Как точить резину на токарном станке по металлу
Обновлено: 17.05.2024
Вопрос к специалистам токарям? Сегодня заезжала бибика менял подушки двигателя они стоят на лыже закрепленной вдоль кузова. Эта лыжа крепится на четыре хитрых болта отверстия сделаны больше в лыже и в эти отверстия вставляются кольца типа как вставляют в кузов в отверстия где проводка проходит чтоб её не резало. Так эти резинки разбило в хлам поиски энтих самых резинок не привели ни какому результату от слова сапсем. Решил я выточить их сам подушек старых сайлентблоков валяецо много э. Ну Андрюша типа вумный решил а фигля чичас сваяем ага щазм. Резцы как тока не точил резину как тока не зажимал результат ноль. Выкрутился канешна но способ сильно шумный грязный и по факту мну он не пондравилсо. А как это ващпе делаецо ведь точат с баллонов касемсотовских сайлентблоки подскажите хто знает?
Как точить резину на токарном?
По слухам:
1 резец точить как нож (остро), где то что то в видео дядьки Максима проскальзывало. При этом по совету моего товарища - обороты любит.
2 вместо СОЖ подавать жидкий азот именно в место реза - и замораживает локально и как непосредственно СОЖ отлично работает
3 не [насилуй] моСк и отлей из двухкомпонентного полиуретана с нужной жесткостью.
Денис я канешно понимаю что отлить проще но Энто вылазиет проблема номер раз надо точить форму проблема номер два искать пулеуретан ну и САМАЯ главная проблема энто разовый случай городьба фсего этого гемороя из за одного случая да ну ево нафик мы ж не ищем лехких путей и наша жизня состоит из создания трудностей и героического их преодолевания Поэтому как ты вэрно заметил мы бум тихо [чесать] себе мозх до посинения
Poc , у меня схожая ситуация. Причем вроде и полиуретан добыть легко и почти все для него есть. Но что то все руки не доходят до того что бы отлить в собственной мастерской Все к друзьям бегаю.
Да у мну фсе тихо движецо по тихоньку в сторону восстановления сайлент блоков руливых тяг и шаровых станочки вроде есть надо их нагружать не токмо своими хотелками но и приручать их денюжку зарабатывать ну а энто в моём случае самый вариант подходяший ну воть тут и попробовал а оказалось не фсе так просто теперь мозх чешу
Poc писал(а): Источник цитаты ну а энто в моём случае самый вариант подходяший ну воть тут и попробовал а оказалось не фсе так просто теперь мозх чешу
на мопед в заднюю ступицу колеса точил "блин" из резины 17мм толщиной Ф 110мм. все делается резцами по форме как нож,- точить остро, и доводить обоюдо остро, можно на стекле с наждачкой ну и вверх лезвием само собой, обороты ставил 710 (ТВшка больше не умеет. а частотником играть не стал тоже разовый случай)

Каждый убежден, что другие ошибаются, когда судят о нем, и что он не ошибается, когда судит о других.
Как точить резину на токарном станке по металлу
Обработка фторкаучуковой резины методом шлифования и точения на токарном станке. В этой статье мы хотим поделиться накопленным нами опытом в методике обработки фторкаучуковой резины методом шлифования и точения на токарном станке 1И611П.
Обработка фторкаучуковой резины методом шлифования и точения на токарном станке.
В этой статье мы хотим поделиться накопленным нами опытом в методике обработки фторкаучуковой резины методом шлифования и точения на токарном станке 1И611П.
В 2007 году у нас возникла необходимость обработки детали из фторкаучуковой резины по наружному диаметру (70мм.) с допуском 0,05 мм. С тех пор прошло 5 лет, теперь мы обрабатываем несколько тысяч деталей ежегодно.
Хотелось бы заметить, что не всю теорию шлифования и точения резины мы понимаем и потому не все вопросы можем подробно осветить.
Для примера и понимания поверхностей, размещён рисунок токарного проходного резца из учебника (кликните на фото для увеличения).
2.– главная задняя поверхность;
3.– вспомогательная задняя поверхность;
4.– главная режущая кромка;
5.– вспомогательная режущая кромка;
Мы пробовали использовать различные марки режущих инструментов: Т30К6, Т15К6, Т5К10, ВК6ом, Р6М5 и другие, в итоге мы остановились на резцах с напайной пластинкой ВК8.
Для нашей фторкаучуковой резины пластинки марки ВК8 оказались самыми эффективными .
Для наружной проточки (ссылка на видео ролик) используется резьбовой резец с пластинкой ВК8 или Т5К10 с режущей кромкой в форме радиуса диаметром от 3 до 5мм.
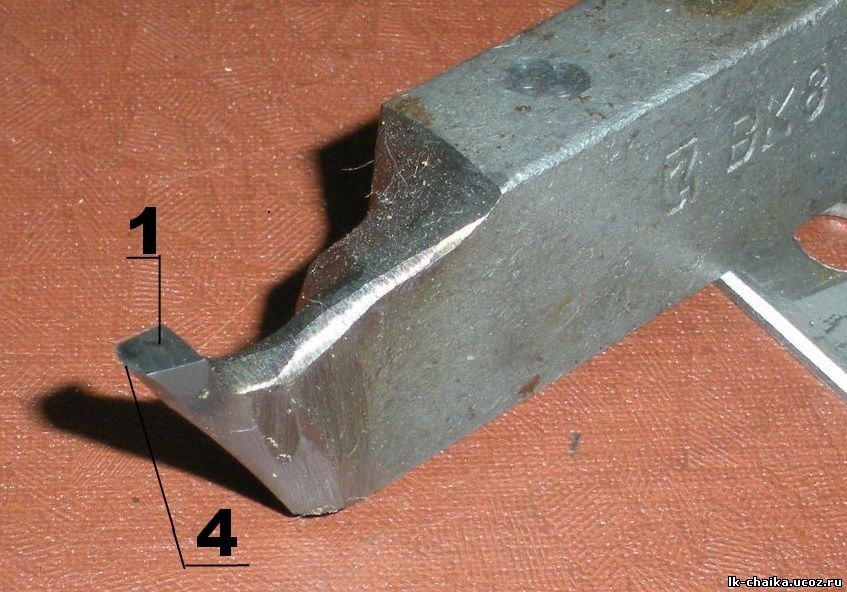 Передняя поверхность (поз 1) резца шлифована мелкозернистой алмазной тарелкой параллельно плоскости основания державки резца. Высота передней поверхности (поз 1) выставляется строго по оси шпинделя станка (проверяется торцеванием мягкого материала. Заточку режущей кромки (ссылка на видео ролик) (поз 4) мы осуществляем на мелкозернистом алмазном круге. После заточки, главная режущая кромка (поз 4) должна быть ровной (не должно иметь изломов и углов), в идеале желательно получить радиусную поверхность Ф от3 до 5мм. |
Для проточки наружного радиуса (ссылка на видео ролик) используется правый отогнутый резец с напаянной пластинкой ВК8.
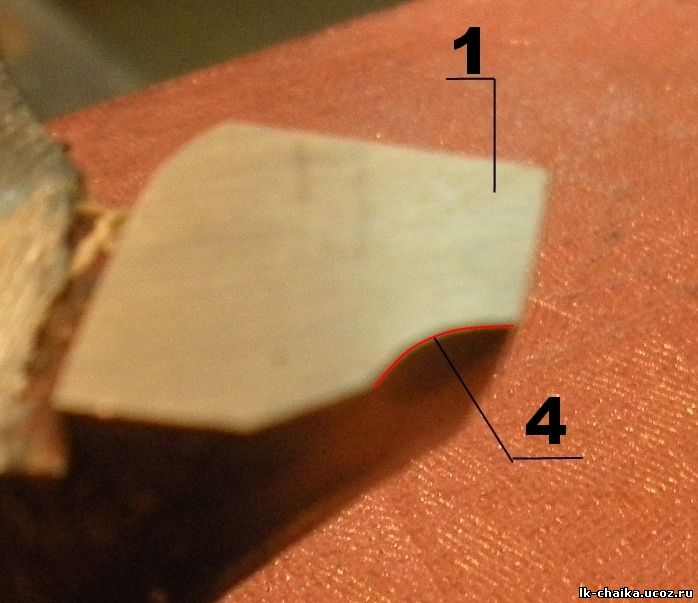 | Передняя поверхность (поз 1) резца шлифована мелкозернистой алмазной тарелкой параллельно плоскости основания державки резца. Высота передней поверхности (поз 1) выставляется строго по оси шпинделя станка, проверяется торцеванием мягкого материала. Заточку режущей кромки (ссылка на видео ролик) (поз 4) осуществляем с помощью электро гравёра на 20-21тыс. об/мин. мелкозернистой алмазной головкой Ф 8 мм. на ширину около 5 мм. |
------------------------------------------------
Для внутренней проточки и проточки канавок (ссылка на видео ролик) и используются внутренний резьбовой резец с напаянной пластинкой ВК8.
Закрепление обрабатываемой детали.
Для обработки деталей из резины мы изготовили оправки (оправки видно на видеороликах обработки деталей) , которые обеспечивают фиксацию детали из резины в таком виде, в каком деталь будет работать в механизме, то есть соблюдали геометрию посадки детали в изделии. При таком креплении деталь не пережимается. Пережим ведёт к искажению формы детали во время обработки, что негативно сказывается на работоспособности детали в составе изделия.
Деталь Ф 60-90мм. обрабатывается при 200-250 об/мин. шпинделя станка 1И611П, на продольных подачах А2 (0,025 мм/об), А3 (0,5 мм/об), проходом в обе стороны.
При температуре близкой к +10 о С, некоторые операции совершаются в 1 проход и обеспечивают приемлемую точность и шероховатость поверхности, это связанно с увеличением «жёсткости» резины.
При увеличении скорости вращения шпинделя сокращается время операции, но снижается количество обработанных деталей с одной заточки резца.
Опытным путём было установлено, для «производительного» точения оптимальная температура в помещении от +10 о С и ниже, при увеличении температуры уменьшается количество обработанных деталей с одной заточки резца.
Пример: при температуре в помещении +10 о С, заточки резца для наружного радиуса хватает на ~1000 и больше деталей, при температуре +25+27 о С хватает на ~100 и меньше, при «удачной заточке».
Для охлаждения и смазывания применяется СОЖ Автокат 78, в пропорции 1 стакан(200 граммовый) на 10 литров воды. Данная пропорция СОЖ даёт некоторое «ржавление» станка, но увеличение пропорции СОЖ приводит к ухудшению резания резины, резец начинает скользить по детали.
Опытным путём нами было установлено, что подача СОЖ на режущую кромку инструмента ведёт к ухудшению чистоты поверхности детали и уменьшению количества обработанных деталей с одной заточки резца. Поэтому подачу СОЖ мы осуществляем на обрабатываемую поверхность детали так, как видно на видео роликах.
Влияние оборотов шпинделя станка и скорости подачи на качество обработки деталей из фторкаучуковой резины.
Опытным путём нами было установлено, что увеличение оборотов шпинделя и скорости подачи выше некоторой величины приводит к вырыванию с поверхности обрабатываемой детали небольших кусков резины.
Наше предположение образования этого процесса сводится к следующему (смотрим рисунок):
В 2012 году для обработки резины мы начали использовать шлифовку, на сегодняшний день методом шлифовки выполняются 2 операции.
Шлифовка фаски фторкаучукового кольца в оправке на Ф 115,6мм. (ссылка на видео), точность не принципиальна, ориентируемся по маркерным линиям на лимбе.
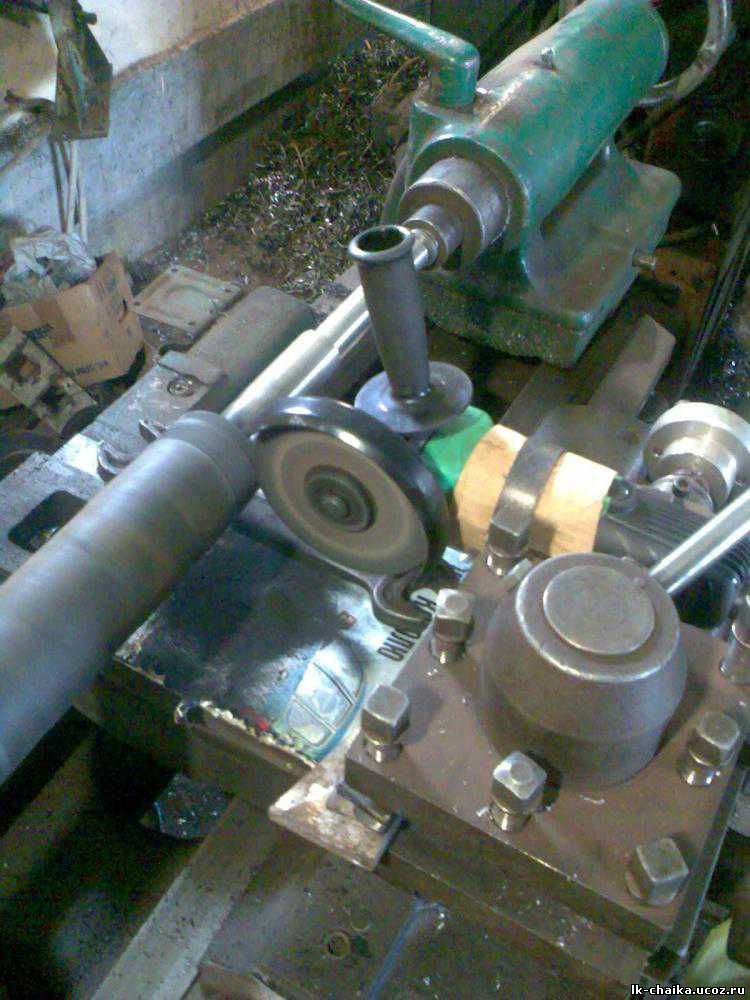
И шлифовка на оправке наружного диаметра фторкаучукового кольца на ф 70 мм. Точность 0,1 мм.(ссылка на видео с белы м кругом )
Этот вид обработки только осваиваем, поэтому приспособили что было в наличии, а именно: 3-х фазный двигатель мощностью 150 Ватт, 1380об/минуту, круг серый, средней зернистости нар. ф 100мм.
О бновлен ие январь 2013г: Установлен белы й крупнозе рнистый круг ф100х8, посадка ф20мм. (ссылка на видео с белым кругом)
Некоторое время назад прочитали форум про обработку резины, приводим некоторые интересные на наш взгляд материалы. Цитаты с форума:
Цитата от"shin" Здравствуйте, технология резки резины отлично отработана у компании Economos - Австрия. Можно посмотреть на их сайте. Мы комплектуем это оборудование высокопозитивными шлифованными пластинами для обработки неметаллов.
Всего применяется в производстве около 70 видов резцов и пластин. Применяются как стандартные сменные твердосплавные пластины (по ISO) геометрии VCGT. DCGT. так же много отшлифованных в зависимости от вида обработки.
Цитата от "shin": Вот такие образцы: державка стандартная по ISO и пластины к ней, это круглого сечения, для внутренней обработки, есть и с квадратным сечением варианты.
| Сменные твердосплавные пластины (по ISO). | Державка круглого сечения, ISO. | Пластины к державке. | |
 |  |  |  |
М ой резец для обточки внешнего диаметра резины из бывшего канавочного быстрореза.
Ему лет 30, однако он редко сейчас применяется. Когда-то, в МГТУ, часто приходилось обрабатывать детальки из вакуумных шлангов.
Сегодня купил какую-то автомобильную резинку как материал, в надежде что она масло бензостойкая. Но это неважно. Надо было проточить. За несколько лет болтанки среди других резцов, кромка, конечно не улучшилась. Подправил и проточил, как в былые времена. (ссылка на видео ютуб) (ссылка на скачивание)
| Вид режущей кромки: | Вид от детали: | Вид от отходов: |
 |  |  |
Цитата от "ingener40": При продольном точении резины не надо стараться снимать с нее стружку как при классическом точении. Процесс должен выглядеть как обработка канавки в торце детали.Т.е Г- образный резец заточенный с минимальными передним и задним углами подводится к торцу обрабатываемой детали таким образом, чтобы вершина резца находилась в радиусе будущего размера и включается продольная подача. Резец при резании не снимает стружку а врезается как - бы прорезая внутри канавку. При этом образуется что-то наподобие чулка который либо скатывается в бублик по мере движения резца, либо периодически рвется и отлетает ( осторожно - любит летать токарю в дюндель ). При подрезке торца резец прямой в виде сапожного ножа и работать нужно как отрезным резцом отрезая блины. Проблема в том, что трудно поймать размер ( если припуск меньше миллиметра -уже не проточишь, только дошлифовывать) приходится под каждую резину подстраиваться опытным путем.
Цитата от "brizovec": Есть у нас в Сталинграде филиал фирмы SKF, Занимаюсь ремонтом гидроусилителей и заказываю у них манжеты и всякую мелочь Они все точат на специальном станке. просил показать, не разрешили. но процесс примерно понял. У них специальные заготовки для различных изделий и из разного материала, (в том числе и резина) материал изделия залит в жесткий полимер за который заготовка зажимается, Есть заготовки в форме кольца и просто залитый в пластик материал сальника или еще чего,станок с ЧПУ по программе точит то заказывает заказчик. вот несколько фоток Все выточено .
(ссылка на форум, на цитату с фотографиями)
. А так хочется посмотреть на процесс и инструмент применяемый при обработке.Искал в интернете , не нашел, мож кто ссылочку подскажет!? буду признателен.
Цитата от "brizovec": Поролон точил пропитывая водой и замораживая, возможно и вам это поможет! только в азоте, но как это повлияет на материал??(заморозка).
Цитата от "ingener40": Приходилось фрезеровать пазы в 50 мм листе резины дисковой фрезой 160Х8 мм, глубиной 10 мм. Фрезу перетачивал практически как под дерево ( т.е. углы минимальные) режущую кромку доводил на алмазе (и по передней и по задней поверхности) снимал все за один проход всухую . Обороты - 750 ( пробовал больше - горит), подача 35 мм/мин.
На мой взгляд концевой фрезой не получится - у нее направление силы резания идет по касательной к винтовой канавке и она просто не сможет врезаться (резина -слишком мягкий для нее материал).
Я бы пробовал цилиндрической прямозубой диаметром 50-60 мм и шириной 30-40) опять же очень острой но с родными углами, т.к. в вашем случае малые углы дадут вибрацию инструмента. Обороты фрезы думается можно до 1000.Вращение фрезы навстречу вращению ролика и припуск не более 1 мм, потому как подача при таком диаметре будет не слабая ( при 1 об/мин - 1310 мм/мин)
Вопрос только как собрать фрезерное приспособление с достаточной жесткостью? А если попробовать на больших оборотах работать малой фрезой?
Цитата от "ingener40": Боюсь гореть будет. Если уж говорить о высоких оборотах, то я думаю здесь больше шлифование рулит. Возможно даже гриндер как нибудь приспособить,ленту с зерном 60. 80, тогда и жесткость приспособы большая не нужна - сила резания мизерная. Пылить правда будет не слабо, но как говорится лес рубят - щепки летят
Цитата от "codename1182": Вчера пробовал фрезеровать кусок грузовой покрышки ручным фрезером, фрезы брал 2,3,4,5 первые Ф10мм, обороты 5-20 тысяч, горит , прыгает, чистоты нет, перехожу к варианту шлифовки, какую скорость резания и какой абразив?
Цитата от "ingener40": Боюсь придется опытным путем. Шибко разные резины бывают по составу.
По моему опыту зерно максимально крупное и острое,(если лента то лучше 3М), а скорость максимальная не допускающая горения резины. В любом случае запасайтесь терпением, процесс не быстрый, а количество и размеры колес впечатляют.
Цитата от "Сергей Викторович": Вставлю свои 5 копеек.
 | Никогда раньше резину не обрабатывал. Но тут соседи поставили на капремонт линию по производству авто стекла. Навезли гору работы - шкивы, наплавка-проточка валов и всё такое. В том числе привезли один обрезиненный вал на пробу. Нужно выровнять и проточить в размер. Построил вот такую приспособу: Болгарка, отрезной диск по стали 2.5мм толщиной. Съём 2мм. Обороты станка 250 об/мин. Болгарка без регулятора - 10000 об/мин. Ток в цепи болгарки 1.3А на выравнивании и 1.6А на проточке. Примерно 300 Вт по мощности. Пыль и гарь присутствуют, но не смертельно. Пока окна-двери открыли, а дальше планируем пылесос на улице. |
Цитата от "ingener40": Точно! И круг не отрезной, а зачистной ("Kronenflex" например 6 мм, там зерно острое и связка помягче).
Хотя, ИМХО, она и резцом неплохо точится без шума и пыли, и стружка такая красивая идет в виде бесконечной ленты, так и хочется куда нибудь ее применить.
Цитата от "Сергей Викторович": Да нет - резцами пробовали. Рыхлая она какя-то. Обороты не разгонишь особо (вал длинный, РМЦ-1500, а ЗБ больше чем на половину висит и центр там невращающийся пришлось поставить). Поэтому только болгарка и выручила. Углы я пробовал менять - разницы нет. Обороты болгарки большие и она по-всякому успевает обработать.
Цитата от "ingener40": Да, попадалась и мне такая (рыхлая), только я ее и абразивом толком не смог обработать - горит на любых режимах.
Цитата от "вакуумщик": для точения резины а точим мы вакуумную марки7880 используем специальные резцы подобные ножу с полукруглой поверхностью с одной стороны сож-вода вакуум держит шлифовку делам изредка для клапанов обороты шлиф приспособления около 70 тыс фрезеровать нужды не было бы пресс формование заготовок
Цитата от "Сергей Викторович": Вопрос косвенно по теме. При пилении резины болгаркой выделяется 1. Дым, 2. Копоть, 3. Мелкая пылевидная крошка. Станина застелена полиэтиленом, крошка собирается там нормально. Дым стоит в помещении долго, от него першит в горле, сквозняк почти решает проблему, но вонь стоит и в других помещениях. С копотью хуже всего. Всё вокруг станка чёрное, одежда и в носу - тоже.
Планируем поставить пылесос с промежуточным циклоном и выхлопом в трубу от печки. Правильное решение? Или купить пром пылесос и не мучатся?
Цитата от "Сергей Викторович": Результаты обработки обрезиненного вала:
Исходный диаметр 70-73мм, 2 прохода черновых по 2мм и чистовой 1мм. Диск на болгарке отрезной по стали Ф125 х 2.5. Обороты болгарки на максимуме, обороты станка - 200 об/мин. Длина обработки 1400мм.
Размер конечный 65.7 - 65.75мм по всей длине вала (клиенты просили от 65 до 66мм, но чтобы все одинаковые, поэтому оставил "запас" на ещё один проход). Чистота поверхности заказчиков устроила. Это всё при том, что диск был даже чуть выщербленным. За размер диска тоже переживал, но когда померял размеры вала, то понял, что всё в порядке. Диск геометрию не потерял.
Цитата от "Сергей Викторович": По ходу проверил идею с пылесосом. Старая советская "ракета" + 2 шланга на вход и на выход. Из зоны обработки отводилась только копоть и легко летучие фракции. Крупные оседали на станине станка. После 40 минут обработки мешок заполнился на 20%, двигатель нагрелся терпимо. Отвод газов сделал в дымоход от печи высотой 7м.

Дмитрий, как дрочить по Суртерски 7 часов мастурбации , руки реально устали.





а без токарного станочка никак (с)





Сделать вовсе не наука
Хренпоймикакую штуку
А потом у всех спросить
Где её бы применить?
Кто-нибудь да поведётся,
(Автор этого дождётся),
Посоветует заткнуть
Этой штукой. что нибудь!



Чтобы сделать круглое резиновое изделие нормальный токарь изготовит ФОРМУ, на том же токарном станке, в которую уже поместит сырую резину и вулканизирует её там. А тут какое-то странное изобретательство.
Впрочем я помню, что на том же канале Сергею Санычу прислали сырой резины подписчики и этот метод он тоже демонстрировал.
Читайте также: