Как сварить ворота из профтрубы чтобы не повело металл
Обновлено: 03.05.2024
В зависимости от размеров участка и свободного пространства перед распашными воротами их сваривают:
- Одностворчатыми, если достаточно места для открывания. Для нормального функционирования придется устанавливать мощную опору, сваривать усиленный каркас и укреплять петли. Такие сварные ворота редко устанавливают на приусадебных участках, чаще в частных гаражах.
- Двустворчатыми, которые более удобны в эксплуатации, для открывания требуется меньше пространства. Конструкция таких сварных распашных ворот состоит из двух одинаковых по размеру створок.
- С калиткой, если ширина участка не позволяет установить ее отдельно. Распашные ворота с калиткой сваривают точно также как обычные, делая в нужном месте на створке проем с дополнительной балкой и опорой. Однако пользоваться ею неудобно из-за высокого порога, который труднопреодолим для маленьких детей и провоза коляски с младенцем.
Определяемся с размерами, делаем чертеж
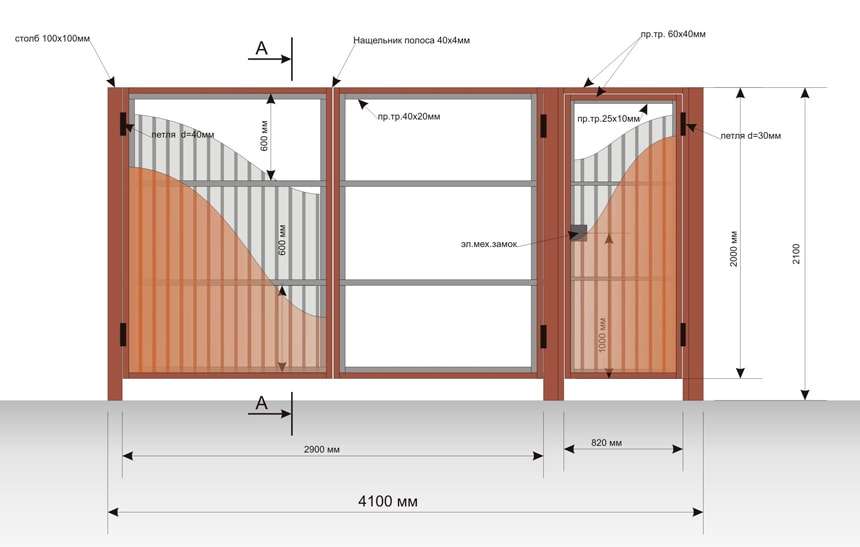
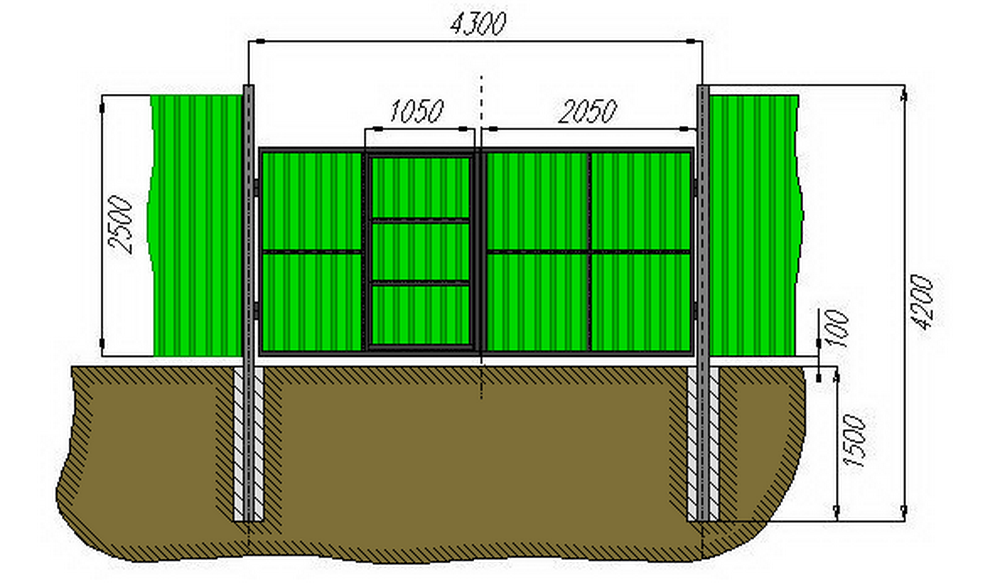
За основу можно взять эскиз, найденный в интернете, и переработать его применительно к своим условиям. На чертеже указывают размер каркасов и опор, расположение поперечин, место установки запорного устройства. По высоте сварные ворота делают вровень с забором. При расчетах нужно учитывать технический просвет между створками и землей. Он нужен для снижения ветровой нагрузки. Если дорога на участок асфальтовая или бетонная размер просвета 3 — 5 см, грунтовая — 10 см. При составлении чертежа нужно предусмотреть зазоры в несколько миллиметров между створками для компенсации перекоса при подвижках грунта и у опор под навесы. Для свободного проезда легковых и грузовых автомобилей распашные ворота сваривают шириной не менее 3 м. Если въезжать придется под углом, размер увеличивают до 3,6 м.
Выбираем материалы для изготовления
Оптимальным вариантом по соотношению качество/цена будут распашные ворота, сваренные из профильных труб. Для каркаса выбирается сечение 40×20×2 мм. Если предполагается установка автоматики 60×40×2мм. Сечение опорных столбов зависит от того сколько весят распашные сварные ворота:
- меньше 150 кг — 80×80×4мм;
- 150 — 300 кг — 100×100×5мм;
- больше 300 кг — 100×140×5мм.
Распашные ворота для дачи, если на ней отдыхают только летом, можно сваривать из старых водопроводных труб 1/2 — 1 дюйм или уголка 40×40. Листовой материал для обшивки выбирается в зависимости от предпочтений и финансовых возможностей. Например, можно сделать ворота с прозрачными вставками. Чтобы их мог открывать даже ребенок, каркасы навешивают на шариковые петли. Краску по металлу выбирают обычно под цвет забора.
Устанавливаем столбы
Монтаж опор выполнятся в следующей последовательности:
- Выкапываются или пробуриваются ямы на глубину промерзания грунта, но не меньше 1 м. Поперечные размеры должны быть в два раза больше сечения столба.
- Чтобы стойки не проваливались в грунт, дно ям засыпают песчано-гравийной смесью толщиной 15 — 20 см.
- На закапываемые концы опор наваривают отрезки арматуры или металлические полоски, на противоположные ― пластины толщиной 2 — 3 мм. Вместо них можно поставить фигурные оголовки.
- Нижнюю часть столбов очищают от ржавчины и обмазывают битумом, после чего опускают в ямы.
- Используя битый кирпич или камни, стойки по строительному уровню или отвесу выставляются строго вертикально и заливают песчано-цементной смесью.
- Для предотвращения перекоса опор при подвижке грунта между ними прокапывают неглубокую траншею, кладут уголок и сваривают. Затем закапывают или бетонируют.
Бетону дают отстояться неделю. Этого времени достаточно, чтобы сварить ворота и калитку. Для защиты бетона от растрескивания при затвердевании его периодически смачивают водой.
Свариваем створки распашных ворот
Так как правильно сваренные ворота не должны иметь перекосов каркас собирают на сварочном столе. Если его нет, нужно подготовить ровное место на земле. Работа проводится поэтапно:
- У подготовленных для внешней рамы труб торцы срезают под углом 45⁰. Места сваривания зачищают до металла.
- Трубы складывают в прямоугольник на ровной поверхности, где будет проводиться сварка ворот. Правильность наружных и внутренних углов проверяется угольником и замером диагоналей. Допустимое расхождение не больше 2 мм. Положение по горизонтали проверяется уровнем. Для надежности конструкцию перед тем как сваривать скрепляют угловыми струбцинами.
- Прихватывают углы, повторно проверяют их правильность, сваривают сплошными швами.
- В середину рамы приваривают горизонтальную поперечину. В получившиеся две части вставляются диагональные распорки. У такой конструкции высокая прочность достигается при минимальной затрате материала, что немаловажно, если ворота сваривать с приложением своих рук.
- Со швов сбивается шлак, проводится зачистка болгаркой. Сваренные стыки необходимо проверить на герметичность, так как попавшая внутрь вода ускорит процесс коррозии, а зимой при замерзании может разорвать трубы.
Калитку сваривают аналогично из того же профиля что и ворота или меньшего сечения. Если для экономии места предполагают врезать ее в створку, в качестве опоры можно использовать одну из труб каркаса.
Привариваем петли и устанавливаем ворота
Чтобы распашные ворота из профиля навесить без перекоса, створки временно сваривают между собой узкими металлическими полосками с зазором 3 — 5 мм. Затем с помощью кирпичей или деревянных брусков вставляются в проем на высоту технического просвета. Положение проверяют по горизонтали и вертикали отвесом и уровнем, после чего фиксируют клиньями или сваривают со столбами стальными полосами.
Для равномерного распределения нагрузки на трубы стоек и каркаса к цилиндрическим петлям приваривают стальные полосы (ушки). Таким способом можно сваривать навесы с обеих сторон. Нижнюю часть петель крепят к столбу, верхнюю с шариком ― к створке. Если она сплошная ― нужно просверлить отверстие для смазывания. Чтобы подвижное соединение навесов не спеклось во время сваривания, его предварительно обильно смазывают солидолом.
В зависимости от веса распашных ворот устанавливают 2 — 4 петли. Сначала их прихватывают, затем после удаления временных креплений проверяют ход створок. Окончательное сваривание ведется снизу вверх по периметру ушек. Для предотвращения снятия распашных ворот злоумышленниками на опоры устанавливают ограничители.
Обшиваем ворота
Если для обшивки выбирается материал (профлист, поликарбонат и пр.), который крепят саморезами или заклепками, нужно предварительно каркасы очистить от грязи и ржавчины. После обработки антикоррозийным составом проводится грунтовка и окрашивание. Финишную отделку обшивки, если она сделана из листового или кровельного железа, выполняют после сваривания.
На популярные распашные ворота из профнастила и поликарбоната стараются подобрать листы, чтобы не было шва на створке. Если добыть материал такого размера не удается, первая полоса выставляется по уровню и крепится парой саморезов. После проверки положения их вворачивают во все волны, прилегающие к элементам сваренного каркаса. Следующий лист крепится внахлест на волну предыдущего.
Обшивку также делают из других материалов:
- Дерева. Доступный, красивый вариант с возможностью легкой замены. Однако требуется регулярный уход. Следует учитывать, что при высыхании древесина может растрескаться.
- Металлического листа. Обшивка прочная, но тяжелая.
- Кованные. Возможность создания оригинальных дизайнов, но сваривать такие ворота могут только специалисты.
- Металлической сетки. Невысокая цена, простота выполнения работы, небольшой вес. Однако эстетика никакая, а доступность просмотра прилегающей к дому территории посторонними людьми мало кому понравится.
- Комбинированные варианты сваривают из кованых элементов, поэтому форма распашных ворот может быть любой. Для защиты от любопытных, створки со стороны двора обшивают металлическими, профильными или поликарбонатными листами. Монтаж обычно выполняют специалисты, так как сварить ворота этого вида новичку не по силам.

Устанавливаем замок
Если установка автоматики не предусматривается, к створкам снаружи приваривают петли под навесной замок. С внутренней стороны устанавливают поворотную щеколду или задвижку. Ее можно сделать из двух отрезков 20-тимиллиметровой трубы, сваренных с горизонтальными поперечинами створок. При закрывании в них вставляется стальной прут диаметром 14 — 16 мм.
Для жесткой фиксации распашных ворот в закрытом и распахнутом положении внизу створок устанавливают вертикальные стопоры шпингалетного типа. Если столбы пришлось сваривать между собой перекладиной, вверху устанавливают еще пару. Фиксаторы покупают или сваривают из отрезков полудюймовой трубы длиной 20 см, в которые вставляются стальные штыри с загнутыми концами. Они будут входить в трубы, вбитые или забетонированные в грунт.
Завершается сварка ворот из профильной трубы установкой врезного или накладного замка на калитку. При вырезании пазов под корпус на створке и ригель в столбе нужно стараться не оставлять зазоров. Иначе калитка будет бренчать на ветру. Для надежной фиксации устанавливают стопор как на воротах.
После окончания монтажа распашных ворот стоит задуматься об автоматизации, так как пробежки, особенно под дождем, при въезде и выезде быстро надоедят. Необходимые комплектующие найдутся в магазинах, а работу можно выполнить самому, если есть опыт подключения электрооборудования. При надлежащем уходе автоматика длительное время будет обеспечивать комфортабельный проезд.
Повело при сварке — что делать

Ведёт профильную трубу при сварке — что делать?
Профильная труба является одним из самых популярных видов металлопроката на сегодняшний день. Используя профильную трубу и сварку можно собрать множество полезных и легких конструкций из металла.
Единственная проблема, с которой приходится сталкиваться сварщикам в процессе работы, это температурные деформации при сварке. Толщина стен профильной трубы незначительная, что становится причиной возникновения деформаций и прожогов.
Нередко конструкцию из профильной трубы ведёт, а в самом металле образуются прожоги. Чтобы этого не случилось нужно понимать, как варить тонкие профильные трубы, толщина стен которых не более 2 мм. Какие правила существуют и как не допустить температурной деформации.
Что делать, если при сварке ведёт профильную трубу
Конструкции из профильной трубы чаще всего ведёт по швам, они уходят внутрь вследствие деформаций. Происходит это по причине неправильной технологии сваривания, либо из-за спешки и ошибок. Поэтому главное правило при сварке профильных труб — абсолютно никакой спешки.

Нагреваясь, металл ведёт в сторону, но если не спешить и давать время на остывание, как правило, он возвращается назад. Также при сварке тонкостенных профильных труб рекомендуется придерживаться следующего:
- Осуществлять сварку на малых токах (10-60 А);
- Не использовать толстые электроды. Максимальный диаметр электрода в данном случае должен быть не более 2 мм;
- Точечно прихватывать конструкцию и лишь затем, осуществлять сварку в один проход.

При сварке профильной трубы следует выдерживать короткую дугу. Сильный разрыв и удлинение сварочной дуги, непременно приведёт к образованию прожога. Также, нельзя сильно перегревать металл, нужно давать время на то, чтобы он остыл.
Какие электроды для сварки профильной трубы использовать
Варить профильную трубу рекомендуется электродами, которые предназначены для сварки низкоуглеродистых и углеродистых сталей. Самыми распространёнными марками электродных стержней являются УОНИ, МР-3, ОЗС и другие.

Перед свариванием металлоконструкций рекомендуется прокалить электроды в печи. Это позволит улучшить качество сварного соединения, а также облегчит работу сварщика по разжиганию электродных стержней и получению стабильной дуги.
Как бороться с температурной деформацией при сварке
Чтобы профильную трубу не вело при сварке, нужно заранее предугадать все нюансы:
- Сварные швы накладывать, таким образом, чтобы они компенсировали возникающее напряжение;
- Предварительно осуществлять изгиб конструкций в противоположную сторону от возникающих деформаций. Температурная усадка позволит выгнуть металл в обратную сторону;
- Охлаждать конструкцию естественным путем;
- Выбрать правильный режим сварки;
- Осуществлять тепловую правку после сваривания заготовок.

В общем, при сварке профильной трубы не нужно спешить. Сначала следует собрать всю конструкцию на прихватках, затем вывести геометрию, и лишь после этогом можно будет всё обварить по углам.
Тонкости сваривания профильной трубы

Хитрости при сварке профильной трубы для начинающих
Профильная труба очень популярный металлопрокат. Она используется для сборки самых различных металлоконструкций. А поскольку сварка признана одним из лучших способов соединения металлов, то, без неё никак не обойтись.
Какие трудности при сварке профильной трубы возникают? Во-первых, очень часто при нагреве профильную трубу ведёт намного больше, чем обычную, круглую трубу. В результате меняется геометрия всей конструкции, что приводит к серьёзным деформациям.
Во-вторых, на углах профильной трубы в месте сварочного шва возникает серьёзное напряжение, что нередко приводит к разрывам соединения. Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Как правильно варить профильную трубу? Какими хитростями пользуются опытные сварщики?
Технология сварки профильной трубы
Само собой разумеется, что успех проделанной работы зависит не только от правильности выбора расходных материалов, настроек инвертора, и некоторых других особенностей сварки. Варить профильную трубу лучше на небольших токах, чтобы сильно не расплавлять металл. Ни о какой газовой сварке речи идти и не может, только ручная дуговая сварка.

Электроды можно использовать диаметром 2-3 мм. Для каждого из них выбирается свой определённый сварочный ток. Для электродов диаметром до 2 мм, значения сварочного тока должны быть не более 50 ампер. Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
В большинстве случаев ток для сварки выбирается экспериментальным путём. Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.

При этом многое зависит и от качества подготовительных работ. Поэтому для начала следует осуществить подготовку перед сваркой.
- Подогнать профильную трубу по размерам металлоконструкции. Сделать подрезку и подгонку деталей. Резать трубу рекомендуется болгаркой или сабельной пилой, но никак не при помощи сварочного аппарата.
- Важно выровнять стыки профильных труб и максимально подогнать их. Обычно именно из-за этого и ведёт всю конструкцию. Также следует уделить должное внимание подготовке и очистке металла от ржавчины. Кромки труб должны быть ровными, а зазор между ними — минимальным.
- Только после этого свариваемые детали нужно уложить и зафиксировать точно так, как они и будут находиться в готовой конструкции.
Снимать струбцины или магнитные крепежи можно только после того, как сварка будет завершена, а стыки полностью остынут.
Хитрости сваривания профильной трубы
Итак, все подготовлено, и конструкция из профильной трубы уложена должным образом. Теперь можно приступать к свариванию деталей.

Для этого сначала:
Рекомендуется прихватить профильную трубу в нескольких местах, и только потом полностью обваривать. Обычно пяти точек на гранях вполне достаточно, чтобы зафиксировать конструкцию. Наплавляя металл в одном месте больше, а в другом меньше, можно добиться выравнивание деталей. Также, контролировать положение можно не слишком сильным постукиванием молотка по заготовке.
Затем необходимо проварить стыки профильных труб, таким образом, чтобы на них образовался ровный, и не слишком высокий валик из расплавленного металла.

При этом важно следить за тем, чтобы плавились лишь кромки заготовок, а металл не стекал вниз. Для этого ведём короткую дугу, таким образом, чтобы металл не слишком сильно расплавлялся. Сразу же разрываем её и постепенно двигаемся по стыку.
Если варится толстостенная труба, то, рекомендуется использовать сварку в несколько проходов. При этом второй проход следует выполнять в противоположном направлении предыдущему проходу.
Как сварить ворота на забор из профильной трубы своими руками: материалы и этапы монтажа

В наше время для ограждения загородного участка часто применяется профнастил. Чтобы поддержать общий архитектурный стиль, ворота и калитки также выполняют из этого материала. Каркас для данных изделий изготавливается из профильной трубы. Этот материал эстетичен, удобен в обработке, обладает высокой прочностью. Обладая навыками в сварочном деле, можно изготовить красивые и надежные ворота самостоятельно. Разберемся, как сварить ворота на забор из профильной трубы своими руками.
Материалы для изготовления
Для изготовления ворот понадобятся:
- Профильная труба.
- Профильный лист для обшивки каркаса.
- Заклепки или саморезы для крепления профлиста.
- Ролики для откатных ворот.
- Фурнитура: замки, петли, ручки.
Профильная труба может быть следующих размеров:
- 60 х 30 мм для изготовления каркаса ворот;
- 100 х 100 мм для столбов;
- 40 х 20 мм для перемычек и ребер жесткости.
Профильный лист можно использовать любой конфигурации и цвета, толщина металла должна быть не менее 0,4 мм. Профильную трубу удобнее использовать прямоугольного или квадратного сечения. Для тренировки навыков сначала лучше изготовить калитку.
Изготовление калитки
Рассмотрим, как сварить калитку из профильной трубы своими руками. Для ее изготовления необходимо учитывать расположение. Калитка должна находиться на ровной местности, без ям, впадин и уклонов. Так же следует учитывать удобство использования. Располагаться она должна напротив входа в дом или напротив дорожки, ведущей к входу кратчайшим путем.
После выбора места установки калитки, выполняются замеры и чертеж изделия. Стандартный проем должен быть не менее 1 метра в ширину, высота – на уровне забора. Следует учитывать, что чем выше высота калитки, тем больший у нее вес, и тем большое воздействие она будет оказывать на опорные столбы и петли.
Для увеличения прочности конструкции рекомендуется приварить между столбами дополнительную перемычку. Если калитка будет высотой в районе 2 метров желательно приварить дополнительные ребра жесткости.
Основные этапы изготовления:
- Производится установка столбов. Для этого применяются профильные трубы 100 х 100 мм. Они заглубляются на 1-1,5 м и бетонируются.
- Изготавливается каркас калитки из профиля 60 х 30мм. Трубы очищаются и обрабатываются антикоррозийными средствами. Далее, согласно чертежа, производится нарезка труб необходимой длинны. Стыки на углах должны быть отпилены и сварены под углом 45°. Таким образом получается более эстетичная и надежная конструкция.
- Из трубы 40 х 20 мм вырезаются и привариваются дополнительные перемычки.
- К калитке привариваются завесы. Затем завесы с калиткой привариваются к опорным столбам.
- Все сварные швы шлифуются. Каркас калитки и столбы окрашиваются.
- Далее калитка обшивается профлистом. Крепится он с помощью кровельных саморезов или заклепок. Отверстия под заклепки необходимо предварительно просверливать.
- На готовую калитку крепится ручка и замок.
Изготовление распашных ворот
Рассмотрим, как сделать ворота из профнастила распашного типа. Основными преимуществами данного типа ворот являются:
- простота изготовления;
- дешевизна;
- надежность.
К недостаткам можно отнести:
- большая зона открывания ворот;
- сильное воздействие ветровых нагрузок.
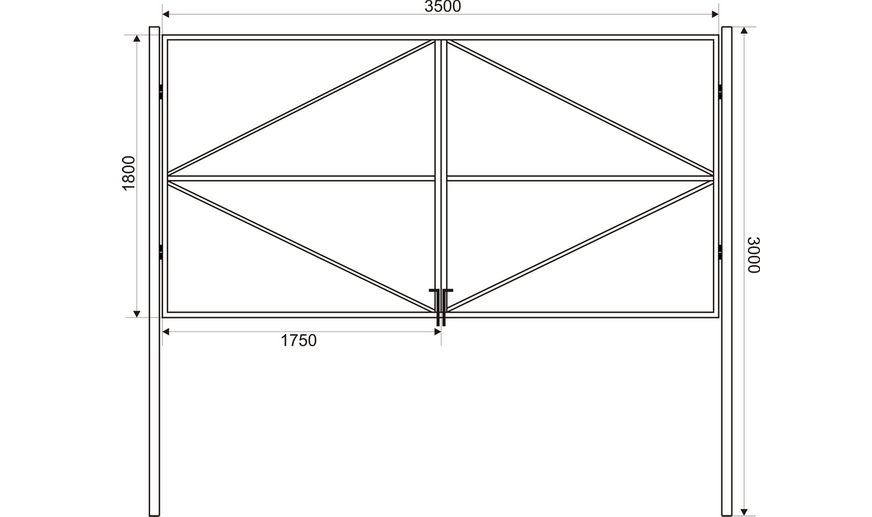
Основным элементом ворот данного типа являются ребра жесткости. Распашная конструкция предусматривает подвешивание одной стороны створки на завесах. Вторая сторона свободно висит, и поэтому конструкция нуждается в усилении. Выполняется это с помощью трубы 40 х 20 мм.

Варианты 1 и 2 самые бюджетные и подходят для ворот небольшой ширины. Применяются в регионах с небольшой ветровой нагрузкой.
Варианты 3-5 – баланс между соотношением веса и надежности. Различные вариации предусматривают усиление конструкции шпингалетами, поддерживающими колесами, запирающими устройствами.
Вариант 6 – является идеальным для автоматически открывающихся ворот. Не требует дополнительных запорных и поддерживающих устройств.
Есть дополнительные варианты усиления конструкции с помощью уголков, либо профильной трубы в углах створок. Опытные специалисты подскажут оптимальный вариант для конкретного изделия.
Рассмотрим, как правильно сварить ворота. Для правильного изготовления необходим четкий чертеж с указанием размеров, габаритов от земли, необходимых зазоров. Далее:
- по чертежу с соблюдением углов 45° выпиливаются заготовки;
- для каркаса используется труба 60 х 30мм, для ворот небольшого размера используемых нечасто, например, на даче возможно применение профтрубы 40 х 20 мм;
- далее, заготовки каркаса и рёбер жёсткости раскладываются на ровной поверхности, проверяются правильность конструкции;
- все детали свариваются в единую конструкцию, для соблюдения правильной формы применяются угольники;
- привариваются петли, задвижки, кронштейны для замков и дополнительных устройств;
- ворота привариваются к столбикам 100 х 100мм;
- вся конструкция зачищается, убирается ржавчина, окалина;
- ворота покрываются грунтовкой.
Далее производится подготовка места установки ворот. На этом этапе следует учитывать материал покрытия въезда. Если въездная дорога покрыта асфальтом, плиткой или бетоном, достаточно оставить зазор между створкой и землей в 5 см. Если въезд грунтовый, необходимо оставить зазор не менее 10 см. С учетом этого выкапываются ямы для установки столбов. Дальнейшая сборка производится в следующей последовательности:
- снимаются завесы со створками;
- столбы устанавливаются на глубину 1-1,5 метра и бетонируются;
- после затвердевания бетона навешиваются створки;
- окрашивается конструкция;
- к каркасу с помощью саморезов или заклёпок крепится профлист;
- врезается замок, устанавливаются ручки, шпингалеты.
Для надёжной фиксации шпингалетов в землю углубляются металлические трубки. Шпингалет должен углубляться в трубку не менее, чем на 10 см для предотвращения самопроизвольного открытия при сильном ветре.
Видео описание
Пример, как изготовить распашные ворота из профильной трубы в видео:
Раздвижные ворота своими руками
Раздвижные ворота – это отличный вариант для дома или дачи. Они обладают надежной конструкцией и имеют длительный срок службы. Раздвижные ворота изготавливаются из профильной трубы и обшиваются различными материалами, в том числе, металлопрофилем.
Раздвижные ворота бывают двух видов:
- Рельсовые – устаревшая модель, применяемая в основном на промышленных предприятиях.
- Консольные – наиболее распространённый вариант. Данная конструкция предусматривает наличие консоли, которая является продолжением ворот и спрятана за забором. Благодаря ей ворота перемещаются по откатным тележкам, прикрепленным к фундаменту. Каждый откатной механизм снабжен подшипниками с полимерными или металлическими катками. Сами тележки находятся в направляющей, что защищает их от загрязнения и атмосферных осадков.

При использовании в частном доме такая конструкция прослужит более 20 лет. Она рассчитана на 60000 циклов открывания-закрывания.
Достоинства раздвижных ворот:
- возможность ручного и автоматического управления;
- отсутствие ограничений по высоте и тяжести проходящего транспорта;
- лёгкость в изготовлении;
- отсутствие необходимости обслуживания.
Недостатки:
- необходимость в более мощных несущих опорах;
- требуется большая ширина забора для открытия створки.
Основные элементы раздвижных ворот:
- Верхний улавливатель.
- Поддерживающая шина.
- Зубчатая рейка.
- Нижний ограничитель.
- Ролик опорный.
- Направляющая.
- Регулируемое крепление откатной тележки.
- Откатная тележка.
- Сервопривод.
Для дистанционного управления дополнительно приобретаются: пульт ДУ, фотодатчики или световые датчики для приема сигнала пульта ДУ, препятствующие закрытию ворот, если в проеме находится какой либо предмет.
Для изготовления ворот из профильной трубы в первую очередь требуется чертеж со всеми размерами, габаритами, местом для отката. Ширина проема ворот должна быть не менее 3 метров, однако при заезде под углом ширину ворот следует сделать больше. Высота ворот должна быть на 10 см ниже забора. Делается это для того, чтобы спрятать направляющие и приемные ролики.
Дальнейшее изготовление откатных ворот производится по следующему алгоритму:
- Производится установка столбов. В качестве столбов можно использовать как кирпичные или бетонные столбы, так и профильные трубы сечением 100 х 100мм. Для их установки выкапывается яма глубиной не менее 1 метра, устанавливаются столбы и бетонируются.
- Монтируется фундамент под откатные ролики. Фундамент может быть как прямоугольной формы, так и в форме буквы «П» . Основу его выполняет металлический швеллер шириной 200 мм, к которому приварена арматура диаметром не менее 12 мм. Металлический каркас устанавливается в котлован и бетонируется таким образом, чтобы швеллер выступал над землей на 5-10 см. Есть вариант установки откатных роликов прямо в бетон, без использования швеллера и последующей сварки. Для этого потребуется закрепить площадку ролика с помощью загнутой внизу арматуры и соединить ее с основным каркасом фундамента.

- Изготавливается каркас ворот. Рассмотрим, как правильно сварить ворота из профильной трубы своими руками. По заранее разработанному чертежу производится нарезка профильных труб необходимого размера с обязательным соблюдением углов. В дальнейшем все заготовки следует зачисть и обезжирить. Так как длинна ворот большая, при сварке требуется особая точность. Для этого все заготовки либо раскладываются на идеально ровной поверхности, либо на временный деревянный каркас. Для этого в землю забиваются колышки по всем углам и стыкам створки ворот. На эти колышки устанавливаются трубы и соединяются с помощью сварки.
К несущим столбам приваривается:
- Одиночная стойка из профтрубы 60 х 40мм, на которую будут крепится верхний и нижний улавливатели.
- Со стороны фундамента приваривается П-образная конструкция из такой же трубы, в которой будет двигаться створка.
- На одиночную стойку устанавливаются верхний и нижний улавливатели. На П-образную – поддерживающая шина.
- К швеллеру привариваются крепления для откатных тележек.
- Каркас ворот устанавливается на штатное место. В направляющие заводятся откатные тележки, которые в дальнейшем соединяются болтами со своими креплениями.
- К нижнему переднему краю ворот монтируется опорный ролик. Он должен четко входить в нижний улавливатель.
- Производится регулировка ворот с помощью болтовых соединений на откатных тележках.
- Все сварные швы зачищаются и окрашиваются.
- Производится облицовка корпуса ворот профильным листом. Для этого применяется материал толщиной не менее 0,4мм. Профлист крепится с помощью кровельных саморезов или заклепок.
- Производится монтаж электропривода. На всю длину ворот крепится зубчатая рейка. Она прикручивается саморезами к нижней профильной трубе. Запрещается прикручивать рейку к направляющей. На фундамент ворот крепится приводной серво-мотор. Его зубчатый вал должен войти в зацепление с рейкой. Так же на рейке устанавливаются концевые выключатели на открытие и закрытие ворот. Подключение электромотора и включателей производится по приложенной к ним схеме.
В этом видео о том, как сделать откатные ворота:

Заключение
В наше время сварить ворота своими руками по силам любому технически подкованному человеку. Для этого необходимы чертежи и инструмент. А такие современные материалы как профильная труба и профильный лист обеспечат высокую надежность, долговечность и отличный внешний вид изделия.
Как правильно сварить распашные ворота на забор из профильной трубы своими руками
Когда у собственника усадьбы есть автомобиль, то без ворот ему не обойтись. Если решено сделать их самостоятельно, лучше выбрать сварные ворота распашного типа. Их несложно сделать из доступных материалов при умении сваривать металл на любительском уровне. Поэтому сваривание ворот на забор из профильной трубы своими руками обойдется значительно дешевле, чем покупка или заказ.

Конструкция распашных ворот
В середину рамы приваривают горизонтальную поперечину и от нее две диагональные распорки — прочная конструкция при минимальных затратах
Читайте также: