Как согнуть пластину металлическую в полукруг
Обновлено: 19.05.2024
Гибка металла – специальный метод изменения формы предварительной заготовки. Деформацию металла осуществляют без выборки материала, которая подразумевает проведение резки или электросварки металлических изделий.
Где применяется?
С помощью гибки металла можно придать любую форму заготовке, пользуясь специальным оборудованием или осуществляя процедуру вручную. При проведении подобного вида воздействия на лист из металлического материала происходит:
- растяжение слоев, которые находятся снаружи;
- сжатие внутренних слоев заготовки.
Таким образом, удается добиться перегиба одной из сторон заготовки на нужный угол по отношению к другой. Применение изогнутых деталей широкое, они востребованы практически в любой сфере и области, которая использует конструкции из металлов и различных сплавов.
Гибка металла встречается при изготовлении:
- автомобильных элементов;
- мебельных конструкций;
- дверных конструкций;
- промышленных деталей.
Процедуру используют в авиации, судостроении, электронике. Также она востребована в строительной сфере. Для сгибания металла потребуется много силы, особенно когда речь заходит об изменении формы изделий большой толщины.
Несмотря на кажущуюся простоту, технология довольно сложная. Она требует ответственного подхода и определенного опыта.
Основные принципы
При выполнении гибки металла необходимо учитывать ряд принципов, среди которых особого внимания требуют следующие.
- Минимальный радиус сгиба должен быть больше толщины заготовки. Только так удастся предупредить образование на поверхности металла трещин и разрывов, что позволит своевременно прекратить процедуру и принять меры по устранению дефекта.
- При выполнении работ в домашних условиях рекомендуется сгибать тонкостенные листы, толщина которых не превышает 3-10 мм. Объясняется это тем, что гибка толстых листов требует задействования профессионального дорогостоящего оборудования.
- Перед проведением работ необходимо провести расчет развертки будущего изделия, учесть припуски, а также длину рабочей поверхности. Она не должна превышать 4 метра, иначе не получится добиться точного результата.
- В качестве материала для изделия, которое впоследствии планируется деформировать, рекомендуется отдавать предпочтение пластичным сплавам. Отличным вариантом станут железные листы или элементы, в составе которых присутствуют примеси углерода. Посмотреть марки таких сталей можно в специальной таблице.
- Нагревание повышает коэффициент пластичности – это физическое явление. Иногда посредством нагрева удастся добиться нужного угла изгиба без механического повреждения. Повышение температуры позволит избежать трещин на поверхности металла.
- Для проведения работ можно использовать различные инструменты, начиная от тисков для зажима листа до специального станка, на котором осуществляется основной этап. Они помогут сделать гибку ровно и учесть припуски.






Гибка листового металла требует силы и терпения, так как процедура проходит медленно из-за необходимости отслеживания состояния поверхности материала.
Виды гибки
Сгибание металла проводится несколькими способами, каждый из которых заслуживает отдельного рассмотрения. Применение определенной технологии позволяет добиться нужного результата в короткие сроки и избежать сильной деформации материала.
Одноугловая
Является наиболее простым и популярным видом гибки. При выполнении работ происходит сжатие внутренних поверхностей металла. Достигается это за счет воздействия на внешние слои. При этом последние растягиваются, что приводит к образованию сгиба под нужным углом. Этот метод также известен, как свободная гибка металлических заготовок. Особенность – простота конструкции оборудования, которое используют для проведения процедуры. Оно состоит из:
- матрицы, действующей на лист в процессе сгибания материала;
- стенок, подпирающих лист во время работы.
Между стенками и листом предусмотрен воздушный зазор для предотвращения сильных деформаций изделий.
П-образная
Используют для создания П-образных деталей. С ее помощью удается ускорить производство элементов, что не позволяет двухпереходная гибка. При этом удается повысить точность получаемых изделий. Процедура гибки подразумевает задействование пуансона, работа которого приводит к изгибу элемента. Для выправления детали требуется калибровка заготовки, при которой происходит дополнительное перераспределение напряжений. Это позволяет сделать пружинение детали незначительным. Способ востребован при работе с деталями небольшой толщины.
Радиусная
Такой вид гибки проводят с помощью двух видов оборудования:
В зависимости от того, какую форму необходимо придать изделию, меняют конструкцию и типы станков.
Радиусная гибка популярна во многих сферах. Ее используют для изготовления различных металлических конструкций.
Результат такой металлообработки дает возможность получить сложную конфигурацию без использования сварочных устройств и накладки швов. Таким образом, прочностные свойства конструкции сохраняются, и ее внешний вид не портится сваркой. Технология гибки встречается при изготовлении козырьков, разнообразных коробов, специальных профилей, навесных фасадов и других конструкций, которые используются в быту и промышленности. Преимущество способа в том, что его можно выполнить самостоятельно без использования профессионального оборудования.
Многоугловая
Этот вариант гибки металла позволяет образовывать сложные фигуры. При этом для создания конструкции можно задействовать как один элемент, так и несколько. Процедура осуществляется посредством использования специального оборудования. Также ее называют фасеточной. Дополнительно выделяют гибку в виде конуса, фигурную технологию сгиба и другие варианты.
Как согнуть лист в домашних условиях?
В процессе строительства дома, дачи или других сооружений возникает необходимость в обустройстве различных конструкций и изделий. Например, при изготовлении водостоков, каркасов из металла, козырьков требуется придать плоской заготовке, которую представляет собой лист металла, необходимую форму. Существует несколько вариантов, как можно согнуть металлический лист своими руками.
С помощью листогиба
Листогиб – специальное оборудование, посредством использования которого удается придать алюминиевому или железному листу нужную конфигурацию. При желании агрегат можно сделать самостоятельно. Для этого необходимо подготовить:
- станину;
- балку, предназначенную для создания прижимного усилия;
- балку для организации поворота;
- обжимную балку;
- оцинкованные ножи;
- приемный лоток, материалом для изготовления которого служит дерево или металл.
При создании станка стоит обращать внимание, что управляться устройство будет за счет мускульной силы. Поэтому приспособление предназначено только для тонколистового металла, толщина которого не выходит за пределы 2 мм. Чтобы сделать основание для станка, потребуется задействовать профильный металлопрокат в небольшом количестве. Достаточно запастись швеллером или металлической балкой с поперечным сечением в виде двутавра.
Во время сборки необходимо учесть требуемые параметры жесткости конструкции, иначе оборудование не справится с поставленной задачей и быстро выйдет из строя. Кроме того, от показателя жесткости зависит, насколько качественной будет обработка. Прижимное устройство изготавливают из стальных плит. Самодельный станок дает возможность гнуть профильный прокат. Отличным вариантом станет выбор швеллера №12. Для сборки конструкции можно задействовать щипцы и клещи.
Чтобы отрезать согнутую деталь, потребуется роликовый нож. Специалисты рекомендуют использовать несколько вариантов лезвий для гибочного устройства. Так, помимо роликового можно задействовать сабельный нержавеющий нож. Элементы работают только с тонкостенным материалом, это тоже нужно учитывать.
При выборе ножа рекомендуется отдать предпочтение изделиям известных производителей, кто уже не первый год занимается поставками подобного оборудования. Объясняется это тем, что для изготовления лезвий используют инструментальные стали. Популярные компании не жалеют материал, добиваясь нужного качества элемента.
Без применения специального оборудования
Если нет возможности собрать листогиб или приобрести специальное оборудование, можно попробовать согнуть сталь другим способом. Для этого совсем не обязательно тратиться на приобретение прессов или других агрегатов. Простой вариант обработки металла – использование уголка из металла и киянки.
Заготовку, которую планируется деформировать, помещают на край уголка. Затем выдвигают часть листа, которую нужно согнуть. С помощью молотка посредством точных ударов придают желаемый изгиб.
Сразу стоит отметить, что такая техника не даст высокой точности обработки даже в том случае, если за работу возьмется профессионал, который будет соблюдать все тонкости проведения процедуры.
Для достижения более качественного результата можно использовать автомобильный домкрат. С его помощью можно эффективно гнуть арматуру, а также тонкие стальные листы. При желании домкрат способен согнуть толстостенные заготовки и даже трубы, что говорит о высокой прочности устройства.
Чтобы согнуть изделие посредством домкрата, потребуется следующее.
- Поместить заготовку на выдвижную штангу, которая подводится снизу.
- Упереть ее в штыри, зафиксированные сверху. Между штырями будет перемещаться штанга домкрата.
- Приступить к гибке. Штанга будет выгибать листовую металлическую деталь или трубу, придавая изделиям нужную форму.
Полезные рекомендации
Успешность гибки сталей зависит от показателя их пластичности. В случае с малопластичными материалами процедура усложняется. Причина – явление пружинения, которое подразумевает несоответствие формы готовой детали требованиям чертежа. Данное явление – основная проблема, с которой сталкиваются все, кто решил прибегнуть к гибке металла.
Суть пружинения заключается в упругом действии металлического листа или другой заготовки сразу после того, как происходит снятие нагрузки. Результатом такого явления становится искаженная форма изделия. Иногда угол пружинения доходит до высоких отметок, что неприятно. Ликвидировать явление можно посредством использования следующих приемов.
- Компенсация угла за счет изменения параметров рабочей части оборудования. Метод эффективен, но только в том случае, если известна марка металлического листа, а также основные характеристики изделия. Особенно важно обращать внимание на предел временного сопротивления, от которого зависит показатель пружинения конструкции. Процедура довольна проста в применении: если угол деформации составляет, например, 100, то кромку пресса увеличивают на этот показатель.
- Изменение основного профиля, предусмотренного в матрице. За счет таких действий удается добиться сгиба заготовки по всей длине зоны, в которой происходит деформация, посредством рабочего инструмента. Дополнительно в матрице предусматривают специальные выемки.
- Повышение показателя пластичности заготовки. Для этого металл подвергают обжигу при высокой температуре. Стоит учитывать, что вид стали зависит от температурного режима для обжига, поэтому рекомендуется заранее уточнить состав и марку изделия.
- Проведение гибки в нагретом состоянии. В этом случае пластические характеристики металла улучшаются, что позволяет избавиться от эффекта пружинения и добиться нужного угла сгиба.
Относительно последнего варианта стоит отметить, что технологический процесс потребует дополнительной очистки поверхности рабочей детали. Также нужно будет постоянно очищать поверхность матрицы, на которой будет скапливаться окалина.
Гибка листового металла – сложная процедура, которая позволяет добиться нужной формы металлического листа и при этом избежать деформации, которую обеспечивает сварка. Чтобы получить нужную конфигурацию заготовки, следует учесть особенности материала и предусмотреть варианты, которые помогут избежать образования трещин или возникновения эффекта пружинения.
Подробнее смотрите далее.
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.

Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.

После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.

Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
3 способа как согнуть металлический уголок

В отличие от профтрубы или обычной металлической полосы, согнуть строительный уголок — не так-то просто. В особенности, когда стоит задача сделать угол в 90 градусов с закруглением по внешнему контуру.
Но для настоящего мастера нет ничего невозможного!
Выполнить поставленную задачу можно с помощью самодельного приспособления и даже без него. Рассмотрим три разных способа.
Как согнуть уголок, чтобы не было острого угла
Этот способ сгибания заготовки может пригодиться в тех случаях, когда вместо острого угла необходимо плавное закругление (например, для изготовления каких-либо декоративных металлоконструкций).
Первым делом нужно изготовить шаблон из бумаги и произвести простые расчеты, чтобы получить в итоге исходные данные, которые будут использоваться для дальнейшей разметки.
Подробно на этом моменте мы останавливаться сейчас не будем — наглядно все показано на видео, которое будет в конце статьи.
Кстати, этим способом сгибания заготовок с нами поделился автор YouTube канала Mr Technic — берите на заметку.
Основные этапы работ
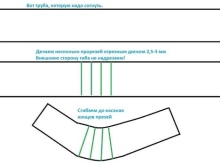
Отрезаем кусок металлического уголка подходящей длины. В центральной части заготовки делаем разметку: на одной стороне отмечаем риски с шагом 4 мм, на противоположной — с шагом 2 см. Затем соединяем риски косыми линиями.

Далее необходимо будет при помощи болгарки с отрезным диском вырезать размеченные сегменты.

После этого зажимаем один край заготовки в слесарных тисках, сгибаем уголок под прямым углом, и обвариваем.

Точно так же можно поступить и с профильной трубой. Отрезается заготовка нужной длины, делается разметка, вырезаются размеченные сегменты. Сгибаем заготовку, и обвариваем.



Видео
Подробно этот способ показан в авторском видеоролике ниже. Рекомендуем обязательно его посмотреть.
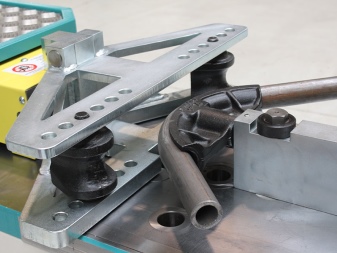
Как согнуть металлический уголок в полукруг
При изготовлении арок и прочих металлоконструкций требуется заготовить гнутые элементы. Обычно для сгибания профтрубы или стальной полосы домашние мастера (ну те, которые самодельщики) используют различные самодельные станки. Чаще всего — это трубогибы, или как их еще называют — профилегибы.
Если профилегибы являются универсальными в применении, то для сгибания уголков требуются узкоспециализированные станки.
Но что делать, если нужно согнуть всего несколько (или даже один) уголков? Не городить же ради этого гибочный станок!

Нет, конечно. Вполне можно обойтись и без станков. Правда, небольшое вспомогательное приспособление сделать все же придется.
Однако процесс его изготовления не займет много времени. Главное, что станок городить не придется!
В сегодняшней статье мы рассмотрим один из способов, как согнуть металлический уголок в полукруг без гибочного станка. Своим личным опытом поделился автор YouTube канала Fab2Ku.
Основные этапы работ
Первым делом потребуется найти кусок толстого металла. Если ничего такого под рукой нет, его можно за копейки приобрести на любой металлоприемке.
Далее отрезаем две заготовки одинакового размера. Размечаем их, и болгаркой прорезаем в них пазы до середины.

На следующем этапе потребуется массивное основание, которое сможет выдержать ударные нагрузки от кувалдочки средних размеров.
В данном случае автор использовать небольшой кусок ж/д рельса. Привариваем к нему ранее вырезанные куски металла, расположив их на требуемом расстоянии параллельно друг другу.

Как согнуть стальной уголок
Очень просто! Хотя попотеть, конечно, придется. Укладываем уголок одной из полок в пазы в опорных стойках.


После этого берем в руки кувалдочку, и начинаем усердно колотить по уголку — по тому участку, который находится между двумя опорными стойками.
Простучали один участок, передвинули уголок дальше, и по новой. И так до тех пор, пока не получится то, что вам нужно.

Подробно о том, как согнуть металлический уголок в полукруг, если нет гибочного станка, показано ниже — в авторском видеоролике.
Как согнуть металлический уголок под 90 градусов
Приспособление называется гибочным станком (или кондуктором) по металлу. Идеей его создания с нами поделился автор YouTube канала Fab2Ku.
- полоса металла;
- уголок;
- гаражная петля;
- стальной кругляк.
Процесс изготовления приспособления
Первым делом необходимо отрезать два куска металлической полосы одинаковых по длине. После этого сгибаем их. Одну полосу нужно согнуть «на ребро», вторую — обычным образом.


В дальнейшем заготовки будут свариваться вместе перпендикулярно друг другу.

Но перед этим необходимо будет изготовить основание (станину) приспособления.
Для этого автор использовал два отрезка строительного уголка, сварив их вместе. Также подойдет кусок швеллера.
Сначала к основанию приваривается полоса, которая сгибалась обычным образом. Потом к ней необходимо приварить вторую полосу, расположив ее по центру первой.


После этого основание кондуктора надо будет приварить к стойке из круглой трубы, конец которой находится в земле (лучше забетонировать). Также привариваем к основанию часть гаражной петли.

В завершении останется только изготовить ручку рычаг для сгибания уголка. для этого нам потребуется кусок стального кругляка и вторая часть петли.

Самодельное приспособление готово. Теперь можно испытать его в работе.
Устанавливаем стальной строительный уголок, как это показано на фото ниже, и с помощью ручки-рычага сгибаем его.

Подробно о том, как сделать такой кондуктор, а также, как согнуть металлический уголок под 90 градусов, чтобы не было острого угла, смотрите в авторском видеоролике ниже.
Как согнуть профильную трубу?
Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40x20 или 20x20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Гибка алюминиевого профиля
В производственных и бытовых условиях часто требуется гибка алюминиевого профиля, изготовленного из чистого или легированного металла. В этой статье мы расскажем, как согнуть профиль по углу или радиусу, представим обзор гибочных станков и другого оборудования.


Особенности гибки
Алюминий – очень пластичный материал, поэтому для работы с ним не требуется больших усилий. Другое дело – качество гиба и соблюдение требуемых размеров. Тут нужно учитывать некоторые особенности.
- Высокой пластичностью отличается только чистый алюминий, то есть без примесей и легирующих добавок. Дело в том, что встречается он редко (особенно если детали не электротехнические). Согнуть легированный металл сложнее, у него гораздо выше твердость. Поэтому место гиба требуется прокалить горелкой или паяльной лампой, а затем медленно охладить. Учтите, что алюминий замечательно проводит тепло, поэтому работайте в толстых перчатках. Не исключено, что после работы гнутую деталь потребуется закалить.
- Легированный алюминий обладает большей упругостью, поэтому ему нужно задавать завышенный угол гиба и заниженный радиус. Тогда под действием силы упругости деталь приобретет правильную форму.
- Если у профильной трубы толщина стенок составляет менее 2 мм, качественного гиба не получится даже при идеальных условиях, а прочность значительно упадет. Поэтому конструкции из гнутого профиля с небольшой толщиной стенки лучше заменить сварными.
Это, пожалуй, и все, что касается особенностей работы. Теперь можно поговорить о применяемом оборудовании.


Обзор оборудования
Существует 2 класса станков – промышленные и самодельные. Начать стоит с первых.
По размеру гибочные станки делятся на:


Они могут производить гиб:
- по заданному радиусу;
- по заданному углу.


По виду управления:
- ручные;
- с ЧПУ;
- станки-автоматы.



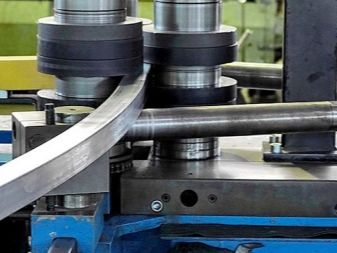
Теперь подробнее поговорим о каждой группе. Стационарные отличаются большими размерами, высокой мощностью и производительностью, высокой стоимостью. Устанавливаются на промышленных предприятиях. Станки для гибки профиля по заданному радиусу бывают 3-х и 4-х роликовые.
- 3-роликовые более простые, но имеют ограниченный сортамент. 2 ролика закреплены в одном положении и вращаются в одну сторону, а 3-й может перемещаться. За счет этого осуществляется регулировка радиуса сгиба. Для выполнения гиба с малым радиусом требуется несколько заходов, что снижает производительность. На концах заготовки остаются прямые участки. Их длина немного превышает половину расстояния между 2-мя подвижными роликами, поэтому необходим припуск. Далее эти участки отрезаются.
- 4-роликовые. У них 2 валика неподвижны, а другие 2 задают изделию нужную форму. За счет этого можно изготавливать сложные детали (круги, спирали и прочее). Часто оснащены системой ЧПУ.


По расположению роликов станки бывают:
- с горизонтальной ориентацией;
- с вертикальной.


Станки с горизонтальными валиками больше подходят для габаритных деталей (высотой до 300 мм), а с вертикальными – для небольших заготовок (прокат) и деталей из особо сложных материалов (например, оконные профили). Ролики для таких станков могут быть стальными или из высокопрочного полимера (полиацеталь, полиэтилен, капролон и другие).
- Стальные имеют больший ресурс и применяются для гибки неокрашенных заготовок. Из-за высокой твердости они могут царапать поверхность.
- Полимерные используются для ответственных работ, когда поверхность должна остаться чистой. Они обладают меньшим трением, имеют устойчивость к коррозии, и у них меньшая масса. Стоят такие валики дешевле, поскольку их легче производить.


Ролики можно менять в зависимости от назначения заготовки и конструкции станка. Машины для гибки по заданному углу представляют собой пресс, между матрицей и пунсоном которого располагается заготовка. В матрице есть паз, стенки которого наклонены под заданным углом, этот угол передается на заготовку. Таких ручьев может быть несколько, а сами пунсоны можно менять. Таким образом осуществляется регулирование угла гиба.
Такие станки часто переносные, они не требуют установки на станину. Для гибки мягкого тонкостенного металла достаточно ручного привода. Типичный представитель этой группы – профилегиб модели «АЛС» («АЛС-А 90» и «АЛС-А 60»). Машины могут быть оснащены СЧПУ, благодаря которому точность гиба достигает 0,01 мм и выше.
Станки с ручным приводом обычно оснащены упорами с нанесенной разметкой.


Станки-автоматы выполняют гиб только одного радиуса или угла, зато работают с высокой скоростью и большой производительностью. Как, например, такая модель. Это оборудование целесообразно покупать только для массового производства одной-единственной детали или нескольких однотипных. Простейшие станки для гибки профиля можно сделать своими руками. Результат их работы почти не отличается от гибов на заводских станках (в неответственных конструкциях). Конструкций существует множество. В крайнем случае согнуть заготовку можно в тисках. Но каким бы совершенным ни было оборудование, работа требует определенных навыков.
Гибка аллюминиевого профиля с помощью станка в видео ниже.
Как согнуть?
Опытные мастера знают, что подготовка гиба занимает гораздо больше времени, чем сама работа.
- Перед работой выберите тип роликов. Если не требуется высокое качество поверхности, они могут быть стальными.
- Если деталь из легированного алюминия, ее нагревают и гнут еще горячую.
- Важно. При нагреве на поверхности образуется окалина, которая попадает под рабочие ролики и царапает заготовку. Поэтому перед гибом ее желательно удалить, например, железной щеткой. Но не прикладывайте больших усилий, чтобы не оставалось царапин.
- Форма ручьев на валиках должна соответствовать профилю заготовки, во избежание сплющивания.
- Для профиля с замкнутым (например, квадрат) и незамкнутым (П-образным) контуром технология работ отличается. Для 2-го не нужно особой подготовки, в то время как 1-й требует предварительных работ.
- Если профиль имеет продольный сварной шов, то шов должен располагаться с внутренней стороны гиба или на боковой стороне. На внешнем радиусе его наличие недопустимо.
Если не сделать подготовку, труба может заломиться или на внутренней стороне появятся складки. Перед работой нужно заполнить ее внутренний объем. Это делается несколькими способами.


С использованием стальной пружины
- Берется пружина, длина которой равна или превышает длину профиля. Витки должны плотно прилегать друг к другу.
- Пружина вставляется внутрь трубы, и затем заготовка поступает на станок.
Достоинство такого метода – простота. Недостаток – нужна пружина, которой может не быть. Да и подходит способ только для круглых деталей.
С применением кварцевого песка
Этот метод более сложный, но более универсальный.
- Необходимо сделать 2 пробки, которые закроют торцы детали. Одна из них плотно набивается на 1-й конец профиля. После работы они извлекаются. Подумайте, как вы это сделаете.
- Внутренняя полость заполняется мелкофракционным песком.
- Вставляется другая пробка. Ее нужно забить молотком, чтобы плотность закрепления была высокой.
- Трубу по всей длине требуется обстучать молотком. Это нужно для равномерного распределения песка по всей длине.
- Далее осуществляется прогрев места гиба (при необходимости). Следите, чтобы не повредились пробки.
- Выполняется загиб.
- Вынимаются пробки, высыпается песок.
Следует сказать, что песок не теряет своих свойств и его можно использовать повторно. Более того, при вибрации и прогреве он измельчается, что положительно сказывается на следующих гибах.


Если песка нет, его может заменить вода, а точнее, лед. Технология работы почти не отличается.
- Забиваются пробки, заливается вода.
- Деталь замораживается.
- Выполняется гибка, но без прогрева.
Способ хорошо подходит для холодного времени года. Но учтите, что при низких температурах металл становится хрупким, поэтому нужно уменьшать скорость работы. Есть еще способ, который вообще не требует специального оборудования. Но он очень трудоемкий.
- Для изгиба по радиусу на заготовке делается большое количество пропилов. Для гиба по углу пропил нужен один.
- Лишний материал удаляется.
- Деталь гнется, а места стыков завариваются.
- Выполняется зачистка и обработка сварных швов. В результате они становятся практически незаметными.
Такой способ не подходит для загиба по радиусу, поскольку окружность состоит из множества прямых отрезков. Но его можно применять для тонкостенных заготовок и загиба под 90 градусов и на другой угол.
Читайте также: