Как сварить коробку из металла
Обновлено: 17.05.2024
Технологический процесс – это изготовление сварной конструкции из ряда технических операций, благодаря которым металлопрокат превращается в сварную конструкцию.
Все технологические операции можно разделить на три основные группы:
1. Заготовительная. Цель, которой получить из металлопроката детали, входящие в сварную конструкцию.
2. Сборка. Цель, которой установить детали согласно чертежа и зафиксировать в собранном виде.
3. Сварка. Цель, которой сварить собранные детали друг с другом. В результате чего получить сварную конструкцию.
Все перечисленные операции связаны между собой транспортными и контрольными операциями, а также могут быть использованы дополнительные операции: дополнительный подогрев или термическая обработка.
Технологический процесс изготовления короба представлен на рисунке 2.1
Рисунок 2.1 – Технологический процесс изготовления короба.
Для изготовления боковины со склада листового проката поз.1 берем лист толщиной 10мм., при помощи мостового крана, отправляем его на правку поз.2, которую выполняем с помощью семиволковой правильной машины. Затем по рольгангу отправляем лист на операцию резки поз.3, которую выполняем с помощью гильотины. Все нарезанные детали в коробах отправляем на операцию снятия кромки и снятия фаски поз.4.
Для изготовления днища со склада листового проката (поз.5) берем с помощью мостового крана лист толщиной 10мм., отправляем его на правку (поз.6), которую выполняем с помощью семиволковой правильной машины. Затем по рольгангу отправляем лист на операцию резки (поз.7), которую выполняем с помощью гильотины. Затем в коробах детали отправляем на операцию снятии кромки и фаски (поз.8).
Готовые детали в коробах при помощи мостового крана поступают на место сборки (поз.9) и сварку (поз.10). Затем по ленточному конвейеру готовую конструкцию-короб отправляем на контроль качества (поз.11). Проконтролированный короб отправляем на склад готовой продукции (поз.12).
2.2. Выбор способа сварки.
Сборка – это установление и фиксация деталей перед сваркой в предусмотренном проектом положении, которая обеспечивает возможность качественной сварки конструкции.
Операцию сборки определяют по следующим критериям:
1. По сложности сварной конструкции.
2. По типу производства.
3. По степени ответственности сварной конструкции.
4. По доступу к месту сборки.
Операцию сборки можно классифицировать по следующим соображениям:
1. По последовательности сборки детали:
а) подетальная сборка – это когда сразу собирают все детали, из которых состоит сварная конструкция, а затем выполняется сварка. Этот способ рационален, если сварная конструкция состоит из нескольких простых деталей;
б) поузловая сборка – это когда сварная конструкция делится на узлы. Каждый узел собирают и сваривают отдельно, а затем выполняется сборка и сварка всех узлов. Это метод применяется, когда конструкция состоит из большого числа сложных деталей.
2. По способу фиксации:
а) при помощи прижимов. В этом случаи используется сборочно-сварочные приспособление;
б) при помощи прихваток;
в) при помощи прихваток и прижимов.
3. По степени механизации:
а) ручная сборка, которая проводиться без приспособлений (используется в единичном и мелком производстве);
б) механизированная сборка с использованием прижимных механизмом (в серийном и крупносерийном производстве).
Так как короб состоит из малого количества деталей способ производства многосерийный, доступ к месту сборки не ограничен, конструкция ответственная, предлагаю использовать механизированную подетальную сборку с использованием сборочно-сварочного приспособления (прижимов).
Выбор способа сварки.
Сварка – этопроцесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Тот или иной способ сварки выбирается по критериям: длина сварных швов, толщина свариваемого металла, свариваемость, конфигурация шва, пространственность положения шва, доступ к месту сварки, степень ответственности конструкции, тип производства.
Так как тип производства многосерийный, короб является ответственной конструкцией, свариваемость металла хорошая, швы средней длины, шов ровный, в нижнем положении, в нижнем пространственном положении, толщина свариваемого металла 10мм., доступ к месту сварки не ограничен. Поэтому предлагаю использовать сварку в среде защитного газа.
На рисунке 2.2 представлена сущность работы сварки в защитных газах.

Рисунок 2. 2 - Сущность работы сварки в защитных газах
Сущность работы сварки в защитных газах.
При сварке в зону дуги через сопло непрерывно подается защитный газ. Теплотой дуги расплавляется основной металл и, если сварку выполняют плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует шов. При сварке неплавящимся электродом электрод не расплавляется, а его расход вызван испарением металла или частичным оплавлением при повышенном допустимом сварочном токе.
Образование шва происходит за счет расплавления кромок основного металла или дополнительно вводимого присадочного металла. В качестве защитных газов применяют инертные (аргон и гелий) и активные (углекислый газ, водород, кислород и азот) газы, а также их смеси (Аг + Не, Аг + СО2, Аг + О2, СО2 + О2 и др.). По отношению к электроду защитный газ можно подавать центрально или сбоку. Сбоку газ подают при больших скоростях сварки плавящимся электродом, когда при центральной защите надежность защиты нарушается из-за обдувания газа неподвижным воздухом. Сквозняки или ветер при сварке, сдувая струю защитного газа, могут резко ухудшить качество сварного шва или соединения.
По сравнению с другими способами сварка в защитных газах обладает рядом преимуществ: высокое качество сварных соединений на разнообразных металлах и сплавах различной толщины; возможность сварки в различных пространственных положениях; возможность визуального наблюдения за образованием шва, что особенно важно при полуавтоматической сварке; отсутствие операций по засыпке и уборке флюса и удалению шлака; высокая производительность и легкость механизации и автоматизации; низкая стоимость при использовании активных защитных газов.
Преимущества полуавтоматической сварки в среде защитных газов.
Недостатки сварки в защитных газах.
К недостаткам способа сварки в защитных газах по сравнению со сваркой под флюсом относится необходимость применения защитных мер против световой и тепловой радиации дуги.
Как построить коробку
wikiHow работает по принципу вики, а это значит, что многие наши статьи написаны несколькими авторами. При создании этой статьи над ее редактированием и улучшением работали, в том числе анонимно, 10 человек(а).
Коробки бывают всех размеров, форм и материалов. Построить коробку, это отличный способ ознакомится со слесарным делом и с металлообработкой. Этот проект простой, и вы сможете научиться использовать инструменты, которые связаны с рукоделием. Читайте дальше, чтобы узнать, как вы можете делать простые коробки, которые вы сможете использовать для многих вещей.

Купите листок металла. Вам нужен металл, который достаточно толстый, чтобы сделать из него крепкую коробку, но достаточно тонкий, чтобы вы могли его согнуть. Метал для труб неплохой материал. Вам нужно будет начать с прямоугольного куска.

- Вы, также, согнете верх каждой стены, чтобы скрыть острые края. Нарисуйте параллельную линию немного ниже каждого края.


Вырежьте квадраты. Зафиксируйте лист металла к рабочей поверхности, чтобы он не вибрировал и не трясся, пока вы будете его резать. Используйте пилу для металла, и работайте медленно, чтобы делать прямые разрезы.

- Если у вас нет станка для гибки металла, положите листок бумаги на край стола, и сверху него положите кусок дерева. Закрепите дерево на столе, как можно сильнее. Кусок дерева будет служить вместо распорки устройства для гибки металла, давая вам возможность согнуть металл вручную, или с помощью молотка.


Прибейте «губу». Продолжайте складывать, прибив губу, чтобы она была на одном уровне с заслонкой. Повторите процесс на всех четырех заслонках.

Согните стороны, чтобы они смотрели вверх. Теперь, когда верх стенок закончен, пора поднять их. Всуньте одну заслонку в станок для гибки металла, чтобы он ровнялся с линией, которую вы отметили раннее. Согните стенку на 90 градусов. Повторите процесс для каждой стенки.

Приветствую вас товарищи самоделкины.
Понадобилась мне дверь входная, в дачный домик. Посмотрел я на цены в магазине на готовые двери, чисто ради интереса (всё равно загорелся сам изготовить уже), прикинул навскидку стоимость материалов, вроде и экономии нормально, да и руки будет чем занять в свободное время.Но это на первый взгляд, итоги подведу в конце статьи.
Коробка и сама дверь изготавливается из профильной трубы 40*25*2, 50*25* 2, дверное полотно -холоднокатанный лист 2мм. План типа чертёж ниже:
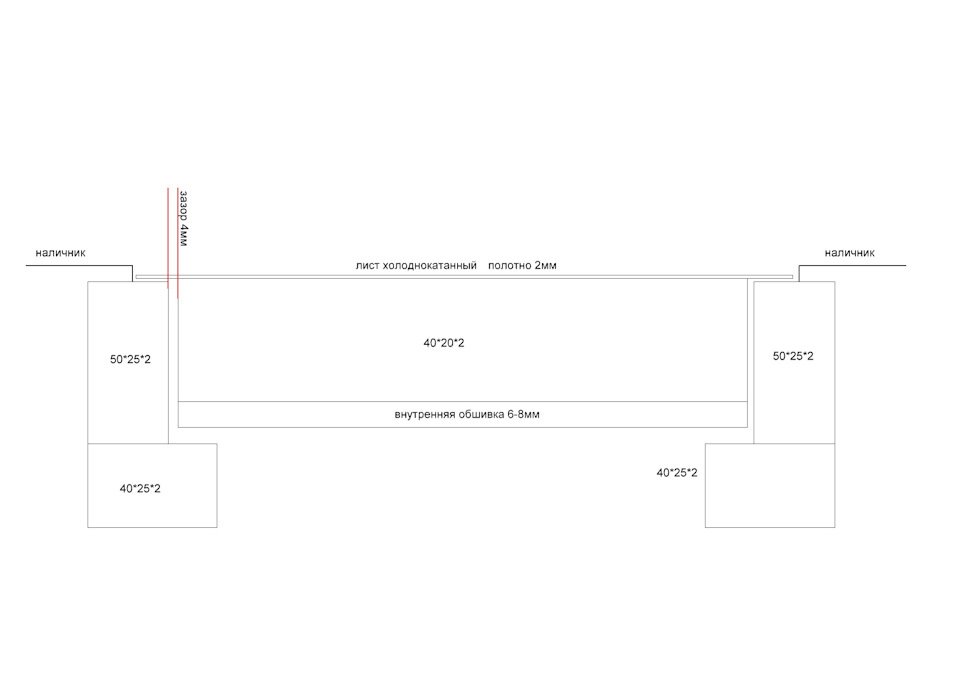

Сперва сваривал коробку, далее она послужит ровным столом и шаблоном.


Сама дверь варилась по коробке, с проставками в 4 мм для обеспечения зазора со всех сторон.


Отцентрировал дверь в коробке, разметил и вырезал полотно.

Далее приварка полотна и петель.
Точки от центра к краям, хорошо прижимая лист, после сварки остужал воздухом с компрессора.Перед приваркой петель обеспечил зазор между полотном и коробкой 2мм, для уплотнителя

После выставил дверь вертикально по уровню и врезал замки

Добрый человек сделал мне на листогибе наличники П-образные из металла1.5 м.(можно было просто приварить полосы из остатков листа полотна двери).Крепятся они на уголки 40*40 приваренные к коробке.


Левый наличник, где петли, сделал съёмным, прикручивается винтами на резьбу в уголки крепления.

Внутреннюю сторону двери покрасил остатками краски 3в1.

Сама дверь красилась молотковой коричневой краской (DALI) из пульвера. Тут я немного накосячил, нужно читать и следовать инструкции написанной на банке изготовителем.

В качестве утеплителя -минеральная вата, внутренняя отделка-МДФ панели.

Долго искал чем облагородить торцы двери, выручил человек занимающийся изготовлением всяких доборов, планок, дымоходов для кровли. Сделал мне уголки 20*45 из жести 0.5мм. Крепил на заклёпки 4мм.

Приклейка уплотнителя 3мм.



*******************************************************************************
Теперь решил всё-таки посчитать во сколько обошлось мне сие рукоблудство :)
Цены в бел.рублях, по итогу для простоты понимания в $.
Железо 160р
краска 20р
мин.вата 25р
МДФ панели 21р
замки 120р
петли 12р
утеплитель дверной-20р
крепеж под анкера 10р
уголок (изготов) 10р
Причие расходы+ может, что упустил -пусть будет 40р
ИТОГ: 438р=205$
Первый попавшийся сайт по продаже дверей
В принципе то на то и вышло, но ключевое слово "От", любят продавцы завлекать низкой ценой с оговоркой "От"какова была бы окончательная сумма наверно зависит от многого, от замков, толщины металла, покрытия и т д.
Лично для себя делал сам не ради экономии, мне было просто интересно сделать эту работу, получить навык, да и просто провести время с удовольствием делая то, что мне нравится.
Может, кто-то тоже захочет изготовить себе сам двери, позволю себе дать немножко советов со своей колокольни) —
Для начала найти ровную поверхность размером чуть больше двери.
Начинать проще с самой двери, приваривать к листу, и уже потом изготавливать коробку.Не забываем проверить диагонали.
Для молотковой краски сильно изголятся с поверхностью не стоит, она очень хорошо скроет царапины, не забыть обезжирить поверхность.Для начала потренироваться на ровной похожей поверхности, поиграться с давлением, скоростью, расстоянием, если будете красить с пульвера. Красить в горизонтальном положении. Краска сохнет довольно долго, лучше пару дней вообще не трогать (возможно при +20 будет быстрее).Именно для этой краски (Dali) срок полного высыхания 7 дней! Возможно стоило попробовать покрасить валиком, следующий раз так и сделаю, меньше возни.
Использовал петли с подшипниками в виде капли, очень удобные .
Не забыть оставить зазор под контур уплотнения по периметру двери.При врезке замков наклеить несколько кусочков уплотнения в районе замка.
Ну и наконец, стоит хорошенько подумать, и взвесить стоит ли овчинка выделки .
Всем спасибо.
Металлическая дверь своими руками из простого уголка
Фирменные металлические двери – вещь, безусловно, красивая, но этот товар, во-первых, дорогой, а во-вторых, не всегда качественный, поэтому уверенные в себе люди делают их сами. Далее мы побеседуем о том, как собирается металлическая дверь своими руками из уголка. Речь пойдет о сварке конструкции, навешивании петель и установке замка.
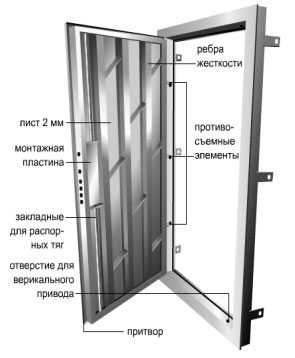
Устройство фирменных железных дверей.
Почему именно уголок
Нельзя сказать, что металлические уголки лучше или хуже, чем та же профилированная труба. Более того, конструкции из профилированной трубы примерно на 20 % легче. Но для начинающего мастера изготовление металлической двери своими руками из уголка проще и удобней.
Без опыта сделать металлическую дверь своими руками из уголка проще потому, что там металл в разы толще, а толстый металл легче сварить, он точно не прогорит. Если у профилированной трубы 40х20 мм толщина стенок в лучшем случае 1,5 мм, то крыло уголка 50х50 мм имеет в сечении 5 мм.
Уголок из металла 50х50 мм.
Если у вас неправильно порезан материал и, к примеру, нужно сварить для железной двери из двух коротких частей одну длинную стойку, то с уголком не будет проблем. В то время как профилированную трубу нужно точно состыковать и проварить по всему периметру, при этом «умудриться» не прожечь тонкий металл.
И наконец, при транспортировке с уголком вам нечего бояться: даже если на него наедет автомобиль, он выдержит, а вот профилированная труба сомнется, и ее останется только сдать на металлолом.

Сортамент металлического уголка под железные двери.
Как сделать дверь из уголка
Железная дверь своими руками из уголка делается примерно так:
- готовим инструмент;
- закупаем материал;
- составляем чертежи;
- отмеряем и нарезаем материал;
- свариваем стальную наружную раму;
- свариваем каркас под дверное полотно;
- привариваем к дверному полотну наружный металлический лист;
- навешиваем петли;
- врезаем замок.
Собственно, изготовление дверей своими руками окончено, дальше пойдут отделочные работы. То есть, нужно покрасить входные двери, а также утеплить и обшить (хотя бы изнутри) каким-нибудь облицовочным материалом.
Инструмент и материал
- сварочный аппарат;
- болгарка, можно обойтись маленькой;
- электродрель, а лучше перфоратор;
- металлическая корд-щетка или специальная насадка на болгарку;
- наждак;
- керн;
- молоток;
- рулетка;
- отвес;
- гидроуровень и пузырьковый уровень длиной 1,5 – 2 м;
- струбцины;
- карандаш.
Естественно, к электроинструменту нужны будут комплектующие: сверла, диски на болгарку, крепежные анкера для установки и прочее, без чего сделать металлическую дверь нереально.

Набор домашнего мастера.
Что касается материала, дело обстоит так:
- Для несущей наружной рамы обычно берется уголок 50х50 мм – 7 м.
- Для каркаса под дверное полотно желательно использовать уголок 40х40 мм, хотя, если вы не собираетесь утеплять конструкцию, можно взять 25х25 мм, всего 8 – 10 м.
- Чтобы закрепить железную дверь своими руками, нужна полоса шириной 30–40 мм, сечением 2–4 мм, достаточно 1,5–2 м.
- Считается, что для наружной обшивки можно использовать лист толщиной от 1 мм, но если вы боитесь его пропалить во время сварочных работ, то берите 2,5–3 мм, так надежней.
Когда будете покупать лист на металлобазе, попросите, чтобы вам его сразу раскроили по размерам. На таком производстве практически всегда есть гильотина для резки листов. В противном случае придется долго работать болгаркой и не факт, что получится отрезать ровно.

Гильотина для резки металлического листа.
Чертеж или эскиз
Поиск схем и профессионально сделанных чертежей – дело неблагодарное, ведь случаи, когда входная металлическая дверь, собранная по ГОСТу 31173-2003, четко входит в дверной проем, встречаются крайне редко.
Раз уж вы решили сделать металлические двери своими руками, гораздо разумней будет нарисовать эскиз от руки. Пусть он будет не таким «красивым», но в нем вы точно учтете все важные мелочи и допуски, которых нет в профессиональных чертежах.
Естественно, размеры у вас будут свои, но перед тем как сделать эскиз, подумайте о допусках (речь идет о раме из уголка 50х50 мм):
Многие мастера нахлест листа со стороны петель делают в районе 5 мм, мотивируя это тем, что так лист не будет цепляться за лутку при открывании. Но это порочная практика. Правильнее будет чуть приподнять петли при сварке, тогда и дверь будет открываться нормально, и место для уплотнителя под листом останется.
Свариваем наружную раму
Работать на полу, даже если он абсолютно ровный, очень неудобно, ведь сваренную раму вам придется несколько раз переворачивать, плюс на полу вы не подберетесь к детали снизу. Поэтому разумно будет подготовить металлический верстак. Конструкция может быть любой, но главное, чтобы верхняя плоскость была ровной.

Самодельный верстак для сварки дверей.
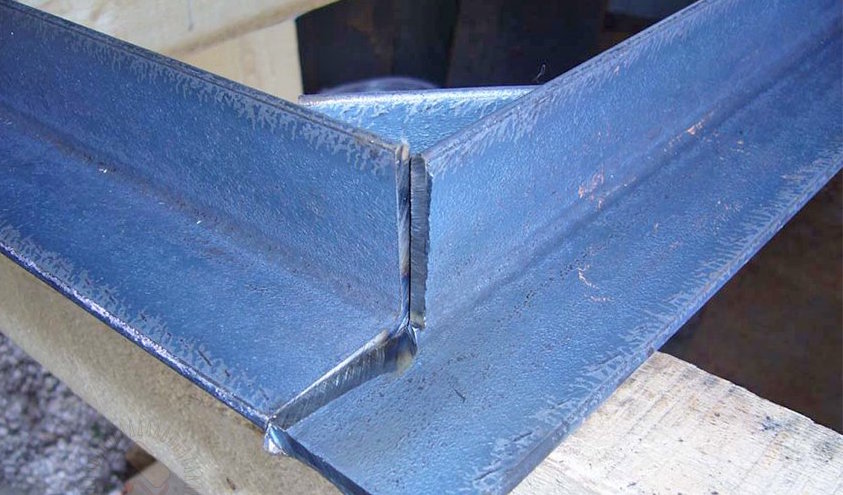
Сначала нам нужно нарезать все части рамы по размерам. Стыковать раму в углах можно как напрямую, то есть под 90º, так и с подрезкой под 45º. Оба способа надежные, но визуально косая подрезка смотрится гораздо лучше.
Обрезать уголок под 45º не сложно. Так, если размер крыла – 50 мм, то мы отмеряем от края 50 мм и получаем квадрат. Дальше проводим диагональ внутри этого квадрата, которая и будет ориентиром для резки.

Быстрая разметка уголка.
Теперь нужно вырезать лишние части и уложить уголок на ровный верстак. Во время работы уголок желательно зафиксировать на верстаке струбцинами.

Выкладка уголка на столе.
Чтобы все углы наружной рамы стали строго под 90º, нужно ориентироваться по диагоналям. То есть, диагонали должны быть одинаковыми. Угольник – штука хорошая, но в данном случае он не дает абсолютной точности.

Контроль рамы при помощи угольника.
Дальше углы провариваются. Здесь тоже есть нюансы: сразу полный шов накладывать нельзя, от перегрева металл поведет и рама перекосится. Поэтому сначала нужно прихватить стык в двух-трех точках по всем четырем углам, а потом маленькими полосками, переходя от угла к углу, постепенно проваривать швы. Когда металл остынет, сделанные швы со всех сторон зачищаются болгаркой.

Зачистка углов болгаркой.
Свариваем внутреннюю раму
Между внутренней и наружной рамой оставляется зазор. Чтобы точно выставить этот зазор, нужно заранее нарезать побольше пластинок из уголка, полосы или любого жесткого материала.

Эталонные пластинки для соблюдения зазора.
Дальше вкладываете подрезанные уголки внутрь рамы, выставляете пластинки между ними и все это жестко фиксируете на наружной раме струбцинами.

Закладные между рамами.
Углы внутренней рамы свариваются точно так же, как и углы наружной, но не спешите сразу снимать струбцины и разъединять конструкции. Если вы планируете установку ребер жесткости, то их нужно приваривать именно сейчас, так вы исключите даже малейший перекос или деформацию во время сварки.
Привариваем лист
Как вы помните, лист должен «выглядывать» за пределы внутренней рамы минимум на 15 мм, но многие мастера советуют делать допуск в 20 мм. На такую широкую площадку можно приклеить такой же широкий уплотнитель, тем самым защитившись от сквозняков.

Контроль выступа листа по периметру.
Здесь есть очень важный момент. Дело в том, что уголок к листу нужно приваривать не плашмя, а верхней частью крыла, как показано ниже на фото. При таком подходе у вас не будет проблем с креплением внутренней облицовки, плюс в такую нишу проще закладывать утеплитель.

Техника приваривания уголка к листу.
Уголок к листу приваривается не сплошным швом, а точечно, с шагом 10 см. Опять же, не старайтесь варить подряд, фиксируйте лист в шахматном порядке, то есть в разных точках, так вы исключите вероятность температурных деформаций металла.
В одинарных дверях с шириной проема до 900 мм вполне достаточно наружной рамы из одного уголка сечением 50–70 мм, но если дверь двустворчатая или полуторная (стандартное полотно плюс небольшая откидная секция), то желательно сварить усиленную раму. Схема такой конструкции представлена ниже.
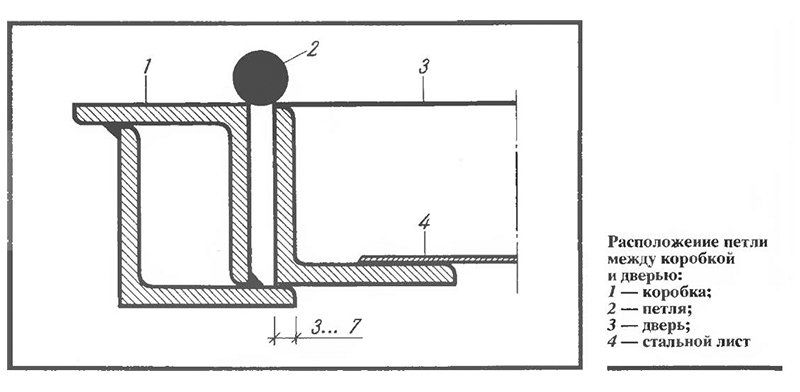
Схема усиленной рамы из уголка для широкой железной двери.
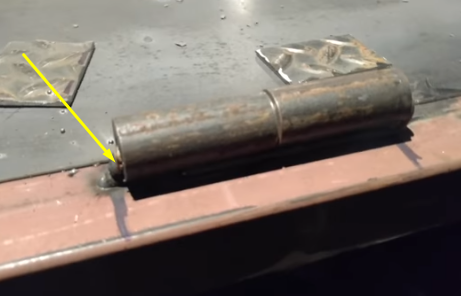
Как правильно приварить петли на железную дверь
Естественно, главной деталью здесь являются сами петли. Разновидностей этих механизмов существует множество, но любителю лучше остановиться на самых простых петлях папа-мама. Пример такого механизма показан снизу.
Единственное на что следует обратить внимание – это на доступность смазки, иначе через год петли начнут скрипеть, а тяжелую железную дверь снимать и смазывать в одиночку очень неудобно. Как правило, отверстие для смазки делается либо сверху (в секции «мама»), либо сбоку. Плюс внутрь лучше вставить шарик от подшипника, так механизм будет дольше и мягче работать.

Стандартные петли для железных дверей с возможностью смазки.
Для качественной установки петель, кроме перечисленных вначале инструментов, нам еще понадобится так называемый кондуктор. Такая деталь делается за пару минут из обычного электрода, и нужна она, чтобы равномерно приподнять навес над дверями.

Кондуктор под петлю.
Перед тем как сварить навес, наносится разметка. Петли положено устанавливать на расстоянии 20–25 см от верхней и нижней кромки двери. Если вы считаете, что дверь сильно тяжелая, то третий навес приваривается посередине полотна.
Навес, приподнятый на кондукторе, должен быть либо вровень с плоскостью листа, либо стоять на пару миллиметров выше. Обычно навес поднимается выше, если двери будут обшиваться толстым наличником, к примеру, ламинированным МДФ. Расстояние от кромки листа до навеса колеблется в районе 2–5 мм.

Выставляем навес на кондукторе по разметке.
Теперь аккуратно прихватываем сваркой навес к наружной раме, после чего можно кондуктор вытаскивать, переходить на следующий навес и то же самое проделывать там.
Точечная прихватка навеса.
Дальше берется длинный уровень и прикладывается сразу к обеим петлям сбоку и сверху. Мы не зря прихватывали петли только в одной точке: если есть отклонения, навесы можно будет подровнять.

Проверка уровнем отклонений навеса.
Крайне нежелательно чтобы навесы приваривались только к кромке стального листа. Особенно это важно, если лист тоньше 2,5 мм, поэтому для усиления площади соприкосновения нужно приварить так называемые контрольные пластинки, толщина которых 3–5 мм.
- пластина кладется на лист;
- пододвигается вплотную к навесу (секция «мама»);
- прихватывается в двух точках, как показано на фото снизу;
- дальше прикладываете уровень и, если отклонений нет, то можно сваривать навесы с пластинами капитально.
Пару слов об установке замка
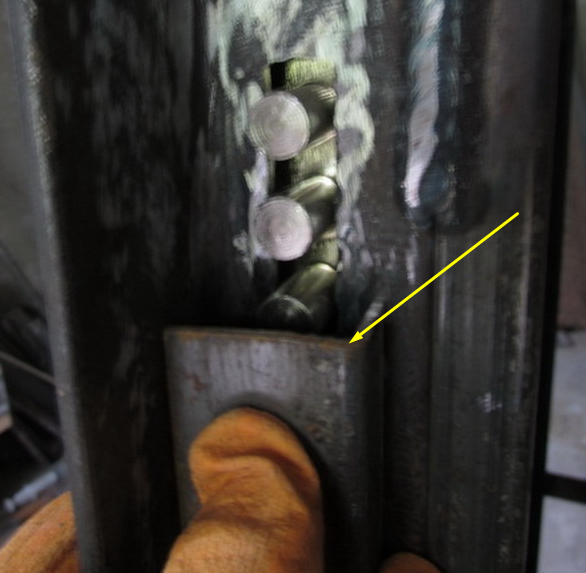
Замок врезается в вертикальный уголок дверного каркаса на высоте от 1 м. Для разметки прикладываете замковую панель к уголку и очерчиваете ее по периметру, после чего берете болгарку и вырезаете прямоугольную нишу. Но замковая панель должна быть заподлицо с уголком, то есть утапливаться. Чтобы было к чему прикрутить эту панель, изнутри нужно приварить пару пластин (на пластины указывают стрелочки).
Когда пластины приварены, вам нужно примерить к ним замок, разметить будущие отверстия, накернить, просверлить и нарезать там резьбу.

Нарезка резьбы под установку замка.
Окончательно вставлять замок вы будете уже после окрашивания, а пока просто примерьте его и отложите в сторону.

Правильная установка замка.
Последним штрихом станет установка защитной пластины, точнее, кожуха изнутри несущей рамы. Такая защита необходима, чтобы замочные засовы нельзя было выбить сбоку, поддев монтировкой дверную раму.

Защита замка.
Вывод
В принципе, изготовление металлической двери своими руками из уголка окончено, дальше идет покраска, отделочные работы и установка, но об этом мы расскажем в других публикациях.

Такую дверь из уголка сможет сделать любой домашний мастер.
Металлическая дверь своими руками – полный цикл сборки за 7 этапов
Вам нужна нормальная железная дверь, а цены на рынке «кусаются»? Есть вариант соорудить ее самому. Давайте вместе разберем, как делается металлическая дверь своими руками, начиная с подготовки инструмента, закупки материала и наброска эскиза и заканчивая утеплением и чистовой отделкой.

Сделать железную дверь самому вполне реально.
Грамотная подготовка как один из залогов успеха
Сделать металлическую дверь своими руками для любителя задача вполне реальная, но есть один нюанс: вы должны свободно работать болгаркой и хотя бы на начальном уровне владеть сварочным аппаратом. Но перед тем как сделать саму дверь нужно подготовить инструмент и материал.
Выбор инструмента
- Болгарка;
- Сварочный аппарат;
- Шуруповерт или набор отверток;
- Электродрель с ударной функцией или перфоратор;
- Круглый «драчевый» напильник;
- Молоток;
- Рулетка;
- Керн;
- Уровень (желательно 1,5 м);
- Угольник.

Инструмент домашнего мастера.
Кроме того понадобится разнообразная фурнитура для электроинструмента. Имеются в виду диски для болгарки по металлу, корд-щетка на болгарку, сверла на дрель, наждак и прочая мелочевка без которой изготовление металлической двери своими руками невозможно.
Закупка материала для изготовления металлической двери
Для железных дверей нужно купить:
- Металлический лист толщиной от 1,5, до 3 мм;
- Профилированная труба 40х20 мм – минимум 7 – 8 м;
- Уголок 50х50 мм – около 7 м;
- Полоса 40х4 мм – 2 м;
- Петли обычные папа-мама или шарнирные – 2 шт.
Если в сварочных работах у вас нет большого опыта, то лучше берите лист под входные двери потолще, хотя бы не менее 2 мм, а лучше 3 мм. Сварка металлических дверей дело не особенно сложное, но тонкий лист очень легко прожечь насквозь.

Материал для металлических дверей
Еще вам понадобится хороший ровный стол или какое-то подобие козлов, сделать металлическую дверь на земле очень тяжело, а для начинающего мастера вообще не реально.
Делаем эскиз
Профессиональные чертежи на стандартные железные двери сейчас найти можно, но проблема в том, что эти документы делались по ГОСТ 31173-2003, то есть 2200х900 мм или 2200х1200 мм (для широких проемов).
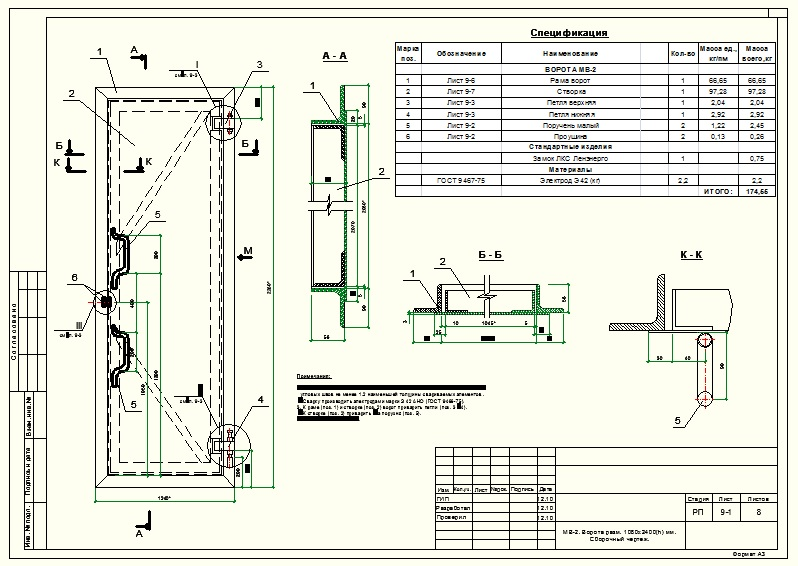
Профессиональный чертеж под дверь, сваренную из металла
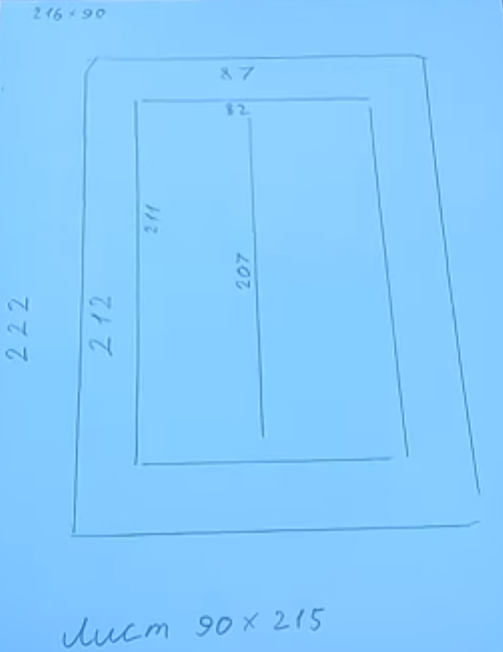
Пример эскиза для нестандартной железной двери.
Коль уж мы делаем железную дверь своими руками, то на этапе создания эскиза нужно учесть кое-какие допуски, ниже на примере они показаны:
- Стартовые размеры дверного проема 216х90 см;
- Делать раму (лутку) вплотную к стенам нельзя, так как некуда будет заливать монтажную пену, поэтому по верхней кромке оставляем 10 мм на пену, плюс 5 мм толщина уголка;
- Внизу делаем небольшой порожек, соответственно 25 мм от уголка будет отрезаться, итого остается 212 см высота рамы по внутреннему периметру;
- По бокам также оставляем по 10 мм на пену, плюс 10 мм составляет толщина металла в 2 уголках, итого ширина внутреннего проема 87 см;
- Саму стальную дверь, точнее раму под нее, нельзя делать вплотную к лутке, если дом начнет «гулять» и лутка чуть сдвинется, то полотно заклинит. Поэтому по наружному периметру оставляем зазор 5 мм, соответственно получается 211х86 см;
- Лист берем больше (90х215 см), так как он будет накладываться на часть лутки.
Инструмент подготовили, материал купили, эскиз сделали, теперь можно приступать к сооружению железных дверей своими руками.
Семь этапов сборки стальных дверей
Можно сделать металлические двери своими руками только из уголка или только из профилированной трубы, но смешанный вариант получается более надежным и практичным. Наружную раму (лутку) лучше сварить из уголка 50х50 мм, а каркас под дверное полотно из профилированной трубы 40х20 мм.
Этап № 1. Свариваем лутку
Первым делом отрезаем по схеме уголки и фиксируем их на рабочем столе или козлах струбцинами. Здесь важно чтобы нижняя плоскость была ровной, а углы соединились под 90º. Прямоугольник коробки проверяем по диагоналям, если они одинаковые, значит, углы будут прямыми.

Фиксация каркаса струбцинами.
Сразу обваривать углы не стоит, их может повести, сначала прихватываем в нескольких точках и снова замеряем диагонали, пока все не проварено, еще можно отрегулировать мелкие неточности.
Точечная прихватка.
При обваривании углов, сначала накладываем все вертикальные швы, а потом переходим к горизонтальным, так металл будет меньше перегреваться. Лишнюю часть уголка мы вырежем позже.
Теперь переворачиваем раму и проверяем плоскость длинным уровнем или любым ровным эталоном. Никаких перекосов и изгибов быть не должно.

Проверка плоскости рамы.
Провариваем наружные стыки и сразу зашлифовываем эти швы болгаркой.

Сварка наружных швов.
Как показано на фото сверху, у нас остался не вырезанным кусочек уголка изнутри, его нужно убрать, так как он будет мешать при установке. Для этого снова переворачиваем раму и вырезаем лишние части болгаркой. Лутка готова, теперь можно переходить к раме для железной двери.

Вырезаем лишние части.
Этап № 2. Рама под дверное полотно
Когда нарезаете профилированные трубы под каркас дверного полотна, сначала отмеряете все длинные части, а потом из остатков вырезаете короткие. В противном случае вы можете не угадать и тогда, большие вертикальные стойки придется сваривать из кусочков.
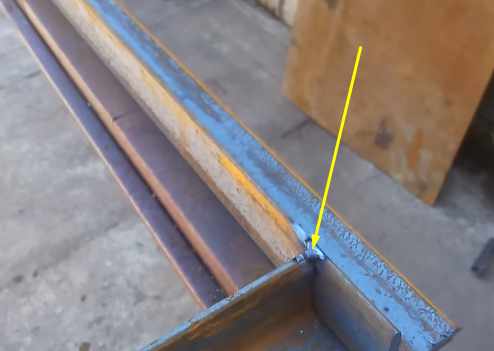
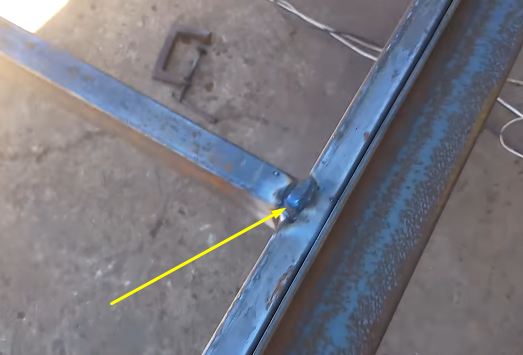
Прорезь под замок лучше сделать сразу. Для этого отмеряем от низа стойки 1 м. и делаем 2 вертикальных надреза по габаритам замка, а посередине эту полоску разрезаем наискось. Чтобы кусочки легче было выломать, делаем на них небольшие надрезы, стрелочки на фото указывают на эти надрезы.
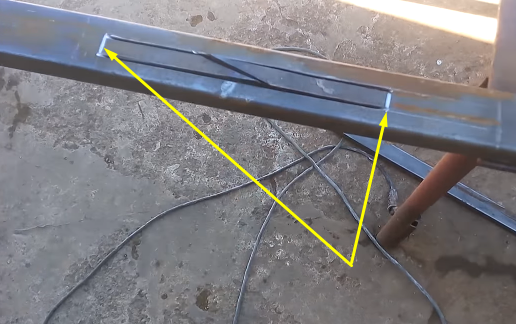
Заготовка под замок.
Дальше выламываем полоски, переворачиваем трубу и вырезаем с обратной стороны аналогичное отверстие, после чего можно высверливать боковые отверстия под винты, нарезать в них резьбу и примерять замок.

Первичная примерка замка.
Чтобы каркас дверного полотна четко лег на свое место, фиксируем струбцинами профилированные трубы с внутренней стороны лутки. Не забудьте: между профилированной трубой и уголком должен оставаться зазор 5 мм, для этого вставляем прокладки. В качестве прокладок можно использовать те же обрезки уголка.
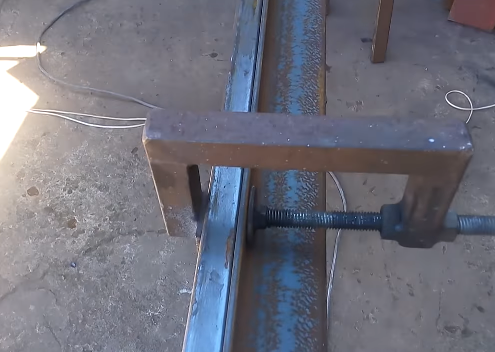
Фиксация профилированной трубы на раме.
Здесь важно как ставить профилированные трубы, на любой такой трубе есть сварной шов, так вот, этот шов должен «смотреть» внутрь полотна.
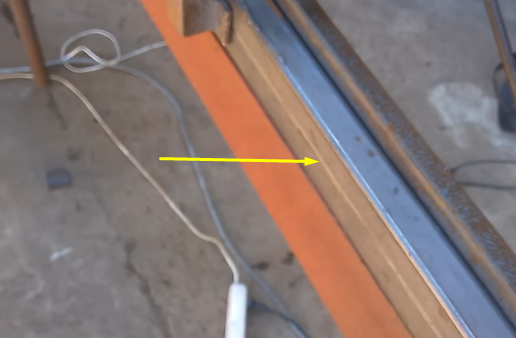
Сварной шов профилированной трубы.
При сооружении рамы под дверное полотно проверять диагонали уже не обязательно, так как мы «привязываемся» к наружному каркасу. Углы свариваются по аналогии с луткой, то есть, в нескольких точках прихватываем, а потом от центра к краям провариваем стыки.

Сварка углов дверного каркаса.
Здесь же, пока рама находится в лутке, привариваем поперечные ребра жесткости, они делаются из профилированной трубы.
Крепление ребер жесткости.
Теперь снимаем струбцины, убираем наружный каркас и провариваем торцы соединений в углах, после чего зашлифовываем все швы. Будьте осторожны, металл тонкий и легко прогорает.
Этап № 3. Крепление листа
Для начала нам нужно вырезать лист по размерам. От рамы дверного полотна, до края листа оставляем 20 мм (5 мм на зазор, плюс 15 мм на нахлест лутки). Чтобы лист отрезать ровно по разметке, можно использовать профилированную трубу, просто крепите ее струбцинами и режете болгаркой по кромке.
Эталон для резки листа болгаркой.
Кладем на отрезанный лист дверной каркас, проверяем чтобы везде четко соблюдался нахлест и точечно привариваем профилированные трубы к листу (шаг порядка 100 – 150 мм). Чтобы рама не сдвинулась во время сварки ее можно зафиксировать струбцинами.
Раму прихватываете не вдоль по периметру, а по диагонали. То есть: приварили одну точку, потом перешли на противоположную и так пока все не обварите. В противном случае, конструкцию может повести.
Точечная сварка дверного полотна.
Этап № 4. Как приварить петли
| Иллюстрации | Рекомендации |
Этап № 5. Врезаем замок
В дверную раму замок уже вставлен, теперь нужно примерить и разметить места пропилов в лутке.
Отверстия под замочную скважину просверливаем большим сверлом, после чего доводим до нужного размера круглым драчевым напильником.

Отверстие под замочную скважину.
Отверстия в уголке под сам замок вырезаются болгаркой и также обрабатываются напильником. Замочные засовы желательно закрыть изнутри металлическим кожухом, его можно сделать из профилированной трубы или уголка, кожух обязательно приваривается.
Кожух для защиты засовов замка.
Теперь осталось примерить накладку на сделанные ранее отверстия и можно переходить к облицовочным работам.

Монтаж накладки на замок.
Этап № 6. Облицовка и утепление
Дешевле и лучше всего утеплять железные двери пенопластом, как правило, берутся плиты ПСБ-С-25 толщиной 40 мм. Плита вырезается чуть меньше проема, а зазор потом задувается монтажной пеной.

Утепление входных дверей пенопластом.
Минеральной ватой утеплять входные двери не стоит. Дело в том, что любая вата боится влаги и после намокания садится, поэтому через пару лет такой утеплитель перестанет работать.
Изнутри конструкцию можно обшить любой понравившейся вам плитой, от ОСП, до ламинированного МДФ.

Накладки из ламинированного МДФ на двери.
Также можете ознакомиться с более подробной статьей по утеплению металлических дверей — Как утеплить металлическую входную дверь.
Наружную лицевую часть дверей также можно отделать ламинированной плитой, но проще и дешевле будет покрасить металл молотковой краской, делается это так:
- Весь металл зачищается корд-щеткой (удобно использовать корд-насадку на болгарку);
- Конструкция обезжиривается ацетоном или бензином;
- Металл покрывается грунтом под выбранную ранее молотковую краску;
- Кистью, валиком или краскопультом наносится 2 – 3 слоя краски.
Этап № 7. Установка металлических дверей
Чтобы закрепить железные двери нужно предварительно приварить по периметру лутки своеобразные хвостовики из полосы 40х4 мм.

Хвостовики для крепления железных дверей.
Конструкция устанавливается в такой последовательности:
- Вставляете лутку в дверной проем;
- Перфоратором через хвостовики высверливаете глухие отверстия в откосах;
- Дальше можно забить металлические костыли или зафиксировать конструкцию анкерными болтами;
- Навешиваете дверное полотно;
- Задуваете зазоры по периметру лутки монтажной пеной;
- Дверь установлена, теперь осталось срезать излишки засохшей пены и обустроить откосы.
Как видите на домашнем «производстве», без профессиональных схем и дорогостоящего оборудования была собрана хорошая железная дверь своими руками и обошлась она примерно вполовину дешевле, чем заводской аналог.
![]()
С хорошим декором самодельная дверь будет выглядеть не хуже заводской.
Читайте также: