Как влияет количество насечек на длине напильника на норму съема металла
Обновлено: 27.09.2024
Каждому способу опиливания соответствует определенная геометрия зубьев напильника. Геометрия зуба насечных напильников характеризуется следующими углами (рис. 38 б): угол резания δα = 106°, задний угол α = 36°, угол заострения β = 70°, передний угол ƴ отрицательный до 12—15°. Величина переднего угла по ГОСТ 1465—59 установлена до —12° для напильников с насечкой № 0, 1 и 2 и до — 15° для напильников с насечкой № 3, 4 и 5.
Геометрия зубьев напильников, изготовляемых фрезерованием и шлифованием, характеризуется следующими углами: резания δ =80—88°, задним α =20—25°, заострения β=60—63°, передним γ от + 2 до —10°. По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; и специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам. Специальные напильники подразделяются на ручные и машинные.
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис. 38,в); с перекрестной, или двойной (рис. 38,г); с точечной, или рашпильной (рис. 38, д); с дуговой (рис. 38, е). Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.

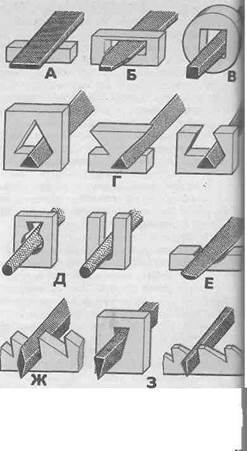
Рис. 38. Напильники:
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 38,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Сборник тестов по слесарному делу
Зулев А.А. – зам. директора по учебной работе УО «Оршанский государственный механико-экономический колледж», преподаватель высшей категории
Данные тесты по предмету «Общих курс слесарного дела» разработаны с соответствии с программой предмета, утвержденной Министерством образования Республики Беларусь 08.11.2006 года, и предназначены для контроля знаний учащихся в процессе обучения, самопроверки и закрепления знаний, при проведении предметных олимпиад и конкурсов профессионального мастерства по специальности 3-36 01 53 «Техническая эксплуатация оборудования», квалификация 3-36 01 53-55 «Слесарь-ремонтник».
Рекомендовано к изданию экспертным советом областного учебно-методического центра
Протокол № от г.
Ответственный за выпуск: Морозов Н.С. - зав. основным кабинетом ОУМЦ ПО
Отпечатано в УМЦ, тираж экз.
Тема 1. Плоскостная и пространственная разметка
1. Верно ли утверждение, что разметка относится к числу точных и ответственных операций?
2. Верно ли утверждение, что масса молотка должна быть соразмерна массе кернера?
3. Какой чертилкой можно наносить риски в труднодоступных местах?
2. со вставными иглами;
3. стрелкой – линейкой;
4. с отогнутым концом
2 уровень
4. Какие измерения можно произвести штангенрейсмасом ?
1. измерение высот, для разметки;
2. измерение толщин зубьев цилиндрических зубчатых колес;
3. измерение глубины глухих отверстий, высот, уступов, пазов, канавок;
4. наружные и внутренние измерения, для разметки; 5. наружные и внутренние измерения, измерение глубин.
5. Назвать каждый из изображенных на рис. 1, а, б, в, г, д, е разметочных инструментов:

6. Укажите, что из перечисленного дает возможность находить центры отверстий?
3. Разметочный циркуль;
7. При разметке, каких материалов риски наносят остро заточенным карандашом?
4. Нержавеющая сталь; 5. Алюминий.
3 уровень
8. Какие из перечисленных средств, применяют для окрашивания обработанных поверхностей?
1. Мел разведенный в воде;
3. Медный купорос;
5. Быстросохнущий лак;
6. Быстросохнущие краски.
9. Какой принят порядок нанесения разметочных линий?
4. Дуги и окружности;
4уровень
10. Вычислить угол а сектора, определяющий развертку конуса. (рис.№2)
4. 4. α = 130° ; 5. α =118°.
где R — радиус окружности основания конуса, мм;
L - длина образующей конуса, мм
Диаметр основания конуса, мм 120 Длина образующей конуса, мм 200
11. Из предложенного перечня выбрать рекомендаций для накернивание разметочных линий:
1. Центр кернера должен располагаться точно на разметочных линиях;
2. Керны не ставят на пересечениях рисок и закруглениях;
3. Линию окружности достаточно накернить в четырех местах;
4. Центр кернера не должен располагаться точно на разметочных линиях;
5. Наносить удар молотком на наклоненный кернер;
6. На обработанных поверхностях деталей керны наносят только на концах линий.
7. Керны должны быть как можно меньше 8. Керны должны быть как можно больше.
5 уровень
12. Определите правильную строку
1. Разметка по шаблону применяется при изготовлении сложных изделий;
2. Разметка по шаблону применяется при ремонтных работах;
3. Разметка по шаблону применяется при сборке больших деталей;
4. Разметка по шаблону применяется для обеспечения точности разметки; 5. Разметка по шаблону применяется при изготовлении больших партий одинаковых деталей по размерам, но разных по форме.
Тема 2. Рубка металла
1. Верно ли утверждение, что рубкой можно удалять с поверхности заготовки лишний слой металла?
2. Верно ли утверждение, что особо крупные заготовки рубят на том месте, где они находятся?
3. Как называется лишний слой металла, срезаемый с заготовки?
2. глубина резания
4. Указать соответствующими буквами углы режущего инструмента (рис.1)

1. передний угол … ;
2. угол заострения… ;
3. задний угол … ; 4. угол резания ….
5. Крейцмейсель предназначен для …
1. вырубание смазочных канавок во вкладышах подшипников;
2. вырубание узких канавок или использование перед применением зубила;
3. рубка или разрубание металла в холодном состоянии;
4. рубка или разрубание металла в горячем состоянии; 5. вырубание профильных канавок специального назначения,
6. Указать основную характеристику молотка:
2. марка материала молотка;
3. длина рукоятки;
5. нет правильного ответа
7. Какой удар применяется при cрубании лишнего металла, прорубании пазов и канавок?
8. Сила удара молотка зависит от…
1. длины рукоятки;
2. характера работы;
2. марки материала молотка;
4. марки материала;
5. физической силы рабочего; 6. веса молотка;
9. Установить угол заострения зубила для рубки:
3. — латуни и меди;
10. Выбрать соответствующие инструменты и приспособления при срубании слоя металла толщиной 3мм с чугунной плитки размером 80х100мм.
2. кузнечное зубило;
5. тиски поворотные;
6. стуловые тиски
11. Необходимо вырубить криволинейную смазочную канавку. Подобрать инструмент для обработки и контроля глубины канавки.
2. кузнечное зубило фасонное;
4. штангенциркуль; 5. канавочник; 6. шаблон.
12. Определите правильную строку:
1. Молоток с накостыльниками из твердой резины устойчив против ударов, используется при точных сборочных работах
2. Молоток с накостыльниками из твердой резины устойчив против ударов, используется при точных сборочных работах с деталями высокой твердости?
3. Молоток с накостыльниками из твердой резины неустойчив против ударов, используется при неточных сборочных работах;
4. Молоток с накостыльниками из твердой резины устойчив против ударов, используется при точных сборочных работах с деталями невысокой твердости
Тема. 3. Правка и гибка металла
1. Верно ли утверждение, что металл подвергается правке как в холодном, так и в нагретом состоянии?
2. Верно ли утверждение, что правка и рихтовка имеют одно и то же назначение?
1.да; 2. нет.
3. Как называется приспособление, применяемое для правки круглых прутков?
1. правильная плита;
2. винтовой пресс
4. Как называется операция, при помощи которой из заготовок прямолинейной формы получают заданное изделие?
5. Выбрать инструмент для гибки изделия из проволоки…
1. стальной молоток;
2. деревянный молоток;
4. круглогубцы.
6. Выберите инструмент для правки закаленных деталей… 1. деревянные молотки?
3. рихтовальные молотки;
4. стальные молотки из стали У7, У8;
5. мягкие молотки;
6. стальные молотки из стали 50, 40Х.
7. В чем отличие правки пруткового материала и валов от полосового?
1. удары должны быть не сильными;
2. не следует наносить удары по одному и тому же месту;
3. укладывают выпуклостью к низу и частые слабые удары;
4. укладывают выпуклостью кверху, наносят удары по выпуклости; 5. укладывают выпуклостью кверху, наносят удары по выпуклости, поворачивают в процессе выпрямления.
8. Заготовки толщиной свыше 5мм гнут…
1. на гибочных штампах;
2. в специальных приспособлениях;
9. Какой принят порядок правки при наличии у листа волнистости по краям и ровной середины?
1. удары наносят от середины по направлению к волнистости;
2. удары наносят от краев к середине; 3. удары наносят носком молотка рядами; 4. удары наносят по выпуклости.
10. Определить длину заготовки из стальной полосы толщиной 4мм и шириной 12мм для кольца с наружным диаметром 120 мм
11. Из предложенного перечня выберите требования, предъявляемые к гибки труб диметром свыше 30мм:
1. способ гибки в нагретом состоянии;
2. способ гибки в холодном состоянии;
3. с наполнителем;
4. без наполнителя;
5. используют заглушки с отверстиями; 6. используют заглушки без отверстия;
7. заглушки не используют.
12. Установите соответствие при правке в использовании применяемых инструментов:
А. обработанные поверхности 1. носками стальных молотков Б. тонкие изделия из стали 2. рихтовальными молотками
В. тонкие изделия из цветных металлов 3. гладилками
Г. закаленные детали 4. мягкими молотками из меди Д. тонкий листовой материал 5. стальными молотками через прокладки из мягких материалов
13. Определите правильную строку
1. Трубы для самолетов и автомашин должны иметь высокую прочность и меньшую массу эти требования обеспечиваются гибкой с растяжением на гибочно-растяжных машинах с поворотным столом;
2. Трубы для самолетов и автомашин должны иметь высокую прочность и меньшую массу эти требования обеспечиваются гибкой с нагревом токами высокой частоты;
3. Трубы для самолетов и автомашин должны иметь высокую прочность и меньшую массу эти требования обеспечиваются гибкой с нагревом токами высокой частоты;
4. Трубы для самолетов и автомашин должны иметь высокую прочность и меньшую массу эти требования обеспечиваются гибкой на специальных трубогибочных станках
Тема 4. Резка металла
1. Верно ли утверждение, что резане металла – это операция по разделению металла на части?
2. Верно ли утверждение, что разрезание можно производить без снятия стружки?
3 Как называется стальная тонкая и узкая пластина с зубьями на одном из ребер?
1. ножовочное полотно;
2. дисковая пила
4. Каким способом можно резать металл любой твердости?
1. на абразивно-отрезных санках;
2. анодно-механической резкой;
3. электромеханической ножовкой;
4. на отрезных ножовочных станках.
5. В чем отличие стуловых ножниц от ручных?
1. малые размеры;
2. большие размеры;
3. разрезают прутки;
4. разрезают листовой материал;
5. разрезают толстые листы
6.От чего зависит вид разводки ножовочного полотна?
1. от твердости обрабатываемого материала;
2. длины полотна;
3. величины шага; 4. от материала полотна.
7.Шаг ножовочного полотна выбирается от..
1. толщины полотна;
3. обрабатываемого материала;
4. материала полотна
8. Выберите материалы, из которых изготавливают ножовочное полотно:
4. Твердый сплав;
9. Выбрать инструмент для вырезания фасонных отверстий в листах и трубах…
1. ручная ножовка;
2. ножовочные станки;
3. стуловые ножницы;
4. ножницы с криволинейными лезвиями;
5. рычажные ножницы;
6. вырезные электроножницы;
7. вибрационные пресс-ножницы
10. Определите длину заготовки из стальной полосы толщиной 4мм и шириной 12мм, для кольца с наружным диаметром 120мм .
3. 339,12мм; 4. 345,12мм
11. Установите соответствие
Разрезаемая заготовка
Шаг зубьев,мм
1. листовой материал. тонкостенные детали
2. тонкостенные трубы
3. заготовки из меди, латуни
4. заготовка из чугуна
12. Предложите способ для разрезания прутка из закаленной стали:
1. ручные ножовки;
2. стуловые ножницы;
3. абразивное разрезание;
4. пневматическая ножовка
5. отрезной ножовочный станок;
13. По технологическим признакам определить способ разрезания металла Режущий диск из листовой стали из меди толщиной 0,5-0,8 мм, является катодом. К месту реза подается жидкость, определенного состава. Диск получает вращение. При его контакте с разрезаемым металлом возникают микроскопические электрические дуги, развивается высокая температура, диск проникает в металл, разрезая его.
Тема 5. Опиливание металла
1. Можно ли с помощью напильников обрабатывать криволинейные поверхности?
2. В каком из перечней указаны элементы напильника?
1. Рабочая часть, режущая, направляющая, шейка, хвостовик.
2. Носок, рабочая часть, заплечник, ребро, хвостовик, грань. 3. Как влияет количество насечек на длине напильника на норму съема металла?
1. С увеличением насечек - уменьшается; 2. С уменьшением насечек - увеличивается.
4.Ознакомиться с устройством штангенциркуля типа ШЦ-I с ценой деления нониуса 0,1 мм (рис. 1). Назвать позиции.

Рис. 1 А—штанга;
Б — верхняя губка;
В — нижняя губка;
Г — подвижная рамка;
Е — линейка глубиномера; Ж — шкала нониуса.
5. Выбрать напильники по назначению:
1. С одинарной насечкой, двойной, рашпильной, дуговой;
2. Насеченные, фрезерованные, накатные;
3. Слесарные общего назначения, специальные, машинные, надвили, рашпили.
6. Назвать типы слесарных напильников общего назначения (рис,2 а, б, в, г, д, е, ж, з).

7. Какие виды брака появляются при опиливании, если:
1- неправильно выбран напильник;
2 - отсутствует навык опиливания;
3 -слабо зажата заготовка;
4 - чрезмерно зажата заготовка;
5 - неправильная разметка; 6 - снимается лишний или недостаточный слой металла; 7 - напильник «засален» (загрязнен
А. неровности поверхности и завалы краев заготовок
Б — поцарапанная (задранная) поверхность;
В — неточность размера;
Г — вмятины на заготовке, поломка заготовки
8. Выбрать напильники в зависимости от характера выполняемой работы, припуска на опиливание и шероховатости поверхности. Номера насечек напильников: №0; №1; №2; №3; №4; №5.
А - чистовое опиливание, припуск на обработку 0,15…0,30 мм, шероховатость поверхности Rz40…Rz2,5мкм;
Б— черновое опиливание, припуск на обработку 0,5..1,0 мм, шероховатость поверхности Rz320. Rz 40;
В— отделочная обработка, припуск на обработку 0,05. 0,10 мм, шероховатость поверхности Rа1,25 и менее.
9. По краткой характеристике определить тип напильника для:
1 — опиливание пазов, зубьев зубчатых колес;
2 — опиливание внутренних углов, узких канавок; 3 — опиливание выпуклой стороной вогнутых криволинейных поверхностей;
4 — распиливание круглых или овальных отверстий
А- Плоский остроносый
5 — распиливание трехгранных и многогранных отверстий, обработка углов 60° и более;
6 — опиливание плоских поверхностей, широких
З – Плоский тупоносый
7 — обработка плоских, широких пазов, больших отверстий;
8 — распиливание квадратных, прямоугольных и многоугольных отверстий.
10. Определить качество опиливания поверхностей. А - поверочная линейка ложится на поверхность детали с равномерным просветом по всей длине линейки;
Б - ножки кронциркуля скользят по поверхности детали равномерно с легким нажимом;
В - штангенциркулем замеряют расстояние между сторонами деталей с противоположных концов, качание штангенциркуля отсутствует; Г - поверочная линейка ложится на поверхность детали без просвета.
1 - поверхности опилены правильно, чисто; 2 - поверхности опилены правильно, но грубо; 3 - поверхности параллельны между собой.
11. Определите правильную строку:
1 тарированные напильники применяются для обработки и доводки твердосплавных частей инструментов и штампов;
2 небольшие напильники применяют для лекальных граверных работ; 3. тарированные напильники применяются, когда требуется проверять твердость в малодоступных для алмазного наконечника частях изделия; 4. тарированные напильники применяются для обработки для обработки твердосплавных материалов керамики, стекла
Документ Microsoft Word. Тесты по предмету Слесарное дело и технические измерения

Единственный в мире Музей Смайликов
Самая яркая достопримечательность Крыма
Тема 5. Опиливание металла
1.Можно ли с помощью напильников обрабатывать криволинейные поверхности?
2.В каком из перечней указаны элементы напильника?
2. Носок, рабочая часть, заплечник, ребро, хвостовик, грань. 3. Как влияет количество насечек на длине напильника на норму съема металла?
4.Ознакомиться с устройством штангенциркуля типа ШЦ-I с ценой деления нониуса 0,1 мм (рис. 1). Назвать позиции.

Рис. 1 А—штанга;
5.Выбрать напильники по назначению:
6.Назвать типы слесарных напильников общего назначения (рис,2 а, б, в, г, д, е, ж, з).

10.Определить качество опиливания поверхностей. А - поверочная линейка ложится на поверхность детали с равномерным просветом по всей длине линейки;
11.Определите правильную строку:
Тема 6. Сверление, зенкерование, развертывание отверстий
1.Как называется инструмент для получения отверстия в сплошном материале?
2.Верно ли утверждение, что настольно сверлильные станки предназначены для сверления отверстий диаметром до 12мм?
3.В каком из перечней указаны элементы зенкера?
1. режущая часть, направляющая, шейка, хвостовик, лапка
2. режущая часть, калибрующая часть, шейка, хвостовик, лапка

4.Указать элементы спирального сверла (рис.1). А— ленточка;
Е — режущая часть;
3 — рабочая часть; И — режущая кромка.
5.На что указывает третья и четвертая цифры в обозначении модели станка 2А125
1. порядковый номер модели станка;
3. группу станка;
4. наибольший диаметр сверления
5. нет правильного ответа.
6.Зенкеры по конструкции режущей части классифицируются: 1 спиральные, цилиндрические, конические; 2. хвостовые, насадные.
3. цельные, сборные
4. быстрорежущие твердосплавные 5. одинарные и комплектные
7.Какое назначение имеет лапка у сверла с коническим хвостовиком?
2. служит для центрования сверла;
3. дает возможность работать сверлом с радиальной подачей;
4. предназначена для отвода стружки;
5. предназначена для подвода СОТС в зону резания.
8.В каком узле вертикально- сверлильного станка расположена коробка скоростей?
2. шпиндельная бабка;
3. коробка подач;
9.Чему равна глубина резания при сверлении отверстия диаметром 16Н12?
10.Определить причину каждого вида брака при развертывании отверстий,
Виды брака: 1- не выдержан размер отверстия;
1. Шероховатость поверхности отверстия более Rа1,25; 2. Следы дробления на поверхности; 3. Надиры на поверхности.
Причины брака:
А) вращение развертки рывками, увеличенный припуск; неправильно заточена развертка.
Б) вращение развертки в разные стороны, большой припуск; развертывание без смазки и охлаждения;
В) неправильно выбран диаметр развертки; биение развертки;
Г) недостаточен припуск под развертывание; грубая обработка отверстия под развертывание
11.Требуется обработать сквозное отверстие в сплошном материале диаметром 25Н8. Определить последовательность обработки данного отверстия
1. сверление, зенкерование, растачивание, развертывание.
2. сверление, развертывание черновое и чистовое.
3. сверление, растачивание, развертывание 4. сверление, зенкерование, развертывание,
5. сверление, развертывание.
12.Установите соответствие в применяемости разверток
1. Станки, применяемые при машинном развертывании 2. Виды движений при развертывании 3. Развертки с равномерным шагом зубьев по окружности 4. Развертки с неравномерным шагом зубьев по окружности А- процесс развертывания происходит при главном движении: вращении развертки вокруг оси
Б- развертки применяют при ручном развертывании отверстий
В- процесс развертывания происходит при двух одновременных движениях режущего
5.Спиральные развертки инструмента: поступательным вдоль оси и вращательном
Г- развертки используются при машинном развертывании
Д- развертывание на сверлильных станках Е- развертки применяются для обработки отверстий с продольными канавками или пазами
Ж- развертывание на токарных станках
13.По характеристике дефекта определить вид брака при обработке отверстий: поперечная режущая кромка смещена от оси сверла на величину h, режущие кромки разные по длине, хотя углы φ одинаковые:
1. смещение отверстия с оси заготовки;
2. увеличенная шероховатость;
3. завышен диаметр отверстия;
4. надиры на поверхности;
5. следы дробления на поверхности.
14.Отверстие диаметром 20Н7. Подобрать наименование и диаметры всех последовательно применяемых режущих инструментов.
1. сверло 19мм, зенкер 19,8мм, черновая развертка 19,94мм, чистовая 20Н7
2. сверло 18мм, зенкер 19мм, развертка чистовая 20Н7
3. сверло 19мм, после растачивания19,8мм, черновая развертка 19,94мм, чистовая 20Н7.
4. сверло 17мм, зенкер 19мм, черновая развертка 19,5мм, чистовая 20Н7
5. сверло 19мм, зенкер 19,5мм, развертка 20Н7.
15.Определите правильную строку:
1. качающаяся оправка предназначена для установки инструментов, для обработки отверстий с точностью не ниже 9-го квалитета.
2. качающаяся оправка применяется для установки инструментов при обработке деталей партиями.
3. качающаяся оправка предназначена для установки инструментов с менее точными отверстиями.
5. качающаяся оправка предназначена для сокращения времени на смену инструмента.
Тема 7. Нарезание резьбы
1.Верно, ли что резьбовые соединения являются наиболее распространенными?
2.Укажите, какая резьба прочнее: 1. полученная резанием; 2. полученная накаткой.
3.Сколько режущих частей имеет плашка?
4.Как называются инструменты для комплексного контроля наружной резьбы?
1. резьбовые калибр - кольца;
2. резьбовые калибр - пробки.
2 уровень 5. Как разделяются резьбы по расположению?
1. крепежные и ходовые.
2. наружные и внутренние.
3. цилиндрические и конические.
4. правые и левые.
5. одно- и многозах
6.. Какие элементы резьбы определяют точность и характер резьбового соединения?
1. наружный диаметр, внутренний диаметр.
2. угол подъёма (ω), наружный диаметр.
3. наружный, внутренний диаметр, шаг.
4. средний диаметр, угол профиля, шаг.
5. угол подъёма (ω), внутренний диаметр.
7.Какую величину имеет угол при вершине дюймовой резьбы?
8.Чем измеряется шаг резьбы?
1. резьбовым микрометром.
2. резьбовыми калибрами
9.Какое числовое значение имеет угол конуса 2φ у режущей части у плашки?
10.Выберите крепёжные резьбы.
5. трубные конические.
6. конические дюймовые.
7. трапецеидальные. 8. прямоугольные
11.Определить угол и профиль резьбы: А - метрической резьбы;
Б - дюймовой резьбы; В - трубной резьбы.
1. - равнобедренный треугольник;
3. - равносторонний треугольник;
12.Укажите рисунок, где изображена упорная резьба. И угол профиля упорной резьбы.
4. 5, 33º; 5. 4,30º и 3º.
13.Определить диаметр сверла (dсв.) под нарезание резьбы метчиком М6-
14.Какие из перечисленных причин послужат причиной брака рваная резьба?
1. большое занижение диаметра;
2. затупившийся инструмент;
3. неправильная заточка инструмента;
4. неправильный выбор сотс;
5. завышение скорости резания
15.Из предложенного перечня выберите требования при нарезании резьбы метчиком на бронзе.
1. задний угол в пределах 6-8, только на режущей части;
2. калибрующая часть снабжена небольшим обратным конусом.
3. режущая часть коническая; 4. передний угол 10 – 15 градусов.
5. все варианты верны.
17.Определите правильную строку:
1. метчик с винтовыми канавками применяется для нарезания резьб в деталях из нержавеющей стали;
2. метчик с винтовыми канавками обладает повышенной стойкостью
3. метчик с винтовыми канавками предназначен для нарезания одно- и многозаходных внутренних резьб.
4. метчик с винтовыми канавками служит для образования резьбы методом выдавливания.
18.По конструктивным признаком определите наименование инструмента и его назначение.
Круглые гребенки с кольцевой нарезкой по профилю резьбы, гребенки устанавливаются под углом подъёма резьбы и закреплены на специальных кулачках с помощью винтов. Кулачки расположены в Т- образных радиальных пазах корпуса и поджаты пружинами к спиральным участкам нажимного кольца. Хвостовик цилиндрический, рукоятка для возвращения в рабочее состояние.
Виды и основные элементы насечек
Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках с помощью специального зубила, на фрезерных станках — фрезами, на шлифовальных станках — специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках — протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба.(рис. 2).
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т. е. простой насечкой (рис. 136, а), с двойной, или перекрестной (рис. 136, б), точечной, т. е. с рашпильной (рис. 136, в), и дуговой (рис. 136, г).
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используются для заточки пил, ножей, а также для обработки дерева и пробки. Одинарная насечка наносится под углом 25° к оси напильника.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. В напильниках с двойной насечкой сначала насекается нижняя - глубокая насечка, называемая основной а поверх нее — верхняя, неглубокая насечка называется вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев.
Перекрестная насечка больше размельчает стружку, что облегчает работу. Основная насечка выполняется под углом к вертикали 25°, а вспомогательная — под углом к горизонтали 45°.
Расстояние между соседними зубьями насечки называется шагом. Шаг основной насечки больше шага вспомогательной.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (кожу, резину и др.).
Дуговую насечку получают фрезерованием. Насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
Напильники по назначению подразделяют на следующие группы:
o общего назначения,
o специального назначения,
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
№ 0 и 1 имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 —0,10 мм. Точность обработки не превышает 0,1 - 0,2 мм.
№ 2 и 3 применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
№ 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
Напильники делятся наследующие типы:
А — плоские, Б — плоские остроносые (рис. 4, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис. 4, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 4, Л) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис. 4, Л) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е — полукруглые напильники (рис. 4, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей (плоской стороной);
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники. Изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбический 100 —250 мм и ножовочные — 100 —315 мм.
Напильники специального назначения изготовляют по ведомственным нормалям: дли обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников.
Напильники для обработки изделий из сплавов и неметаллических материалов.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой.
Надфили. Небольшие напильники называют надфилями, их применяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента (рис. 140).
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина).
Машинные напильники
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники (рис. 143, э) — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, видную, цилиндрическую, фасонную и др. форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники (рис. 143, 6) применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных. Диск изготовляют диаметром 150 — 200 толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют с помощью приспособления (рис. 143, г).
Пластинчатые напильники (рис. 143) представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
Приемы опиливания
Положение рук (хватка напильника) имеет чрезвычайно важное значение. Слесарь берет в правую руку напильник за ручку так, чтобы ручка упиралась в ладонь руки, четыре пальца захватывали ручку снизу, а большой палец помещался сверху (рис. 5, а). Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20 — 30 мм от его носка. При этом пальцы должны быть слегка согнуты, но не свисать (рис. 151, б); они не поддерживают, а только прижимают напильник. Локоть левой руки должен быть немного приподнят. Правая рука от локтя до кисти должна составлять с напильником прямую линию.
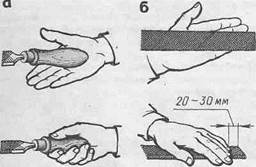
Рисунок 5. Положение рук при опиливании:
а— правой, б — левой
Координация усилий. При опиливании должна соблюдаться координация усилий нажима (балансировка), заключающаяся в правильном увеличении нажима правой руки на напильник во время рабочего хода при одновременном уменьшении нажима левой руки. Движение напильника должно быть горизонтальным, поэтому нажимы на ручку и носок напильника должны изменяться в зависимости от положения точки опоры напильника на обрабатываемой поверхности. При рабочем движении напильника нажим левой рукой постепенно уменьшают. Регулируя нажимы на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям.
В случае ослабления нажима правой руки и усиления левой может произойти завал поверхности вперед. При усилении нажима правой руки и ослаблении левой руки получится завал назад.
Прижимать напильник к обрабатываемой поверхности необходимо при рабочем ходе (от себя). При обратном ходе не следует отрывать напильник от поверхности детали. Во время обратного хода напильник должен лишь скользить.
Направление движения напильника, а следовательно, положение штрихов (следов напильника) на обрабатываемой поверхности должны меняться, попеременно с угла на угол.
Сначала опиливание выполняют направо (рис. 7, а) под углом 30—40° тисков, затем, не прерывая работы, прямым штрихом (рис. 7, б, г) и заканчивают опиливание косым штрихом под тем же углом, справа налево (рис. 7, в). Такое изменение направления движения напильника обеспечивает получение необходимой плоскостности шероховатости поверхности.
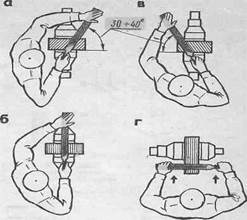
Рисунок 7. Опиливание:
а — слева направо, б — прямым штрихом поперек заготовки, в — справа налево (косым штрихом), г — прямым штрихом вдоль заготовки
Плиз помогите на вопрос, буду благодарен
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки. Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
не это конечно, познавательно и интересно, но для Ботаниокв (Заучек), а мне нужно краткий и чёткий ответ без лишнего, я извеняюсь ГОВНА, А так можно сказать спасибо, за инфу.
Читайте также: