Как выправить металлическую полосу изогнутую по ребру
Обновлено: 20.05.2024
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на плите или надежных подкладках, исключающих возможность соскальзывания детали при ударе. Ручную и машинную правку металлов следует производить в рукавицах.
Кривизну деталей проверяют на глаз или по зазору между плитой и уложенной на нее деталью. Изогнутые места отмечают мелом.
В процессе правки вручную молоток нужно держать за конец рукоятки, как и при рубке металла. Удары наносить только выпуклой частью бойка; от ударов ребром бойка на поверхности выправляемой детали остаются забоины.
Правка полосового металла вручную производится на правильной плите или наковальне слесарным молотком.
Простейшей является правка металла, изогнутого по плоскости (рис. 44, а). Этот вид правки встречается наиболее часто; обычно выполняется он без особых трудностей. Сложнее правка металла, изогнутого по ребру (рис. 44, б). Если в первом случае задача заключается в простом выравнивании плоскости, то здесь приходится прибегать к деформации растяжением части металла, т. е. к рихтовке. Еще более сложной является правка скрученных полос (рис. 44, в).

Рис. 33. Виды изгибов заготовок из полосовой стали: а — изгиб по плоскости; 6 — изгиб по ребру; в — скрученная полоса
Правке ребер, повернув заготовку на ребро. После, одного-двух ударов полосу следует поворачивать с одного ребра на другое. С уменьшением изогнутости следует уменьшать силу удара.
Правка полос, изогнутых на ребро, выполняется путем рихтовки. В таких случаях сильные удары наносят носком молотка с целью односторонней растяжки (удлинения) мест изгиба; удары бойком следует наносить от мест растяжки на плоскости к краям полосы или заготовки.
Правку полос, имеющих скрученный изгиб, рекомендуется производить методом раскручивания. Такую заготовку зажимают в тиски и раскручивают ее с помощью рычага или ручных тисочков. Заканчивают правку на плите или на наковальне легкими ударами молотка.
Правка тонкой стальной полосы, изогнутой по ребру, выполняется в иной последовательности: кривую полосу кладут на плиту и, прижав ее левой рукой, правой наносят удары молотком рядами по всей длине полосы, постепенно переходя от нижней кромки к верхней. Вначале удары должны быть сильными, а по мере перехода к верхнему краю они должны быть слабее, но наноситься чаще. При таком способе правки (рихтовки) нижнее ребро вытягивается больше, чем верхнее, и полоса становится ровной.
Устранение неровностей после правки проверяют на глаз, а более точно — на разметочной плите по просвету или наложенном линейки па полосу.
Правка листового металла — более сложная операция. Она зависит от вида деформаций, действовавших на листовой металл в процессе прокатки, раскроя на мерные заготовки, электрогазовой резки, вырубки и т. п.
Все деформации листов можно разделить на три вида. К первому виду деформации относятся выпуклости и вмятины в середине листа или заготовки. Второй вид деформации характеризуется волнистостью краев и кромок листа. К третьему виду деформации относятся одновременно и выпуклости и волнистость кромок листа и заготовок.
Такой вид деформации называется смешанным или сложным. В зависимости от вида деформации правка листа имеет свои особенности.
Правка листа, имеющего выпуклости, производится следующим способом. Лист кладут на плиту выпуклостью вверх и обводят ее мелом. Края листа при этом будут касаться плиты. Затем, поддерживая лист левой рукой, правой наносят удары молотком от краев листа по направлению к выпуклости. Под действием таких ударов ровная часть листа, прилегающая к плите, будет вытягиваться, а выпуклость — постепенно выпрямляться.
Если на листе имеется несколько выпуклостей, то удары следует наносить в промежутках между выпуклостями. В результате этого лист растягивается, и все выпуклости сводятся в одну общую, которую выправляют указанным выше способом.
Необходимо помнить, что если лист с выпуклостью не прилегает кромками к плите, то его следует прижимать либо рукой, либо положив на выпуклую часть листа груз. Если не сделать этого и наносить удары молотком по неплотно прилегающему к плите листу, то он будет иметь много вмятин, вытяжки же металла по краям листа не получится. Время правки при этом увеличивается, создается шум, утомляющий работающего.
Выправив лист с обеих сторон, следует посмотреть, насколько уменьшилась выпуклость. Если она все еще значительна, то необходимо повторить удары в том же порядке, но с меньшей силой до получения прямолинейности по всему листу.
Правка листа, имеющего деформацию в виде волнистости по краям, но с ровной серединой, выполняется аналогично. Перед правкой, положив лист на плиту, на одну его волнистую кромку кладут какой-ни- будь груз, в то время как другую прижимают к плите рукой. Такое положение сохраняется при правке листа.
От воздействия ударов лист в средней части будет вытягиваться и волны по кромкам листа начнут исчезать. После этого лист следует перевернуть и продолжать правку таким же способом до получения требуемой прямолинейности.
Правка тонких листов производится деревянными молотками — киянками (рис. 45, а); очень тонкие листы кладут на правильную плиту и выглаживают гладилками (рис. 45, б).

Рис. 45. Приемы правки тонких листов: а — киянками; б — гладилками
Правка короткого пруткового металла диаметром до 30 мм и длиной до 3 м выполняется обычно слесарным молотком на правильной (рихтовочной) плите. Процесс правки при этом сводится к нанесению ударов молотком по выпуклости прутка, положенного на плиту, и проверке прямолинейности на глаз и на просвет между плитой и прутком. В процессе правки пруток следует все время поворачивать вокруг своей оси. Длинные прутки правят на специальных роликовых правильных машинах.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. В ряде случаев детали или инструменты, прошедшие закалку, подвергаются деформациям. Причиной деформации (коробления) являются внутренние напряжения, создаваемые быстрым охлаждением деталей в закалочной жидкости. Чтобы устранить кривизну таких деталей, их подвергают правке. Правка закаленных деталей называется рихтовкой. Точность рихтовки может составлять 0,01—0,05 мм.
В зависимости от характера правки применяют различные молотки: при рихтовке деталей или инструментов, на которых следы ударов молотка недопустимы, пользуются мягкими молотками (из меди, свинца). При рихтовке, связанной со значительным деформированием накаленной детали, пользуются слесарным молотком весом от 200 до 600 или специальным рихтовальным молотком с острыми бойками (рис. 46, а). Плита для правки (рихтовки) должна иметь гладкую отшлифованную поверхность.
Покоробленную деталь кладут на плиту выпуклостью вниз, плотно прижимая ее левой рукой к плите и удерживая за один конец, наносят несильные, но частые и точные удары носком рихтовального молотка по направлению от центра вогнутости к ее краям. Этим достигается растяжение верхних волокон металла на вогнутой стороне детали и ее выпрямление.
Изделия толщиной не менее 5 мм, если они закалены не насквозь, и только на глубину 1—2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать как сырые детали, т. е. наносить удары по выпуклым местам.
Правку (рихтовку) деталей более сложной формы, например угольника, у которого после закалки деформация вызвала нарушение перпендикулярное-
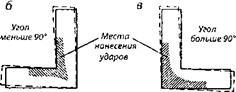
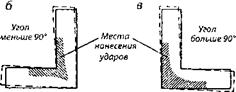
Рис. 46. Приемы правки (рихтовки) закаленных деталей: а — закаленной полосы (2—1—3 —порядок нанесения ударов); б, в — правка угольников (штриховкой указаны места нанесения ударов)
Ти сторон, производят так, как показано на рис. 46. Если угольник имеет угол менее 90°, то рихтовка его должна производиться у вершины внутреннего угла (рис. 46, 6) а если угол больше 90°, то рихтовка угольника должна производиться у вершины наружного угла (рис. 46, в). Заканчивают рихтовку угольника тогда, когда его ребра примут правильную форму и оба угла будут по 90°
В случае короблений деталей или инструментов по плоскости и по узкому ребру рихтовка их должна вестись отдельно: сначала по плоскости, а затем по ребрам.
Следует отметить, что точные детали и заготовки инструмента прошедшие правку (рихтовку) под прессом или молотком в холодном состоянии, должны подвергаться повторному отпуску для снятия напряжений.
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоин на заготовке. Если усилия, развиваемые молотком, недостаточны для правки, применяют ручные или механические прессы.
Правка с подогревом. Профильный металл (уголки, швеллеры, тавры, двутавры), пустотелые валы, толстую листовую сталь, поковки правят с нагревом изогнутого места (выпуклости) паяльной лампой или сварочной горелкой до вишнево-красного цвета; окружающие выпуклость слои металла охлаждают сырым асбестом или мокрыми концами.
Правка полосового металла со спиральным изгибом и с изгибом по ребру.
Правку полосового металла, изогнутого по ребру, выполняют следующим образом:
1. На полосе линейкой или на глаз определяют кривизну, отмечая ее границы мелом.
2. Широкой плоскостью полосу кладут на плиту и наносят удары поперек полосы по краю вогнутой стороны. Удары должны равномерно наноситься по всей плоскости вогнутой стороны (рис. 36). Наносить сильные удары нельзя из-за возможности вмятин и забоин на поверхности.

Рис. 36. Правка полосовой стали по ребру: а - схема нанесения ударов при правке полосы на ребро; 6 - схема нанесения ударов при правке угловой стали, изогнутой по узкой грани; в - прием работы.
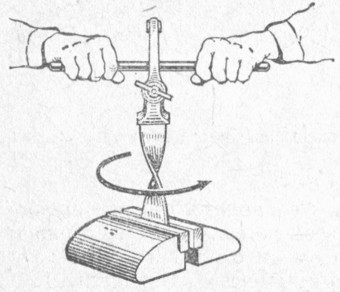
Рис. 37. Прием правки спирального изгиба.
3. Уменьшают силу ударов и наносят их на вогнутой части в других местах (рис. 36, а), полоса односторонне вытягивается за счет металла, принимая прямолинейную форму.
Этот способ применяется также при правке угловой стали небольшой кривизной полки (рис. 36, б). Правка кривизны по ребру вызывает деформацию полосы по плоскости, поэтому приходится сочетать правку на прямолинейность по ребру и плоскости.
Правку полосового металла со спиральной кривизной выполняют следующим образом:
1. Один конец заготовки закрепляют в тиски, а второй зажимают в ручных тисках.
2. Между губками тисков вставляют рычаг (стержень) и поворотом с равномерным усилием разворачивают изгиб до полного выпрямления спиральной кривизны (рис. 37). В случае необходимости окончательную правку производят на плите.
Результат правки полосы проверяют на глаз (см. рис. 34), с помощью проверочной плиты, для чего выправленную заготовку кладут на плиту, контролируя их плотное прилегание по всему периметру, или с помощью линейки - качество правки определяется равномерным просветом между линейками и плоскостью заготовки по всей ее длине.
Правка металла круглого сечения
Правку металла круглого сечения осуществляют на плите, призмах или с помощью ручного пресса:
Правка стального прутка круглого сечения на плите выполняется в следующем порядке:
1. На глаз определяют границы изгибов и делают отметки мелом.
2. На левую руку надевают рукавицу; в правую руку берут молоток с мягкими вставками, в левую - круглый пруток и принимают рабочее положение.
3. Пруток укладывают на плиту так, чтобы изогнутая часть находилась выпуклостью вверх.
4. Удары молотком наносят по выпуклой части от краев изгиба к средней его части (рис. 38), регулируя силу удара в зависимости от диаметра прутка и величины кривизны. По мере выправления кривизны силу удара ослабляют. Правку заканчивают легкими ударами, поворачивая пруток вокруг своей оси. При наличии нескольких изгибов сначала правят крайние изгибы, а затем расположенные в середине.
Правка прутка круглого сечения на призмах.
Пруток круглого сечения, расположенный на призмах, занимает устойчивое положение при правке. Этот способ правки используют для правки стальных труб. Для правки применяют деревянные молотки или используют подкладки.
Последовательность правки заключается в следующем:
1. Определяют границу изгиба, отмечая ее мелом.
2. На плите устанавливают две призмы.
3. Пруток располагают в призмах так, чтобы его изогнутая часть была обращена вверх, а пруток плотно лежал в угловых выемках призм.
4. Удары молотком наносят по выпуклой части прутка от краев изгиба до средней его части (рис. 39)
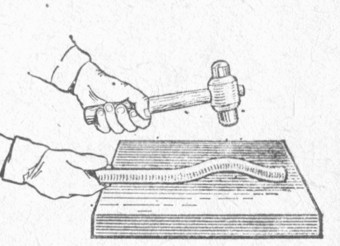
Рис. 38. Правка круглого прутка на плите.

Рис. 39. Правка круглого прутка на плите с применением призм.
Качество правки проверяют на глаз или путем катания прутка по плите, наблюдая при этом за плотностью касания поверхности прутка и поверхности плиты по всей его длине.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.007)
Упражнение 1 -Правка полосового металла, изогнутого в плоскости
Отметить выпуклые места полосы мелом. Надеть рукавицы.
Левой рукой взять полосу за конец и положить ее на плиту выпуклостью вверх.
Правой рукой взять молоток.
2. Наносить удары по выпуклымместам полосы.
Наносить сильные удары молотком (кувалдой) по наиболее выпуклым местам полосы, уменьшая силу удара по мере выпрямления и поворачивая полосу с одной стороны на другую по мере необходимости.
Силу удара регулировать в зависимости от размера сечения полосы и степени искривления, заканчивать правку легкими ударами (рис. 56).

3. Проверить выправленную полосу.
Проверить выправленную полосу«на глаз», или положить полосу наплиту и определить величину просветамежду плитой и полосой (если просвет по всей длине равномерный, тополоса выправлена правильно)

(рис. 57),
Упражнение 2 -Правка круглого металла
Примечание. На плите правят прутки диаметром до 12 мм.
Примечание. На призмах правят прутки диаметром от 12 до 30 мм.
Перекатыванием прутка по плите определить выпуклые места и отметить их мелом.
Установить пруток на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50—100 мм.
Наносить удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца).

Если правку производят стальным молотком, то применяют подкладки из мягкого металла (рис. 58).
Проверить качество правки способами, указанными ранее.
Вставить вал в центры пресса так, чтобы он свободно вращался.
Взять в правую руку мел и упереть руку в неподвижную поддержку, Левой рукой вращать вал, постепенно подводя мел к валу (если вал искривлен, то мел будет касаться его только в отдельных выпуклых местах).
Установить вал на призмы под винт (или шпиндель) пресса выпуклой частью вверх.
Вращая рычаг, нажать винтом пресса на вал, периодически проверяя прямолинейность вала линейкой, на просвет.
Чтобы избежать вмятин и забоин, под вал и под шпиндель пресса устанавливать подкладки из, мягкого металла (рис. 59).

Упражнение 3 - Правка металла, изогнутого по ребру
Примечание- Если ширина полоссоставляет не более двух ее толщинто правку производят так, как указано в упражнении 1.
Удары наносить носком молотка вогнутой части полосы, располагая, боек молотка поперек кромки до тех пор, пока она не примет прямоугольную форму (рис. 60).

Рис. 60
Проверять на просвет по плите.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.006)
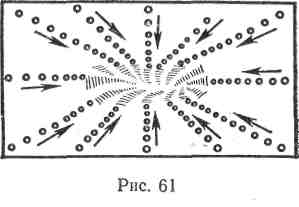
Упражнение 4 -Правка листового металла
Обвести мелом место выпуклости.
Положить лист на плиту выпуклостью вверх так, чтобы он лежал всей поверхностью на плите.
Придерживая лист левой рукой, правой наносить удары молотком от края листа по направлению к выпуклости, как показано стрелками на рисунке, по мере приближения к выпуклости удары наносить чаще и слабее.
Во время правки поворачивать лист в горизонтальной плоскости так, чтобы удары равномерно распределялись по всей его площади(рис. 61).
Обвести выпуклости мелом.
Нанося удары молотком междувыпуклостями, свести все выпуклости в одну.
Придерживая лист на плите левой рукой, прогладить его деревянным или металлическим бруском.
При правке лист периодически переворачивать (рис. 63).
При выполнении приемов правки соблюдать следующие правила безопасности труда:
1. При правке полосового и пруткового металла пользоваться рукавицами.
2. Правку выполнять молотками и кувалдами, прочно насаженными на рукоятку.
3. Запрещается выполнять правку полос и прутков, имеющих трещины.
4. При правке полоса или пруток должны касаться плиты или наковальни не менее чем в двух точках.
Контрольные вопросык инструкционной карте 7
«Правка металла»
1. Как организовать рабочее место для правки металла? Почему для правки применяются массивные наковальни или правильные плиты?
3. Какими способами можно проверить прямолинейность выправленной металлической полосы?
а) диаметром 10 мм?
б) диаметром 30 мм?
5.Как определить искривление вала?
7.Определить изгибающий момент при правке вала на гидравлическом прессе, если расстояние между опорными призмами, на которых лежит вал, равно 600 мм, диаметр цилиндра пресса 100 мм, давление в цилиндре 20 ат.
10.Предложите способ правки металлической полосы, имеющей винтовой изгиб.
13.Почему при правке прутка или полосы удары молотком наносят по выпуклым местам, а при правке металлического листа - около выпуклости?
15.Какие правила безопасности труда необходимо соблюдать при правке полосового,круглого и листового металла?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №8 по МДК:
«Слесарное дело и технические измерения»
Мценск,2017
ИНСТРУКЦИОННАЯ КАРТА 8
ГИБКАМЕТАЛЛА
Упражнения.
1. Гибка в тисках.
2. Гибка с применением приспособлений.
4. Примерныеобъекты работ: губки накладные для тисков, скобы, чертилки, крючки из проволоки 0 5 мм, хомутики и обоймы ножовки, латунные трубки 06—10 мм, газовые трубы 3/4".
Инструменты иоборудование: молотки слесарные массой 500 г, линейка измерительная, разметочный инструмент (чертилка, циркуль разметочный), пресс винтовой или гидравлический.
Приспособления и материалы:тиски, оправки разные, гибочные штампы разные, трубогиб роликовый, гибочное приспособление для чертилок, масло машинное, песок речной мелкий.
Упражнение 1–Гибкав тисках
Примечание. В холодном состоянии можно изгибать детали из листовой стали толщиной до 5 мм, из полосовой стали толщиной до 7 мм, из круглой стали диаметром до 10 мм.
1. Изогнуть полосу под прямым углом.
Отметить чертилкой место изгиба.
Закрепить полосу в тисках так, чтобы разметочная риска была обращена к неподвижной губке тисков и выступала над ней на 0,5 мм.
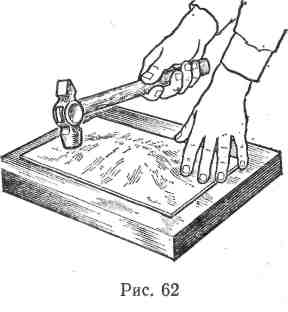
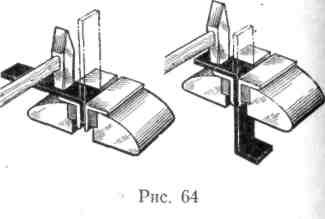
Ударами молотка, направлены к неподвижной губке, изогнуть полосу под прямым углом.
Следить, чтобы на детали не оставалось вмятин, при необходимости применять молоток со вставками. Из мягкого металла (рис. 64).
2. Изогнуть полосу под острым углом с применением оправок.
Закрепить полосу в тисках вместе с оправкой так, чтобы риска была обращена в сторону загиба и выступала над ребром оправки на 0,5 мм.
Ударами молотка изогнуть полосу до полного прилегания ее к грани оправки (рис. 65).
3. Изогнуть полосу двойным изгибом с применением оправок.
Изогнуть полосу способом, описанным в п. 1.
Отметить место второго изгиба.
Закрепить полосу в тисках вмести с оправкой, соблюдая ранее указанные требования.
Примечание. При массовом изготовлении деталей типа скоб рекомендуется применять оправки, размеры которых соответствуют размерам деталей, что исключает вторую разметку.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.01)
Приемы ручной и машинной правки полосового, листового, круглого материала и закаленных изделий


Читайте также: