Как варить чтобы не прожигать металл
Обновлено: 17.05.2024

Варим тонкий металл так, чтобы не прожечь и не деформировать
Счастливые обладатели сварочных аппаратов часто сталкиваются с такой проблемой, как прожоги тонкого металла. Чаще всего при выполнении работ по дому приходится сваривать профильную трубу или тонкие листы стали, например для того, чтобы сделать мангал.
Как раз вот тут и возникают различные проблемы, но чаще всего это дыры в металле из-за неправильно подобранного сварочного тока и других ошибок. Также нередко металл деформирует, и выровнять его потом попросту невозможно.
Как варить тонкий металл, чтобы не повело? Что нужно понимать и какие ошибки чаще всего допускаются начинающими сварщиками? Читайте в данной статье.
Ошибки, которые допускаются при сварке тонких металлов
В первую очередь следует рассмотреть ряд грубых ошибок, которые допускаются теми, кто купил сварочный аппарат, так сказать «для себя» и не является сварщиком. Чаще всего прожоги допускаются из-за этих, самых распространённых ошибок.

Ошибки при сварке:
- Выбираются электроды больших диаметров. Это первая ошибка, из-за которой никак не получается заварить тонкую жестянку;
- Ошибки при подборе сварочного тока, тока больше чем нужно;
- Слишком медленное перемещение электрода при сваривании тонких металлов;
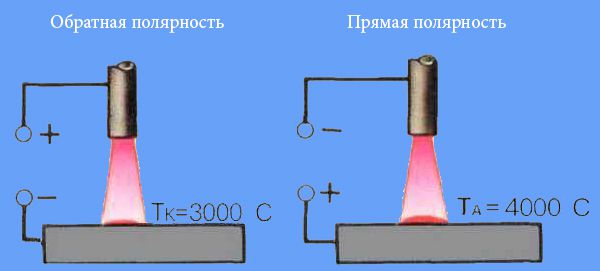
- Сварка на прямой полярности. Следует знать, что тонкий металл варят на обратной полярности. Температура нагревания металла, таким образом, существенно меньше, чем на прямой полярности;
- Подобраны «плохие» электроды.

Как видно, существует достаточно много ошибок, которые допускаются при сварке тонких металлов.
Какими электродами варить тонкий металл
Для сварки тонких металлов, профильной трубы и т. д., лучше всего использовать только подходящие по диаметру электроды. Многие допускают одну критическую ошибку и варят любой металл электродами 3 мм. Однако зачем создавать себе проблемы, когда в продаже существуют электроды и 2 мм, и даже меньше по диаметру.

Таким образом, для металла толщиной до 3 мм, целесообразно использовать электроды 1,6-2 мм диметром. Всё что больше можно варить электродами 3-4 мм. Кроме того, для сварки тонкого металла лучше всего воспользоваться электродами MP-3С, которые допускается использовать как с переменным, так и с постоянным током.
Подбираем правильно сварочный ток
В подборе сварочного тока и настройке аппарата для сварки нет ничего сложного. Определившись с нужным диаметром электродов, можно определить, какой правильный ток сварки нужен в том или ином случае.
Для сварки электродами 1,6-2 мм, нужен сварочный ток от 30 до 80 Ампер. Чтобы варить электродами 3-4 мм по диаметру, необходим сварочный ток от 80 до 150 Ампер.

При этом чтобы не прожигался металл, следует, как было сказано в начале статьи, варить на обратной полярности. Для этого к электроду подводится плюс, а к свариваемому металлу минус.
Ну а теперь что касается деформации металла. Чтобы этого не произошло, сначала целесообразно приваривать металлы точечно, заодно выставляя и фиксируя заготовки тем самым. Недопустимо варить сразу сплошным швом, так как тонкий металл тут же ведёт и деформирует от большой температуры.
Почему при сварке прожигается металл

Почему при сварке прожигается металл и что с этим делать
Очень часто проблемы сварки связанны с прожиганием металла. Вроде бы и электрод используешь правильный и настройки аппарата подрегулировал, как надо, а в металле все равно образуется дыра.
Научиться варить тонкий металл непросто. Здесь важно понимание процессов, а также правильный подбор настроек сварочного аппарата и выбор качественных расходных материалов. Из тонкой стали выполнено огромное количество конструкций, начиная от кузовов автомобилей и заканчивая емкостей небольших размеров.
И если вам часто приходится сталкиваться со сваркой тонкого металла, но у вас ничего не получается, то обратитесь к данной статье. Возможно, советы, приведённые ниже, помогут вам решить проблему прожигания металла.
Какие возникают проблемы при сварке тонкостенных изделий
Чаще всего, при сварке тонкостенных изделий возникают проблемы такого рода:
- В изделии образуется дыра, заварить которую впоследствии становится проблематично;
- Тонкостенное изделие деформируется под воздействием высокой температуры. Если это кусок тонкой стали, то её гнёт и коробит.
- Происходит прилипание электрода к металлу.
Прожигание металла при сварке, это ряд ошибок допущенных сварщиком. Избыток сварочного тока или неправильно подобранный диаметр электрода приведёт к тому, что в тонкостенном изделии появиться отверстие.

Прилипает же электрод к металлу в нескольких случаях, когда он сырой, мало сварочного тока или же свариваемое изделие имеет большое количество ржавчины. Следует хорошо почистить металл перед сваркой, а также убедиться в том, что электроды полностью сухие, без испорченной обмазки.

Или же происходит наоборот, когда начинающий сварщик боится прожечь тонкий металл, и слишком далеко от поверхности держит электрод. В таком случае появляется непровар сварочного шва, а расплавленный металл от электрода попросту растекается по поверхности металла.
Как решить проблему с прожиганием металла при сварке
Для сварки тонкостенных изделий лучше всего воспользоваться инвертором для сварки. Здесь и плавная регулировка тока, и режим обратной полярности, который позволит не прожигать тонкий металл. Что даёт прямая и обратная полярность инвертора, читайте, кликнув выделенную ссылку.

Во-вторых, не используйте для сварки толстые электроды, диаметр которых составляет более 3 мм. Для толстых электродов нужен приличный сварочный ток, а если его сделать меньше, чтобы не прожечь металл, то электрод будет все время прилипать к поверхности и нормально сварить деталь не получится.
В-третьих, правильно подготовьте свариваемые заготовки. Если на их поверхности или в местах соединения присутствует грязь, ржавчина, следы краски, то обязательно от них избавьтесь. Любые загрязнения мешают загораться сварочной дуге, что в итоге приводит к многочисленным дефектам сварки.

Также, давайте изделию время, чтобы остыть, а иначе его сильно деформирует под воздействием большой температуры. Не старайтесь сварить все и сразу за один проход. Чтобы не прожечь металл, придётся приноровиться и постараться водить электродом как можно быстрей, но при этом, максимально близко к металлу. Большой отрыв электрода от поверхности приведёт к увеличению дуги, которая моментально прожжёт тонкий металл.
Теперь металл не прожигается

Теперь металл не прожигается, а шов получается ровным
Чтобы достичь качественного сварного соединения при работе с инвертором постоянного тока, нужно уметь пользоваться настройками. Следует знать, что даже бюджетный инвертор имеет не только силу тока, но и полярность, на которую многие не обращают никакого внимания.
По умолчанию чаще всего стоит прямая полярность, поэтому многие, работая годами, даже и не подозревают о том, что может быть наоборот. И если у вас такая же проблема, как и у меня, когда-то с прожогами тонкого металла, то знания, представленные в этой статье, помогут решить проблему.
Что такое полярность инвертора, и какой она бывает
Сварка инвертором на постоянном токе подразумевает переключение плюса и минуса для выбора полярности. В отличие от обычного трансформатора, где нет полярности, сварочный инвертор можно подключить разными способами.
Для этого достаточно к плюсу подсоединить держатель электрода или наоборот, и вот полярность при сварке уже поменяна. Рассмотрим более подробно, как, когда и какую, следует выбирать полярность.
В зависимости от того, куда будет идти плюс, на массу или электрод, различают следующую полярность:
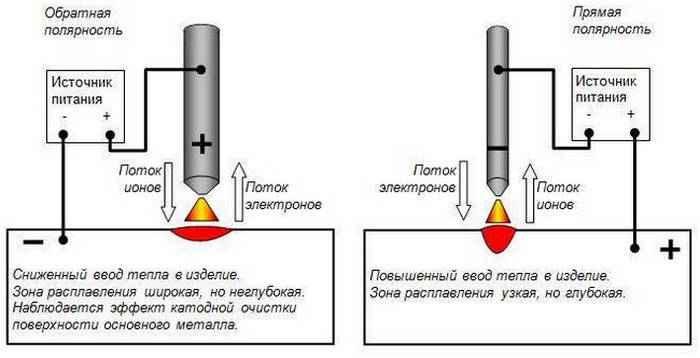
- Прямая полярность — к плюсовому гнезду инвертора подсоединяется кабель массы, а к электроду подводится минус. При таком способе подключения инвертора, анодное пятно, обладающее большей температурой, приходится на металл;
- Обратная полярность — к минусовому гнезду инвертора подсоединяется кабель массы, а к электроду подводится плюс. Анодное пятно на этот раз образуется на конце электрода, что способствует его большему прогреву и плавлению.

Как было сказано ранее, многие варят инвертором, который был подключён «по умолчанию», то есть в режиме прямой полярности. Так было и у меня, пока я не узнал, что такое полярность и как её правильно менять. Теперь при сварке тонкостенных заготовок нет прожогов, а сварной шов получается гладким и красивым.
Когда варить на прямой, а когда на обратной полярности?
Выше было сказано о том, что анодное пятно, которое обладает большими температурами, образуется за счет подключения плюса. Подсоединяя электрод к плюсовой клемме инвертора, мы получаем обратную полярность, на которой опытные сварщики варят тонкостенный металл.

Дело в том, что при сварке на обратной полярности прожоги металла практически исключены, за счет того, что заготовка практически не перегревается. Больший нагрев приходится именно на кончик электрода, и если умело этим пользоваться: варить с отрывом и давать металлу остывать, то прожогов не будет.
Также важно выбрать небольшие электроды для сварки, диаметр которых бы не превышал 2 мм. Можно, конечно же, варить тонкостенные заготовки и электродом 3 мм, но тогда вероятность возникновения прожогов сильно возрастает. Кроме того, нужно правильно выбрать подходящую величину сварочного тока. Для электродов 1,6-2 мм, нужен ток не более 60А.

Итак, три главных правила, чтобы не прожигать металл заключаются в выборе обратной полярности, а также небольшого диаметра электрода и силы тока на инверторе.
Из-за чего прогорает металл при сварке

Из-за чего прогорает металл при сварке, что нужно сделать?
Сварку MMA инвертором или полуавтоматом проволокой усложняют одни и те же проблемы связанные с прожогами и непроварами. И если при непроварах достаточно увеличить на 20-30% ток сварки, то вот для того, чтобы избавиться от прожогов, таких простых манипуляций будет просто недостаточно.
И если вы не можете сварить мангал по причине того, что электрод прожигает металл, то вам придётся учиться заново. Да, да, именно учиться варить как в первый раз, начиная с настроек силы тока и заканчивая правильным удержанием электрода и сварочной дуги. Как раз об этом и пойдёт разговор в данной статье, как варить металл, чтобы не прожигать.
Неправильные настройки силы тока, это первая причина из-за которой прогорает металл при сварке. Чтобы можно было нормально варить, нужно уметь правильно настраивать сварочный инвертор. Для этого необходимо уметь определять силу тока по диаметру электрода. Достаточно знать, что на 1 мм электродного металла должно приходиться порядка 30-40 Ампер сварочного тока.

Однако здесь могут возникнуть небольшие погрешности, из-за которых металл также будет не провариваться или наоборот прожигаться. Поэтому при более тонкой настройке силы тока для сварки следует учитывать и другие, не менее значимые параметры.

При расчете сварочного тока следует брать во внимание:
- напряжение в сети;
- наличие удлинителя для сварки;
- качество электродов;
- полярность при сварке;
- качество подготовки металла.
Кроме того, не стоит забывать и о том, что если сварка ведётся инвертором, то есть, постоянным током, то варить можно в двух режимах: обратной и прямой полярности. Чтобы не прожигать тонкий металл рекомендуется варить на обратной полярности.
Сварка на прямой и обратной полярности
При сварке постоянным током MMA инвертор может быть подключён в режим обратной или прямой полярности . Обратная полярность инвертора — это когда плюс идёт на электрод, а прямая полярность, когда к электроду подсоединяется минус. Известный факт, что там, где плюс, там тепла выделяется больше.
Следовательно, при обратной полярности металл прогревается меньше, а основное тепло приходится на электрод. В данном случае, на обратной полярности лучше варить тонкий металл, чтобы его не прожигать.

И наоборот, когда плюс подсоединяется не к электроду, а к металлу (прямая полярность), тот нагревается сильней, и хорошо проваривается вследствие этого.
Какую длину сварочной дуги выдерживать
Ну и последнее значимое правило касается длины сварочной дуги. Слишком длинная дуга способна прожечь тонкий металл, поэтому варить следует на короткой сварочной дуге , длина которой не превышает и 3 миллиметров.
Сварка металла — это увлекательное занятие, которое требует сноровки и знания сварочного процесса. Однако кроме всего этого, не менее важным оказывается и опыт, который приходит с годами. Поэтому варить и ещё раз варить, вот всё что нам остается делать, товарищи!
Как не прожигать металл при сварке

Варить тонкий металл нужно на маленьком токе, давая изделию время на то, чтобы остыть. При этом сварка на малых токах требует особой сноровки и выдержки минимально короткой дуги. Чтобы металл не деформировался в процессе сварки, важно сначала соединить его прихватками, на небольшом расстоянии (10-15 см) друг от друга.
Если сварка осуществляется посредством инвертора, то необходимо использовать обратную полярность. При обратной полярности температура распределяется таким образом, что большая её часть образуется на кончике электрода. Чтобы использовать обратную полярность, достаточно электрододержатель подключить к плюсу аппарата, а держатель массы к его минусу.
Как не прожигать металл 2-3 мм при сварке
Сварка тонкого металла электродом требует определённого навыка. Здесь, как и с трубами, не каждый сварщик может варить тонкий металл. Для новичков же и вовсе, сварка тонколистового металла, задача не по силам.

Здесь и частое прилипание электрода, ввиду использования небольших токов, и его прожиг, и деформация заготовок. Возникают ошибки и при выборе расходных материалов. Учитывая то, что металл 3 мм и менее, варить его электродом тройкой нельзя, лучше всего будет выбрать электроды меньшего диаметра.
Кроме того, в процессе сварки, заготовку необходимо все время охлаждать. Обязательно следует усвоить и определённые правила по технике ведения электрода из стороны в сторону, знать угол наклона и соблюдать скорость. Именно от скорости ведения электрода и длины сварочной дуги будет зависеть, прожжётся металл или нет.

Чем длинней сварочная дуга, тем больше вероятности того, что на тонком металле будет образованна дыра, то есть, прожог.
Начальные советы по сварке тонкого металла
- Используйте обратную полярность инвертора, таким образом, тонкий металл не будет прожигаться при сварке. Для этого подсоедините к плюсу аппарата держатель электрода, а к минусу — массу.

- Не пользуйтесь слишком толстыми электродами. Максимальный диаметр электрода при сварке тонкого металла должен быть 2 мм. При этом правильно подберите значения сварочного тока. Для электродов 2 мм, сварочный ток должен быть в пределах 60-80 ампер.
- Не задерживайте электрод подолгу в одном и том же месте. Быстро ведите электродом, совершая им круговые движения из стороны в сторону, так, чтобы смешивать металлы. Угол наклона электрода к поверхности свариваемой заготовки должен быть в пределах 40-60 градусов.
- Давайте заготовке время на то, чтобы остыть, так металл не поведёт. Если для сварки используется тонколистовая сталь, то сначала лучше всего соединить изделия точечными прихватками, которые ставятся на расстоянии 10-15 см, друг от друга. Только после этого накладывайте основной шов.
- Используйте только качественные электроды для сварки тонкого металла.

Хорошо сварить металлоконструкцию — задача не из легких. Тем более, если речь идёт о тонком металле, где очень важен опыт, сноровка и знания. Надеемся, что и в том, и в другом, вам поможет данная информация, которую вы почерпнули из этой статьи строительного журнала.
Читайте также: