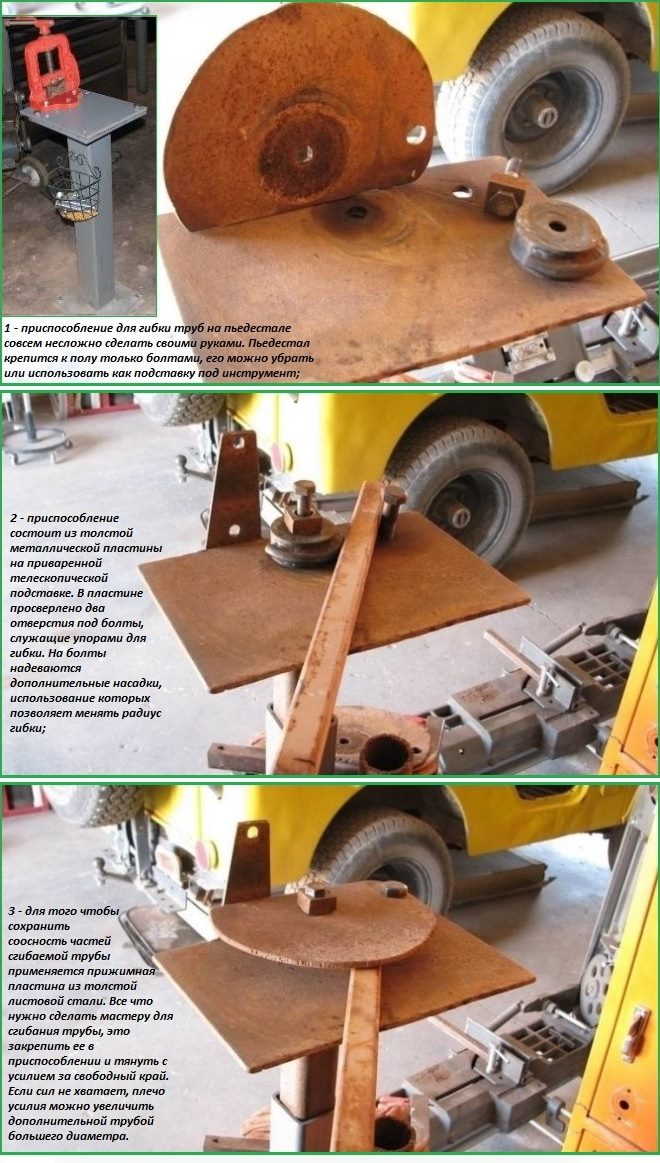
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
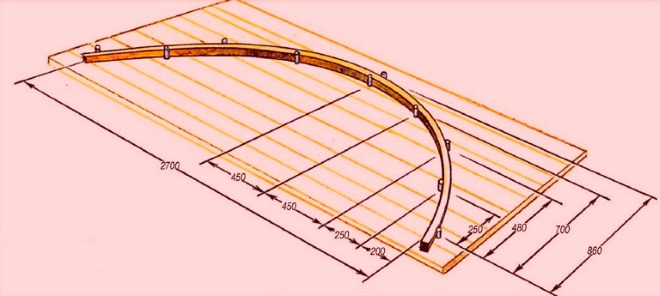
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
В тот момент, когда вы не будете использовать такой модернизированный трубогиб, его пьедестал можно приспособить для выполнения различных слесарных операций.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Очевидно, что вариантов устройств, позволяющих эффективно сгибать профильные трубы для изготовления теплицы, навеса или других конструкций, достаточно много. Рассмотрев эти варианты и выбрав из них тот, который оптимально соответствует вашим возможностям и потребностям, всегда можно обеспечить себя удобным и недорогим трубогибочным устройством.
Как я гну арматуру у себя дома без каких-то покупных станков: делюсь приспособлениями
Я живу в своем доме. У меня есть достаточно большой участок, который я стараюсь всеми силами облагородить. Купил его практически без ничего и постепенно делаю вложения, ремонт и т. д.
Посадил небольшой сад, сделал уютную беседку. Хотел бы поделиться некоторым своим опытом, который я получил при строительстве гаража и бани, а точнее сказать — фундамента для них.
Речь пойдет про арматуру, как ее согнуть, если нет специального станка. Вы наверно спросите, почему я его не купил.
Ответ прост, он слишком дорогой для того, чтобы использовать для двух небольших фундаментов. Я, естественно, выкрутился из ситуации и сейчас расскажу вам как.
История от подписчика блога Дмитрия Олеговича.

Тот самый дорогостоящий станок.
Для чего вообще нужно гнуть арматуру
Я вкратце объясню, в чем дело. Мне примерно так же рассказывал мой знакомый, перед тем, как я приступил к работе. Он сказал, что любая бетонная деталь сама по себе достаточно хрупкая.
Поэтому. Для её жесткости и крепости используют арматуру. Её кладут ещё в незастывший бетон.

Изогнутая арматура в фундаменте для гаража.
Лучше, конечно, класть слоями. Сначала немного бетона, затем арматура, затем снова бетон. Также арматура добавляет нужной пластичности при возможном изгибании, а точнее, предотвращает его.
Естественно, просто покидать арматуру абы как не подойдет. Нужно создать своеобразную сеть, чтобы она распространялась по всем участкам изделия.
В таких случаях и может понадобиться изгибание арматуры. Стоит также понимать, что арматура бывает разной, она обладает разным диаметром.
Чем он толще, тем сложнее её согнуть. Я сгибал арматуру 8 мм. Возможно, вы осилите и толще, если вам это позволит физическая подготовка.
Важно! Перед тем как закупить нужное количество арматуры, попробуйте сначала проверить свои силы, сможете ли вы согнуть её в домашних условиях без станка.
С помощью швеллера
Так как я уже говорил, что делал и баню, и гараж, то успел испробовать три способа изгиба арматуры. И как оно часто бывает, последний способ был лучше всего, когда работа уже подходила к концу.
Начну рассказывать все по порядку. Первый способ мне самому пришел на ум.

Гну арматуру на швеллере.
Я использовал обычный кусок швеллера. На его боковых стенках нужно друг напротив друга сделать по одной ямочке. То есть, разъем, в который хорошо вместится сама арматура, и при давлении на неё она не выскочит. Делал я их с помощью болгарки.
Все что вам нужно, это вставить в обе эти ямки прут. Взять один его конец, который хотите изогнуть.
И та стенка, которая ближе к концу, за который вы взялись, должна находиться на том уровне арматуры, где, по-вашему, должен быть изгиб. Все, что вам остается, только сильно надавить в нужном направлении.
Важно! Данный способ менее всего удобен, как показала практика.
Две трубы и тиски
Этот способ я случайно увидел в интернете как раз перед тем, как делать гараж. Баня, где я использовал швеллер, к тому времени уже была готова. Новый вариант оказался действительно более удобным. Да и всякие ямки болгаркой делать не надо.
Вам понадобится две трубы, чуть шире диаметром, чем сама арматура. То есть чтобы она туда помещалась, но и лишнего места практически не оставалось. Так работать будет легче всего.
Одну часть трубы нужно как-то закрепить на одном месте. Я для этого использовал тиски, просто зажав конструкцию в них.
Всунул арматуру в трубу. Край трубы будет также тем местом, где должен быть изгиб, поэтому всовывайте арматуру, учитывая это. На торчащий конец, который будет изгибаться, надевается вторая труба.
Этого можно не делать, если у вас хватает сил сгибать собственными руками. Но с трубой намного легче. Да и изгибаться прут будет только в нужном месте, и нигде больше.
Важно! Если использовать слишком широкие трубы, то арматура будет в них ездить и изгиб может получиться не в том месте, где планировалось.
Самодельный станок
В итоге, на половине сделанного дела мой друг увидел, как я мучаюсь с этими трубами, и помог мне сделать самодельный станок для изгиба арматуры. Он сварщик, это стоит учитывать, так как при изготовлении станка потребовались его навыки.

Пользуюсь самодельным станком.
Для этого снова берется швеллер, и на его плоскую часть приваривается один уголок и следом за ним небольшой металлический штырь.
Следом нужно прикрепить еще один уголок, к которому на дальнем конце должна быть приварена ручка. Второй уголок должен быть подвижным. Мы просверлили дырку в нем и швеллере и посадили его на болт.
Затем арматура продевается в оба уголка, и с помощью подвижного уголка мы изгибаем её. Место изгиба будет рядом с приварным штырем. Именно упираясь в него, получается изгиб.
Как оказалось, это лучший способ из мною испробованных. Возможно, вы знаете и более продуктивные варианты, поэтому прошу вас, любезно ими поделиться. Возможно, мне и другим читателям это еще пригодиться в будущем.
Как согнуть арматуру в домашних условиях?
Прошли времена, когда домашний мастер гнул по ночам прутья и небольшие трубы о железный или бетонный фонарный столб, стальной забор или ограду соседа. Прутогибы выпускаются массово – подобно болторезам, болгаркам и перфораторам разной мощности, они доступны каждому желающему.



Когда нужна гибка арматуры?
Распространённая причина сгибания арматуры – создание стальных каркасов на её основе. Первейшее их применение – усиление бетонных плит и фундамента. Без стального каркаса бетон не выдерживает усиленных нагрузок и растрескивается, крошится не за десятилетия, а за годы.
Арматура – «костяк» для любого фундамента и железобетонных панелей. Одна из узкоспециальных областей – самодельное перекрытие из бетона и связанных (либо сваренных) прутьев арматуры для септика или небольшой самодельной лестницы. Второе применение согнутой арматуры – создание перекрытий и решетчатых конструкций посредством сварных швов: гнутые прутья арматуры и профильная сталь идут на изготовление дверей, перил, заборных секций, оконных решёток и многого другого.


Общие правила
Арматура гнётся холодным методом – без нагрева над газовой горелкой или в костре (либо мангале). Это относится в том числе и к стали – при нагреве она меняет свои свойства, в частности, теряет прочность, гнуть её в таком состоянии нельзя. Композитные материалы, стеклопластик попросту подгорят и рассыпятся, стоит вам нагреть прут хотя бы до нескольких сотен градусов.
Не подпиливайте место сгиба – арматура не должна иметь острых углов. Недопустимо её резко гнуть и под тупым углом при нагревании, как иногда сгибают трубы. Такие способы облегчения приведут к преждевременному (в разы) разрушению всей конструкции.
Радиус сгибания арматуры должен быть равен 10-15 диаметрам прута. Неважно, гнётся прут в кольцо или дугу, меньше брать диаметр не рекомендуется: усилий потребуется больше.
Так, радиус сгибания прута на 90 градусов диаметром 12 мм составляет 12-18 см, для 14-миллиметрового прута – 14-21 см, для толщины в 16 мм – 16-24 см. При создании 180-градусного (U-образные скобы, после обтачивания концов которых на них нарезается резьба под гайки) или 360-градусного изгиба действует такой же нормативный радиус.
Больший радиус, наоборот, хоть и сохранит целостность прута, не придаст ему достаточной упругости.
Исключение составляет лишь кольцо, концы прута на котором сварены, или арочная (скруглённая сверху) конструкция из множества прутов, используемая для создания стенных (дверных) сводов и потолочно-крышных куполов.
Сталь, несмотря на относительную неломкость по сравнению с теми же алюминиевыми сплавами, углеродистым и серосодержащим железом, может дать небольшой надлом, нагревшись при этом от внутреннего трения, что нарушает технологию на 100% холодного сгибания. Некоторые сорта стали повредить нетрудно. Оттого и принят норматив по радиусу сгибания. К стекловолокну подходят ещё осторожнее – подобно стеклотекстолитовым листам, стеклопластик даёт «размытый» надлом, точную середину которого определить невозможно. О нём свидетельствует смена блеска поверхности прута в месте сгибания на матовый отлив.
Специальные приспособления
Гибочный станок (прутогиб) может быть как ручным, так и механическим. И на том, и на другом можно не просто согнуть прут в кольцо, в «разворот» и «поворот», но также и изготовить буквы, цифры и иные символы из кусков такого прута, сделать изразцы (завитушки) для перил и ворот. Последняя область применения – для создания основы светящейся вывески.


Ручные
Простейшие станки-прутогибы появились следом за арматурой. Они используются как для сгибания гладких круглых и квадратных прутьев, так и для формовки ребристых. Никакой из прутов согнуть не легче – и гладкий, и ребристый прут имеет один и тот же диаметр. Один и тот же станок справится и с тем и с другим. Чем толще прут – тем больше и мощнее нужен прутогиб для него. Слишком большой станок «растянет» радиус гиба, малый – сломается сам.
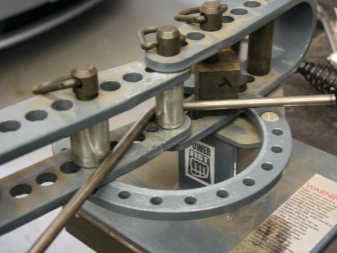
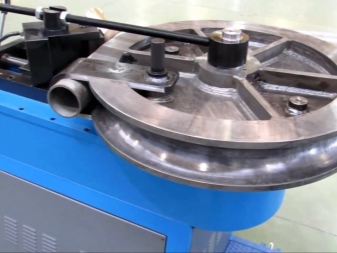
Ручной станок приводится в действие одним человеком. Или несколькими – когда прут довольно толстый, а усилий одного рабочего не хватает, несмотря на длинные, удобные и прочные рычаги нажима. Простейшая модель включает в себя гибочный диск, на котором расположено несколько гораздо более толстых, чем самый большой прут, штырей длиной до 10 см. Диск в центре жёстко соединён с осью (ступицей), жёстко соединённой с ведущим валом. Невдалеке (на расстоянии одного-двух радиусов диска) расположены упоры, между которыми прут вставляется во избежание его отклонения в процессе сгибания. Дополнительно прут может быть зафиксирован – чтобы он не двигался вдоль без необходимости. Вся механика прутогиба посажена на раму устройства.


Может использоваться защитная ширма из листовой стали – она обезопасит рабочих от осколков сгибаемого прута и внезапного его соскакивания с прутогиба. Рабочий с другой стороны устройства приводит диск во вращение, поворачивая длинный рычаг.
Для резки прутьев используется мощный болторез с рычагами длиной в 1-1,5 м каждый. В особых случаях используется трубогиб – с его помощью гнутся и прутья, а не только трубы. И трубогиб, и прутогиб легко закрепить – в его рабочей (гнущей) части просверлены отверстия. С их помощью устройство фиксируется на любой несущей конструкции, в которой предварительно сверлятся дырки для болтов.
Станки с механическим приводом
Механизированный прутогиб вместо усилий рабочих использует крутящий момент от редуктора, приводимого в движение мощным мотором. В домашних условиях изготовить такой станок довольно сложно: для прутов с диаметром до 16 мм потребовался бы механизм, способный поднять кабину лифта.
Сверхтолстые прутья (20-90 мм диаметром) возможно согнуть лишь на производстве. Чем мощнее станок, тем больше тонких прутьев (от 3 мм) он способен согнуть: пассатижами или тисками сделать такую работу в одиночку непросто. Профессиональные пруто- и трубогибы используют гидравлический привод – его сила не меньше усилий, создаваемых домкратом.

Самодельные устройства
Не каждый мастер и не сразу обзаведётся готовым штырегибом. Но на то он и мастер, чтобы выйти из положения, не затратив для сгибания арматуры почти ни копейки. Взглянув на конструкцию готового станка, мастер без особого труда изготовит приспособление, его заменяющее. Особенно это нужно тем, кто строит дом «с нуля» и столкнулся с закладкой железобетонного фундамента, а также варит калитки, ограды, ворота, двери из арматуры на заказ.


Главной частью в самодельном станке является стальная станина – кожух. На нём закреплены рычажный привод и сгибающий диск с упорными штырями. Вместо штыря применяют и уголковый профиль. Вращающая платформа с рычагом, на котором размещены гнущий и упорный штыри, строится с учётом толщины (диаметра) штыря и количества обрабатываемой арматуры. Закрепляется такой штырегиб либо к верстаку, либо к полу рабочего помещения.

Как согнуть вручную?
Небольшие по толщине прутья – до 8 мм – сгибаются и собственноручно, например, при помощи труб. Одна из них – упорная – крепится в мощных тисках. Вторая – сгибающая, заменяющая главный «палец» в станке – надевается на арматуру, и с её помощью этот прут сгибается. С качеством работы, выполненной на станке, не сравнится никакой «кустарный» способ. Дело в том, что проконтролировать правильность выполнения главного требования – 12,5 диаметров прута – вручную сложнее.
В станке же рабочего подстрахует упорное колесо, на котором и гнётся штырь.
Типичные ошибки
Чтобы не допустить одну из часто встречающихся ошибок, выполняйте сгибание правильно.
- Сгибать композит и стеклопластик не следует – он растрескивается, после чего его легко «добить». В результате он сломается. Правильнее его резать на нужные отрезки и связывать их концы, оставляя небольшой отступ.
- Недостаточно мощный станок при попытке согнуть на нём слишком толстый прут сломается. Если в процессе сгибания ломается либо сам штырь, либо станок, рабочий, гнущий арматуру вручную, травмируется либо осколком, либо при потере равновесия (по законам физики). На моторизованном станке, настроенном неправильно, ломается двигатель и/или редуктор.
- Тонкий прут, вставленный в мощный станок, гнётся слишком быстро – от этого он может нагреться. В результате нарушится сама технология процесса. Дело в том, что внутри сгиба металл или сплав претерпевает сжатие, снаружи – растяжение. И то и другое не должно быть слишком стремительным.
- Нельзя работать на станке, не имеющем защиты от частиц сгибаемой арматуры. Особенно это касается неметаллов, из которых и делается композитная основа.
- При сгибании с помощью «сверхтяжёлого» станка, рассчитанного на арматуру диаметром в 4-9 см, более тонкие штыри располагают в ряд, а не пучком, напоминающим жгут проводов. Это позволит добиться одинакового радиуса изгиба.
- Не сгибайте арматуру на рядом растущих деревьях. Подготовьте простейшее рабочее место. Один из лучших способов – забетонировать в земле трубу с толстыми стенками. Короткие – до 3 м – куски арматуры легко гнуть непосредственно в ней. Некоторые мастера приваривают к такой трубе воронку с криволинейно расходящимися стенками, имитирующую рабочую поверхность гибочного (осевого) колеса станка.
- При сгибании прута не делайте рывковых движений – они спровоцируют появление микротрещин даже в штыре из самой гибкой, устойчивой к перекручиванию стали.
- Не гните арматуру при помощи разводного ключа, болтореза, пассатижей (даже самых мощных) и других, не подходящих для такой работы инструментов. Такая работа мало что даст – скорее повредится тот или иной инструмент.




Соблюдение данных правил приносит отличный результат – ровный изгиб – даже в полностью «кустарных» условиях.
Опытный мастер легко согнёт арматуру даже без станка своими руками. Недостаток «самогиба» – повышенная травматичность.
Если сгибание арматуры – не «одноразовое» занятие из разряда «сделал и забыл», а услуга, поставленная на поток для большого числа местных клиентов, то приобретите станок – хотя бы ручной, но довольно мощный, и верно его настройте.
О том, как согнуть арматуру без инструмента, смотрите далее.
Загибаем трубы без трубогиба
Домашние мастера, которые привыкли все делать своими руками, нередко сталкиваются с задачей изгиба заготовок из трубы для постройки различных конструкций. Проще всего выполнить загиб трубы с помощью трубогиба, но не у каждого он имеется в наличии. В этом случае применяются специальные техники, которые помогут решить задачу с помощью подручных инструментов и самодельных приспособлений.


Особенности процесса
Суть процесса сгибания профильной трубы или металлической арматуры состоит в том, чтобы создать полный либо частичный изгиб в нужном месте заготовки.
Чтобы получить необходимые результаты, потребуется приложить определенные усилия на профиль или выполнить предварительный нагрев металла, а уже затем производить его гибку.


Если рассмотреть процесс гибки металлической заготовки, то очевидным становится факт, что на нее действуют силы сжатия, которые направлены на внутренний радиус изгиба, а также силы растяжения, которые тянут стенки металла по наружному радиусу сгибаемого материала. Обе эти силы имеют разные направления, в результате чего в процессе выполнения трубогибочных работ нередко возникают определенные затруднения:
- в процессе изгибания участки трубы будут менять свою конфигурацию неравномерно, что приведет к перекосу стенок трубы относительно друг друга;
- при чрезмерном приложении усилий во время растяжения материала по наружному радиусу стенка трубы может лопнуть или истончиться до такой степени, что прочность ее будет очень низкой;
- в процессе загиба на внутреннем радиусе трубы будут образовываться излишки материала, собираясь в гармошку.


Для того чтобы не столкнуться с подобными проблемами и выполнить гибку заготовки аккуратно и качественно, необходимо принимать во внимание характеристики материала, с которым предстоит работать, толщину его стенок, размер сечения заготовки и величину загиба, который потребуется сделать. Изучив всю перечисленную выше информацию, мастеру будет легче выбрать способ, который окажется наиболее подходящим для гибочных работ.


Обзор методов
Согнуть арматуру в домашних условиях своими руками правильно и красиво, чтобы сделать дугу для теплицы, для навеса или для садовых качелей, поможет трубогиб.
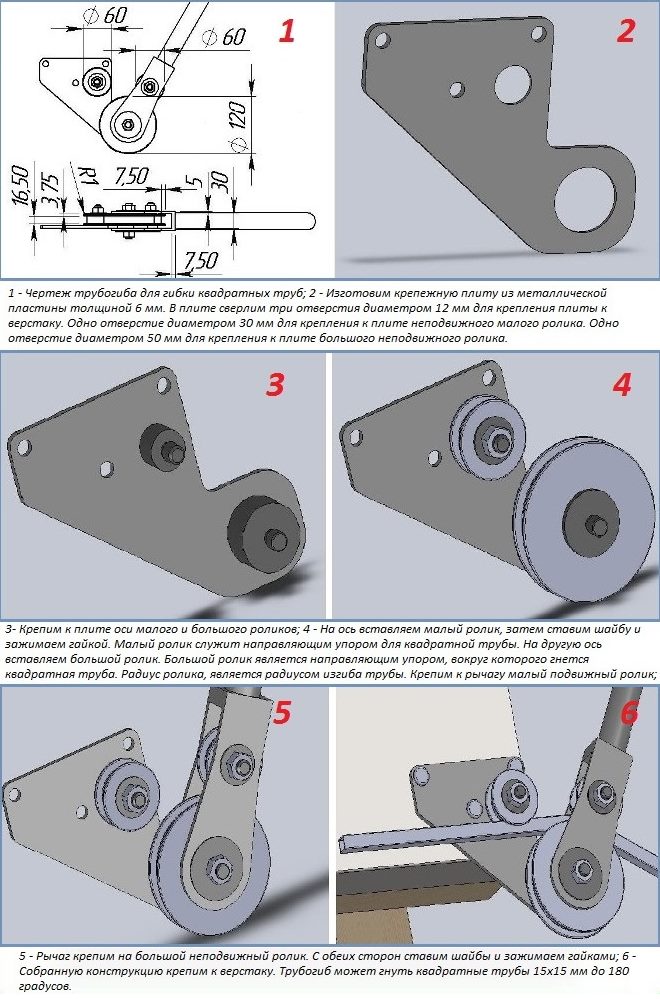
С его помощью также можно самому изогнуть и квадратную стальную трубу, например, сечением 15х15 мм под 90 градусов или ровно закруглить ее таким образом, чтобы получить круглую деталь.


Трубогиб работает при помощи ведущего колеса и роликов. Профтруба перемещается через трубогиб, и одна из ее граней аккуратно сгибается в нужном направлении. Все трубогибы делятся на 2 группы.
- Электрическая модель. Такое устройство оправдывает себя в ситуациях, когда необходимо выполнить большой объем гибочных работ на заготовках с большим диаметром или сечением. Приспособление работает от обычной электросети 220В, причем колесо и ролики приводит в движение электропривод. Использование трубогиба позволяет выполнять большой объем работ с экономией сил и времени.
- Механическая модель. Колесо для проката заготовки приводится в движение вручную при помощи специального рычага. Это приспособление подходит для заготовок с небольшим диаметром или сечением.

Чтобы сгибание трубы было проще выполнить, заготовку перед этим необходимо хорошо прогреть, это подготовит металл, сделав его более гибким. Нагревать поверхность заготовки нужно равномерно по всей рабочей области. Для этой цели используют газовую горелку или паяльную лампу. Площадь прогрева должна быть равна размеру, соответствующему диаметру заготовки, умноженному на число 6. После нагрева металла нужно незамедлительно приступать к приданию заготовке новой формы, не допуская остывания.
Следует знать, что многократные циклы нагрева и остывания приводят к тому, что структура металла становится хрупкой.
В том случае, когда выполнение гибочных работ носит разовый характер, приобретать это устройство становится экономически невыгодно. В случае когда заготовка имеет небольшие размеры, а к точности радиуса изгиба не предъявляются повышенные требования, выполнить гибку можно в домашних условиях. Для этих целей потребуется проявить смекалку и использовать те инструменты или приспособления, которые есть у каждого домашнего мастера в хозяйстве.
Существуют способы согнуть профильную трубу без трубогиба и без токарного станка.
Использование болгарки
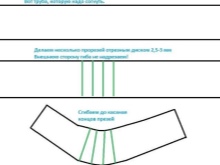
На профильной трубе размечают место изгиба, от него по обе стороны делают несколько засечек на равном друг от друга расстоянии (по 1–2 см). Далее болгаркой осуществляют распилы одной стенки профильной трубы – той, что будет являться внутренним радиусом при изгибе. Чем больше радиус – тем больше насечек необходимо сделать. После такой перфорации трубу можно согнуть руками и получить нужную деталь. Насечки после выполнения сгибания потребуется заварить сварочным аппаратом. После сварки швы необходимо тщательно зашлифовать, чтобы сделать их гладкими. После шлифовки деталь можно покрасить для защиты металла от коррозии – готовое изделие будет иметь аккуратный и красивый внешний вид. Но следует знать, что идеального закругления таким способом получить невозможно, так как оно будет состоять из нескольких коротких прямых участков трубы, состыкованных друг с другом под некоторым углом.


С помощью песка
Для работы потребуются обычный речной песок и 2 клинышка, выструганные из дерева. Первым делом в один конец профтрубы забивают деревянный клин. Затем в полость трубы засыпают песок – он должен быть сухими и просеянным. После заполнения можно забить второй клин в противоположный конец трубы.
Теперь нужно зафиксировать один конец трубы в тисках, после чего второй конец используется как рычаг, и при приложении усилия труба сгибается.
Чтобы упростить процедуру сгибания, металлическую трубу нагревают. Когда изгиб будет выполнен, деревянные клинья удаляют, а песок из трубы высыпают. Такой способ обеспечивает аккуратный и равномерный сгиб даже на тонкостенных заготовках.


С помощью воды
Для процесса изгибания профильной трубы нужно запастись деревянным клином. Клин вбивают в конец трубы в виде заглушки. Затем в трубу наливают воду и дают ей при минусовой температуре замерзнуть. После того как вода замерзла, трубу можно сгибать в нужном месте. Далее вода должна растаять, и ее вместе с клином удаляют из трубы. Сгиб получается равный и красивый. Такой способ подходит только для тех материалов, который не боятся коррозии.
Метод с пружиной
Это приспособление используют внутри заготовки. Диаметр пружины нужно выбирать на 2 мм меньше диаметра заготовки. Пружина используется для того, чтобы при процессе сгибания забрать часть силовой нагрузки, которая возникает при изгибе, на себя и тем самым защитить трубу от излома.
Пружину вставляют внутрь трубы и руками изгибают до нужного диаметра. После работы пружину вынимают.
Чтобы облегчить этот процесс, к концам пружины заранее привязывают прочную тесьму или веревочку, за которую при извлечении можно потянуть. Такой метод подходит для изгиба пластикового металлопрофиля.
Перечисленные методы используются для разных материалов. Например, профтрубу из нержавейки можно сгибать, применяя метод с песком или водой, а метод нагрева этому материалу противопоказан. Что касается профильной трубы с квадратным, прямоугольным или овальным сечением, то выполнить их изгибание без деформации внутреннего радиуса невозможно. В этом случае можно воспользоваться методом с выполнением насечек при помощи болгарки. Медную трубку лучше всего изгибать, используя методику нагрева металла. Тем же способом сгибают и алюминиевые заготовки. Специалисты считают, что для работы горячим методом лучше всего брать заготовки с небольшим размером сечения или диаметра.
Рекомендации
В процессе выполнения сгибания трубы своими силами (без использования трубогиба) могут быть полезны определенные приспособления.
- Шаблон с необходимым радиусом загиба и присоединенный к нему рычаг для приложения сгибательного усилия.
- Основание, в котором проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такое горизонтальное приспособление применяется для сгибания трубы из мягкого металла. Высокой точности изгиба в данном случае добиться нереально, кроме того, для изгибания понадобится приложить определенные усилия.
- Роликовый механизм. Если закрепить в тисках конец трубы, а в области предполагаемого сгиба разместить ролик, то при условии приложения физической силы можно выполнить изгиб материала радиусом, равным радиусу ролика.
Перед выполнением сгибания заготовки из трубы рекомендуется сделать пробные попытки на небольшом куске материала. Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Как загнуть трубу без трубогиба, смотрите далее.
Читайте также: