Как варить металлический профиль
Обновлено: 05.07.2024

Во время производства не тяжелых металлоконструкций широко применяется профильная труба. Из нее создают металлокаркасы для козырьков, ограждений, навесов, теплиц, малых архитектурных форм, включая беседки, скамейки и так далее. При изготовлении конструкций нередко проводится сварка профильной трубы. Полезно будет узнать особенности выполнения этого процесса. Рассмотрим основы и способы сварки профтруб, применяемые электроды, нюансы приваривания под углом 90°, без прожога и соединения с круглым столбом.
Основы сварки профтруб
Профилированные трубы производятся со стенками разной толщины. При этом работать сложнее всего с тонкостенным металлопрокатом. Для качественного выполнения сварочного процесса нужно обладать знаниями и опытом. Поэтому необходимо разобраться, как проводится сварка тонкостенных труб. Во время этого процесса:
- используется ток 10-60 А;
- применяются электроды диаметром 0,5-2 мм;
- осуществляется только один проход электродом по месту соединения деталей.
Скорость сварки влияет на качество шва. Процесс нужно успеть завершить до того, как остынут кромки двух соединяемых заготовок.
Для качественного выполнения соединений также нужно знать, как правильно варить профильную трубу независимо от толщины стенок. При проведении таких сварочных работ необходимо учитывать, что во время процесса металл расплавляется и нередко заполняет или даже полностью перекрывает внутреннее пространство трубопроката. Если нужно сохранить пустотелость профтруб, требуется следить, чтобы капли не попадали во внутренние полости свариваемых деталей.
Кроме того, профилированные трубы при воздействии высокой температуры больше деформируются по сравнению с круглым аналогичным прокатом. Нужно также следить за правильным формированием валика шва и равномерно прогревать металл во время выполнения торцевых соединений для предотвращения появления в углах большого напряжения.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
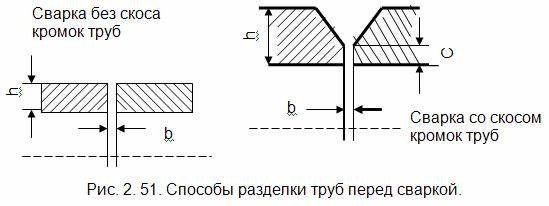
Важно! Во время сварки тонкостенных профтруб не нужно предварительно формировать кромки. При этом необходимо соблюдать минимальный зазор между деталями. Сварочные процессы с помощью ручного дугового метода осуществляются вертикально, горизонтально и даже в нижнем положении.

Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
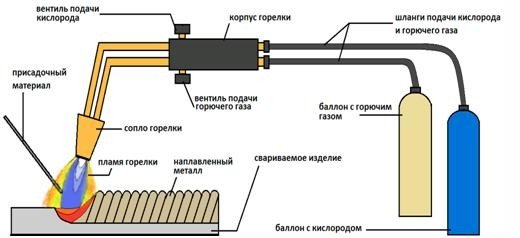
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.

Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
Видео описание
О технологии сварки постоянным током рассказано в видео:
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
Распространенные электроды для сварки профтрубы
При производстве профильной трубы часто используют низколегированную или углеродистую сталь. Такой металлопрокат сваривается с помощью следующих электродов:
- АНО-4 – популярная марка электродных стержней. Это универсальный расходный материал, который не требует предварительной прокалки. Эта разновидность электродов применяется со сварочными аппаратами разного типа.
- ОЗС-12 – стержни предназначены для получения высококачественного шва. Однако недостатком является низкая стойкость к влаге.
- УОНИ-13/55 – эти стержни использует большое количество профессионалов.
- МР-3С – данные электроды применяются, когда нужно повысить качественные свойства сварных швов.
Об электродных стержнях рассказано в видеоматериале:

Особенности сварки профильного трубного проката под углом 90°
Качественно соединить под прямым углом две детали из трубопроката удастся только специалисту. Ведь он имеет опыт и знает всю технологию, как сварить профильную трубу под 90 градусов. Сам процесс профессионал выполняет в следующей последовательности:
- обе трубы обрезаются в соответствии с расчетными размерами;
- для проведения работ выбирается и подготавливается ровная поверхность;
- прямой угол между двумя деталями фиксируется с помощью магнитных угольников или косынок;
- выполняется с помощью сварки черновое соединение;
- проверяется прямой угол между двумя трубами;
- осуществляется окончательная сварка металлопроката.
О простом способе сваривания профтруб под прямым углом рассказано в видеоролике:
Сварка без прожога профильной трубы
Чаще всего прожигается тонкостенный трубный металлопрокат. Причиной такой неприятной ситуации может служить неправильный выбор способа сварки изделий. Предотвратить любую ошибку можно, если доверить работу профессионалам. Ведь они хорошо знают, как правильно варить профильную трубу, чтобы не прожечь место соединения двух деталей.
Для максимального снижения вероятности прожога тонкостенного металлопроката используют электроды с диаметром не более 1,5 мм. При этом обязательно устанавливают на сварочном аппарате малую величину электротока и выбирают обратную полярность.
Рекомендуется также осуществлять процесс с отрывом. Другими словами, сварку нужно проводить короткими участками. Ее также можно выполнить точечным методом. Кроме того, лучше в трубы вставить металлический вкладыш, наружные габариты которого максимально приближены к внутреннему размеру соединяемых элементов.
Еще стараются максимально уменьшить расстояние между кромками свариваемых профильных труб. При этом стремятся по возможности быстро перемещать электродный стержень.
О сваривании профтруб без прожига рассказано в видео:
Сварное соединение профтрубы с круглым столом
Необходимость использования сварки во время соединения лаг из профильной трубы с металлическими столбами возникает при строительстве забора по периметру частной территории. В процессе возведения ограждения решается целый ряд вопросов. Надежный забор всегда построят специалисты. Ведь они хорошо знают, как приварить профильную трубу 40х20 к круглому столбу.
Обычно на опоры с круглым сечением сначала наваривают металлические площадки. Это может быть отрезок швеллера или уголка. Потом к ним крепят с помощью сварки поперечины из профтрубы. Во время фиксации лаг создают угловые швы. Особенностью их выполнения в горизонтальном направлении является то, что расплавленный металл стремится переместиться со столба на поперечину.
При соединении опоры и поперечины применить способ сварки «в лодочку» не получится, потому что лаги крепятся исключительно в горизонтальной плоскости. При этом столбы всегда размещаются вертикально. Поэтому их нельзя расположить в другом положении, чтобы предотвратить затекание шлака перед дугой.
Во время создания углового шва существует большая вероятность непровара. Он может возникнуть в вершине угла или на любой кромке. Непроваренный участок нередко появляется на профильной трубе, когда сварочный процесс начинают с вертикальной опоры. Он образуется по причине стекания расплавленного металла на поверхность поперечины, которая еще не успевает нагреться до нужной температуры.
Чтобы исключить вероятность появления непровара, специалисты начинают сварку с лаги. При этом электрод размещают под углом 45° относительно поперечины, а во время его перемещения осуществляют легкие поочередные наклоны к вертикальной и горизонтальной плоскости.
Сварка каркаса из профильной трубы и круглых металлических столбов именно таким способом позволяет создавать прочные швы. Они могут быть одно- или многослойными.

Коротко о главном
Сваривание профтруб осуществляют током 10-60 А и с помощью электродов диаметром 0,5-2 мм, которыми чаще выполняют только один проход. Мастера могут использовать ручную дуговую, электродуговую в защитном газе, газовую сварку. Специалисты часто в работе применяют инвертор.
Одними из самых популярных электродов являются стержни АНО-4. Часто также используют ОЗС-12, УОНИ-13/55, МР-3С. Когда осуществляется сварка под 90°, сначала делают пару прихваток, а потом создают основной шов. Для исключения прожога металла применяют электроды диаметром не более 1,5 мм.
Сварку профтрубы к столбу начинают с горизонтально расположенной детали. Электрод держат под углом 45°, а перемещение стержня осуществляют при его поочередном наклоне к опоре и поперечине.
Как сварить ворота на забор из профильной трубы своими руками: материалы и этапы монтажа

В наше время для ограждения загородного участка часто применяется профнастил. Чтобы поддержать общий архитектурный стиль, ворота и калитки также выполняют из этого материала. Каркас для данных изделий изготавливается из профильной трубы. Этот материал эстетичен, удобен в обработке, обладает высокой прочностью. Обладая навыками в сварочном деле, можно изготовить красивые и надежные ворота самостоятельно. Разберемся, как сварить ворота на забор из профильной трубы своими руками.
Материалы для изготовления
Для изготовления ворот понадобятся:
- Профильная труба.
- Профильный лист для обшивки каркаса.
- Заклепки или саморезы для крепления профлиста.
- Ролики для откатных ворот.
- Фурнитура: замки, петли, ручки.
Профильная труба может быть следующих размеров:
- 60 х 30 мм для изготовления каркаса ворот;
- 100 х 100 мм для столбов;
- 40 х 20 мм для перемычек и ребер жесткости.
Профильный лист можно использовать любой конфигурации и цвета, толщина металла должна быть не менее 0,4 мм. Профильную трубу удобнее использовать прямоугольного или квадратного сечения. Для тренировки навыков сначала лучше изготовить калитку.
Изготовление калитки
Рассмотрим, как сварить калитку из профильной трубы своими руками. Для ее изготовления необходимо учитывать расположение. Калитка должна находиться на ровной местности, без ям, впадин и уклонов. Так же следует учитывать удобство использования. Располагаться она должна напротив входа в дом или напротив дорожки, ведущей к входу кратчайшим путем.
После выбора места установки калитки, выполняются замеры и чертеж изделия. Стандартный проем должен быть не менее 1 метра в ширину, высота – на уровне забора. Следует учитывать, что чем выше высота калитки, тем больший у нее вес, и тем большое воздействие она будет оказывать на опорные столбы и петли.
Для увеличения прочности конструкции рекомендуется приварить между столбами дополнительную перемычку. Если калитка будет высотой в районе 2 метров желательно приварить дополнительные ребра жесткости.
Основные этапы изготовления:
- Производится установка столбов. Для этого применяются профильные трубы 100 х 100 мм. Они заглубляются на 1-1,5 м и бетонируются.
- Изготавливается каркас калитки из профиля 60 х 30мм. Трубы очищаются и обрабатываются антикоррозийными средствами. Далее, согласно чертежа, производится нарезка труб необходимой длинны. Стыки на углах должны быть отпилены и сварены под углом 45°. Таким образом получается более эстетичная и надежная конструкция.
- Из трубы 40 х 20 мм вырезаются и привариваются дополнительные перемычки.
- К калитке привариваются завесы. Затем завесы с калиткой привариваются к опорным столбам.
- Все сварные швы шлифуются. Каркас калитки и столбы окрашиваются.
- Далее калитка обшивается профлистом. Крепится он с помощью кровельных саморезов или заклепок. Отверстия под заклепки необходимо предварительно просверливать.
- На готовую калитку крепится ручка и замок.
Изготовление распашных ворот
Рассмотрим, как сделать ворота из профнастила распашного типа. Основными преимуществами данного типа ворот являются:
- простота изготовления;
- дешевизна;
- надежность.
К недостаткам можно отнести:
- большая зона открывания ворот;
- сильное воздействие ветровых нагрузок.
Основным элементом ворот данного типа являются ребра жесткости. Распашная конструкция предусматривает подвешивание одной стороны створки на завесах. Вторая сторона свободно висит, и поэтому конструкция нуждается в усилении. Выполняется это с помощью трубы 40 х 20 мм.

Варианты 1 и 2 самые бюджетные и подходят для ворот небольшой ширины. Применяются в регионах с небольшой ветровой нагрузкой.
Варианты 3-5 – баланс между соотношением веса и надежности. Различные вариации предусматривают усиление конструкции шпингалетами, поддерживающими колесами, запирающими устройствами.
Вариант 6 – является идеальным для автоматически открывающихся ворот. Не требует дополнительных запорных и поддерживающих устройств.
Есть дополнительные варианты усиления конструкции с помощью уголков, либо профильной трубы в углах створок. Опытные специалисты подскажут оптимальный вариант для конкретного изделия.
Рассмотрим, как правильно сварить ворота. Для правильного изготовления необходим четкий чертеж с указанием размеров, габаритов от земли, необходимых зазоров. Далее:
- по чертежу с соблюдением углов 45° выпиливаются заготовки;
- для каркаса используется труба 60 х 30мм, для ворот небольшого размера используемых нечасто, например, на даче возможно применение профтрубы 40 х 20 мм;
- далее, заготовки каркаса и рёбер жёсткости раскладываются на ровной поверхности, проверяются правильность конструкции;
- все детали свариваются в единую конструкцию, для соблюдения правильной формы применяются угольники;
- привариваются петли, задвижки, кронштейны для замков и дополнительных устройств;
- ворота привариваются к столбикам 100 х 100мм;
- вся конструкция зачищается, убирается ржавчина, окалина;
- ворота покрываются грунтовкой.
Далее производится подготовка места установки ворот. На этом этапе следует учитывать материал покрытия въезда. Если въездная дорога покрыта асфальтом, плиткой или бетоном, достаточно оставить зазор между створкой и землей в 5 см. Если въезд грунтовый, необходимо оставить зазор не менее 10 см. С учетом этого выкапываются ямы для установки столбов. Дальнейшая сборка производится в следующей последовательности:
- снимаются завесы со створками;
- столбы устанавливаются на глубину 1-1,5 метра и бетонируются;
- после затвердевания бетона навешиваются створки;
- окрашивается конструкция;
- к каркасу с помощью саморезов или заклёпок крепится профлист;
- врезается замок, устанавливаются ручки, шпингалеты.
Для надёжной фиксации шпингалетов в землю углубляются металлические трубки. Шпингалет должен углубляться в трубку не менее, чем на 10 см для предотвращения самопроизвольного открытия при сильном ветре.
Пример, как изготовить распашные ворота из профильной трубы в видео:
Раздвижные ворота своими руками
Раздвижные ворота – это отличный вариант для дома или дачи. Они обладают надежной конструкцией и имеют длительный срок службы. Раздвижные ворота изготавливаются из профильной трубы и обшиваются различными материалами, в том числе, металлопрофилем.
Раздвижные ворота бывают двух видов:
- Рельсовые – устаревшая модель, применяемая в основном на промышленных предприятиях.
- Консольные – наиболее распространённый вариант. Данная конструкция предусматривает наличие консоли, которая является продолжением ворот и спрятана за забором. Благодаря ей ворота перемещаются по откатным тележкам, прикрепленным к фундаменту. Каждый откатной механизм снабжен подшипниками с полимерными или металлическими катками. Сами тележки находятся в направляющей, что защищает их от загрязнения и атмосферных осадков.

При использовании в частном доме такая конструкция прослужит более 20 лет. Она рассчитана на 60000 циклов открывания-закрывания.
Достоинства раздвижных ворот:
- возможность ручного и автоматического управления;
- отсутствие ограничений по высоте и тяжести проходящего транспорта;
- лёгкость в изготовлении;
- отсутствие необходимости обслуживания.
Недостатки:
- необходимость в более мощных несущих опорах;
- требуется большая ширина забора для открытия створки.
Основные элементы раздвижных ворот:
- Верхний улавливатель.
- Поддерживающая шина.
- Зубчатая рейка.
- Нижний ограничитель.
- Ролик опорный.
- Направляющая.
- Регулируемое крепление откатной тележки.
- Откатная тележка.
- Сервопривод.
Для дистанционного управления дополнительно приобретаются: пульт ДУ, фотодатчики или световые датчики для приема сигнала пульта ДУ, препятствующие закрытию ворот, если в проеме находится какой либо предмет.
Для изготовления ворот из профильной трубы в первую очередь требуется чертеж со всеми размерами, габаритами, местом для отката. Ширина проема ворот должна быть не менее 3 метров, однако при заезде под углом ширину ворот следует сделать больше. Высота ворот должна быть на 10 см ниже забора. Делается это для того, чтобы спрятать направляющие и приемные ролики.
Дальнейшее изготовление откатных ворот производится по следующему алгоритму:
- Производится установка столбов. В качестве столбов можно использовать как кирпичные или бетонные столбы, так и профильные трубы сечением 100 х 100мм. Для их установки выкапывается яма глубиной не менее 1 метра, устанавливаются столбы и бетонируются.
- Монтируется фундамент под откатные ролики. Фундамент может быть как прямоугольной формы, так и в форме буквы «П» . Основу его выполняет металлический швеллер шириной 200 мм, к которому приварена арматура диаметром не менее 12 мм. Металлический каркас устанавливается в котлован и бетонируется таким образом, чтобы швеллер выступал над землей на 5-10 см. Есть вариант установки откатных роликов прямо в бетон, без использования швеллера и последующей сварки. Для этого потребуется закрепить площадку ролика с помощью загнутой внизу арматуры и соединить ее с основным каркасом фундамента.

- Изготавливается каркас ворот. Рассмотрим, как правильно сварить ворота из профильной трубы своими руками. По заранее разработанному чертежу производится нарезка профильных труб необходимого размера с обязательным соблюдением углов. В дальнейшем все заготовки следует зачисть и обезжирить. Так как длинна ворот большая, при сварке требуется особая точность. Для этого все заготовки либо раскладываются на идеально ровной поверхности, либо на временный деревянный каркас. Для этого в землю забиваются колышки по всем углам и стыкам створки ворот. На эти колышки устанавливаются трубы и соединяются с помощью сварки.
К несущим столбам приваривается:
- Одиночная стойка из профтрубы 60 х 40мм, на которую будут крепится верхний и нижний улавливатели.
- Со стороны фундамента приваривается П-образная конструкция из такой же трубы, в которой будет двигаться створка.
- На одиночную стойку устанавливаются верхний и нижний улавливатели. На П-образную – поддерживающая шина.
- К швеллеру привариваются крепления для откатных тележек.
- Каркас ворот устанавливается на штатное место. В направляющие заводятся откатные тележки, которые в дальнейшем соединяются болтами со своими креплениями.
- К нижнему переднему краю ворот монтируется опорный ролик. Он должен четко входить в нижний улавливатель.
- Производится регулировка ворот с помощью болтовых соединений на откатных тележках.
- Все сварные швы зачищаются и окрашиваются.
- Производится облицовка корпуса ворот профильным листом. Для этого применяется материал толщиной не менее 0,4мм. Профлист крепится с помощью кровельных саморезов или заклепок.
- Производится монтаж электропривода. На всю длину ворот крепится зубчатая рейка. Она прикручивается саморезами к нижней профильной трубе. Запрещается прикручивать рейку к направляющей. На фундамент ворот крепится приводной серво-мотор. Его зубчатый вал должен войти в зацепление с рейкой. Так же на рейке устанавливаются концевые выключатели на открытие и закрытие ворот. Подключение электромотора и включателей производится по приложенной к ним схеме.
В этом видео о том, как сделать откатные ворота:

Заключение
В наше время сварить ворота своими руками по силам любому технически подкованному человеку. Для этого необходимы чертежи и инструмент. А такие современные материалы как профильная труба и профильный лист обеспечат высокую надежность, долговечность и отличный внешний вид изделия.
Особенности сварки инвертором профильной трубы

Виды сварки
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.

Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.

Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.

Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.

Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Сварка тонкого металла электродом – сложности, преимущества, выбор параметров инвертора и электродов, техника, рекомендации новичкам

Сваривание заготовок толщиной 2,5 мм и меньше зачастую осуществляется инверторным аппаратом. Однако применять правила и техники, характерные для толстостенных деталей, при этом нельзя – изделие можно просто прожечь насквозь. Поэтому разберем, какие особенности, трудности и преимущества имеет сварка тонкого металла электродом с помощью инвертора, как правильно подобрать рабочие характеристики оборудования и инструмента, какие вариации техники при этом могут применяться, а также что нужно учесть начинающему сварщику.
Особенности
Правила, по которым осуществляется сварка тонкого металла посредством инверторного аппарата, существенно отличаются от рекомендуемых для толстостенных изделий. В первую очередь учитываются сложности, вызванные спецификой поведения металла под действием электротехнических сил. Однако у технологии есть и свои плюсы. Разберем эти нюансы более детально.
Сложности
При сварном соединении инвертором двух металлических заготовок толщиной 2-3 мм и меньше, возникает следующий ряд специфических трудностей:
- Тонкое металлическое изделие прогорает при перегреве. По этой причине процедура стыковки должна проводиться как можно скорее, но без нарушения качества. При длительной обработке заготовка если не прогорит, то искривится. Поэтому электрод должен проводиться исключительно по направлению шва – без малейших отклонений.
- Параметры силы тока должны иметь минимальное значение. Как следствие, дуга становится короткой. Малейшее увеличение расстояния приводит к ее погасанию. В некоторых случаях она может долго не разжигаться. Под такие условия подбирается сварочный аппарат с показателем холостого напряжения не менее 70 вольт и возможностью постепенного изменения силы тока, начиная с 10 ампер.
- Искривление при чрезмерном нагреве. Малейшее увеличение температуры приведет к искривлению листа. Лучший способ не допустить этого – максимально тщательно выбирать параметры сварки и контролировать степень накала. Кроме того, если ситуация позволяет, то применяются специальные термоотводящие материалы, аккуратно подкладываемые снизу шва.
- Непровары на лицевой и наплывы с обратной стороны. Этими дефектами часто характеризуется сварка тонкого металла инвертором для начинающих. Если все выше приведенные недостатки можно в той или иной степени нивелировать правильным подбором параметров, условий и инструмента, то эти два полностью зависят от навыка мастера. Не проваренные или пропущенные места часто являются следствием спешки сварщика, наплывы – напротив, чрезмерного старания. В обоих случаях нужно корректировать технику.
Важно! Для получения качественного сварного шва соединение краев заготовок должно быть как можно более плотным – без малейшего зазора. Для этого перед сваркой их тщательно освобождают от ржавчины, зачищают и при необходимости подравнивают.
Преимущества
Инверторная сварка – наилучший, современный и доступный способ, как варить тонкий металл. При соблюдении всех условий технологии шов получается весьма качественным, прочным, герметичным, долговечным, незаметным при последующей доработке и нанесении покрытия. С его помощью допустимо сваривать тонкостенные конструкции различного назначения – к примеру, автомобильные кузова и детали, емкости, трубы. Единственный общий недостаток инверторных сварочных технологий – нестабильность при отрицательной температуре окружающей среды.
Сварка оцинковки
Существует единственный способ, как варить тонкий металл электродом 3 мм, когда заготовки покрыты слоем цинка, это инверторная сварка с предварительной зачисткой поверхностного слоя в месте стыковки. Процедура выполняется несколькими методами:
- Механическим. Для этой цели применяются шлифовальные машинки, абразивные круги, щетки со стальной щетиной, наждачная бумага.
- Термообработка сваркой. Цинковое наслоение выжигается двойным проходом электрода вдоль всей траектории шва с обязательной последующей отбивкой образуемого шлака.
Другой особенностью сварки оцинкованных изделий является необходимость создания двойного шва:
- Первый проход выполняется рутиловым электродом с наименьшей амплитудой.
- Второй проход финишный, облицовочный. Осуществляется основным электродом с шириной шва, равным 3-х-кратному диаметру инструмента.
Обратите внимание! Удаление оцинковки электросварочным способом сопровождается повышением температуры металла в месте контакта с электродом почти до 1000 о С. При таких условиях цинк окисляется и испаряется, образуя токсичные пары в воздухе. Поэтому выполнять процедуру допустимо только в хорошо проветриваемом помещении или на улице.

Подбор параметров оборудования и инструмента
Только правильное соотношение параметров работы аппарата, применяемого инструмента и толщины самого материала позволяет качественно решить вопрос о том, как варить тонкий металл электродом. Как начинающие, так и опытные сварщики применяют следующие установленные закономерности:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6-2 | 2 | 2-2,5 | 3 |
| Сила тока, ампер | 10-20 | 32-35 | 45-55 | 60-70 | 75-85 |
При этом сварка с помощью инвертора может проходить в двух вариантах по характеристикам выдаваемого аппаратом тока:
В первом случае вопрос о том, каким электродом варить металл 2 мм, решается путем подключения цепи способом обратной полярности. Это значит, что «минус» подсоединяется к заготовке, а «плюс» – к держателю. Такая схема приводит к смещению нагрева на инструмент, а не на металлическую деталь. Поэтому удается избежать прогорания, деформации и наплывов.
Второй вариант предполагает проведение сварочных работ с более низким значением силы тока, чем для толстостенных листов. При этом частота должна быть высокой. Стартовые показатели тока должны быть снижены минимум на 20-30%. Как вариант, опытные сварщики розжиг электрода осуществляют на болванке, встык расположенной к заготовке, а затем сразу переходят на рабочий шов.
Совет! Гарантией качества, аккуратности, долговечности сварного шва на тонкостенных деталях является применение малых токов. Однако максимально соответствовать таким параметрам может только электрод от 2 мм и тоньше. При этом он должен быть изготовленным из легко расплавляемого материала.
Варианты техники
Во всех без исключения случаях сварка тонкого металла инвертором должна осуществляться как можно скорее. Электрод проводится по прямой траектории только раз и без остановок. Параметры силы тока минимальны. Перед началом поверхность деталей обязательно подготавливаются:
- Уделяется внимание начальной геометрии. Если ее нужно сохранить неизменной, принимаются соответствующие меры – минимизируется нагрев, применяются зажимы.
- Края заготовок в местах соединения очищаются от следов коррозии, грязи, краски и т. п.
- Далее заготовки закрепляются или устанавливаются в необходимом положении – в соответствии с технологией.
По завершении подготовительных работ, когда заготовки закреплены, выполняют предварительные точечные сварочные прихваты – на расстоянии друг от друга не более 5-10 см. Это позволяет избежать многих негативных эффектов – прожига, наплывов, деформации.
Видео о том, как варить электродом металл 1 мм:
Есть две основные техники, как варить тонкий металл электродом 2 мм – это:
Первый вариант, как правило, применяется, когда края заготовок располагаются внахлест. Негативные эффекты, такие как, прожог, наплывы и искривления, либо минимизируются, либо вовсе не проявляются. Это дает возможность использовать большие параметры силы тока, диаметра электрода и меньшую скорость ведения шва.
Вторая технология используется для деталей с наименьшей толщиной при соединении встык. При этом характеристики силы тока, диаметра электрода используются минимальные, а скорость ведения шва – максимальная. Сварка в данном случае осуществляется короткими участками с примерно одинаковым шагом.
Рекомендация! При сваривании тонкостенных деталей встык для снижения предотвращения перегрева, и, как следствие, прогорания металла, с обратной стороны формируемого шва подлаживают медную подложку или проволоку. Благодаря высокой теплопроводности материал быстро отводит тепло и не допускает прожига заготовок.
Видео о правильном подборе силы тока при сварке тонкого металла:
Рекомендации начинающим
Есть несколько простых, но важных рекомендаций, как варить тонкий металл инвертором начинающим:
- Высокое качество шва гарантировано при тщательном его контроле со всех сторон во время проведения сварочных работ.
- Расстояние между электродом и деталью (дуговой зазор) должно быть равным электродному диаметру. При меньшем значении шов приобретет выпуклую форму, при большем – не проварится.
- Для визуального контроля расстояния между электродом и металлом необходимо ориентироваться на раскаленную область в месте контакта. Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения.
- Для наиболее плотного соединения листов при сварке внахлест необходимо детали придавить грузом или зажать.
- Чем меньше расстояние между швами при точечной технике сварки, тем меньше искривление.
- Наилучший наклон электрода при сварке – от 45 до 90 градусов.
Полезная информация! Если стоит задача как можно меньшего нагрева, заготовки необходимо размещать в вертикальном положении. При этом угол касания электрода с металлом должен быть в рамках 30-40 град. Движение происходит только сверху вниз.
В этом видео показы основные трудности при варке тонкого металла:

Для получения ответа на вопрос о том, как сваривать тонкий металл инвертором, необходимо учесть ряд возникающих трудностей:
- Тонкий металл моментально прожигается при перегреве.
- Дуговой зазор маленький, так как сила тока, выдаваемая аппаратом, должна быть минимальна.
- Длинный шов и тонкая структура приводит к искривлению детали.
- Не проваренные участки и наплывы с обратной стороны соединения часто сопровождают работу неопытного сварщика.
При соблюдении всех нюансов и техники инвертор позволяет получить прочный, качественный, долговечный и незаметный шов. Однако для этого потребуется тщательно подбирать параметры работы оборудования и диаметр электрода – в соответствии с конкретной толщиной материала. При этом есть две основные техники – непрерывно для сварки внахлест и прерывно для стыкового соединения. Для успешного проведения сварочных работ начинающим сварщикам следует учесть рекомендации специалистов.
3 способа сваривать профильную трубу под прямым углом без лишних хлопот
Профильная труба является самым ходовым материалом для изготовления каркасов различных станков, приспособлений и металлоконструкций. При работе с ней практически всегда требуется выполнение сварки под прямым углом. Это можно сделать по-разному, в зависимости от того что важнее эстетика или скорость работы. Рассмотрим 3 варианта сварки угла из профильной трубы.

Что потребуется:
- электросварка;
- угольник;
- чертилка или маркер;
- болгарка;
- штангенциркуль.
Способ 1: Быстрая грубая сварка
Этим способом можно пользоваться при необходимости сварки черновых невидимых со стороны конструкций. Два куска трубы просто прикладываются друг к другу под прямым углом и обвариваются.





Однако торец одной из трубок остается открытым, что делает такой вариант неподходящим для конструкций, где такой стык будет просматриваться.
Способ 2: Запил под 45 градусов со сгибанием
Этот метод в разы аккуратней. Он позволяет избежать открытого торца трубы. Его можно использовать, когда есть возможность сделать угловую детали из одной длинной трубы. Для этого на заготовке отмечается поперечная линия.

Затем от нее влево и вправо проводятся лучи под 45 градусов. Это делается и на противоположной стенки трубы точно напротив. При использовании угольника на разметку уходят секунды.

После этого нужно вырезать болгаркой размеченную часть трубы, чтобы осталась только стенка начала лучей. Затем труба сгибается и подравнивается под прямой угол.


Как следствие между стенками останется небольшой зазор в пару миллиметров. При наличии достаточного опыта владения сваркой его можно будет заварить идеально.
Способ 3: Запил под 45 градусов с учетом толщины стенки

Третий способ очень похож на второй, но позволяет сделать изгиб не получив тот самый зазор, который сложно аккуратно заварить. Чтобы им воспользоваться, нужно замерить толщину стенки профильной трубы. После этого на заготовке рисуется поперечная линия, но лучи под 45 градусов делаются с отступом от края на толщину стенки.



После этого отмеченная область вырезается, и труба сгибается. Благодаря сделанному отступу при сгибе зазор не получается.


Как следствие заварить аккуратно сможет даже человек, который впервые взял сварку в руки. Этот способ немного более кропотливый на этапе подготовки, но результат в разы качественней в эстетическом плане.
Смотрите видео
Читайте также: