Как согнуть металлическую трубу в домашних условиях без трубогиба
Обновлено: 18.05.2024
Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


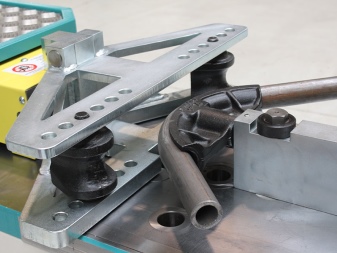
Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40x20 или 20x20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Как согнуть трубу без заломов и трубогиба
При отсутствии трубогиба попытки сгибания труб вручную обычно заканчиваются появлением заломов. Как следствие испорченная заготовка отправляется в металлолом. Чтобы залома не было, нужно пользоваться несколькими приемами.

Что потребуется:
- деревянный черенок или брусок;
- горн или газовая плита;
- сухой песок.
Технология гибки труб
Они делаются длинными и под конус, чтобы снаружи трубы осталось достаточно древесины для последующего извлечения заглушек.



Если его нет, то можно использоваться бентонитовую глину, продаваемую в обычных супермаркетах как наполнитель для кошачьего туалета. Песком нужно плотно запрессовать всю полость трубы. В идеале его утрамбовывать штоком подходящей длины и диаметра.
После этого забивается вторая заглушка. Для нее оставляется немного пустого пространства в трубе без песка, поскольку тот не даст ей войти. Ее нужно загнать как можно глубже, чтобы она еще больше сдавила наполнитель. Затем на трубе делается отметка, по которой должен пройти сгиб.

После этого нужно прогреть участок трубы возле метки. Можно использовать обычную газовую плиту. За счет широкого факела она сможет захватить и эффективно прогреть достаточную площадь трубы, в отличие от ручной горелки. Брать трубу следует в перчатках даже за края удаленные от точки соприкосновения с пламенем. За счет находящегося внутри песка нагрев заготовки до обжигающей кожу температуры происходит по всей длине.

Разогретая труба приставляется к опоре для сгиба. Это может быть ствол дерева, вкопанный столб или просто зажатый в тисках кругляк необходимого диаметра. Благодаря прогреву она сравнительно легко выгибается. При этом запрессованный внутрь песок не даст ее стенкам сложиться внутрь. Сгиб произойдет за счет достаточного растяжения металла по внешнему радиусу, а не деформации внутреннего. Возможно, с первого раза сделать все правильно не получится. Если залом все же образовался, то это говорит о плохом распределении песка.

Данным способом можно пользоваться не только для работы с трубами из алюминия, но и из других металлов. Если требуется согнуть стальную трубку, то ее нужно греть докрасна, в противном случае стенки могут не только сложиться изнутри, но и порваться. К тому же раскаленная сталь гнется легко как пластилин.
Смотрите видео
Как согнуть своими руками круглую или профильную трубу в домашних условиях без трубогиба
Трубы – универсальный материал, который используется как при строительстве садовых качелей, так и для прокладки водопровода в доме. «Рукастые мужики» все хозяйственные вопросы такого рода решают самостоятельно. При этом, чтобы аккуратно согнуть трубу, необходимо наличие определенного опыта.
Казалось бы, достаточно приобрести заводской трубогиб, и «все будет путем». Однако на практике приходится иметь дело с широким разнообразием как материалов, так и параметров изгиба, которое универсальное оборудование не закрывает. Неизбежно приходится осваивать определенные приемы, а также использовать самодельные приспособления.

Особенности и способы гибки труб в домашних условиях
Во время изгиба профилированного металла в нем возникают радиальные и тангенциальные силы, в результате чего возможен разрыв сечения и появление складок. Желая получить равномерный изгиб без деформаций, следует учитывать все параметры процесса.
Технологию следует выбирать исходя из материала трубы, геометрических размеров профиля, а также необходимого угла и радиуса изгиба. Оценивая перечисленные параметры, применяют специальную оснастку или выполняют работу вручную. При этом профиль предварительно нагревают либо гнут холодный материал. Возможно заполнение внутренней полости трубы песком или другим материалом.
Использование нагрева
При нагреве большая часть металлов их сплавов приобретают большую пластичность и меньше противостоят деформации. Данное правило действует в отношении алюминия, дюралюминия, стали, меди, латуни, алюминиево-железистой бронзы.
Напротив, такие металлы и сплавы как оловянистая бронза, серый чугун, сплавы цинка при нагревании становятся хрупкими. Таким образом, далеко не любой профиль имеет смысл разогревать при изгибе. Также не подвергают нагреву оцинкованные изделия, так как при этом цинковое покрытие повреждается.

Напротив, термопластичные материалы приобретают большую пластичность с ростом температуры. Разогретые металлические изделия становятся до 30 раз менее прочными, что заметно облегчает их изгиб. Длина прогреваемого участка детали определяется кратно диаметру трубы. Для изгиба 90º — в шесть раз больше диаметра, 60º — в 4 раза, 45º — в 3 раза больше диаметра трубы.
Однако при использовании нагрева нельзя переусердствовать, так как при слишком высокой температуре металл плавится и разрушается, в материал проникает кислород и происходит его окисление. Данный форс-мажор носит название «пережог» и при его возникновении материал не подлежит восстановлению.
Таким образом, используя нагрев при изгибе, необходимо контролировать температуру материала. Косвенной оценкой может служить известная температура пламени горелки и время разогрева. Признаком достаточного разогрева стали является ее покраснение до состояния окалины. К разогретому алюминию следует поднести лист бумаги и при его возгорании нагрев завершают. Так как металлы обладают высокой теплопроводностью, работая с разогретыми заготовками необходимо надевать специальные перчатки.
Наполним трубы песком или водой
Наполнение внутренней полости профиля песком или водой значительно упрощает работу. Для профиля квадратного сечения достаточного размера в качестве наполнителя используют жидкость. Вода должны быть чистой, а чтобы она не вытекала, концы профиля затыкают заглушками. Зимой деталь выносят на мороз, а летом воду замораживают в морозилке холодильника. Изгиб выполняют после разогрева профиля в пламени газовой горелки.

При выполнении изгиба с небольшим углом выбирают песок. Заполняя трубу нужно следить, чтобы в ней не оставались пустоты. Оба конца профиля следует заглушить, чтобы наполнитель не высыпался. Заготовку разогревают горелкой и выгибают, постукивая место изгиба киянкой.
Нам помогут шаблоны
Для контроля сложных изгибов в нескольких местах используют шаблоны. В простейшем случае это кусок проволоки, изогнутой как необходимо. Если готовое изделие можно разместить на плоскости, в качестве шаблона можно использовать саморезы, закрученные в лист фанеры. Трубу постепенно изгибают, периодически сверяя с шаблоном.

В условиях мелкосерийного производства шаблон может быть жестким, то есть превращается в оправку. В таком качестве может выступать стальная плита с рядом отверстий, в которые вставляются металлические штыри, исходя из формы будущего изделия. Для формирования изгиба с переменным радиусом готовится металлическая оснастка с зажимом.

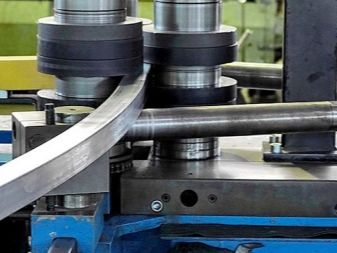
Применение валков
Валки часто используют для выполнения изгибов металлического профиля, так как при их вращении уменьшается трение поверхности металла при его деформации. В результате приходится прилагать меньшие усилия, а деталь не получает повреждений.
С применением валков вполне реально изготовить самодельный трубогиб, который позволит изгибать достаточно длинные детали. Чаще всего применяется схема из трех роликов, два из которых выступают в качестве крайних опор, а третий создает давление в центре изгиба.
С помощью самодельного приспособления можно обрабатывать круглые трубы, прямоугольный профиль, пластины и уголки. С его помощью легко обеспечить постоянный радиус изгиба на большой протяженности детали. Такой трубогиб незаменим при изготовлении арочных конструкций больших габаритов для навесов. Приспособление будет обрабатывать заготовки большого сечения, если обеспечить достаточную жесткость и необходимые размеры конструкции.
Использование пружин
«Фокус» состоит в том, чту внутрь изгибаемого профиля вставляется стальная пружина подходящего диаметра. В процессе гибки она удерживает трубу изнутри от неправильной деформации. Перед началом процесса профильный элемент прогревают, а затем изгибают, пользуясь пассатижами. Таким способом можно изогнуть трубу из нержавейки диаметром 40 мм со стенкой толщиной 0,3 мм. Более прочный профиль будет зажимать и деформировать пружину.

Вместо пружины можно использовать пучок проволоки, которая проталкивается в трубу кусками поочередно. После выполнения изгиба отрезки проволоки вытаскивают из полости трубы так же по одному.

Полезно знать, что при использовании пружины или проволоки, место изгиба профиля можно рихтовать киянкой.
Простые способы или как согнуть трубу без трубогиба
Приведенные выше правила изгиба профильных элементов вполне эффективны, но не являются исчерпывающими. В зависимости от конкретных обстоятельств применяют и другие способы как в сочетании, так и по отдельности.

Работаем с профильной трубой
Трубы прямоугольного сечения применяются в домашнем хозяйстве при изготовлении теплиц, навесов садовых арок и прочих конструкций. Профиль легко стыковать, каркас из него удобно покрывать листовыми материалами. При этом аккуратно согнуть профильную трубу не просто. Для получения плавного изгиба без нарушений внешнего вида рекомендуется соблюдать следующие правила:
- минимальная длинна участка изгиба должна быть в 2,5 раза больше сечения профиля для тонкостенных труб с внешним размером до 20 мм;
- в случае труб с толстой стенкой кратность возрастает до 3;
- минимальная величина радиуса изгиба определяется теми же соотношениями.
Учитывая сложность работы с профильным материалом при необходимости обеспечения малого радиуса изгиба, зачастую прибегают к подрезке материала с внутренней стороны. Болгаркой делают несколько пропилов, расположенных с одинаковым шагом. Затем заготовку изгибают и проваривают швы. Места сварки обрабатывают зачистным диском. Прорези можно запаять, если деталь не испытывает заметных нагрузок.
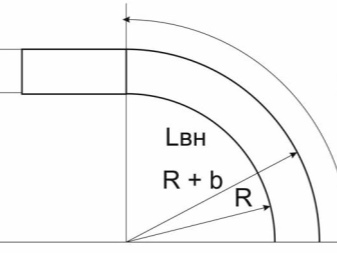
Параметры прорезей можно рассчитать, опираясь на формулу длинны окружности. Рассмотрим изгиб профиля с высотой стенки 20 мм под углом 90º с наружным радиусом 100 мм. При этом длина внешней четверти окружности составит 2 х 3,14 х 100 : 4 = 157 мм. Длина внутренней четверти окружности составит 2 х 3,14 х (100 – 20) : 4 = 125 мм. Разницу этих величин 157 – 125 = 32 мм нужно вырезать. Если мы используем диск толщиной 2,5 мм потребуется 32 : 2,5 = 13 надрезов. В случае 13-ти швов получается 12 сегментов между ними (на один меньше, чем надрезов). Значит на внутреннем участке угла длиной 125 мм нужно проделать 13 надрезов с шагом 125 : 12 = 10,5 мм.
При аккуратном исполнении профиль изгибается точно до соприкосновения кромок прорезей. Остается проконтролировать угол изгиба 90º, заварить и зачистить швы.

Разумеется, для гибки профильных труб можно использовать все рассмотренные выше методы, не прибегая к резке и сварке. Однако все они возможны при изгибании материалов по относительно большим радиусам.
Как управится с черными стальными и нержавеющими трубами
Рассмотрим особенности гибки труб из черной и нержавеющей легированной стали. Например, при изгибании нержавеющего профиля, не допускается применение нагрева из опасения повреждения материала. В этом случае применяют наполнители, то есть песок, замерзшую воду или калибрующую пробку. При этом наполнитель жесткого типа призван сохранить форму изделия, тогда как упругое заполнение сохраняет от растяжения наружную стенку трубы.

При выполнении работ используются различные ограничительные элементы. Чтобы исключить потертости и деформации заготовки, жесткий наполнитель (например, проволоку) и ограничители смазывают машинным маслом.
Особенности изгиба алюминиевых труб
«Дюраль» — относительно твердый и упругий материал, так что гнуть его не просто. Чтобы сделать дюралюминиевый профиль более податливым, заготовку разогревают до 350-400 градусов, а затем охлаждают на воздухе.
Тонкостенные алюминиевые трубы диаметром до 100 мм гнут методом проталкивания между роликами. При этом можно получить не очень точный, но равномерный изгиб радиусом не менее 5 диаметров трубы.

Алюминиевую трубу можно согнуть без трубогиба, если использовать песок в качестве наполнителя. Если необходимо изготовить несколько одинаковых деталей или гнуть толстостенный материал, лучше воспользоваться специальным инструментом. В любом случае работу облегчит применение шаблона для контроля процесса.
Тонкости работы с медью и латунью
В целом, при изгибании как медных, так и латунных труб, применяют те же приемы, что и при работе со стальным профилем. Используются как простейшие приспособления, так и заводские трубогибы. Возможны как «холодные» так и «горячие» технологии. При использовании холодного метода внутреннюю полость трубы заполняют песком.

При выборе второго варианта трубы из меди и латуни предварительно подвергают отжигу при температуре 600-700 градусов. После этого медь охлаждают в воде, а латунь на воздухе. Для обеспечения качественного изгиба внутреннюю полость трубы заполняют расплавленной канифолью. После окончания процесса ее необходимо выплавить.

Разогрев начинают с концов трубы, чтобы не создавать в ее середине избыточное давление. В противном случае может произойти разрыв материала профиля.
Гнем полипропиленовую трубу
Полипропиленовые трубы следует выгибать только в том случае, если без этого не обойтись. Тем более, что существуют всевозможные фитинги, позволяющие изменить направление трассы из полипропилена нужным образом. При этом далеко не все материалы допускается подвергать нагреву. Лучше предварительно проверить таковую возможность на обрезках материала.

При использовании горячего метода материал разогревают не более чем до 150 градусов с помощью строительного фена. В любом случае, получить равномерный изгиб невозможно, а его минимальный радиус в восемь раз больше наружного диаметра трубы. Если речь идет о толстостенной трубе, лучше воспользоваться помощью трубогиба.
Изгиб металлопластиковых труб
Трубы из металлопластика любого сечения гнуться руками довольно легко. При этом большие пальцы рук упираются во внутреннюю область изгиба, во избежание перегибов. Максимальная величина закругления не должна превышать 15⁰ на 20 мм длинны.
Наиболее эффективной оснасткой для изгиба полипропиленовых труб считаются пружины. Пружина может надеваться на заготовку, либо вставляться внутрь трубы. При этом ее диаметр должен соответствовать диаметру детали. При отсутствии необходимой оснастки, пружину можно изготовить своими руками.

Пружина, вставленная внутрь, лучше подходит для формирования сложных изгибов. При их выполнении будет полезен шаблон из саморезов, вкрученных в лист толстой фанеры.
Подведем итоги
Изучив вышеизложенное становится понятно, что в домашних условиях возможно выполнить изгиб широкого ассортимента профильного материала. Обобщим полученную информацию:
Загибаем трубы без трубогиба
Домашние мастера, которые привыкли все делать своими руками, нередко сталкиваются с задачей изгиба заготовок из трубы для постройки различных конструкций. Проще всего выполнить загиб трубы с помощью трубогиба, но не у каждого он имеется в наличии. В этом случае применяются специальные техники, которые помогут решить задачу с помощью подручных инструментов и самодельных приспособлений.


Особенности процесса
Суть процесса сгибания профильной трубы или металлической арматуры состоит в том, чтобы создать полный либо частичный изгиб в нужном месте заготовки.
Чтобы получить необходимые результаты, потребуется приложить определенные усилия на профиль или выполнить предварительный нагрев металла, а уже затем производить его гибку.


Если рассмотреть процесс гибки металлической заготовки, то очевидным становится факт, что на нее действуют силы сжатия, которые направлены на внутренний радиус изгиба, а также силы растяжения, которые тянут стенки металла по наружному радиусу сгибаемого материала. Обе эти силы имеют разные направления, в результате чего в процессе выполнения трубогибочных работ нередко возникают определенные затруднения:
- в процессе изгибания участки трубы будут менять свою конфигурацию неравномерно, что приведет к перекосу стенок трубы относительно друг друга;
- при чрезмерном приложении усилий во время растяжения материала по наружному радиусу стенка трубы может лопнуть или истончиться до такой степени, что прочность ее будет очень низкой;
- в процессе загиба на внутреннем радиусе трубы будут образовываться излишки материала, собираясь в гармошку.


Для того чтобы не столкнуться с подобными проблемами и выполнить гибку заготовки аккуратно и качественно, необходимо принимать во внимание характеристики материала, с которым предстоит работать, толщину его стенок, размер сечения заготовки и величину загиба, который потребуется сделать. Изучив всю перечисленную выше информацию, мастеру будет легче выбрать способ, который окажется наиболее подходящим для гибочных работ.


Обзор методов
Согнуть арматуру в домашних условиях своими руками правильно и красиво, чтобы сделать дугу для теплицы, для навеса или для садовых качелей, поможет трубогиб.
С его помощью также можно самому изогнуть и квадратную стальную трубу, например, сечением 15х15 мм под 90 градусов или ровно закруглить ее таким образом, чтобы получить круглую деталь.


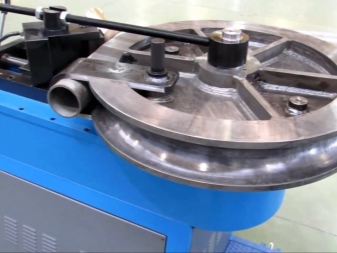
Трубогиб работает при помощи ведущего колеса и роликов. Профтруба перемещается через трубогиб, и одна из ее граней аккуратно сгибается в нужном направлении. Все трубогибы делятся на 2 группы.
- Электрическая модель. Такое устройство оправдывает себя в ситуациях, когда необходимо выполнить большой объем гибочных работ на заготовках с большим диаметром или сечением. Приспособление работает от обычной электросети 220В, причем колесо и ролики приводит в движение электропривод. Использование трубогиба позволяет выполнять большой объем работ с экономией сил и времени.
- Механическая модель. Колесо для проката заготовки приводится в движение вручную при помощи специального рычага. Это приспособление подходит для заготовок с небольшим диаметром или сечением.

Чтобы сгибание трубы было проще выполнить, заготовку перед этим необходимо хорошо прогреть, это подготовит металл, сделав его более гибким. Нагревать поверхность заготовки нужно равномерно по всей рабочей области. Для этой цели используют газовую горелку или паяльную лампу. Площадь прогрева должна быть равна размеру, соответствующему диаметру заготовки, умноженному на число 6. После нагрева металла нужно незамедлительно приступать к приданию заготовке новой формы, не допуская остывания.
Следует знать, что многократные циклы нагрева и остывания приводят к тому, что структура металла становится хрупкой.
В том случае, когда выполнение гибочных работ носит разовый характер, приобретать это устройство становится экономически невыгодно. В случае когда заготовка имеет небольшие размеры, а к точности радиуса изгиба не предъявляются повышенные требования, выполнить гибку можно в домашних условиях. Для этих целей потребуется проявить смекалку и использовать те инструменты или приспособления, которые есть у каждого домашнего мастера в хозяйстве.
Существуют способы согнуть профильную трубу без трубогиба и без токарного станка.
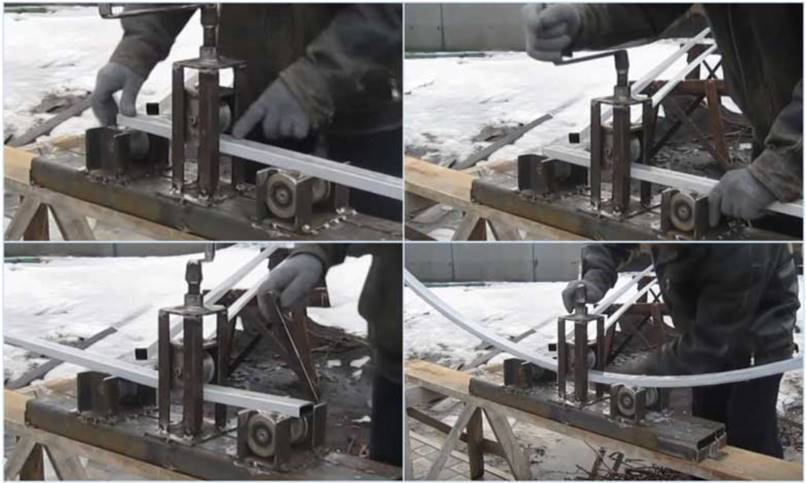
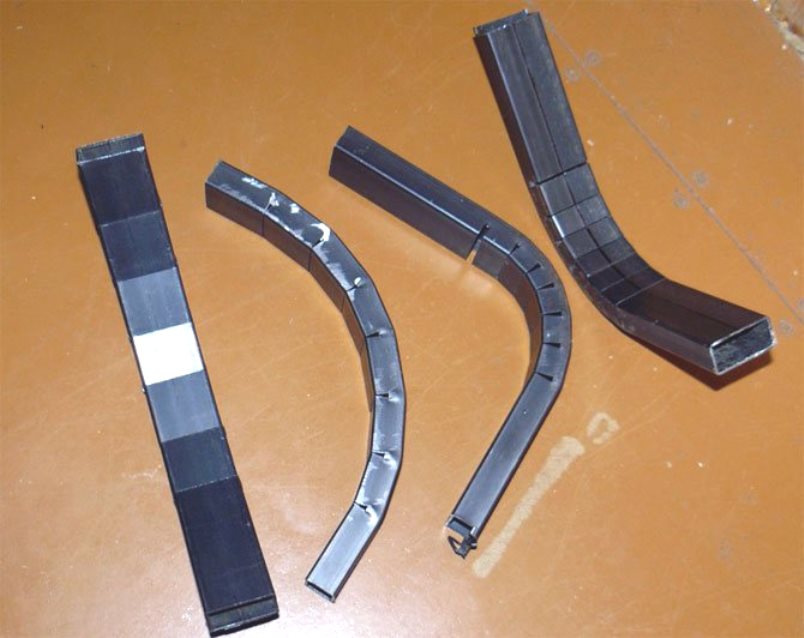
Использование болгарки
На профильной трубе размечают место изгиба, от него по обе стороны делают несколько засечек на равном друг от друга расстоянии (по 1–2 см). Далее болгаркой осуществляют распилы одной стенки профильной трубы – той, что будет являться внутренним радиусом при изгибе. Чем больше радиус – тем больше насечек необходимо сделать. После такой перфорации трубу можно согнуть руками и получить нужную деталь. Насечки после выполнения сгибания потребуется заварить сварочным аппаратом. После сварки швы необходимо тщательно зашлифовать, чтобы сделать их гладкими. После шлифовки деталь можно покрасить для защиты металла от коррозии – готовое изделие будет иметь аккуратный и красивый внешний вид. Но следует знать, что идеального закругления таким способом получить невозможно, так как оно будет состоять из нескольких коротких прямых участков трубы, состыкованных друг с другом под некоторым углом.


С помощью песка
Для работы потребуются обычный речной песок и 2 клинышка, выструганные из дерева. Первым делом в один конец профтрубы забивают деревянный клин. Затем в полость трубы засыпают песок – он должен быть сухими и просеянным. После заполнения можно забить второй клин в противоположный конец трубы.
Теперь нужно зафиксировать один конец трубы в тисках, после чего второй конец используется как рычаг, и при приложении усилия труба сгибается.
Чтобы упростить процедуру сгибания, металлическую трубу нагревают. Когда изгиб будет выполнен, деревянные клинья удаляют, а песок из трубы высыпают. Такой способ обеспечивает аккуратный и равномерный сгиб даже на тонкостенных заготовках.


С помощью воды
Для процесса изгибания профильной трубы нужно запастись деревянным клином. Клин вбивают в конец трубы в виде заглушки. Затем в трубу наливают воду и дают ей при минусовой температуре замерзнуть. После того как вода замерзла, трубу можно сгибать в нужном месте. Далее вода должна растаять, и ее вместе с клином удаляют из трубы. Сгиб получается равный и красивый. Такой способ подходит только для тех материалов, который не боятся коррозии.
Метод с пружиной
Это приспособление используют внутри заготовки. Диаметр пружины нужно выбирать на 2 мм меньше диаметра заготовки. Пружина используется для того, чтобы при процессе сгибания забрать часть силовой нагрузки, которая возникает при изгибе, на себя и тем самым защитить трубу от излома.
Пружину вставляют внутрь трубы и руками изгибают до нужного диаметра. После работы пружину вынимают.
Чтобы облегчить этот процесс, к концам пружины заранее привязывают прочную тесьму или веревочку, за которую при извлечении можно потянуть. Такой метод подходит для изгиба пластикового металлопрофиля.
Перечисленные методы используются для разных материалов. Например, профтрубу из нержавейки можно сгибать, применяя метод с песком или водой, а метод нагрева этому материалу противопоказан. Что касается профильной трубы с квадратным, прямоугольным или овальным сечением, то выполнить их изгибание без деформации внутреннего радиуса невозможно. В этом случае можно воспользоваться методом с выполнением насечек при помощи болгарки. Медную трубку лучше всего изгибать, используя методику нагрева металла. Тем же способом сгибают и алюминиевые заготовки. Специалисты считают, что для работы горячим методом лучше всего брать заготовки с небольшим размером сечения или диаметра.
Рекомендации
В процессе выполнения сгибания трубы своими силами (без использования трубогиба) могут быть полезны определенные приспособления.
- Шаблон с необходимым радиусом загиба и присоединенный к нему рычаг для приложения сгибательного усилия.
- Основание, в котором проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такое горизонтальное приспособление применяется для сгибания трубы из мягкого металла. Высокой точности изгиба в данном случае добиться нереально, кроме того, для изгибания понадобится приложить определенные усилия.
- Роликовый механизм. Если закрепить в тисках конец трубы, а в области предполагаемого сгиба разместить ролик, то при условии приложения физической силы можно выполнить изгиб материала радиусом, равным радиусу ролика.
Перед выполнением сгибания заготовки из трубы рекомендуется сделать пробные попытки на небольшом куске материала. Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Как загнуть трубу без трубогиба, смотрите далее.
Как плавно изогнуть профильную трубу без трубогиба и нагрева
Профильные трубы, не уступающие по прочности круглым, обладают рядом существенных преимуществ при создании металлоконструкций и возведении силовых каркасов для разнообразных изделий или построек.
Однако плавный изгиб такого проката без специального дорогостоящего оборудования или нагрева представляет определенную трудность и может привести к разрыву металла или потери формы. Но все проблемы исчезнут, если знать один способ, который не потребует высокой квалификации, больших затрат времени и средств.

Понадобится
- строительной рулеткой;
- металлическим угольником;
- сварочным оборудованием;
- магнитным угольником для сварки;
- болгаркой;
- парой использованных отрезных дисков.
Процесс плавного изгиба профильной трубы
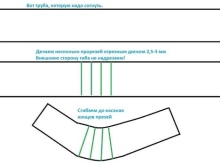
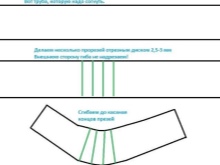
Существуют разнообразные способы плавного изгиба профильных труб, наш – один из самых простых и поэтому доступных. Отмечаем на заготовке место изгиба и проводим поперечную черту.
К точке ее пересечения с гранью изделия прикладываем старый отрезной диск, у которого диаметр совпадал бы с линией сопряжения двух сторон трубы, а верхняя его точка лежала бы на противоположной грани изделия.


Из точек сопряжения дуги с линиями углов профильной трубы проводим на смежных сторонах поперечные линии. Точки их пересечения с гранями соединяем, использовав тот же диск, отрезком дуги окружности на противоположной стороне.


От поперечной линии, ближней к загнутому концу трубы, отступив некоторое расстояние, проводим другую, параллельную первой. Далее продолжаем ее вертикально на двух смежных сторонах заготовки.

Металл между отмеченным вертикальным поперечным сечением и, оконтуренный дугами окружности, за исключением самой длинной стороны, аккуратно вырезаем с помощью болгарки и осторожно удаляем.





Зачистив места реза, сгибаем короткий конец трубы, при этом оставшаяся после удаления металла сторона профильной трубы огибает очерченные по дуге две поперечные стороны, образуя с внешней стороны плавный изгиб, а с внутренней – прямой угол.

Используя магнитный угольник, завариваем все линии стыка, прочно и надежно фиксируя полученный плавный изгиб.



Читайте также: