Как в старину сваривали металл
Обновлено: 07.07.2024
Представьте себе мир без сварки. Уже строятся металлические корабли, котлы, цистерны. Да много чего металлического. А сварки не существует. Как скрепляли друг с другом металлические листы? Склёпывали. А теперь представьте, какой это был геморрой (или головная боль - кому что ближе).
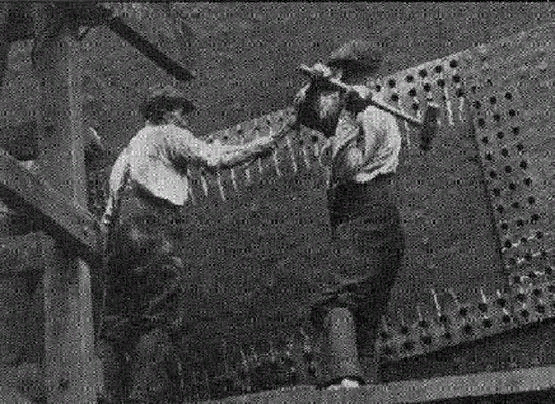
Сначала нужно насверлить или пробить отверстия в листах металла (для этого и пробойник специальный изобрели). Причём так, чтобы они микрон в микрон совпадали друг с другом. Ведь заклёпка должна полностью заполнить отверстие. Уже задачка, да? Эта задача решалась тоже весьма хлопотным путём - сначала пробивались отверстия мЕньшего, чем необходимо, диаметра, потом листы стягивались болтами и отверстия рассверливались до нужного диаметра. Каждое.
Потом в эти отверстия нужно забить заклёпки. Сначала специальный человек в специальной жаровне греет их до нужной температуры (нельзя ни перегреть, ни недогреть). Потом заклёпку быстро-быстро пока не остыла толкают в отверстие и расклёпывают. КАЖДУЮ! Дорого, долго, трудно. Примерно так.
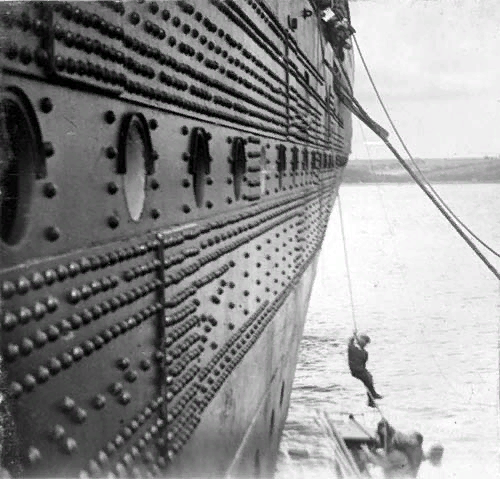
Таким образом склепали, например, Титаник. Больше трёх миллионов заклёпок потратили. Как вам цифирка? Вот так его строили.
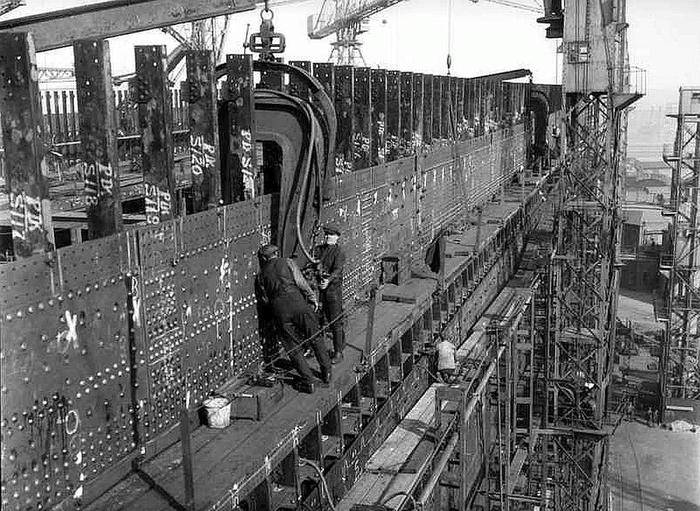
И вот, что получилось.
А теперь о сварке.
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов, которую запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой[2].
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Представляете, насколько масштабную революцию в промышленности совершили эти люди?
Несмотря на пару экзотических фамилий, все они - российские инженеры. Чёрт возьми, мне приятно было узнать об этом!
И применили электросварку впервые в мире тоже в России на Куваевской мануфактуре. Вообще-то, это предприятие гнало текстиль. Но в 1886 году здесь при изготовлении варочных кубов из листового железа впервые в промышленных целях была применена электросварка, изобретённая Н. Н. Бенардосом.
Разумеется, электросварка не сразу решила все проблемы. Например, еще во время Второй Мировой танковые корпуса и башни отливали или клепали. Вот, пожалуйста, американский танк М3.

И, чтобы закруглить тему - о газовой сварке.
Предок газосварочного аппарата - горелка Бунзена. Она была впервые описана в публикациях Роберта Бунзена в соавторстве с английским химиком Генри Роскоу[en] в 1857 году. В своей автобиографии Роскоу утверждает, что горелка была основана на прототипе, использовавшемся в Королевском химическом колледже[en] и привезённом им из Англии в Германию[1].
Однако, эта штука давала низкотемпературное пламя и её маленьким огоньком пользовались ювелиры, медики, химики и т.д. Промышленной ценности она не имела. И только через полвека придумали, как из маленького факела раздуть яростное пламя газосварки, способной резать и сваривать железо и сталь.
Первую ацетилено-кислородную сварочную горелку сконструировали французские инженеры Эдмон Фуше и Шарль Пикар, которые получили на нее патент Германии в 1903 году. Предложенные ими конструкции газосварочных горелок принципиально почти не изменились до настоящего времени.
Промышленные предприятия начали применение ацетилено-кислородной сварки с 1906 года, когда появились достаточно надежные конструкции ацетиленовых генераторов.
Ну чё, тоже молодцы ребята! Но наши были первыми. )))
Однако, и заклёпки ныне не забыты. Но это уже другая история, связанная с особенностями условий использования клёпанных изделий. Тем не менее, в большинстве случаев сварка успешно заменила клёпку, существенно облегчила и удешевила процесс изготовления многих и многих металлических изделий.
Материал взят, в основном, из Википедии. Ну и ещё кой-где по мелочам.
Заклепочное соединение в сравнение со сваркой - высокоресурсное и живучее соединение.
Ресурс на сварке тоже можно получить. Используя, например, только определенные соединения - избегать Т-образных и особенно Г-образных швов, заменяя их на соединения в нахлест. Корпуса строительной техники так любят варить. Поглядите - увидите.
Заклепочный шов сам по себе более живуч. При ослаблении шва заклепки начинают крутиться в отверстии, от этого на обшивке самолета появляется алюминиевая грязь, и ее хорошо видно. Потом начинают лопаться перемычки, одна, вторая, и это тоже видно. Можно заклепки подтянуть, можно заменить, можно заменить и одновременно приклепать усиливающую накладку.
Главное: одна трещина в сварном шве - это почти всегда почти полная потеря несущей способности, а одна трещина в заклепочном шве - ничто, досадная мелочь и время на принятие решения.
А как делали корпус водонепроницаемым в месте стыка пластин при сборе на клепках? Это корабль и там давление забортной воды.
В свое время мне довелось поработать несколько недель клепальщиком и сварщиком на одной из Королевских верфей, там я и научился кое-чему, чего, думаю, не найти в учебниках. Хотя вогнать пятисантиметровую заклепку в броневую плиту палубы корабля пневматическим молотком - тяжелая и шумная работа, это на удивление интересно, и большинство видов клепки, на мой взгляд, в некотором смысле столь же привлекательно, как и игра в гольф, с той лишь разницей, что клепка более полезна. Элементы спорта содержались, кроме того, и в контроле качества заклепок. В то время нам платили по числу поставленных заклепок, однако за каждую забракованную контролером заклепку, которую нужно было высверлить и заменить новой, вычитали в пятикратном размере.
Конечно, нельзя сказать, что клепальщики работали в раю, но что касается сварки, то она определенно была похожа на ад. Сварка может быть достаточно любопытным занятием в течение часа или двух (осмелюсь предположить, что на такие сроки любопытным может быть и ад), но по прошествии этого времени следить за шипящей и мерцающей дугой и струйкой стекающего расплавленного металла становится невыносимо скучно, и скуку не особенно развеивают искры и капельки металла, вдруг оказавшиеся у вас за шиворотом или в башмаках. Уже через несколько дней проклинаешь эту работу, и чувство скуки утверждается настолько прочно, что становится очень трудным сосредоточиться и сделать удовлетворительный шов.
Автор, ответь, знаешь ли ты, что такое микрон? И какими приборами измеряли такую точность во времена Титаника?
Кузнечная (горновая) сварка.

Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100-1300° С, Всяком случае выше точки превращения alpha-gamma.
Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас3 обычное alpha-железо переходит в gamma-железо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный нагрев.
Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла.
При нагревании стали образуется железная окалина, состав которой колеблется между окислами FeO и Fe3O4, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют основной характер, поэтому для их офлюсования или ошлакования, т.е. перевода в легкоплавкие соединения, жидкие при температуре сварки, следует применять окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки. Флюсами при горновой сварке могут; служить: бура Na2B4O7, борная кислота В(ОН)3, поваренная соль NaCl, мелкий речной или кварцевый песок, бой оконного стекла, а также их смеси.
После нагрева и офлюсования места сварки выполняют операцию осадки. Осадка вызывает значительную деформацию металла, течение его вдоль поверхностей соединения, способствующее перемешиванию и взаимной диффузии частиц металла соединяемых частей. Величина необходимого удельного давления при осадке зависит от свойств свариваемого металла и температуры нагрева. Чем выше нагрев, тем меньшее требуется давление осадки. Осадка может производиться ручной или механической проковкой места — прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.
При горновой сварке всегда довольно велика вероятность оставления окислов, окалины и других загрязнений на поверхностях металла, подлежащих сварке. Нагрев до пластического состояния не обеспечивает удаления загрязнений в процессе осадки, в особенности при значительных размерах сечений сварки. Поэтому для повышения надежности горновой сварки стремятся увеличить поверхность соприкосновения соединяемых частей, с этой целью поверхность перед сваркой соответственным образом подготавливают и разделывают.

Если осадка производится, например, проковкой таким образом, что она уменьшает сечение металла места сварки, то прибегают к предварительной высадке соединяемых частей. Несмотря на относительную простоту процесса и отсутствие расхода дефицитных материалов, горновая сварка в настоящее время мало используется, отходя на второй план, уступая место современным, более совершенным и производительным способам сварки.
Существенными недостатками горновой сварки являются: медленность нагрева металла и, следовательно, низкая производительность процесса; сложность процесса осадки, требующего значительной квалификации рабочих; недостаточная надежность получаемого сварного соединения. К этому присоединяется возможность значительного роста зерна, перегрева и пережога металла ввиду продолжительности процесса нагрева. Малая производительность делает горновую сварку дорогой, а прочность сварного соединения получается пониженной и колеблющейся в широких пределах. Эти причины и объясняют постепенное вытеснение горновой сварки в современном производстве.
Разновидностью горновой сварки являются способы, при которых изделие для нагрева не помещается в специальную печь, а место сварки нагревается специальными сварочными горелками. Методом подобного рода является газопрессовая сварка. Место сварки возможно нагревать более дешевыми промышленными газами, сжигаемыми в смеси с воздухом в специальных горелках. За горелками следует осадочное устройство в форме молотов, производящих проковку шва, прокатных вальцов, сварочных роликов, катящихся по шву, производящих осадку и осуществляющих таким образом сварку деталей, чаще всего стальных листов.
Имеются отрасли производства, где горновая сварка и сейчас сохраняет ведущее положение, например производство сварных газовых труб, преимущественно небольших диаметров, не свыше 100 мм. Полосы стали нагревают в печах, затем нагретая полоса со свертышем на конце протаскивается через волочильную оправку со скоростью несколько десятков метров в минуту, происходит свертывание полосы в трубу и заварка продольного шва. Производство таких труб имеет массовый характер, и они выпускаются тысячами километров для газовых, водопроводных сетей и пр.
Сохранила горновая сварка значение в производстве различного составного инструмента из поделочной и инструментальной углеродистой стали (топоры, ломы, кирки и т. п.)
Сварка в древности
Из недр каменного века берут начало многие достижения человечества, в том числе и в области сварочной технологии.
Еще в глубокой древности при помощи каменного орудия из самородков золота, серебра, меди можно было обковывать пластинки, острые лезвия, скребки и т.п., которые для увеличения их размеров соединяли между собой. Нанося удары по сложенным вместе кускам металла, удавалось добиться их соединения. А это был уже один из видов сварки - сварка в холодном состоянии путем приложения деформирующих усилий. Способ холодной сварки совершенствуется до сих пор и находит эффективное применение в наше время.
За несколько тысячелетий до нашей эры некоторые племена научились добывать из руды медь. Но техникой литья они еще не овладели и, чтобы изготовить крупное изделие из меди, им приходилось прибегать к сварке отдельных подогретых кусков металла. Подогрев металла до пластического состояния облегчал схватывание, а процесс соединения напоминал ковку. Поэтому он и называется кузнечной сваркой.
Появление нового материала - бронзы заставило древних умельцев приняться за разработку новых методов сварки. Дело в том, что бронза имела более высокую прочность, твердость, сопротивление истиранию по сравнению с медью. Однако ее пластичность была значительно ниже пластичности меди. Поэтому сварка бронзы методом пластической деформации, даже с подогревом, не обеспечивала образования соединения. Вероятно, древние мастера не раз наблюдали, как перегретые капельки расплавленной бронзы, попадая на бронзовые пластины, иногда прочно "схватывались" с ними. Вот этим свойством - схватываться, привариваться - и воспользовался безвестный изобретатель литейной сварки, сущность которой заключалась в том, что зазор между соединяемыми заготовками заполнялся расплавленным металлом и деформирование сварного соединения происходило в твердожидком состоянии. Этим способом, вероятно, были изготовлены бронзовые сосуды высотой 310 мм с толщиной стенок всего 0,5…0,7 мм в Древней Греции.
В III…II тысячелетиях до н. э. в различных районах земного шара начали получать железо. При этом в некоторых случаях масса изделий намного превышала то количество металла, которое можно было получить за одну плавку по существовавшей тогда технологии. Наиболее ярким примером является знаменитый памятник в Индии - колонна, выполненная из весьма чистого железа (99,97% Fe).

По народному поверью, будет счастлив каждый, кто, прислонившись к этому столбу, охватит его руками.
Колонна весит около 6,5 тонн, имеет высоту 7,3 м при диаметрах у основания 416 мм, а у верха - 295 мм и относится она к 415 г. н. э. А ведь вплоть до начала XIX века не было известно способов получения температур, достаточных для расплавления железа и литья изделий из него. Горение обыкновенной древесины создает температуру 1000…1100 0С, достаточную для плавления меди и ее сплавов. Но чтобы выплавить чистое железо, нужна температура порядка 1550 0С. Нет печей и неизвестны методы создания такой температуры, причем понадобятся тысячелетия, прежде чем появятся технические возможности достижения ее.
Одной из гипотез, объясняющей создание этой колонны, является применение кричного метода получения железа с последующей ковкой заготовок (кузнечной сваркой криц) в нагретом состоянии. Сначала в горнах при температурах порядка 1000ºС восстановлением железной руды древесным углем получали крицу, имеющую вид губчатой массы и состоящую из зерен чистого железа и шлака. А затем крицу неоднократно проковывали в нагретом состоянии. При этом отдельные частицы железа соединялись - сваривались, образуя плотный металл. Такое железо называли сварочным. Для того, чтобы увеличить массу металла, отдельные заготовки разогревали до белого каления, складывали вместе и проковывали. Без кузнечной сварки железный век начаться не мог.
Высокого мастерства достигли кузнецы-сварщики в изготовлении орудий труда и оружия. Множество железных мечей хранится в различных музеях мира. Удивительны по своей конструкции мечи I-II вв., найденные на местах бывших римских крепостей, поднятые с затонувших кораблей. Клинки мечей неоднородны по толщине и представляют собой чередующиеся в определенной последовательности слои твердой стали и мягкого железа. Такие мечи обладали высокой прочностью и к тому же были самозатачивающимися.
Современными методами металлографии установлено, что один из клинков имел одиннадцать слоев. Такая работа требовала овладения всеми премудростями кузнечной сварки, огромного опыта, интуиции (о науке говорить было еще рано). Многослойные тонкие клинки с дифференцированными свойствами можно считать вершиной кузнечной сварки.
В античные времена высокого экономического и общественного развития достигла Эллада. Кузнечное ремесло было в таком почете, что, согласно греческой мифологии, им не погнушался заниматься один из олимпийских богов - Гефест, покровитель искусств и ремесел.
В железном веке использовалась и такая технология получения неразъемных соединений, как пайка.
Рано или поздно древние ювелиры должны были обнаружить, что для соединения металлов и сплавов методом заливки можно применять такие сплавы, которые плавятся при меньшей температуре, чем основной соединяемый металл. Так, стоило только в золото добавить медь или серебро, как образовывался сплав с меньшей, чем у исходных компонентов, температурой плавления. Спустя тысячи лет металловеды исследуют влияние составов сплавов на температуру их плавления, начертят диаграммы состояния всевозможных комбинаций металлов и, в частности, установят, что сплав 20% золота и 80% меди плавится при температуре 886 0С (тогда как температура плавления технически чистого золота 1064 0С, а меди - 1083 0С), сплав 70% серебра с 30% меди плавится при 780 0С (температура плавления чистого серебра 961 0С). Это свойство сплавов и было использовано для пайки.
Еще в египетских пирамидах археологи неоднократно находили предметы из золота и серебра, спаянные оловом. А в Помпее, погибшей при извержении Везувия, были обнаружены свинцовые водопроводные трубы, спаянные продольным швом.
Многие золотые украшения и предметы быта, найденные в скифских курганах, сделаны с помощью пайки. Своей поразительной красотой шедевры древнего искусства обязаны не только таланту художников, но и мастерству умельцев, осуществлявших пайку, на многих изделиях даже невозможно заметить шов.
Кузнецы аланских племен, владевшие технологией кузнечной сварки стали и железа, в YIII…X вв. использовали для пайки деталей из бронзы, серебра и золота легкоплавкие свинцово-оловянистые припои.
Значительного успеха искусство металлообработки достигло в Киевской Руси в IX…XII вв. Уровень производства и обработки был достаточно высоким, чтобы изготавливать прекрасные ювелирные украшения (рис.2.3), вооружение и многочисленные орудия труда. Эти изделия отличались высоким качеством и чистотой сварных швов в местах соединений. Для изготовления мечей, наконечников копий применяли сталь и железо различных сортов. Часто из прочной стали делали только режущую кромку и наваривали на нее кузнечным способом сталь помягче. Кузнецы даже клеймили свои изделия, наваривая на металл буквы и знаки.
 | 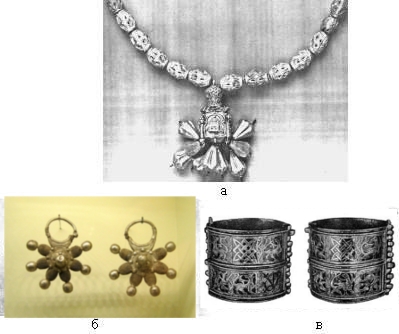 |
| Рис.2. Золотая бляха из Сибирской коллекции Петра I | Рис.3. Ювелирные украшения: а - ожерелье; б - колты; в - браслет. XII век, пайка |
Развитие производительных сил, подъем экономики на Руси, освободительная борьба русского народа против монголо-татарского ига подняли на новую ступень кузнечно-сварочное дело. В 1382 году против орды хана Тохтамыша использовали ковано-сварные пушки, при изготовлении которых железную крицу расковывали в лист, а затем его скручивали на железной оправке в трубу. Взаимно перекрывавшиеся кромки листа сваривали внахлестку продольным швом. Затем на эту трубу наворачивали еще один или два листа, следя за тем, чтобы сварные швы не совпадали. Получалась часть ствола. Несколько таких многослойных частей заготовок соединяли между собой. При этом сопрягаемые концы заготовок предварительно отковывали в виде внутреннего или наружного конуса, что позволяло их затем соединить внахлестку кузнечной сваркой.
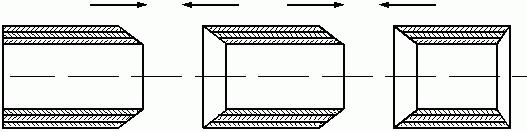
Рис. 4. Схема элементов ствола пушки, получаемого кузнечной сваркой
В романе "Петр Первый" выдающимся писателем и знатоком русской истории А.Н. Толстым достаточно точно и ярко описан процесс приварки лапы к шестисоткилограммовому якорю.
Для того, чтобы изготовить крупное изделие (вал, длинную полосу), требовалась крупная заготовка. Такие заготовки получали из пакета мелких листов. Пакет, скрепленный оболочкой, нагревали в печи и проковывали-сваривали, придавая форму бруса. При необходимости несколько таких брусков, в свою очередь, сваривали между собой.
В XIX в. в России расширялось применение электрического привода на промышленных предприятиях, наблюдался подъем транспортного строительства, промышленность владела передовой технологией производства паровозов, вагонов, пароходов, резко увеличился выпуск паровых котлов и паровых машин и т. п. В этот период кузнечная сварка достигла своей вершины. Кувалде молотобойца приходит на смену молот. Крупные детали обжимают гидравлическими прессами. Улучшились конструкции печей для нагрева свариваемых заготовок. Однако во многих отраслях такая сварка сдерживала производство. Она была трудоемка, малопроизводительна, требовала создания громоздких печей и молотов, но главное - качество сварных швов было нестабильным и не удовлетворяло требованиям развивающейся техники: при большом числе свариваемых заготовок имели место дефекты - непровары, приводившие к расслоению металла и разрушению нагруженных деталей во время работы. Это было обусловлено тем, что основными технологическими параметрами процесса сварки являлись температура свариваемого металла и величина его деформации в зоне сварки (обусловленная ударами молота), которые трудно было выдерживать в требуемом достаточно узком диапазоне.
Широко применяемая в настоящее время сварка плавлением, когда происходит локальное расплавление свариваемых поверхностей, образование общей сварочной ванны с последующей кристаллизацией, требовала мощного источника тепла, способного локально расплавить металл. А такого источника тепла в то время не было.
"СВАРКА - ВВЕДЕНИЕ В СПЕЦИАЛЬНОСТЬ" - В.В. Пешков, А.Б. Коломенский, В.А. Фролов, В.А. Казаков, под редакцией д-ра техн. наук В.А. Фролов Воронеж 2002
Кузнечная сварка и сварка ковкой
Кузнечная сварка металла — один из старейших способов получения неразъемного соединения. При этом, с помощью такого примитивного метода можно соединять самые разнообразные металлы, в том числе нержавейку. Но учитывайте, что сварной шов получается недостаточно прочным, и эта работа считается очень трудоемкой. Однако, есть у кузнечной сварки и свои преимущества.

В этой статье мы кратко расскажем, в чем суть кузнечной сварки и какие особенности нужно учесть, чтобы соблюдать технологию.
Общая информация
Кузнечная сварка (она же сварка ковкой) — метод соединения металлов, суть которого заключается в формирование сварного шва с применением кузнечных инструментов. Металл доводят до пластичного состояния и бьют по нему кузнечным ударным инструментом. До изобретения РДС такой способ сварки применялся повсеместно. Но сейчас кузнечная сварка применяется только для соединения деталей из низкоуглеродистой стали.

Чтобы получить качественный шов нужно тщательно очистить металл. Загрязнения и коррозия не должны препятствовать формированию шва во время ковки. Но нужно понимать, что кузнечная сварка — это трудоемкая и малопроизводительная работа. К тому же, шов получается не таким уж прочным, как хотелось. По этой причине сварка ковкой не применяется на производствах, а остается уделом частных мастерских. Тем не менее, с помощью такой незамысловатой технологии можно своими руками выполнить несложный ремонт в полевых условиях.
Технология
Технология кузнечной сварки проста, но в то же время очень трудоемкая. Она требует от кузнеца железного терпения, поскольку на выполнение одного этапа уходит много времени и физических сил. Но если вы все сделаете правильно, то в конечном итоге получите отличный результат. Далее мы расскажем вам все о технологии сварки ковкой.
Нагрев
Все начинается с предварительного нагрева деталей. Нагрев осуществляется в специальных печах или горнах. Важно, чтобы пламя не имело окислительных свойств и в очаге не должно быть лишнего топлива или жидкости для розжига. В качестве топлива рекомендуем использовать древесный уголь. Он хорошо зарекомендовал себя, поскольку не содержит в своем составе серу. А избыток серы приводит к ухудшению качества готового шва.
Также применяется каменный уголь, но в нем может присутствовать до 1% серы. Следите, чтобы фракции угля были более-менее одного размера. Сам уголь должен быть просеянным и некрупным.
Сначала в печь загружается уголь. Он должен хорошо прогореть, чтобы небольшой процент серы испарился. Затем нужно нагреть концы деталей, которые затем будут стыковаться. Средняя температура нагрева — от 1300 до 1400 градусов по Цельсию. Если сталь низкоуглеродистая, то при воздействии такой температуры она приобретет белый цвет. Если у металла, из которого сделана деталь, высокое содержание углерода, то не стоит превышать температуру нагрева более 1200 градусов. Металл должен сменить цвет на белый с желтым.

Такие высокие температуры используются только для нагрева, во время ковки температура понижается. Поэтому учитывайте, что при есть вероятность перегрева металла и образования окалины. Чтобы этого избежать можно использовать флюс для кузнечной сварки. Флюс наносят прямо на деталь, но не предварительно, а прямо во время нагрева. Можно купить специальный флюс в магазине, а можно использовать вымытый и просеянный речной песок.
Не нужно насыпать толстый слой флюса, иначе металл просто не прогреется и образуется много шлака. Посыпайте флюс тонким слоем. Можете смешать речной песок с бурой, тогда примесей при ковке будет меньше. Но не стоит применять буру, если у вас качественный очищенный уголь. Это не принесет должного результата. А вот если уголь плохой и способствует образованию шлака, то бура может помочь. Кстати, если буры у вас нет, то можете использовать обычную поваренную соль.
Есть еще одна хитрость касаемо флюсов. Если деталь небольшого размера, то флюс можно не использовать. Нагрейте заготовку, а затем быстрым движением переместите ее в песок. Сам песок нужно предварительно насыпать в металлический ящик, который следует поставить на горн. Песок немного нагреется и разность температур будет не такой большой.
Также учитывайте, что при использовании песка все равно будет образовываться шлак. Он будет стекать с детали вместе с песком, так что подсыпайте песок по мере необходимости. Обычно требует насыпать песок два-три раза за весь нагрев. В это время необязательно вынимать деталь из огня.
Еще можно смешать флюс с железными опилками, если в металле содержится много углерода. Также можно использовать ферромарганец. Такие смеси способствуют улучшению качества шва, поскольку поглощают избыток углерода.
Иногда бывают ситуации, когда требуется сварить две детали из разных сталей. Мы рекомендуем сначала прогревать ту деталь, у которой меньшее содержание углерода. А прогревать вторую деталь следует спустя небольшой промежуток времени.
Проковка
Теперь о ковке. Как только деталь хорошо прогрелась ее нужно достать из печи или горна, и поместить на наковальню. Тут же следует совершить несколько ударов по наковальне. Так вы собьете шлак. Далее нужно состыковать две нагретые заготовки и нанести несколько легких ударов с помощью кузнечного молота.
Удары должны быть частыми и ритмичными, а детали должны быть плотно прижаты друг к другу, чтобы избежать окисления металла. Затем нужно увеличить силу удара, сохраняя прежнюю скорость. Благодаря сильным ударам две заготовки окончательно соединяются между собой и начинают приобретать единую форму. Чтобы прочность была выше можно проковать не только концы двух деталей, но и прилегающие к ним участки. Саму проковку нужно делать от середины соединения к краям. Так шлак будет равномерно выходить из зоны сварки.

Некоторые мастера после проковки снова нагревают уже готовые детали. Затем снова выполняют проковку. С виду такое изделие выглядит более монолитным, но здесь главное не переусердствовать. Иначе многочисленные нагревы могут наоборот ухудшить качество шва. А вы должны помнить, что само соединение в кузнечной сварке не такое уж и прочное.
Отделка
Отделка — это обязательной этап любой художественной ковки. Но в кузнечной сварке отделка применяется нечасто. Если вам все же нужно сделать соединение эстетически привлекательным, то можете использовать предназначенный для этого кузнечный инструмент. Также можно использовать полировку, кварцевание или патинирование. Используйте щетки с металлическим ворсом, полировочные пасты, пасту ГОИ. Это, конечно, необязательный этап. Он выполняется при изготовлении художественных изделий, а не при ремонте.
Вместо заключения
Кузнечная сварка — почти забытый, но весьма интересный метод соединения металлов. Вам доступна кузнечная сварка нержавейки, а также кузнечная сварка изготовление ножей, что часто практикуется в частных мастерских. Не нужно думать, что раз такая технология потеряла свою актуальность на фоне более современных методов сварки. Наоборот, изделия, изготовленные с применением кузнечной сварки, приобретают особую значимость. Ведь они в прямом смысле изготовлены своими руками.
А вы сталкивались с кузнечной сваркой в своей практике? Может быть вы и есть профессиональный кузнец, которых теперь осталось так мало? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
История развития сварки. Ученые и их открытия в области сварки.

Предыстория сварки
Историю появления какой-либо современной технологии нельзя рассматривать в разрыве с общеизвестными историческими процессами, общепризнанными названиями исторических периодов. Любая технология первоначально имеет предпосылки возникновения, процесс развития сквозь призму истории, кульминационные, значимые имена ученых, итог в современности и перспективы дальнейшего развития.
Сварочный процесс, каким бы современным он не казался на первый взгляд, появился еще примерно VIII-VII в до н.э. Для создания все более совершенных орудий труда люди начали изменять форму металла, который существовал сам по себе в природе, а также пытаться соединять небольшие его кусочки. К таким металлам относились медь или золото. Делали это только с помощью камней и физической силы. Этот процесс являлся первой разновидностью холодной сварки.
Немного позднее, человек научился самостоятельно добывать другие виды металлов (медь, свинец, бронзу), а также с помощью термической обработки – подогрева отдельных элементов – изготавливать более крупные изделия. Литьё использовалось уже для изготовления практически совершенных изделий.

Эпоха железного века тем и характерна, что люди научились добывать железо. На линейке времени эта отметка появилась примерно три тысячи лет назад. Процесс добычи железа сейчас выглядит очень просто: из природных железных руд путем плавки отделяется железо. Но в древности это выглядело иначе, так как плавить никто не умел. Из железной руды получали некую смесь только с частицами железа. Кроме него эта смесь содержала примеси неметаллического содержания: уголь, шлаки и пр. Только спустя значительное количество времени, с помощью ковки нагретой смеси получалось отделить железо от всего остального. В результате получались железные заготовки, которые впоследствии кузнечной сварки превращались в потрясающие изделия: орудия труда и оружие.
Самые передовые технологии сварочного процесса вплоть до промышленной революции составляли только кузнечная сварка и пайка. Последняя широко применялась в области ювелирного производства.
Основополагающие открытия
Прорыв в технологии сварочного производства был совершен в период промышленного переворота или промышленной революции. Открытия в области электричества совершались на протяжении веков, что привело в итоге к следующему.
В 1802 году русский физик Василий Владимирович Петров открыл и, будучи физиком-экспериментатором, доказал возможность применять на практике электрическую дугу. Это открытие считается самым выдающимся успехом ученого. Оно является главным прототипом современных сварочных устройств. Все выводы своего открытия он изложил в книге «Известия о гальвани-вольтовых опытах», опубликованной в 1803 году. Однако, на момент самого открытия, им особо никто не заинтересовался.

В.В. Петров. Русский физик-экспериментатор, академик Петербургской академии наук, изобретатель электрической дуги
Сэр Гемфри Дэви в 1821 году проводил исследования с электрической дугой. Его ученик, Майкл Фарадей посвятил много времени изучению связи электричества и магнетизма. В 1830-х годах он открыл электромагнитную индукцию.
Немного позднее электрическая дуга уже начала служить во благо общества, когда появилась в бытовых лампах для освещения.
Только в 1881 году Николай Николаевич Бенардос, русский инженер и изобретатель, придумал непосредственно дуговую электросварку «Электрогефест». После нескольких лет совершенствования изобретения, в 1887 году, оно было запатентовано, а уже спустя несколько лет распространилось не только по всей России, но и по всему миру.

Почтовая марка с изображением Н.Н. Бенардоса в честь 100-летия изобретения электросварки
В 1885 году Бернадос открыл товарищество «Электрогефест», имевшее первую мастерскую по сварочным работам. Бенардос впервые получил патент на свое изобретение. На получения этого патента в России ученый потратил последние сбережения, европейские страны выдали патент с помощью привлеченных средств от купца Ольшевского.
После всемирного распространения способа электродуговой сварки и мирового признания Бенардос разработал электродуговую сварку с угольными и металлическими электродами. Он стал основоположником идеи электродугового сварочного процесса с металлическим электродом при переменном токе; сварки наклонным электродом; технизации сварочного процесса.
Таким образом, всех вышеуказанных ученых и изобретателей считают основоположниками сварки, теми, кто её изобрел.
Несмотря на такие ключевые открытия в области электросварки, XIV век не славится ее обширным и повсеместным использованием, так как электроэнергия была в дефиците. Применять все новые открытия было проблематично, но никто не собирался отказываться от их применения. Преобразование сварочного оборудования и сварочных аппаратов продолжалось.

Строительство нефтепровода «Баку-Батуми»
Дуговая электросварка в эти годы не была такой распространенной ввиду того, что ее источник питания требовал совершенствования (длина дуги была небольшая, она горела неустойчиво). Эту проблему в период с 1914 по 1917 гг. разрешали такие ученые как Строменгер, С. Джонс, Андрус и Стресау, каждый из которых осуществил свой вклад в создание покрытия для сварочного электрода, чтобы легче было поддерживать горение дуги.
Современность
Кратко изложим виды современного сварочного процесса.
Электрическая дуговая сварка.
На данный момент занимает лидирующую позицию среди прочих видов. Сегодня она самая распространенная, доступная и дешевая.
Электрошлаковая сварка.
Самый новейший процесс в области сварки крупногабаритных деталей, например, строительства судов, несущих конструкций, котлов, рельсов и пр. Основополагающий принцип этого вида сварки – электрический ток пропускается через шлак. Шлак образуется при расплавлении флюса, и он же является проводником электрического тока. Вследствие пропускания электрического тока через шлак выделяется теплота.
Существуют следующие виды электрошлаковой сварки:
Контактная и прессовая сварка.
Контактная сварка является наиболее старой. Основатель – Уильям Томпсон. Первоначально она была распространена в США, после чего стала использоваться и в России. Это сопровождалось увеличением объема научно-исследовательской деятельности в данной области в России: открывались заводы и комбинаты «Оргаметалл» (ЦНИИТМАШ), «Электрик», «Институт электросварки им. Е.О. Патона», МВТУ им. Баумана, ВНИИЭСО и других.
- Стыковую (соединение деталей по всей плоскости их касания путем нагрева); (детали соединяются в одной или в нескольких точках одновременно);
- Рельефную (элементы соединяются в одной/нескольких точках со специальными выступами-рельефами);
- Шовную (соединение элементов швом).
Прессовая сварка или сварка давлением представляет собой соединение металлов без их расплавления (твердые поверхности), только с деформацией применением силы. Этот вид сварки пришел к нам прямиком из древности с ее холодной сваркой.
Газовая сварка и резка.
Газовая сварка представляет собой процесс расплавления металла с помощью специальных горелок, в которых сжигаются горючие газы. Первая газовая горелка изобретена во Франции в конце 19 века. Работала на смеси кислорода и водорода.
При резке металла происходит путем «сгорания» металла в струе кислорода.
Лучевые виды сварки.
Современные исследования ученых в области оптики, квантовой механики позволяют выделить совершенно новейшие виды лучевой сварки, основанной на энергии ионных и фотонных лучей. Выделяются следующие виды лучевой сварки:
- Электронно-лучевая (источник теплоты — электронный луч; процесс сварки происходит в специальной установке: в вакуумных камерах);
- Лазерная (источник теплоты – лазерный луч). Данный вид отличителен следующими чертами: экологическая безопасность, отсутствие механической обработки, высокая скорость сварки, значительной стоимостью лазерных установок.
- (источник теплоты – струя из плазмы, то есть дуга, получаемая с помощью плазмотрона). Плазмотрон может быть прямого и косвенного действия.
Перспективы развития сварочного процесса
Перспективы развития сварочного производства вытекают из существующих на сегодняшний день минусов или проблем уже имеющихся и применяемых видов сварки. Над любым недостатком сегодня в поте лица работают опытнейшие ученые и разработчики оборудования, чтобы сделать человеческую жизнь и производство еще проще.
Первое, на что направлено совершенствование – создание сварочных аппаратов автоматическими в полной или неполной мере. В перспективе такой ход увеличит КПД сварочного процесса, увеличит коэффициент мощности.
Второе – возможность дистанционно управлять и регулировать процесс сварки крупногабаритных и сложных элементов единого сооружения (магистрали, объекты промышленности и пр.)
Третье – поиск способа удешевления лазерной сварки, как когда-то это было сделано с дуговой электросваркой.
Проблемой является также факт создания высококачественных и долговечных сварных конструкций, которые способны функционировать не только в привычных условиях, а также и в условиях резкого перепада температур, под водой и даже в космическом пространстве, что весьма актуально сегодня.
В настоящий момент происходит компьютеризация сварочного процесса в целом. Под компьютеризацией понимается внедрение возможностей компьютерных технологий в основные направления инженерной деятельности в области сварки: научные исследования, предварительное проектирование, управление и контроль технологических процессов.
Важно не упускать значимость информации в сварочном деле. Обладая необходимой информацией, в нужное время и в нужном месте, возможность совершить действительно важные открытия только повышается. Информация должна быть доступной, открытой и понятной. Для этого необходимы единые системы и базы данных с необходимой справочной, библиографической информацией для всех заинтересованных лиц.
Очевидно то, что сварка – уникальный процесс, не имеющий аналогов. Начало развития происходило еще до нашей эры, и этот процесс не прекращается до сих пор. Учитывая необходимость в этой уникальной технологии проводятся ряд научных исследований. С точностью можно утверждать, что процесс развития новых видов сварки не заставит себя ждать, так как технологии в наше время совершенствуются с невероятной скоростью.
Читайте также: