Как спаять два куска металла
Обновлено: 05.07.2024
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.

Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
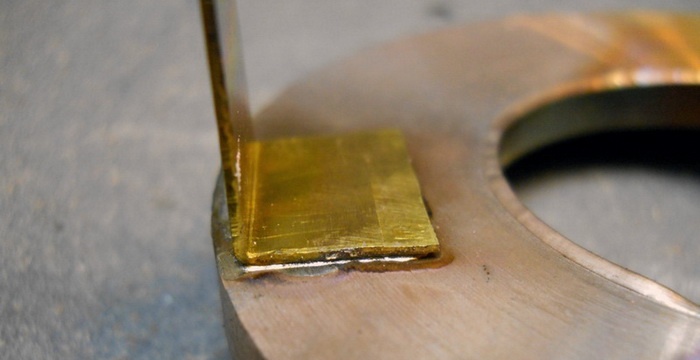
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Пайка железа оловом

Как паять железо оловом — три легкодоступных способа
Процесс пайки железа оловом не меняет кристаллическую структуру металла. Поэтому соединяемые части имеют такие же технические характеристики, как и после пайки.
Что касается прочности такого соединения, то оно выходит достаточно прочным и надежным, хоть здесь всё во многом зависит от технологии пайки и вида используемого припоя.
Как паять железо оловом? Что использовать для пайки металлических листов и изделий?
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
- Пайка железа паяльником и мягким припоем на свинцовой основе;
- Паяльной лампой или газовой горелкой и твёрдым оловом;
- Электрическая пайка железа.
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.

Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
Чем паять железо
Для пайки железа в домашних условиях понадобятся оловянный припой с небольшим содержанием олова, например, ПОС-40, активный флюс, шило и паяльник. При пайке металла флюс выступает в роли окислителя и растворителя, защищая зону пайки от окисей.
Для этих целей можно применять как активные флюсы, так и канифоль, а также хлористый цинк, соляную и борную кислоту. При пайке железа с использованием активных флюсов и кислот, обязательно нужно придерживаться техники безопасности. Иметь хорошо проветриваемое помещение, а также защищать кожу и глаза от воздействия химически вредных веществ.

Что касается оборудования для пайки железа, то нужен достаточно мощный паяльник, более 60 Ватт. Также можно использовать паяльную лампу или газовую горелку.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.

Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Пайка стали, меди и алюминия

Как паять сталь, медь, алюминий и сплавы в домашних условиях?
На сегодняшнее время существует два самых распространённых способа соединения металлов — это пайка и сварка. Последняя технология связана с использованием сварочной дуги и газа.
Сложность сварки обусловлена и применением специального оборудования предназначенного для этих целей. Поэтому в домашних условиях наибольшее распространение получила именно пайка металлов.
И если перед вами остро стоит вопрос запаять кастрюлю или спаять провода, то вы должны освоить технологию пайки металлов. Используя припой и флюс, можно легко паять такие металлы, как медь с алюминием. Также пайке поддаются и изделия, которые были изготовлены из стали.
Само собой разумеется, что для всех вышеперечисленных металлов применяются свои определенные флюсы с припоями. Какие именно, и как правильно паять, вы сможете узнать из этой статьи.
В чем преимущества пайки металлов перед свариванием?
Рассмотрим, а какие же именно преимущества нам дает пайка металлов, в отличие от сварки:
- Первое и самое главное преимущество заключается в том, что спаиваемые металлы не нагреваются до температуры плавления. Плавится только припой. В результате этого не нарушаются химические свойства металлов, они не теряют своих характеристик;
- Перед пайкой металлов нет необходимости более тщательно подготавливать заготовки, как это делается в случае сварки;
- Можно использовать простое и неприхотливое оборудование для пайки, которое не такое требовательное к питанию домашней электросети.

Ну и что касается прочности пайки, то она практически ничем не уступает сварке. Таким образом, пайка металлов является отличным вариантом для выполнения ремонтных работ или изготовления сложных конструкций.
Как паять цветные металлы: медь, латунь и алюминий
Пайка цветных металлов происходит с использованием высоко- и низкотемпературных припоев. Помимо олова и свинца, в составе припоев для пайки цветных металлов могут содержаться висмут, сурьма, селен, а также серебро и другие компоненты.
Изделия из цветных металлов требуют более тщательной подготовки. Важная особенность любой пайки металлов заключается в том, чтобы избежать любой подвижности в процессе соединения металлов. Именно по этой причине заготовки во время пайки следует надежно фиксировать на столе, особенно если речь идёт о габаритных изделиях.
Как паять черные металлы
Изделия из черных металлов также неплохо поддаются спаиванию. Для их соединения применяются оловянные и латунные припои. Соединение получается достаточно прочным на разрыв, а также стойким к механическому роду повреждениям.

Технология пайки черных металлов практически ничем не отличается от технологии спаивания изделий из меди, алюминия или латуни. Здесь всё также необходимо подготовить поверхности: очистить их от ржавчины, грязи, жирных пятен.

Если пайка стали осуществляется обычным паяльником, то нужен будет инструмент, мощность которого составляла бы не менее 100 Вт. В противном случае паяльник не сможет достаточно хорошо нагреть спаиваемые заготовки, что негативным образом скажется на прочности полученного соединения.
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
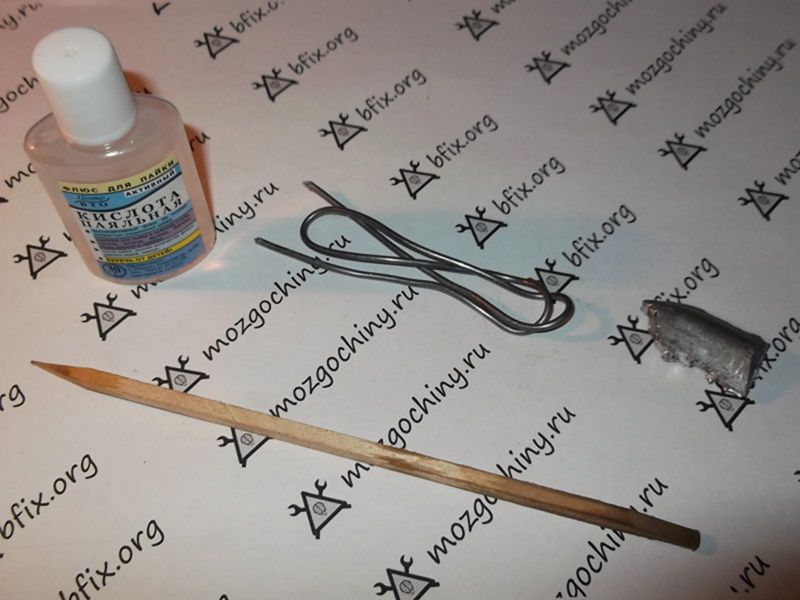
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
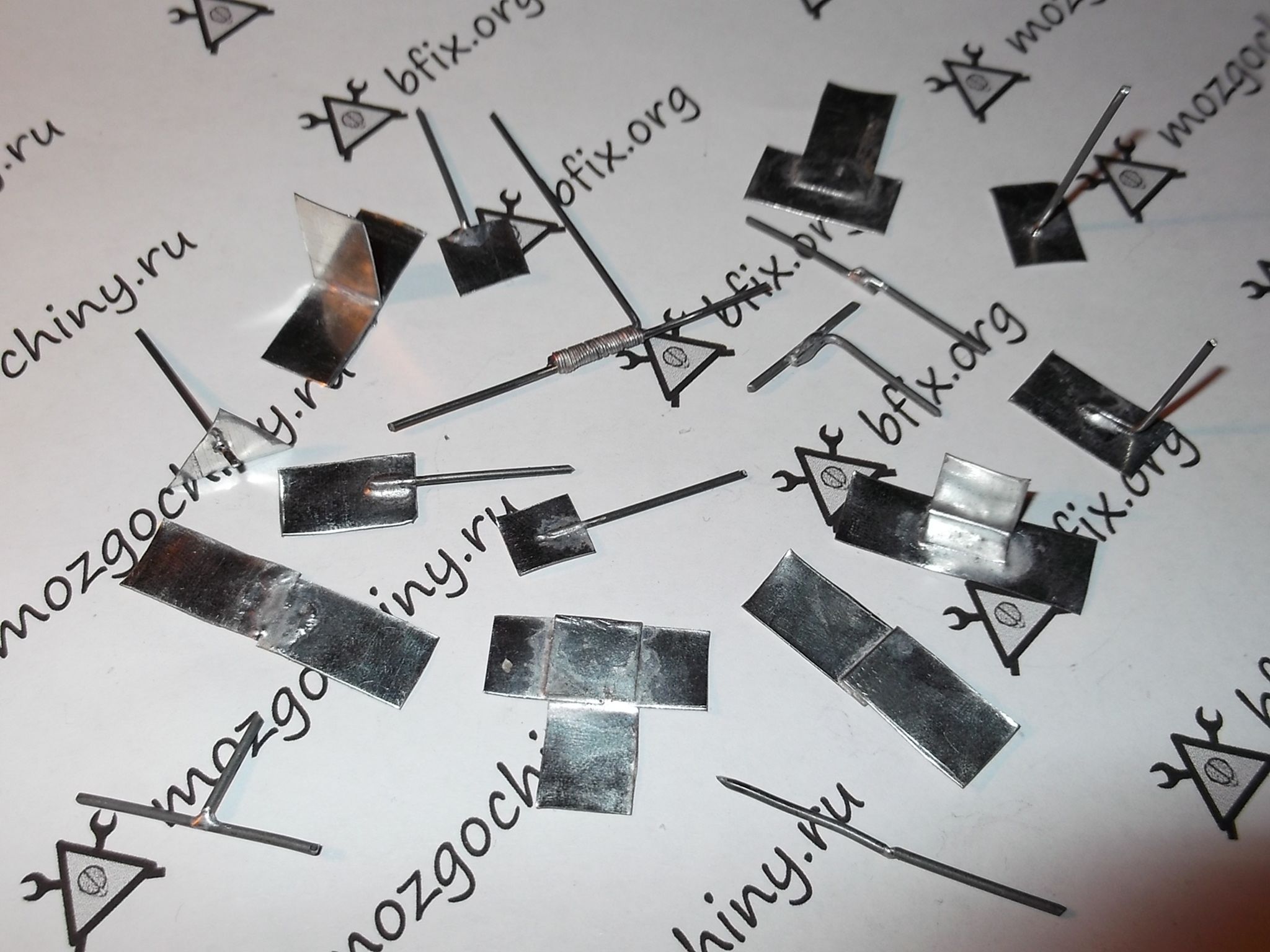
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
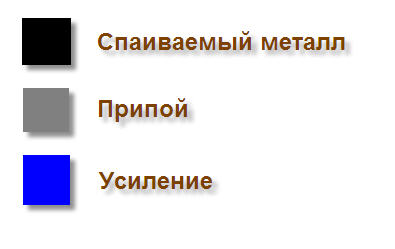
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
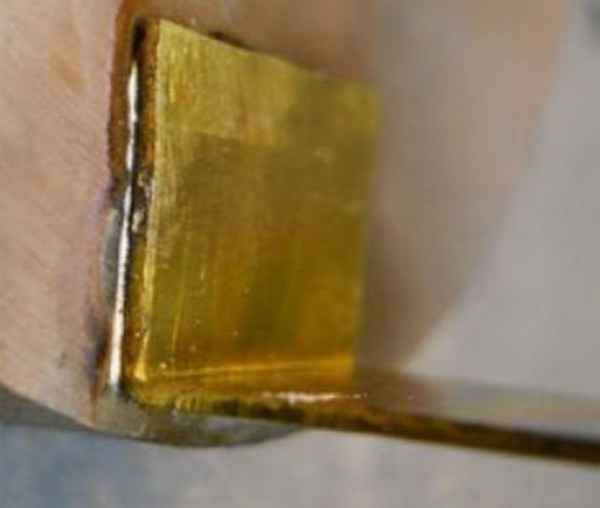
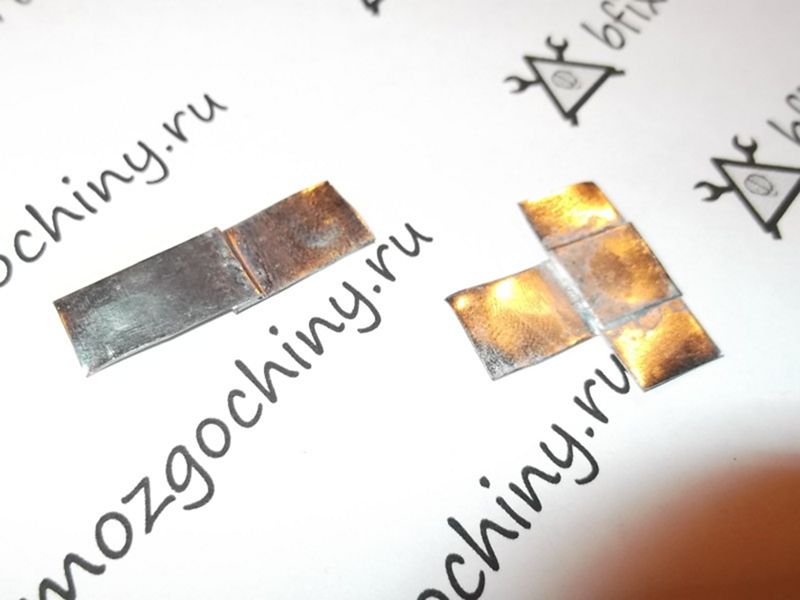
Соединение «Впритык»
Соединение «Внахлёст»
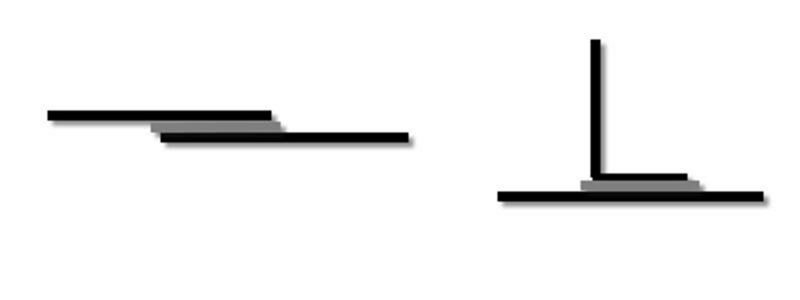
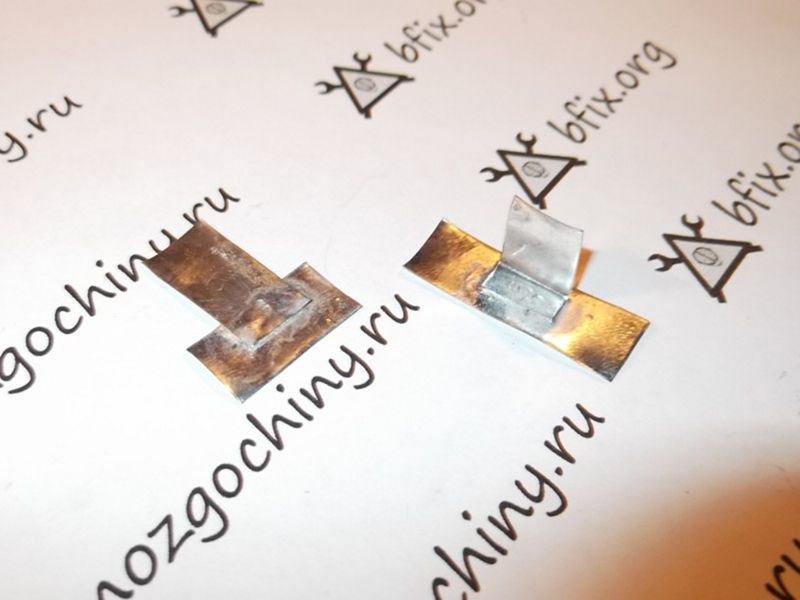
Соединение «В замок»

Качество: Очень прочно
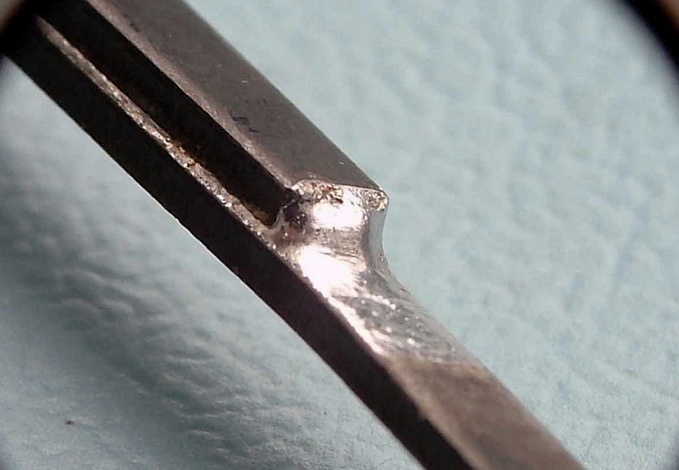
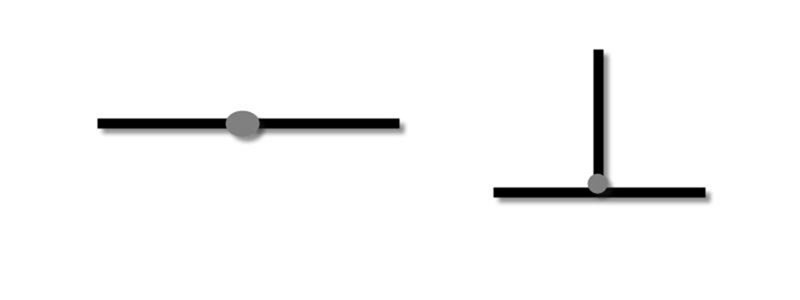
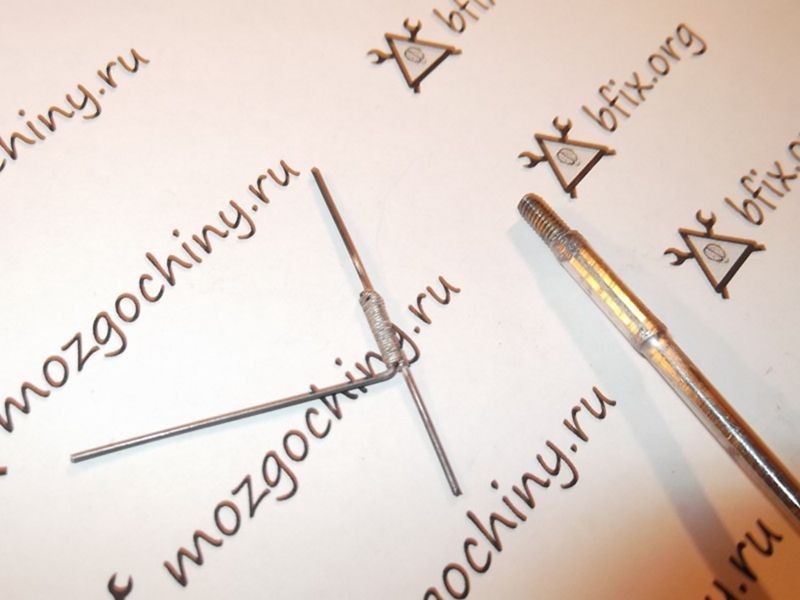
Спаивание проволоки
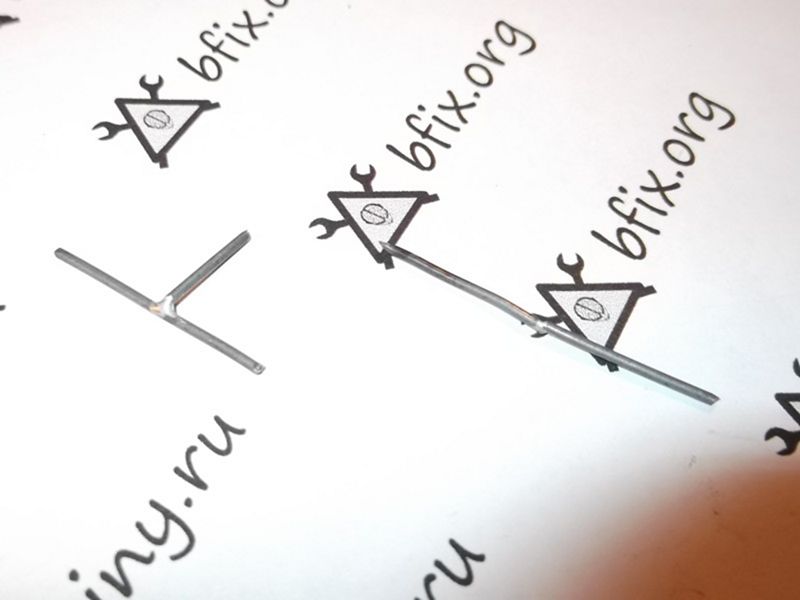

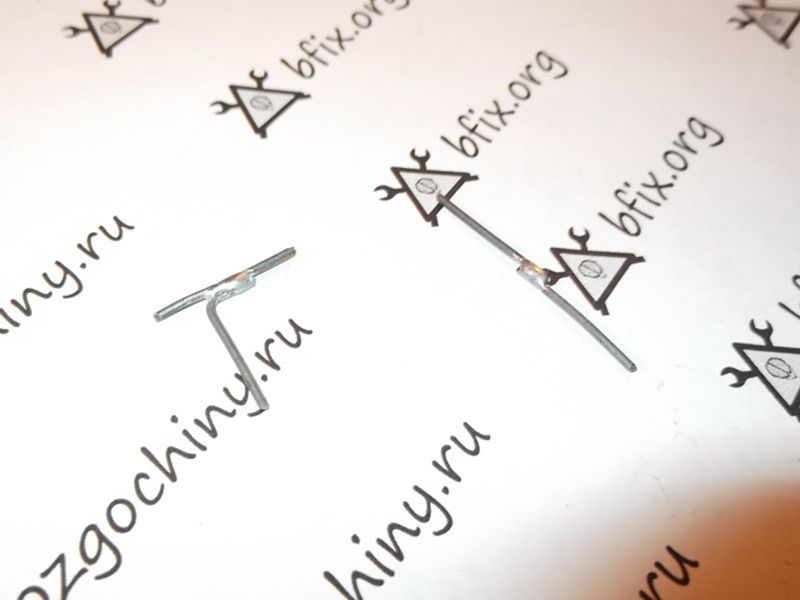
Соединение «С усилением»
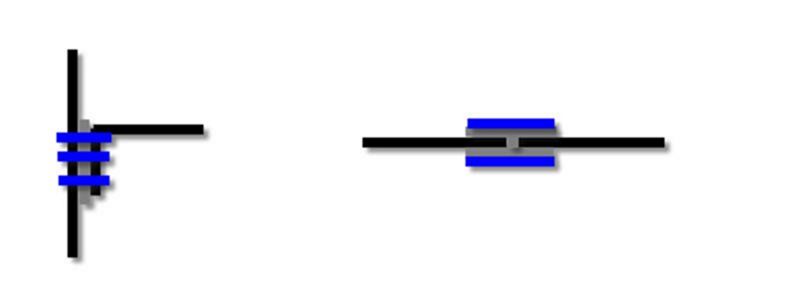
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
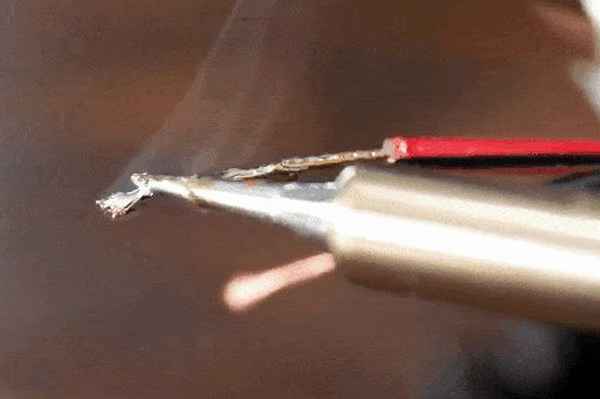
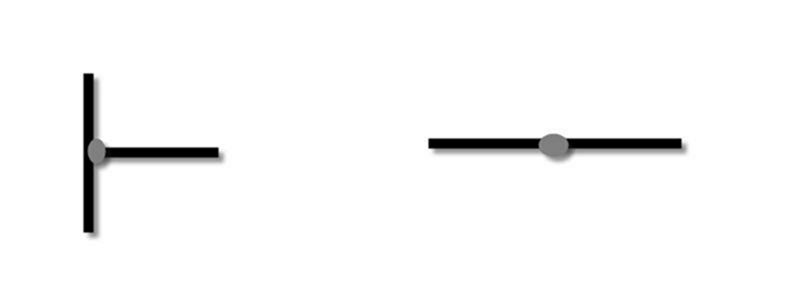
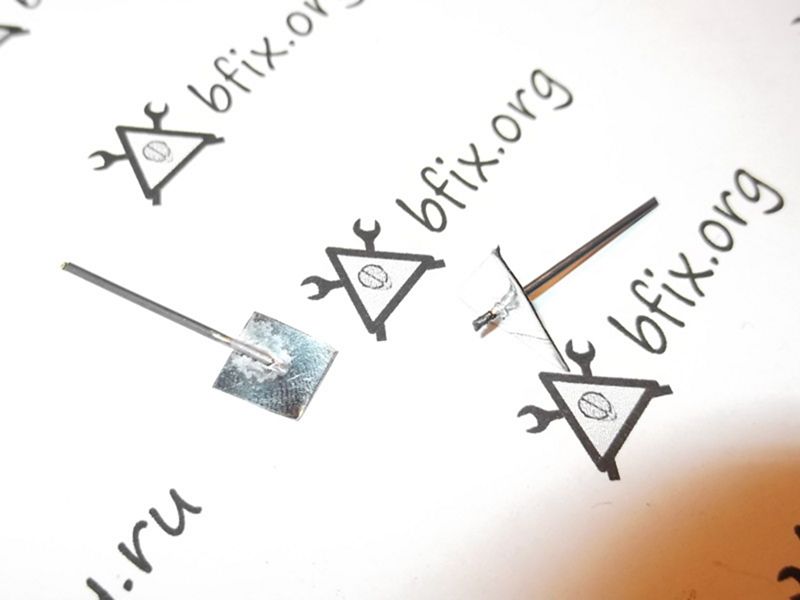
Спаивание проволоки и листового металла

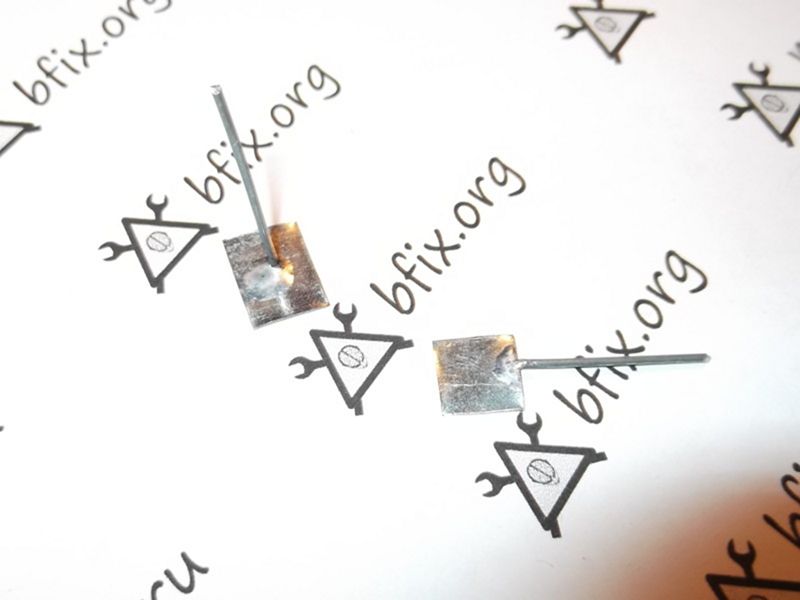

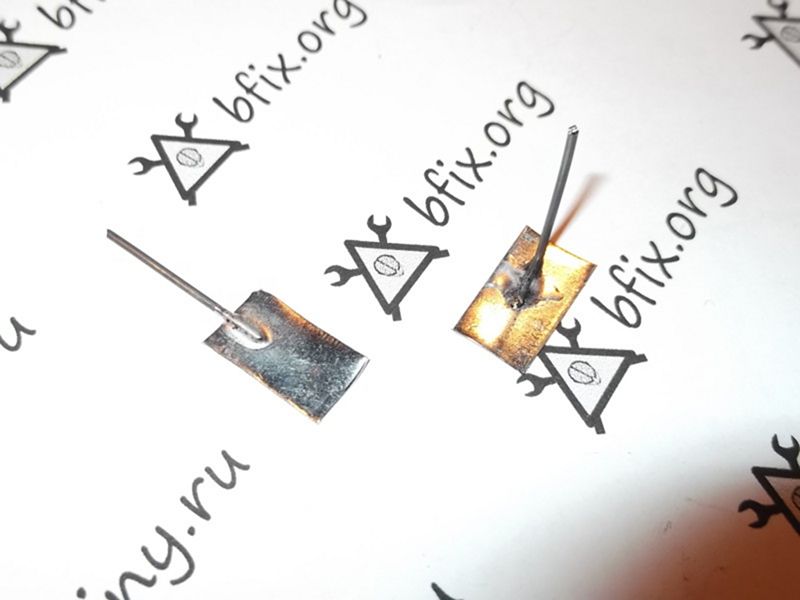
Соединение «Насквозь»

Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Читайте также: