Как сварить цилиндр из листового металла
Обновлено: 28.09.2024
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.

Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
Технологический процесс горячей штамповки металла во многом совпадает с последовательностью операций холодной обработки заготовок. Отличие состоит в предварительном нагреве исходных заготовок в печах до температуры, обеспечивающей пластичность металла. При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.
При производстве штампованных деталей из листового металла в основном используют метод холодной штамповки.
Холодная штамповка листового металла
Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины.
В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению.

Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия.
1. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие.
Рассмотрим, как осуществляются некоторые операции разделительного характера.
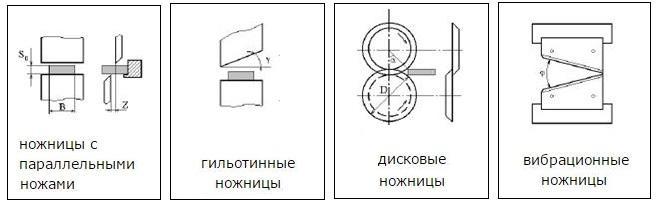
Резка
При проведении резки от детали отделяется определенная часть путем ее разрезания по фигурной или прямой линии. Такая разделительная операция выполняется с помощью пресса, выполненного в виде ножниц разной конструкции.
Такая операция предназначена в основном для подготовки заготовки к другим способам обработки.
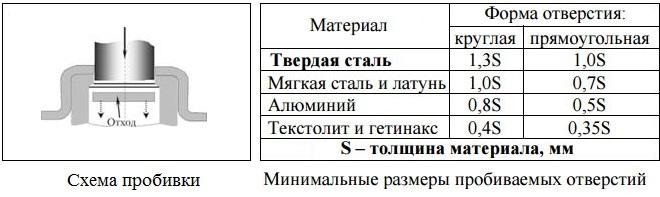
Пробивка
Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается.
На рисунке показана схема процесса пробивки.
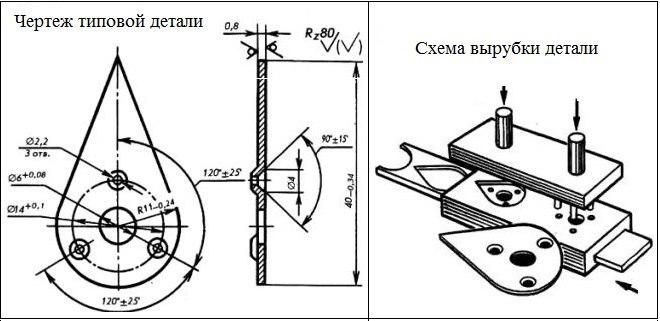
Вырубка
С помощью процесса вырубки металлической детали придают готовый вид изделия, имеющего замкнутый контур.
На рисунке показана схема изготовления детали с помощью вырубки.
2. Формообразующие деформации включают изменение формы и размеров изделия при перемещении его отдельных областей, не приводящем к его общему разрушению. К ним относят вытяжку, гибку, рельефную формовку, скручивание, обжим и другие операции.
Рассмотрим некоторые виды операций, не приводящие к физическому разрушению формы.
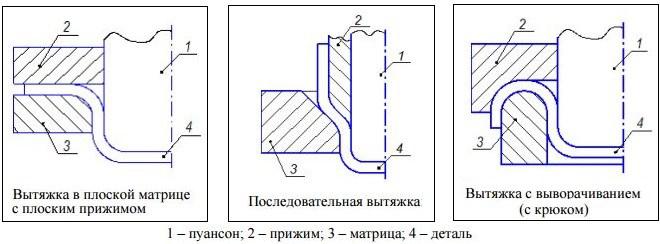
Вытяжка
С помощью вытяжки из листовых плоских заготовок получают полые объемные изделия. Например, таким способом изготавливают детали, имеющие форму полусферы, цилиндра, конуса, куба и других видов. На рисунке показаны разные варианты выполнения вытяжки.
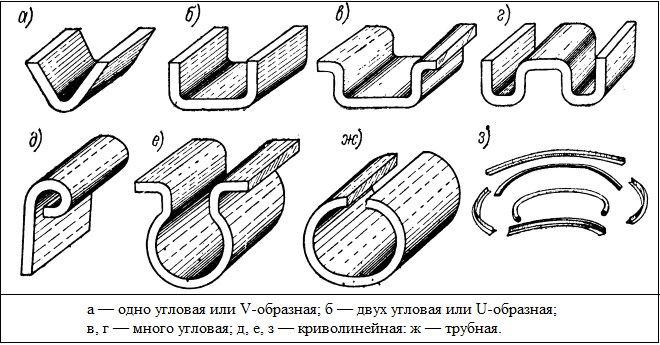
Гибка
С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Некоторые из них показаны на рисунке.
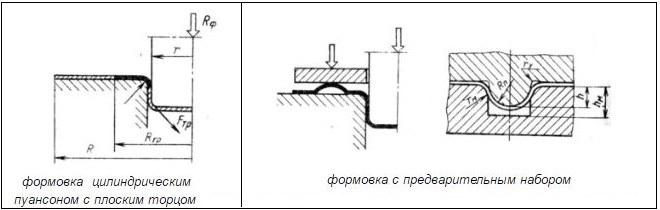
Рельефная формовка
Этот вид операции подразумевает видоизменение локальных частей изделия, его внешняя конфигурация остается без изменения. На рисунке изображена схемы некоторых операций формовки:
Возможно также применение комбинированных операций, включающих разделение и формообразование одной детали.
Технологический процесс проведения холодной штамповки состоит из этапов, которые связаны с характером деформационной операции и зависят от вида используемого штампового оборудования.
Разработка техпроцесса проводится в следующей последовательности:
- Обозначается структура основных операций, включающая их характер, количество и последовательность выполнения.
- Выполняется расчет первоначальных, промежуточных и готовых размеров детали, а также необходимых деформационных усилий для достижения нужного результата.
- Проводится документальное оформление технологического процесса.
В техпроцесс могут быть внесены дополнительные операции, с помощью которых заготовка приводится к виду, удобному для обработки. К ним относятся очистка, правка листов, нанесение смазки и другие операции.
Штамповочный пресс для металла
Все операции холодной штамповки можно осуществлять при наличии специального оборудования, главным из которых является штамповочный пресс. Его устройство может быть на основе механики, либо с использованием гидравлики.

К механическим видам относят:
- эксцентриковые прессы;
- прессы с использованием кривошипно-шатунного механизма.
Для осуществления операций пробивки, вырубки и вытяжка используется штамповочный пресс кривошипного типа.
Устройство и принцип работы пресса кривошипного типа
Любой пресс, предназначенный для штамповки изделий, включает основные узлы, к которым относится: механизм, приводящий его в действие и устройство, осуществляющее непосредственную штамповку.
Действующий механизм – это кривошипный вал, который приводится в движение с помощью электропривода. Для этого электродвигатель при вращении маховика передает вращение кривошипному механизму с помощью зубчатой передачи.
Совершая возвратно-поступательные действия, ползун кривошипа приводит в работу штамповое устройство, которое с усилием давления осуществляет пластическую деформацию.
Основные детали такого пресса выполнены из высокопрочных сталей и дополнительно укреплены с целью придания необходимой жесткости.
Устройство гидравлического пресса
Штамповочный пресс для металла гидравлического типа применяется для создания объемных форм с помощью продавливания металла.
Принцип действия такого механизма основан на давлении жидкости, помещенной в двух резервуарах, которые снабжены поршнями. Резервуары соединены трубопроводом. В результате давления в жидкости, возникающего в момент ее нагнетания в цилиндр из другого резервуара, оно передается на ползун и приводит его в движение. При перемещении ползун с большим усилием продавливает заготовку.
Изготовление штампов для холодной штамповки металла
Рабочим устройством любого прессового станка является сам штамп. Он включает две рабочие части, называемые матрицей и пуансоном. В процессе работы подвижной является только верхняя деталь штампа – пуансон, закрепленный на ползуне. Матрица расположена снизу и остается неподвижной.
Деформирование листа осуществляется во время прижимания пуансона к матрице с расположенной на ней заготовкой.
Разработке чертежей и изготовлению штампов для пресса предъявляются повышенные требования, т. к. от их точности зависит правильность формирования изделия.
Выполняются такие работы поэтапно в следующей последовательности:
- составляется эскиз штампа;
- с помощью компьютерной схемы штампа, составленной по специальной программе, проводится проверка рационального раскроя материала;
- при необходимости эскиз корректируется, и уточняются размеры штампа;
- обозначаются места расположения отверстий и их размеры, которые затем будут нанесены на поверхность штампа;
- после окончательного согласования чертежей приступают к изготовлению самого штампа.
Современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью при помощи компьютерных технологических программ.
Как согнуть лист железа в круглую трубу?

Нужно согнуть лист железа в трубу, труба будет служить очагом для казана. Казан большой 18 литров. Была мысль взять диск шестнадцатого радиуса и вырезать внутрянку но он не подходит. Не надо предлагать сделать вальцы или отвезти чтобы кто то прокатал. Металлолом в то же сейчас все закрыты.
Как согнуть, думаю к толстому дереву лист прислонить и как то обстукивать кувалдой.
Комментарии 80
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.



не радиуса, а диаметра

Свари, или на болты прикрути два уголка или швелера (вот таким образом ] [ ) зазор чтоб лист свободно проходил . Всё это хозяйсво закрепи, лист вставляешь и по тихоньку загибаешь обичайку .

Я себе сделал отличную печку из пивной кеги, нержавейка и достаточно толстая. У меня казан на 15 литров


высчитай длину окружности (DхПи) и сделай пропилы до середины с шагом по 10 мм

Можно и про меньше.
И желательно проворить сразу их
Только хотел написать но сначала думаю почитаю

Дерево кривое и лист согнётся криво. Нужно искать цилиндрический шаблон нужного диаметра

Я както делал печку под казан с листа 5мм. Согнуть не получилось. Нарезал полосками по 15 мм и сварил всё в трубу. Получилась многогранная труба. Смотрица прикольно. С 3 мм уже можно согнуть по шаблону. Обгинал на диск колёсный.


Сжал и сразу приварил

Сковородка зачетная, где бы такую взять
Офигенноя. Есть знакомый фермер:))это борона. На ютубе глянь, сковорода из бороны.
Она железная, не чугун?
Железная, точнее сплав какойто навороченный.
Стяжки для привязки груза с трецеткой. Обътягиваешь и загибаешь должно получится на бане сендвич так делал

1. Погрузить лист в автомобиль или прицеп.
2. Доехать до любой конторы, изготавливающей вентиляционные изделия.
3. Прокатать лист на валках.
4. Заплатить небольшую сумму денег.
5. Погрузить готовое изделие в авто и ехать домой!
Вы плохо читали пост
Читал внимательно. Но согнуть лист нормально можно только прокаткой. Всё остальное — колхоз и некрасиво!
Даже тонкие листы оцинковки прокатываем для теплоизоляции труб, потому что заказчики не любят изломов)))), а уж 2 мм — без вариантов.
Найдите телефон фирм, которые занимаются изготовлением вентканалов, дымоходов и прочего. Думаю, что работают, потому что заказы и договоры никто не отменял. Мы на монтаже работаем, иначе контора останется без денег!

Кусок газового баллона не подходит ? или диаметром маловат ?
маловат, казан на 18 литров


Пожалей дерево и свои уши :)
Наушники есть, да и дереву нечего не будет

Сварить параллельно 2 ВГП трубы 40-50 мм, между ними оставить щель чуть больше толщины листа, просунуть в щель лист и передвигая его, руками понемногу загибать.
Будут видны сегменты гиба, но если не торопясь делать то вполне ничего.

Важный момент, какая толщина листа?

Сделай квадратную трубу, и накрой её листом железа, в котором вырежи болгаркой круг подходящий по диаметру под казан. У многих так сделано, никто не жалуется.

Вариант номер 1 открыть авито и там что-либо прикупить. Хоть диск от машины, хоть бойлер, главное включить фантазию.
Вариант номер 2 не заморачиваться и сделать печку на квадрат, на 6 на 8 на 12 граней. От это качество плова хуже не станет)))
Гнуть вокруг дерева это вообще не вариант, такая лажа получится)) Что по внешке, что с деревом)

Диск колесный от старого КАМАЗа, он как раз внутри пустой.делал себе каменку в баню из трёх таких дисков года три уже ходят хоть бы что
Диск очень тяжелый
Трубы не будет до конца месяца минимум, закрыто все

Если все закрыто (официально), то смотри на Авито в разделе "Услуги". Все работают частным образом.

"думаю к толстому дереву лист прислонить и как то обстукивать кувалдой" — получится мятое говно.
Трубу искать и её дорабатывать.

И будет выглядеть как первобытная палка-копалка.
Может в чермете обрезок трубы подходящего диаметра найдут?
Черметы полюбому работают на прием.
Лучше найти по объявлению жестянщика на авито и прокатать. А вообще в этом мангале перфорация такая и не нужна. Тяга будет отличная через трубу.
Первое, черметы не работают
Второе, жестянщики работают с жестью, жесть мне не нужно гнуть у меня металл 2-3мм
Мне жестянщик гнул нержавейку 2 мм под перегонный куб в 3 экземплярах. Ну поматерился конечно, но по деньгам были все довольны. Кто ему запретит в своем гараже железки гнуть?
Бичи ходят по помойкам банки и пластик собирают. Наверняка и железо принимают. Ради интереса могу вечером заехать глянуть по пути, но больше чем уверен, что черметы работают! У них бизнес и так на грани легального (че попало принимают не спрашивая откуда), а тут они давай карантин соблюдать. Я прям заулыбался.
У нас штраф от 300 тыщ до миллиона. На металлоломе есть куча металла но ни кто его не продаст, закрыто. Уже проверил
Я еще что хотел сказать. Если на такой очаг для казана поставить казан и заполнить его, то перевернуть всё добро это нефиг делать. Слишком высоко центр тяжести и он смещен в один угол. Надо будет сильно ноги растопыривать для устойчивости и очень жесткую площадку иметь для установки мангала. У меня примерно такой же мангал (только с трубой), но ножки тощие из прутка 10мм и снизу пятаки d=50мм. Короч я уже ноги выгнул наружу и переваривал чтобы не болтался мангал, а изначально планировалось что мангал у меня будет со съемными ножками на резьбе.
Еще рекомендую поискать под него плиту или противень для гриля, чтобы сверху ставить на мангал, ну можно просто какие-то перекладины ставить и на них сковороду гриль чугунную. У меня дети кайфуют со стейков из индюшатины на гриле и стейков из семги на гриле, больше чем с шашлыка или колбасок. И изготовить внутрь мангала передвижную внутреннюю стенку с ручкой чтобы удобно было при маленьких объемах что-то жарить.

Не работают черметы, штраф до 1 млн.руб.+ приостановление деятельности
Я вечером специально заехал в один чермет по пути с работы. Людей не видно, но ворота открыты. Явно не откажут если что-то надо
Армяне поди там верховодят?
Именно в том чермете, в который я заезжал, хозяин судя по данным налоговой какой-то татарин. При чем контора весьма забавная. — На 22 ноября 2019 найдены решения налоговых органов о частичном или полном приостановлении операций по некоторым счетам. Ну т.е. такие чудеса творит, что счета закрывали у конторы. А его ИП раньше было снято с учета по банкротству. Возможно и подставное лицо, типа помойка. Но на подставных обычно кучу всяких помоек свешивают.
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.

Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.

После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.

Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Из чего сделать вентиляцию в доме, какие трубы выбрать

Штоки традиционно изготавливают из углеродистой легированной стали. Но существует множество марок стали, а потому важно понимать, какая из них и какими качествами обладает для того, чтобы самая нагружаемая деталь гидроцилиндра служила долго и надежно.
- СК45 – это наиболее популярный материал для производства штоков и самих цилиндров, к прочности которых не предъявляют особых требований.
- 20MnV6 – металл, обладающий повышенными прочностными характеристиками и рекомендованный к применению гидроцилиндров, эксплуатируемых в низкотемпературных условиях.
- 42CrMo4 – сталь, которая идеально подходит для изготовления штоков тяжелонагружаемых гидроцилиндров. Подобная марка позволяет отлично выдерживать серьезные радиальные и осевые нагрузки.
- AISI 304 – марка нержавеющей стали. В силу состава металл такого качества обладает высокой коррозионной стойкостью, а срок службы изделия длиннее в сравнении со штоками, изготовленными из других марок стали.
Способы производства оцинкованных воздуховодов
Технология напрямую зависит от формы поперечного сечения трубы.
Вентиляционные трубы могут быть:
- круглого сечения — оптимальные аэродинамические характеристики;
- квадратного либо прямоугольного сечения — аэродинамика чуть похуже, зато профильную трубу легче установить благодаря плоским поверхностям.
Сырьем для изготовления оцинкованных воздуховодов служит тонкая листовая оцинкованная сталь. Как правило, толщина листа не превышает 1,0 мм, это обеспечивает баланс между приемлемым весом и достаточно высокой жесткостью.
Изготовление вентиляции из оцинковки выполняется по одной из 2-х методик:
- в случае с круглым сечением используется либо спирально-навивная технология, либо простая вальцовка листового проката с последующим фальцевым соединением краев;
- для профильных воздуховодов применяется только одна технология — лист оцинковки пропускается через ряд вальцов, которые и придают ему нужную форму. Затем края будущего вентиляционного канала соединяются.
Спирально-навивная технология
Отличается крайне высокой производительностью, в минуту станок обрабатывает примерно 60 м штрипсы. Производство вентиляции из оцинковки по этой технологии состоит в том, что станок просто изгибает стальную штрипсу так, что получается труба круглого сечения.

При этом соседние витки укладываются внахлест, за счет сильного натяжения край штрипсы немного деформируется и достигается герметичность соединения.

Помимо высокой производительности, трубы, произведенные по этой технологии отличаются высокой жесткостью. Винтовой шов играет роль ребра жесткости, так что в равным условиях такой воздуховоды выдержит большую нагрузку, чем его прямошовный собрат.
Прямошовные трубы
Вентиляционные оцинкованные трубы, произведенные по этой технологии по технико-эксплуатационным показателям почти не отличаются от спирально-навивных. Разве что обладают чуть меньшей жесткостью.
Весь техпроцесс можно разделить на 3 этапа:
- нарезается штрипса нужной длины;
- она пропускается через ряд вальцов;
- выполняется соединение соседних краев металла.

Что касается профильного трубопровода, то довольно часто на торцах секции подготавливается все для последующего фланцевого соединения. По такой же технологии проходит изготовление вентиляционных коробов из оцинкованной стали.
Где и какие штоки применяют
Штоки из стали СК45 и 42CrMo4 могут быть подвержены поверхностной обработке ТВЧ, то есть токами высокой частоты. Такой способ закалки металла дает возможность применять сталь для производства гидроцилиндров, далее используемых в пресс- и землеройных машинах. Дополнительную коррозионную устойчивость и механическую прочность штокам придает покрытие рабочей поверхности хромированной пленкой.
AISI 304 чаще всего можно встретить в механизмах, которые имеют дело с химически агрессивными жидкостями (морская вода, нефть). Кроме того, высокопрочная сталь нашла применение также в судо- и авиастроении, а благодаря своей нейтральной реакции и безопасности – в химической и пищевой отраслях промышленности.
Особенности конструкции, вытекающие из назначения
Производство воздуховодов из оцинкованной стали изначально возникло как вызванное потребностями военно-морского флота, но универсальность конструкции позволила осуществить распространение устройств на многие другие сферы, включая производственную и бытовую.

Системы вентиляции из оцинкованной стали можно встретить везде — в общественных заведениях, жилых домах, на предприятиях
Использование оцинковки вызвано, по большей части, сложностью условий, в которых должно эксплуатироваться устанавливаемое вентиляционное оборудование. Экстремальность эксплуатации задается:
- агрессивной химической средой;
- высоким рабочим давлением;
- значительными температурами;
- наличием открытого очага, в связи с чем требуется повышенный предел огнестойкости воздуховодов, выдерживающих пятисотградусную температуру по нормам СНиП;
- специфическими климатическими особенностями.
Полезно знать! Вентиляция устанавливается в соответствии с правилами, установленными СНиП 41-01-2003 и СНиП 11-33-75, а также ряда ТУ, главным образом, 36-736-93 и прочих нормативных документов.
Изготовление воздуховодов из оцинкованной стали позволяет осуществить установку приточной вентиляции:
- в жилом помещении, офисе или здании общественного назначения;
- торговых, складских и производственных помещениях.
Установка может производиться с целью:
- отводить дым, образующийся по месту нахождения источника высокой температуры, что становится возможным, так как в конструкции присутствует прочный стальной лист;
- производить естественное или принудительное вентилирование помещений;
- обеспечения работы системы вне зданий. Наличие защитного слоя, выполненного из цинка, позволяет выдерживать воздействие открытого воздуха, УФ-излучения, осадков.
Прокладка системы не всегда осуществима по прямой линии, когда можно обойтись использованием труб. В стесненных условиях, когда требуется выполнять значительное количество поворотов и обходить углы, широко пользуются фасонными элементами:
- врезками;
- крестовинами;
- отводами;
- переходниками;
- тройниками и т. п.

Воздуховоды имеют разную конфигурацию, для придания нужной формы используются уголки, отводы и прочие фасонные элементы
Секреты производства штоков и их ассортимент
Штоки производят из металлических заготовок – хромированных прутков, длина и диаметр которых варьируют в зависимости от требуемых геометрических параметров конечной детали. Кроме того, прутки могут быть массивными и полнотелыми. После подгонки под размеры гидроцилиндра, над штоком производят следующие действия: для крепления поршня с одной стороны нарезают резьбу, а с другой стороны приваривают «ухо». Конечные размеры штока по диаметру изменяются в диапазоне от 30 до 125 мм с разным шагом. При замене старого или поврежденного штока на новый обязательно надо точно подбирать размеры и учитывать область применения и условия эксплуатации гидрооборудования.
Изготовление из листового металла цилиндров большого диаметра с внутренними кольцами жесткости обычно производится путем разрезания листов стандартного размера на несколько кусков, каждый из которых изгибают в вальцах соответственно диаметру колец жесткости, после чего вручную на специальном стенде собирают отдельные части в форму цилиндра, прихватывая их, а затем приваривая.
При этом листовой обод цилиндра часто получается неправильной формы и недостаточно плотно прилегает к кольцам жесткости, а предварительное изгибание листов требует наличия вальцевого стана.
Предлагаемый способ позволяет изготовлять цилиндры на любой строительной площадке и не требует гибочного валкового стана.
По предлагаемому способу лист металла кладется на горизонтальную площадку, а на него устанавливается каркас из разъемно-скрепленных между собою колец жесткости. Кромка листа прикрепляется вдоль образующей к кольцам жесткости каркаса, который затем перекатывается по листу, огибая его вокруг себя. Лист прикрепляют к кольцам жесткости и снимают с них те из разъемных креплений каркаса, которые стали ненужными.
На фиг. 1 показан каркас сбоку и в разрезе; на фиг. 2 — вид сбоку площадки для изготовления цилиндра; на фиг. 3 и 4 — вид спереди и сбоку с частичными разрезами приспособления для прижимания каркаса к листу металла.
Кольца жесткости 1 из швеллерного или таврового железа изготовляются в небольших вальцах. При сборке каркаса расстояние между кольцами 1 устанавливается гребешками. Корпус 2 гребешка представляет собой кусок двутаврового железа с прорезью 3. Плоские скобы 4, крепящиеся к корпусу 2, охватывают снаружи кольца 1. Против каждого гребешка в кольца 1 вложен внутри кусок швеллерного железа 6, скрепленный с корпусом 2 болтами 6.
Сборка каркаса производится на шаблоне, состоящем из трех швеллерных балок 11, расположенных на деревянной площадке 12 по образующим цилиндра. Кольца 1 устанавливают на шаблон лебедкой и крепят хомутами, после чего скрепляют гребешками к кусками швеллерного железа 5.
Обертывание каркаса листовым железом производится на специальной площадке, которая состоит из продольных деревянных брусьев 7 и поперечных и продольных рельсов 8 и 9. На каркас кладут подлежащие навертыванию на кольца жесткости металлические листы 10. Края листов приваривают в местах 13 к кольцам 1. Катят каркас по листам, и, по мере надобности, снова приваривают края к кольцам 1, сваривая листы между собой.
По мере катания каркаса и скрепления его с листами 10, ставшие ненужными гребешки снимают. Катание каркаса производят лебедкой с канатом 14, имеющим две ветви, проходящие под листами 10 и охватывающие каркас снаружи.
Для прижимания каркаса к листам 10 служат трубы 15 с болтами 16.
Способ изготовления цилиндров из листового металла с кольцами жесткости внутри, отличающийся тем, что конец плоского листа прикрепляют вдоль по образующей к цилиндрическому каркасу из разъемно-скрепленных друг с другом колец жесткости и перекатывают этот каркас по листу, периодически прикрепляя их друг к другу и освобождая, делающуюся вследствие этого ненужною часть разъемных креплений колец жесткости.
О технологии монтажа
Что касается крепления канала к стенам или потолку, то можно обойтись и обычными хомутами или даже просто подвесить трубу на металлическую ленту. В промышленных зданиях для прокладки воздуховода в стену вмуровывается кронштейн, и труба опирается на него.
Обратите внимание! Если скорость движения воздуха высока, то крепление воздуховода хомутами или с помощью металлической ленты не обеспечит достаточной жесткости. Труба будет дребезжать, поэтому нужно более надежное крепление.
Отдельное внимание нужно уделить герметичности стыков отдельных секций.
Соединение может выполняться несколькими способами:
- ниппельное. Сам ниппель — участок трубы чуть меньшего диаметра, просто вставляется в воздуховод с усилием и проворачивается. Инструкция по выполнению муфтового соединения выглядит так же, а единственное отличие состоит в том, что диаметр муфты больше, чем диаметр воздуховода;

- фланцевое — прочность стыка достигается простым затягиванием болтов;

На фото — пример фланцевого соединения
- фальцевое — надежный стык обеспечивается за счет совместной деформации металла разных секций труб.
Сталь оцинкованная: технические параметры
Не рекомендуется приобретать листы с толщиной цинкового слоя до 18 мкм (масса цинка на квадратном метре менее 258 г), такая сталь быстро теряет свои первоначальные свойства.
Читайте также: