Как выбрать шлифовальный круг для металла
Обновлено: 02.05.2024
Болгарка является популярным электроинструментом и широко используется при выполнении ремонтных, строительных и отделочных работ. Благодаря возможности установки разнообразных насадок инструмент выступает в роли незаменимого помощника при шлифовке деревянных, каменных, металлических и бетонных поверхностей.
Назначение
Шлифование твёрдых оснований было бы невозможным без применения специальных сменных дисков, присутствующих на рынке в большом многообразии размеров, форм и текстур. С их помощью выполняется полировка заготовок в мебельном производстве, реставрация предметов старины, шлифовка стен деревянных срубов, черновая обработка бревна и удаление остатков лакокрасочных материалов с любых поверхностей.
Кроме того, шлифовальные круги широко применяются при ремонте деревянных полов и натурального паркета, а также при изготовлении вагонки, половой доски, оконных рам, дверей и коробок к ним. Диски часто используют для обдирки, зачистки и полировки различных деталей, удаления ржавых пятен с металлических и бетонных поверхностей, а также для точной подгонки соединений, оснащённых системой «гребень-паз», и для других, требующих плотного прилегания элементов.
Помимо болгарок, круги для шлифования используют в сочетании с электродрелями и орбитальными эксцентриковыми шлифмашинами.


Разновидности
Классификация шлифовальных кругов происходит по нескольким признакам, определяющим из которых является специализация моделей. По данному признаку выделяют такие три категории изделий, как:
- универсальные модели, способные обрабатывать любые поверхности;
- диски, предназначенные для шлифования и полировки изделий из древесины;
- круги для работы по бетону, натуральному камню и металлу.



К первому типу относят 4 разновидности шлифованных кругов, которые в равной степени эффективно могут использоваться на любых поверхностях.
- Обдирочный круг предназначается для удаления слоёв старой краски или лака с любых оснований. Он представляет собой покрытый металлической щетиной диск. Для изготовления щетины используют прочную упругую проволоку, устойчивую к деформации и способную быстро и эффективно разбивать и снимать старое покрытие. Расположение щетинок относительно плоскости диска, а также их длина и жёсткость могут быть различными, поскольку зависят от размера и специализации модели.

- Кордщётка (витая шарошка) представляет собой проволочную насадку и применяется в случаях, когда необходима грубая шлифовка и снятие первичных неровностей. Данная разновидность является полностью универсальной и может быть использована как для снятия лакокрасочного покрытия с деревянных поверхностей, так и для устранения ржавчины с металлических и бетонных оснований.


- Торцевой круг предназначен для выравнивания торцов заготовок при выполнении косых распилов. Техника обработки поверхности с его помощью отдалённо напоминает работу напильником.
- Диски на липучке используются для обработки каменных, металлических и бетонных поверхностей. Они представляют собой набор из пяти кругов, которые закрепляются к рабочей основе посредством клейкой основы. Основной диск по своей конфигурации напоминает тарелку, с нанесённым на неё клейким составом – липучкой. Именно на него и происходит установка сменных дисков. Модели выпускаются диаметром 125 мм и более. Они имеют разную степень зернистости, что значительно облегчает выбор нужного диска и позволяет приобрести его под конкретный материал. В комплект, как правило, входят шлифовальные, полировочные и войлочные модели. Наличие в одном наборе разных по предназначению и структуре кругов позволяет зашлифовать и отполировать любые поверхности до зеркального блеска.

Следующая категория шлифкругов имеет узкую специализацию. Она предназначается для обработки деревянных поверхностей и представлена наждачной лепестковой моделью. Лепестковый круг используется для первичной шлифовки и чистовой полировки деревянных изделий. Он представляет собой плоскую насадку с расположенными на ней трапециевидными лепестками из наждачной бумаги. Лепестки находят друг на друга внахлёст и визуально напоминают рыбью чешую. Благодаря такому строению насадки отличаются высокой износоустойчивостью, из-за чего одного диска вполне хватает на полировку 10 м² деревянной поверхности.
Лепестковые круги выпускаются с разной степенью зернистости, что позволяет производить шлифовку разных по твёрдости и структуре древесных пород. Модели производятся в большом разнообразии типоразмеров, диаметром от 115 до 230 миллиметров.
Третья категория шлифкругов для болгарки представлена моделями, предназначенными для обработки особо твёрдых материалов, включая бетон, металл, мрамор и гранит. Данная категория довольно многочисленна и представлена большим количеством разнообразных моделей, наиболее популярные из которых будут рассмотрены ниже.
- Диск «Двойной сегмент» предназначен для черновой шлифовки натурального камня, кирпича и бетона. Насадка эффективно устраняет разные дефекты поверхности, а также срезает толстые наслоения бетонной стяжки.


- Модель «Дельфин» оказывает более щадящее воздействие на рабочую поверхность, нежели предыдущий инструмент, и позволяет выполнять более деликатную шлифовку. Изделие отличается небольшим весом, высокой производительностью и долгим сроком службы.
- Шлифовальный круг «Квадрат» используют для выполнения грубой обработки основания, необходимой для последующего нанесения на неё полимерного покрытия. Отшлифованная поверхность становится довольно шероховатой и приобретает высокие адгезивные свойства.


- Модель «Бумеранг» отличается небольшим весом и многофункциональностью. Она способна обрабатывать бетонные и каменные основания, а по качеству шлифовки может сравниться с двухрядными алмазными фрезами.
- Диск «Черепашка» используется для обработки мраморных и гранитных поверхностей. Инструмент делает каменные основания абсолютно гладкими и придаёт им зеркальный блеск. Данная модель выпускается в разных вариантах зернистости, что позволяет выполнять как грубую первичную шлифовку камня, так и чистовую полировку.


- Круг «Турбо» характеризуется высокой износоустойчивостью и применяется для шлифования железобетонных и металлических оснований. Более того, инструмент способен снимать фаски и кромки на плитах из мрамора, из-за чего используется мастерами-каменотёсами для создания композиций из природного камня.


- Модель «Тайфун» представлена в виде алмазной шлифовальной чашеобразной конструкции, характеризуется высокой производительностью и долгим сроком службы. Изделие используют для грубой первичной обработки натурального камня и снятия старого декоративного покрытия с бетонных стен.
По своей форме шлифкруги могут быть плоскими или чашечными. Первые представляют собой мелкоабразивные наждачные либо полировальные диски и применяются для полировки древесины и других мягких оснований. Чашечные модели используются для шлифования серьёзных поверхностей и требуют высокой мощности болгарки. Если же такая модель будет установлена на маломощный УШМ, то двигатель электроинструмента не выдержит повышенной нагрузки и сгорит. Помимо полировки особо твёрдых материалов, чашечные насадки способны производить эффективную обработку труднодоступных мест, куда плоский диск подобраться не сможет.


Шлифовка и полировка металлических труб производится несколько иначе. Для этого используют насадку роликового (барабанного) типа, которая эффективно зачищает поверхность труб от ржавчины и остатков краски. Более того, ролик хорошо выравнивает швы от сварки, а при замене наждачной ленты на войлок превращается в полировальный инструмент.
Помимо войлока, для полировки металла часто используют другие безабразивные материалы, такие как поролон, губчатые насадки и ткань.
С окалиной от сварки отлично справляются и фибровые диски, эффективно удаляющие остатки окисления, а также заточные абразивные круги. Последние имеют толщину от 5 мм, оснащены углублением на внутренней стороне, и, помимо выравнивания сварного шва, могут применяться для заточки режущих инструментов.



Рекомендации по выбору
Прежде чем приступить к покупке шлифкругов для болгарки, следует обратить внимание на несколько важных моментов.
- Нужно обязательно проверять соответствие посадочных диаметров диска и болгарки.
Для того чтобы не ошибиться в выборе, нужно переписать технические характеристики УШМ и сопоставить их с размерами приобретаемых насадок.
- Как было сказано выше, шлифкруги подразделяются на универсальные и узкоспециализированные. Частой ошибкой потребителей является выбор универсальных моделей, покупка которых кажется более выгодной. На самом деле это не так. Как показывает практика, для каждого конкретного материала лучше покупать «свой» специальный диск, что значительно повысит эффективность обработки и убережёт мотор от возможной перегрузки. Универсальные модели можно выбрать лишь для грубой черновой шлифовки, в то время как для чистовой работы лучше приобрести специализированную модель.
- Следует обращать внимание на толщину насадки. Чем толще будет круг, тем дольше им можно будет пользоваться.
- Степень зернистости абразивных моделей также является важным критерием. Чем она выше, тем более гладкой получится обработанная поверхность.
- При выборе круга с липучкой лучше остановить свой выбор на перфорированной модели. Такой диск не будет перегреваться при высоких оборотах и не воспламенится.
Тонкости использования
Перед тем как приступить к работе с инструментом, необходимо удостовериться в правильной посадке и надёжном креплении диска. При включении прибора в сеть звук работающего двигателя должен быть равномерным, без посторонних шумов и вибрации. В противном случае нужно отключить агрегат и переустановить шлифовальный диск.
В процессе шлифования и полировки необходимо следить за состоянием круга, при обнаружении малейших дефектов работу следует немедленно прекратить.
Это обусловлено высокой скоростью вращения круга, достигающей в некоторых моделях 13 000 об/минуту, а разлом диска на таких оборотах может привести к травматизму.


При использовании накладных кругов из наждачной бумаги необходимо следить за степенью её истирания, иначе основной круг может повредиться. Во избежание подобных ситуаций следует использовать диски как можно большей толщины. При работе стоит применять средства индивидуальной защиты. К ним относят специальные очки, брезентовые перчатки, респиратор или марлевую повязку, а также рабочую одежду с длинным рукавом. Нелишним будет оборудовать рабочее место системой удаления пыли и стружкососом. Кроме того, при работе с бетонными конструкциями, а также при удалении сварных окалин с металлических поверхностей оператор не должен находиться в зоне разлёта осколков.
В процессе шлифовки и полировки рекомендуется использование специальных шлифовальных паст или растворов, насыщенных мелкими абразивными частицами.
Первичную обработку металла выполняют малоабразивными кругами, а чистовую полировку производят с использованием войлочных или тканевых насадок. Что касается класса зернистости, то для удаления лакокрасочного слоя и грубой обработки наструганных поверхностей используют крупнозернистые насадки с маркировкой 40–60 единиц. Для снятия верхнего слоя со старых деревянных поверхностей, для подгонки краёв и соединений, а также для шлифовки линии обреза – оптимальным вариантом будет шлифнасадка средней зернистости на 60–80 единиц. И, наконец, при выполнении тонкой финишной шлифовки, а также при подготовке оснований к нанесению лакокрасочных средств используют мелкозернистые насадки на 100–120 единиц.
О том, как установить шлифовальный круг на болгарку, вы узнаете из следующего видео.
Как выбрать зернистость шлифовального круга?

На поверхности шлифовального круга находится огромное количество твердых частиц. Они распределены по всей площади круга и во время обработки материала удаляют верхний слой в виде микроскопических стружек. Прежде чем выбрать инструмент для шлифовки, необходимо выяснить зернистость алмазного шлифовального круга и определиться с физико-химическими характеристиками материала, подлежащего обработке. Большой ассортимент кругов для обработки представлен в Москве в магазине «Заубер Машинери».
Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
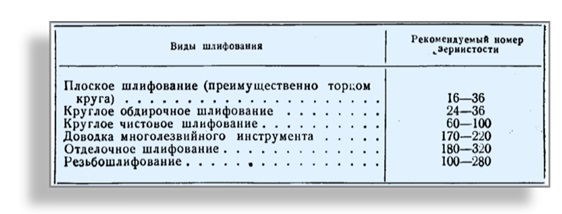
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение по ГОСТ 3647-80
Обозначение по ГОСТ
9206-80 (алмазные порошки)
Обозначение для абразивных материалов, исключая материалы на гибкой основе
Средний размер, мкм
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом.
Маркировка инструментов
От зернистости абразивов напрямую зависит чистота формируемой поверхности. Зерно может иметь форму сростков или мелких осколков кристаллов произвольной формы. Выпускаются также образцы, в которых зерно имеет форму кристалла.
Зерно шлифовального круга имеет три основных параметра:
Однако в большинстве существующих классификаций специалисты оперируют только шириной как определяющим фактором. Размер зерна шлифовального круга определяет количество металла (или иного материала), которое снимается за один проход и общая производительность шлифования.
Детальная маркировка шлифовальных кругов включает в себя:
- тип;
- размер;
- вид абразивного материала;
- степень твердости;
- номер зернистости;
- структуру;
- максимальную скорость обработки;
- характер связки;
- уровень точности;
- степень неуравновешенности.
Следует отметить, что ГОСТ зернистости шлифовальных кругов на рынке представлен в разных редакциях. Они касаются в основном обозначения зернистости и марки абразива. В связи с этим производители иногда маркируют по-разному свою продукцию. Кроме того, на рынке можно встретить модели, которые имеют и новые обозначения, и старые.
Расшифровка зернистости шлифовальных кругов достаточно проста, специалистам на производстве она понятна. Суть ее состоит в следующем: чем больше численное наименование в префиксе, тем, соответственно, лучше качество шлифующего материала. Это значит, что максимально высокая твердость достигается минимизацией ненужных примесей. От этого и зависит высокий коэффициент режущей способности материала. Подобрать подходящей зернистости шлифовальный круг Вы можете перейдя в наш каталог.
Какой шлифовальный круг выбрать

Выбор шлифовального круга — 3 главных параметра
Самыми важными при покупке этого материала являются:
- характеристики шлифовального инструмента — они должны совпадать с расходным материалом;
- обрабатываемая поверхность — подбирается круг с подходящим для работы с ним абразивным материалом;
- срок годности.
Круг и инструмент, на который он устанавливается, должны совпадать по размерам и скорости вращения. Диаметр отрезного круга должен соответствовать инструменту. На рынке есть модели с диаметром от 80 до 500 мм, для бытовых приборов подходят стандартные размеры 230 мм, 180мм, 150 мм, 125 мм, 115 мм. Также при покупке важно проверить диаметр посадочного отверстия — он бывает 32 мм и 22 мм.
Скорость вращения круга, которую обязательно указывают в маркировке, должна совпадать с данным параметром у инструмента.
Для её обозначения многие производители используют цветовую схему:
- белая полоса — скорость до 25-35 м/с;
- синяя указывает на максимальный параметр 45-50 м/с;
- желтая — до 60 м/с;
- красная полоса говорит о скорости 80 м/с;
- зеленая — указывает на вращение до 100 м/с.
Определиться, какой шлифовальный круг выбрать для шлифовки определённой поверхности, не так уж сложно — большинство изделий универсальны. Однако такие круги имеют более высокую стоимость и меньшую производительность, поэтому лучше подбирать специальные. Производитель обычно маркирует изделие специальными значками: керамическая плитка, армированный бетон или камень, вид металла и другое.
Если с первыми двумя параметрами все понятно, то третий может вызвать недоумение. Однако на самом деле, на рынке можно встретить круги известных производителей, которые точно не являются подделкой, по очень подкупающей цене. В этом случае стоит обратить внимание на срок годности — он либо закончился, либо уже подходит к концу. Выбор шлифовального круга с таким сроками — это угроза здоровью и безопасности для мастера и окружающих.
Как правильно подобрать шлифовальный круг по материалу и связке?
Связкой называют специальный материал основу, который используют для соединения и удерживания зёрен вместе. Правильно подобранный по связке круг порадует мастера высокой эффективностью работы.
- Круги на бакелитовой связке предназначены для резьбошлифования, силового шлифования на высоких скоростях, обработки металлов, заточки режущих инструментов, финишной обработки цилиндров и другого.
- Шлифкруги на вулканитовой связке предназначены для полировки, чистовых операций, бесцентровой шлифовки.
- Шлифкруги на керамической связке подходят для шлицешлифования, зубошлифования и заточки инструментов, профильной, бесцентровой и других видов шлифовки.
О чем говорит маркировка?
На каждом шлифкруге можно увидеть множество значков и надписей — конечно, их наносят не для украшения изделия. У серьезных производителей такие надписи максимально информативны. Первое, на что надо посмотреть — для какого оборудования подходит данный шлифкруг: стационарного станка или ручного инструмента.
Перед тем, как выбрать данный расходный материал для своих нужд, следует обратить внимание на:
- зернистость — бывает до 2000 мкм, а иногда и больше;
- высоту круга;
- точность размеров.
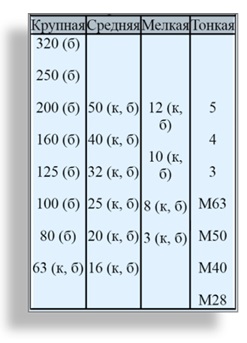
Зернистость — характеристика, отвечающая за размер абразивных частиц. Соответственно, чем она больше, тем быстрей можно обрабатывать материал. Для тонких работ, требующих высокой точности, нужны круги с мелким зерном. Общепринятым стандартом считается система FEPA —для обозначения зернистости используют букву «F» и числовое обозначение от 4 до 1200. Чем меньше число, тем о большем размере частиц идет речь. Для бытовых потребностей стоит подобрать шлифовальный круг в следующих диапазонах зернистости:
- мелкая — от 70 до 220;
- средняя — от 30 до 60;
- грубая — от 16 до 24.
Крупнозернистый круг используют:
- для удаления больших припусков, при обдирке и предварительных операциях;
- при работе на жестких и мощных станках;
- при обработке некоторых металлов — алюминия, меди, латуни;
- при больших площадях соприкосновения круга и обрабатываемой поверхности.
Круг со средним и мелким зерном нужен:
- для создания шероховатости в пределах 0,32-0,08 мкм;
- для окончательной шлифовки и доводки детали;
- при обработке твердых сплавов и закалённой стали;
- если предъявляются высокие требования к точности.
Толщину кромки круга называют высотой — бывает от 1 до 5 мм. Чем меньшее числовое значение у этой характеристики, тем более легким и простым будет рабочий процесс, однако скорость износа круга возрастает.
Точность размеров классифицируется тремя типами: АА, А и Б. Чтобы понять, как выбрать шлифовальный круг по типу точности, нужно определиться с видом операции и требованиями к точности результата. Для большинства обычных операций применяют круг класса Б. Для работы на высоких скоростях и обработки точных деталей применяют класс А. Для высокоточного оборудования необходимо приобрести шлифкруг с классом точности АА.
Как выбрать шлифовальный круг для дерева?
Для обработки дерева применяют лепестковые шлифовальные круги, которые изготавливают из наждачной бумаги, зафиксированной на жёсткой основе. Если древесину нужно сделать гладкой, используют круг с мелкой зернистостью, если нужно снять только часть слоя — подойдет средняя зернистость. Для снятия с деревянной поверхности старой краски применяют крупнозернистый круг. По конструкции круги для дерева делятся на твёрдые, подвижные, лепестковые. Последние используют для финишной обработки, с помощью которой можно добиться идеально гладкой поверхности.
Владея необходимой информацией, а также учитывая указанную производителем на изделии информацию, приобрести нужный диск в Москве не представит особого труда ни для опытного мастера, ни для начинающего.
Маркировка шлифовальных кругов
Разбираться в маркировке шлифовальных кругов обязательно нужно каждому покупателю. В этом случае очень выручает таблица зернистости и понимание правил расшифровки обозначений, представление о том, чем хороши те или другие марки. Отдельная обособленная тема – как определить размер зерна наждачного диска, и как все же выбрать подходящий круг для полноценной работы.



Особенности
Официальная маркировка шлифовальных кругов может сказать вдумчивому покупателю о многом, отобрать подходящие и неподходящие для себя решения. В этих скупых с виду обозначениях приведено много ценной информации о характеристиках продукта. Можно понять, где и как его удастся использовать, а какое применение нецелесообразно и порой оказывается даже вредно для заготовок, для самого оборудования. Стандартная система обозначений содержит указания на:
- ГОСТ или иной стандарт, которому соответствует диск;
- линейные габариты модели;
- уровень зернистости;
- тип примененного вещества;
- тип связки;
- предельно допустимую скорость шлифовальной обработки;
- уровень точности;
- степень неуравновешенности шлифующего круга;
- степень твердости вулканитовых и иных абразивных дисков;
- структуру поверхности инструментального приспособления.
Марки типов и размеров
Один из наиболее массовых вариантов шлифующего круга – это изделия на основе электрокорунда нормального формата. Обозначается он цифрами от 12 до 16 с добавочной последующей буквой А. Преимущества:
- отличная стойкость к сильному нагреву
- отменная сцепка с вяжущими компонентами;
- пригодность для обработки чугуна и кованого железа, обычной и улучшенной добавками хрома стали.
Если тип обозначен как 22А-25А, налицо использование белого электрокорунда. Он однороднее материала предшествующей группы, при этом несколько крепче механически. Эксперты отмечают наличие острых кромок и способность самозатачиваться. После обработки таким диском поверхность будет относительно однородна.
Такие круги часто берут, когда нужно обработать качественную инструментальную сталь, работать с тонкостенными конструкциями.


32А-34А – это марки хромистого электрокорунда. Он пригоден для манипуляций с наплавляемыми поверхностями из специальных марок сталей, оптимизированных легирующими компонентами. Альтернативные названия – технический рубин или же электрорубин. Дополнительно встречаются следующие марки:
- 37А – электрический корунд с вхождением титана;
- 38А – циркониевый круг, отличающийся значительной механической крепостью;
- 52-55С – черный карбид кремния, который тверже обычного карбида, но при этом часто проигрывает из-за хрупкости.
Для алмазных дисков принята следующая маркировка:
- АС2 – стандартная для такого инструментария крепость;
- АС4 – прочные изделия;
- АС6 – еще большая прочность;
- АС32 – монокристаллические алмазы.
Дополнительно введены еще такие категории в российские стандарты и технические нормативы, как:
Износостойкость алмазной массы и ее прочность достигнуты одновременно с уменьшением хрупкости. Такие конструкции пригодны для манипуляций с хрупкими, а также и твердыми материалами. Подобную оснастку, впрочем, могут брать еще для различных действий с оптическим стеклом и для заточки особенно твердых инструментов.
В некоторых ситуациях применяют еще и круговые инструменты категории ПП. Это сокращение обозначает «прямой профиль».


Обозначение абразива и зернистости
Параметры зерна дисков удобнее всего представить и анализировать в формате специальной таблицы. Но тут надо сказать, что в разных градациях эти параметры могут различаться, и порой соответствия найти невозможно. Так, категории обрабатывающих абразивов F4-F7 по шкале FEPA аналогов не имеют. Зерна 3/2 по стандарту за номером 9206 от 1980 года и менее не имеют совпадений в нормативе 3467-80. Вот и сама таблица:
Знак по ГОСТ 3647-80
По ГОСТ 9206 от 1980 года
Габарит в микронах
FEPA абразивные материалы, кроме имеющих гибкую основу (в обозначениях пропущена буква F)
Средняя величина в микронах



Но просто определить значение зернистости наждачных и иных дисков недостаточно. Необходимо еще посмотреть на то, что значит эта классификация в сугубо практическом плане. В порядке убывания размеров выделяют:
- шлифзерно;
- шлифпорошок;
- микропорошки;
- максимально тонкий микропорошок.
Микропорошки обозначают условным индексом «М». Расшифровать индекс несложно. Цифра после «М» показывает, каковы самые крупные частицы в такого рода продукте. Стоит отметить, что, помимо основной фракции, при каждом номере зернистости четко выделяется еще большая, предельная, мелкая и комплексная фракции.
Сечение абразивной частицы микропорошка диска на липучке – как 40, так и 25А – обычно измеряется по самому большому зерну, которое можно увидеть под микроскопом.



Крупные зерна рассчитаны на грубую доводку покрытий различного типа. Меньшее сечение позволяет выполнять финальный абразивный проход. А также его можно пускать в ход для доводки и затачивания. Крупнозернистыми дисками пользуются, чтобы:
- обдирать и удалять припуски при значительной глубине прореза;
- эффективно работать на мощных машинах;
- шлифовать материалы, закрывающие поры инструментов и провоцирующие «засаливание»;
- работать на значительных площадях;
- плоско шлифовать торец;
- обрабатывать изделия внутри.


Круги с малым и средним зерном нужны, если:
- актуальна шероховатость покрытий не меньше 0,08 и не больше 0,32 мкм;
- предстоит работать с закаленной сталью и другими твердыми металлами;
- шлифовать и доводить приборы (аппараты) до финишной готовности;
- точно и качественно прорабатывать разнообразные детали.


Твердость и прочие параметры
Круги обычно классифицируют как мягкие, средние и твердые; это основные типы, к которым уже прибавляются различные эпитеты. Например, официально известны:
- чрезвычайно мягкие;
- весьма мягкие;
- среднетвердые диски.
К этим маркам применяют дополнительные цифры от 1 до 3-х. Чтобы затачивать инструмент вручную, нужен абразив С1 либо С2. Необходимо понимать, что твердость абразивных кругов может подразумевать разные вещи. В одном случае это стабильность крепления абразивных зернышек в общей сборке (то есть стойкость связок к выбросу зерен при механическом воздействии). В другом – пригодность используемых частиц для проникновения в другие материалы.


Твердость дисков по первому варианту наращивают, усиливая связку. Суммарный объем пор при этом сокращается, а вот на дистанциях между абразивными частичками это не отражается. Считается, что 1,5% повышения связки добавляет 1 уровень твердости. Продвинутые связующие системы очень стойко переносят разрывы. Они способны работать даже при очень высокой частоте кручения диска – заметно большей, чем может обеспечить наиболее мощная бытовая дрель.
По ГОСТу 1972 года твердость абразивных приспособлений – это именно сопротивляемость выдиранию зерен при внешнем импульсе. Тестирование проводится 3 ключевыми методами:
- по глубине лунки, выбиваемой струйкой кварцевого песка;
- по эффективности вдавливания закаленного стального шарика при определенной нагрузке;
- сверлением лунки на заданную глубину сверлом особой конструкции, на которое оказывается стабильное давление (ключевой показатель – необходимое число витков сверла до достижения результата).


В некоторых случаях профессионалы пользуются устройством ТКН (то есть конусным твердомером). Для работы его действующую часть прогревают до 100 градусов. Потом конус вжимают в круг. Ключевой параметр – глубина вхождения. Твердость диска прямо влияет на процесс шлифовки. Мягкое приспособление пригодно для чистовой обработки довольно твердых материалов. Однако обдирка требует использования более прочных изделий. Сталь, не прошедшую закалку, а также чугун можно обработать кругом умеренной твердости.
Важно: чем тоньше заготовка, тем больше приходится смягчать приспособление. Наряду с этим, играет роль и связочная масса – при одинаковой задаче связующее на базе керамики позволяет использовать не такое твердое изделие, как бакелитовый соединитель.


Советы по выбору кругов
Расшифровка – это еще далеко не все. Необходимо учитывать также и другую информацию. Довольно многие люди выбирают диски из эльбора. Они отличаются приличной твердостью и весьма стойки к воздействию тепла. Эльбором можно затачивать режущие части и твердые металлы. Повысить качество обработки поверхности можно за счет применения мелкозернистого круга. Но он склонен сильно засаливаться. Весьма вероятен еще и частый прижог материала. Белый электрокорунд неплохо работает для заточки ножей, ножниц и топоров.
Им же отрабатывают и различные уголки.
Есть еще несколько рекомендаций по отбору шлифующего круга:
- определять диаметр по количеству витков шпинделя;
- учитывать сокращение износа при наращивании сечения;
- принимать во внимание ширину охваченного алмазами слоя, если выбран алмазный диск.
Стоит учесть, что простой электрокорунд не пригодится для сверл, для болгарки и для перфораторов, а также для буровых систем. В подобном случае применяется «зеленый» наждачный круг. А вот для ножниц и домашних ножей он, напротив, уже не годится. Из-за сильного нагрева даже лучшая сталь теряет свои режущие свойства. Геометрические размеры те же самые, что и у электрокорундовых моделей.


Выбирать модели для наружного шлифования на станках должны только квалифицированные инженеры и специалисты. Потому разбирать эту тему здесь не имеет смысла. Нужно обратить внимание на другие параметры. Например, при заточке инструмента круг менее плотный:
- легче очищается;
- создает минимальную опасность деформации;
- сравнительно быстро остужается.
Важно: путаница между твердостью круга и твердостью используемого для него абразива недопустима. Чем тверже абразивный инструмент в целом, тем точнее выдерживаемая форма обрабатываемого изделия. Мягкие приспособления ценны там, где приходится обходиться без охлаждения жидкой смазкой. Диск с керамической маркировкой весьма прочен, но непригоден для силовой шлифовки.
Конструкции с вулканической связкой имеют узкую сферу применения, и их надо выбирать продуманно, с подключением специалистов.
Читайте также: