Как закалить металл после сварки
Обновлено: 21.09.2024
Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен. В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
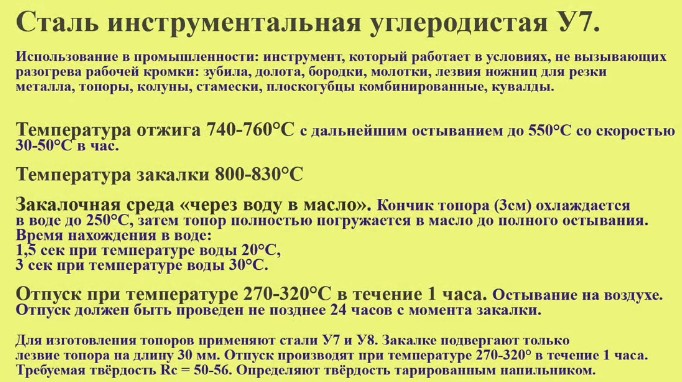
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.

А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.

Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.
2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.

Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.

Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.
Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Закаливание ножа
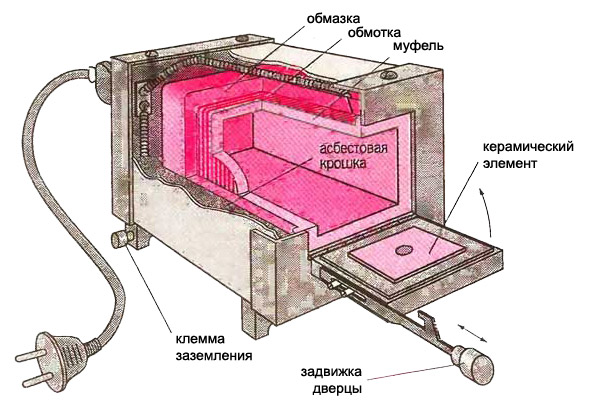
Самостоятельно для закалки металлов целесообразно использовать печи. Для предметов быта в виде ножей, топоров, сверл и других, наиболее подходящими являются муфельные печи небольшого размера. В них можно достичь температуры закалки намного выше, чем на костре и проще добиться равномерного прогрева металла.
Такую печь можно изготовить самостоятельно. В интернете можно найти множество простых вариантов ее конструкции. В таких печах можно разогреть металлическое изделие до 700-900°C.
Рассмотрим, как закалить нож из нержавейки в домашних условиях, используя муфельную электропечь. Для охлаждения вместо воды или масла используется расплавленный сургуч (можно достать в воинской части).
Последовательность процесса закалки следующая:
- нож (без ручки, если она деревянная) кладут в холодную печь;
- включив закрытую печь, нагревают ее вместе с ножом до получения ярко-красного цвета лезвия (800-900°C);
- раскаленным лезвием ножа режут сургуч до 10 раз, погружаясь в него на 1,5 см;
- процедуру повторяют до 5 раз, нагревая лезвие ножа и остужая в сургуче;
- остатки сургуча снимают скипидаром с помощью смоченной ткани.
Процедуру лучше делать на свежем воздухе, сургуч при плавке пахнет ужасно. Также, лезвие ножа можно греть на открытом огне.
Видео: другие способы закалки ножа в домашних условиях.
P.S. Зная поведение металла при нагревании и его свойства после термической обработки, а также технологию проведения закалки, можно с успехом проводить ее в домашних условиях для улучшения характеристик металлических изделий небольших размеров.
Основные нюансы при закалке нержавейки
Основы закалки нержавеющей стали: выбор температурных режимов, основные этапы и важные особенности. Необходимое оборудование, материалы и инструмент. Как закалить нержавейку в домашних условиях.

Закалка нержавеющей стали отличается от закалки нелегированных сталей более высокой температурой, временем выдержки, а также скоростью разогрева и охлаждения. Это вызвано тем, что легирующие компоненты изменяют критическую (аустенитную) точку нагрева и снижают теплопроводность металла.
Для того чтобы закалить коррозионностойкую сталь (нержавейку), ее необходимо нагреть до температуры не менее тысячи градусов, а затем охладить в масляной среде. Известно, что для успешной закалки обычной стали нужно, чтобы содержание в ней углерода было не менее 0.4 %.
Это не относится к нержавейке, т. к. легирующие добавки дают возможность закалить ее при более низком содержании углерода. У народных умельцев, изготавливающих ножи и режущий инструмент, самой популярной является отечественная нержавейка марки 40X13 (и ее аналоги), которая содержит 0.35÷0.45 % углерода и около 12÷14 % хрома.
Она доступна, хорошо обрабатывается, и ее можно закалять практически в любых условиях. Для того чтобы закалить свои изделия из нержавейки, домашние мастера, как правило, используют самодельное оборудование, подручные средства и недорогие материалы, а температурные режимы подбирают «на глазок».

Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0.4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить.
Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
- Подготовка оборудования, инструмента и материалов. Сюда входит проверка топлива (уголь или газ), которого должно хватить на весь цикл разогрева. Ведь для того чтобы качественно закалить нержавейку, ее следует нагревать плавно и без перерывов.
- Разогрев горна или печки. Если для того, чтобы закалить деталь, используется газопламенный нагрев, выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Нередко требуется закалить только какую-то часть будущего изделия, поэтому его следует разместить так, чтобы эта часть находилась в зоне максимальной температуры.
- Нагревание до требуемой температуры. Изделие удерживают в высокотемпературной зоне, контролируя его нагрев по цвету. Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
- Охлаждение. После того как нагретый металл приобрел требуемый цвет, деталь охлаждают, опуская в емкость с минеральным маслом. Оно может воспламениться, поэтому рядом с емкостью следует держать кусок плотной ткани.
- Очистка. После охлаждения в масле нержавейку следует тщательно очистить. При сильном загрязнении можно использовать растворитель.
- Отпуск. Чтобы закалить свою деталь «по науке», после нагревания и охлаждения ее следует отпустить. Для сталей с содержанием углерода 0.4 % и более температура отпуска составляет 200÷250 ºC (см. табл. ниже), поэтому их достаточно на пару часов поместить в обычную кухонную духовку. При меньшем содержании углерода температура отпуска значительно выше, до 700÷750 ºC, и он выполняется с постепенным остужением на воздухе или в сухом песке.
Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.

Что потребуется для работы
Для закалки нержавеющей стали в первую очередь нужно решить вопрос с источником нагрева. В бытовых условиях закалить нержавейку можно, нагревая ее с помощью горна, камерной печи или открытого пламени.
Если требуется качественно закалить длинномерное изделие, то лучше использовать первые два варианта, т. к. в этом случае прогревается одновременно весь объем нержавейки. При газопламенной закалке нагревание происходит путем перемещения узкой зоны нагрева вдоль изделия, поэтому качество может быть ниже.
Но этот способ хорошо подходит для разовых работ. Если же необходимо закалить большое количество изделий из нержавейки или такую работу предполагается выполнять постоянно, то лучше потратить некоторое время и усилия на изготовление небольшой камерной печи (см. фото ниже) или соорудить импровизированный кузнечный горн.

С помощью такой печки можно разогреть до нужной температуры и закалить изделия не только из нержавейки, но и из жаропрочных сталей. В качестве огнеупорного материала здесь использован шамотный кирпич типа ШБ, а нагрев выполняется пламенем газовой горелки, направленным во внутреннюю камеру.
Если же нет желания делать стационарное термическое оборудование, но при этом возникла потребность закалить деталь из нержавейки длиной до 30÷40 см, то вполне можно обойтись простейшим кузнечным горном, согнутым из листа стали (см. фото ниже).
В качестве топлива здесь используется обычный древесный уголь для шашлыков, а наддув осуществляется снизу с помощью строительного фена.

Для того чтобы качественно закалить заготовку из нержавейки с медленным остыванием, потребуется несколько литров минерального масла в жестяной емкости. Подойдет любое автомобильное или индустриальное масло, даже моторная отработка.
Главным инструментом при термообработке являются обычные или зажимные клещи. Кроме того, потребуются плотные негорючие перчатки или рукавицы и такая же спецодежда или кузнечный передник. Все работы следует выполнять либо на открытом воздухе, либо в хорошо проветриваемом помещении, вдали от горючих материалов.
Технология домашнего каления нержавейки
На самом деле закалить заготовку для будущего изделия из нержавейки (ножа или инструмента) не так уж и сложно. Для этого достаточно разобраться с температурными режимами и следовать всем рекомендациям. Однако термообработка относится к производству повышенной опасности.
Поэтому для закалки нержавеющей стали в домашних условиях прежде всего нужно определиться с организацией места проведения работ. Чтобы качественно закалить нержавейку и при этом не нанести ущерба помещению и собственному здоровью, необходимо соблюдать некоторые условия.
Во-первых, все источники нагрева должны быть безопасны, устойчивы и надежно защищены от случайного контакта с нагретыми элементами. Во-вторых, закалочные жидкости должны находиться в надежных емкостях и располагаться в стороне от нагревательного оборудования.
Если требуется закалить длинномерное изделие из нержавейки, следует использовать емкости, позволяющие полностью погрузить его в закалочную жидкость с одного раза. В-третьих, место работ должно быть достаточно просторным для перемещений и проветриваемым от дыма и газов.

Выбор температурного режима
Чтобы правильно закалить свою деталь из нержавейки, в первую очередь необходимо соблюдать требования температурных режимов для стали, из которой она изготовлена. Практически все хромистые коррозионностойкие стали при закалке разогреваются немногим выше тысячи градусов.
Для нержавейки это является точкой устойчивого формирования аустенита — твердого раствора углерода в железе. Закалить нержавеющую сталь — это значит быстро охладить такую структуру, не дав ее атомам вернуться в исходное (до нагрева) состояние.
Поэтому важны как температура разогрева и время выдержки в нагретом состоянии, так и скорость охлаждения, которая для нержавейки не должна быть слишком большой. Замедление процесса остывания достигается охлаждением изделия в масле, которое имеет низкую теплопроводность.
Если закалить деталь в воде, то она будет очень хрупкой и почти наверняка покроется микротрещинами. Продвинутые народные умельцы измеряют температуру нагрева с помощью термодатчиков, а в бытовых условиях ее определяют по цвету металла. Точные температурные режимы для каждой марки нержавейки можно найти в технологических справочниках.
Процесс каления пошагово
Чтобы закалить небольшое изделие из нержавейки в домашних условиях без использования печей или горнов, достаточно нагреть его горелкой или на газовой плите, определяя температуру по цвету металла. После этого оно остужается в масле, очищается и подвергается отпуску, для которого вполне подойдет духовка газовой плиты.
Если требуется закалить заготовку из нержавейки в изотермическом режиме (на производстве это делается поддержанием нагрева в соляном расплаве), то можно поместить ее после разогрева на газу в сухой песок. В этом случае температура остывания контролируется по цвету побежалости.
Чтобы правильно закалить нержавейку, нужно знать ее марку. Нередко встречается утверждение, что тип нержавейки достаточно точно определяется по цвету искр на точильном камне. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.
Как правильно закалить сталь в домашних условиях, так чтобы деталь не треснула
Некоторые процедуры термической обработки металлов возможно провести в домашних условиях. Рассмотрим, как раскалить железо с минимальным набором оборудования, как провести процесс закалки дома, соблюдая основные технологические шаги и получить достойный результат.
Как закалить металл в домашних условиях — способы

Возможности рядового обывателя ограничены, для разогрева и последующей работы с металлом могут быть использованы:
- пропановые горелки;
- печи (в том числе отопительные);
- мини-кузницы с наддувом.
Закалка деталей из стали в домашних условиях требует одного обязательного условия: достижения весьма высокой температуры. Если имеется способ разогреть заготовку до рабочей температуры — оранжевый или соломенно-желтый металл, можно переходить к подбору емкости.
Охлаждающая жидкость должна полностью покрыть упрочняемую заготовку и не деформироваться в случае соприкосновения с разогретым куском железа.

Для разогрева в качестве топлива чаще всего используют уголь — он имеет высокую температуру горения. Вместе с наддувом (фен или пылесос обратного выдува) можно добиться порогового значения для закалки железа.
Закалка на открытом огне

Наиболее доступный вариант раскалить железо дома — нагреть его в открытом пламени. Уровень нагрева контролируется зрительно по цветографической шкале. Подойдет любой источник с открытым пламенем, способный создать температура около 1000 градусов Цельсия.
Закалка и отпуск в домашних условиях имеют один значительный минус — неравномерный прогрев детали или заготовки. Если деталь большая, а пламя невелико, максимальная температура будет отмечена только в зоне непосредственного контакта огня и детали.
Один из аспектов домашней закалки — поверхностная деградация металла. Разогрев бытовыми способами способствует выгоранию углерода на поверхности железа, что разрушает структурные связи в металле.

Таким образом оптимально упрочнить:
- режущую кромку ручного инструмента (в том числе разнообразных сверел, зубило);
- небольшую деталь целиком (в пределах 2-5 см).
Правильная методика работ с металлом это нагрев и охлаждение в другой среде. Но для простейших работ допустимо выполнение только части процедуры с применением одной жидкости.
Закалка в одной среде
Чтобы закалить металл своими руками в одной среде (одноступенчатая операция), достаточно разогреть металлический предмет до рабочей температуры.

После этого производится перемещение в закалочную жидкость. Изделие находится в данной среде до полного охлаждения.
Метод весьма прост и распространен — его применяют как при ручном, так и механизированном труде. В качестве жидкости выступает вода или масло для закалки. К недостатку относится неравномерное падение температуры по объему детали. В результате термических напряжений происходят изменения в структуре материала. За счет изменения объемов связей возможно появление трещин, деформация поверхности детали.

Закалка стали одной средой в домашних условиях допустима для простейших элементов, деталей и изделий.
Ступенчатая операция
Метод направлен на снижение внутренних напряжений в структуре металла, исключения трещин. Потребуется солевой раствор — для примера можно привести доступную к покупке селитру. Раскаленный металл погружается в солевою среду (температура 300-400 градусов) на время, за которое деталь остынет до уровня жидкости.
Среднее время выдержки — 2 минуты.
Последний этап — полное охлаждение на воздухе, во время которого происходит мартенситное превращение структурных связей. Допустимо применять для закалки металла, относящегося к категориям быстрорежущих сталей, а также марок ХВГ, Х121 и подобным сортам.
Сталь с обработкой подобным способом на порядок прочнее, чем после процедуры в одной среде.
Изотермическая
Технологически данный метод похож на ступенчатый, за исключением увеличенного промежутка выдержки в среде раствора соли. За счет большого промежутка реализуется процесс распада аустенита и одновременное формирование нижнего слоя бейнита.
Обычные углеродистые стали не получают качественного роста прочности за счет изотермической закалки.
Светлая
Технологический сложный процесс — закалить черный металл в домашних условиях по такой методике почти невозможно.
Для осуществления светлой процедуры каления необходимы промышленные печи, имеющие защитную среду. Мелкие инструменты или детали при такой методике обрабатывают в автоматических установках.

Суть метода: после печи раскаленный металл помещается в емкость с селитрой или смесью едкой щелочи. Рабочая температура — 200 градусов. За счет агрессивной среды из калия и натрия с незначительным добавлением воды требуется соблюдение герметичности всей установки.
Чаще всего закаливание таким методом проводят для элементов сжатия/растяжения, зубчатых колес и валов, испытывающих знакопеременные нагрузки при эксплуатации.
Распространенные среды для самостоятельного каления
Процесс остывания заготовок проходит через стадию погружения в жидкостную среду. Закалить металл своими силами в домашних условиях можно с помощью воды, масла, водных растворов солей.
Закалка в воде
Вода является наиболее доступной средой для процедуры закаливания металла в домашних условиях. Важный недостаток водной среды — весьма малая эффективность. Всегда есть шанс получить дефекты на детали из-за быстрого остывания, поэтому водное охлаждение подходит для низкоуглеродистых сталей. Для высокоуглеродистых сталей эффективнее применять масляную среду.
Закалка металла в масле
За счет снижения падения температуры происходит минимизация напряжений в структурах металла. Остывающая в масле сталь со сложной конфигурацией детали в меньшей степени подвержена трещина и иным дефектам.
Изготовление камеры для закаливания металла

Описанная методика — бюджетный вариант муфельной печи для домашней термообработки. Заводские устройства стоят очень дорого.
Формовка будущего муфельного агрегата создается из завоскованного картона. На эту модель наносится глина — при высыхании бумага отойдет и может быть удалена руками. Для загрузки заготовок используется специальная дверца, изготавливаемая из аналогичной глины.
После естественной сушки на воздухе камеру и заслонку нагревают до 100 градусов. Следующий этап — обжиг. Процедура происходит при температуре в 900 градусов. После остывания оба элемента подгоняются для плотного прилегания с использованием УШМ и шлифовальной бумаги.
Сверху камеру необходимо обмотать проволочным нихромом. Сечение — 0.75 мм2. Первый и последний слой соединяются. Витки на камеру укладываются с интервалом, который в дальнейшем заполнит огнеупорная глина. Это защитит проволоку, исключит риск короткого замыкания. Изолирующий слой накрывается итоговым защитным поясом из глины. Рекомендуемая толщина — 12 см.
Просушенная заготовка помещается в металлический корпус. Имеющиеся зазоры заполняют асбестом. Для доступа к зоне нагрева на корпус монтируются дверцы с отделкой керамоплиткой.
Важно. Все технологические зазоры заполняются огнеупорными материалами: глиной или асбестом.
Нихромовая проволока выводится на тыльную сторону каркаса. Концы изолируются для исключения замыкания на корпус. В качестве контрольных в передней части подготавливаются два отверстия. Одно для термопары с целью контроля температуры, второе для визуального осмотра. Для закрытия необходимо предусмотреть специальные стальные жалюзи.

Несмотря на небольшой формат конструкции, с ее помощью можно правильно закалить инструмент и металл в домашних условиях.
Изготовление простого горна — инструкция
Важное условие — необходимо использовать шамотный кирпич. Глина в его составе выдерживает температуры до 2500 градусов.
Порядок сборки конструкции бытового горна:

- Составляем из 4 шамотных кирпичей квадрат, в центре которого размещаем чугунный цилиндр. Связываем кирпичи сварной рамкой из уголка.
- Под цилиндр ввариваются отдельные ребра из уголков. Горизонтальные полки прорезаются, цилиндр размещается в отверстии и проваривается.
Варим прихватками, чтобы конструкцию не деформировало.

- Возвращаем конструкцию в рабочее положение. Укладываем в рамку кирпичи, а на цилиндр — колосники. Это исключит падение угля в патрубок подачи воздуха.
Для повышения температуры свыше 1300 градусов потребуется установка принудительной подачи воздуха.

- Далее снизу ввариваем тройник. В его нижней части будет заслонка для удаления золы, а сбоку будет подводиться воздушный поток.
- Закрепляем улитку вентилятора к отводу для подачи воздуха, привариваем ноги. Высота горна должна быть комфортной для роста кузнеца.

Важно. Размещение горна необходимо производить вдали от деревянных строений и легковоспламеняющихся конструкций. После работы остатки углей накрыть, не производить очистку в ветреную и сухую погоду.

Проверка твердости после закаливания металла в домашних условиях
Чтобы оценить, насколько закаленный дома металл стал прочным, потребуется специальное оборудование. Суть теста следующая:
В каленый предмет вдавливают эталонный по прочности шарик с заданным усилием. На основе полученной вмятины производится оценка прочности. Прибор и методика носит имя ученого Роквела. Аналогичные испытания могут проведены по методике Бринелля.

Точно высчитать, насколько эффективна закалка металла в домашних условиях, не получится.
Простейший способ — попытаться поцарапать закаленным предметом стекло обычной бутылки. Оценить твердость инструмента можно на нескольких образцах, упрочненных в разных условиях.
Особенности закалки железа
Чтобы получить качественный закаленный дома металл, необходимо придерживаться советов:
- Применять в качестве среды закалки масло.
- При разогреве оптимально использовать пирометр для контроля нагрева.
- Нагрев необходимо производить постепенно и равномерно, если деталь большая.
- Присутствие потемнений на металле — знак локального перегрева.
- Если нет пирометра, ориентироваться стоит на алый цвет.
- Железо закаливается и отпускается в одном режиме.
Отпуск — процесс дополнительного нагрева детали, после завершения охлаждения. Отпуск металла проводится на условиях, соответствующих конкретной марки стали. Цель процедуры — снятие возникших при упрочнении напряжений.
Как закалить инструментальную сталь
Инструментальные сорта стали наиболее качественно упрочняются в заводских условиях. Есть несколько советов для работы с данными марками металла:
- Оптимально применять ступенчатую методику упрочнения.
- Можно задействовать нержавеющие сорта металла.
- Индикатор прогрева — ярко-оранжевый цвет поверхности.
- Важно соблюдать цикл процедуры, закалять при плавном нагреве и точно выдерживать по времени в охлаждающей среде.
- Ускорение нагрева ведет к деградации металла и появлению стойких пятен перекала. Способы чистки для дефектов не применимы.

Для инструментальных сортов в обязательном порядке проводят отпуск стали, чтобы снизить напряжение и исключить выкрашивание рабочей кромки.
Можно ли закалить Сталь 3
Сталь 3 является низкоуглеродистым материалом. Правильный порядок действий в таком случае:
При цементации есть риск получения большого количества окалины из-за выгорания поверхностного слоя углерода. Целесообразно использовать другую сталь, подходящую для упрочнения.
На видео ниже можете посмотреть способ как закалить сталь 3 доме без цементации
Особенности закалки алюминия
Чтобы правильно закалить такой цветной металл как алюминий необходимо знать марку сплава и обеспечить точность нагрева. Если процесс охлаждения производится неверно, алюминиевая деталь деформируется и теряет изначальную прочность. В домашних условиях, без промышленного оборудования и документации на сплав закалка алюминия не принесет положительного результата.
Особенности закалки меди
Медные детали или проволока, закаленные по правилам работы с железом станут хрупкими. Температура нагрева меди не должна превышать 400 градусов. Процесс остывания проходит в воздушной среде. Весь цикл работ по упрочнению медных изделий должен сопровождаться инструментальным и приборным контролем. Если оснастки нет — качественно провести упрочнение не получится.
Как самостоятельно провести отпуск после закалки
Отпуск стали позволит уменьшить хрупкость, увеличить пластичность. Для этого требуется нагрев на меньшую, чем при калении, температуру и плавное, постепенное охлаждение.
Основная масса сортов стали проходит отпуск на температурах 150-250 градусов. Такой диапазон нагрева можно подобрать в обычной бытовой духовке, чем и пользуется домашний мастер закалки.
Температура нагрева при прохождении отпуска устанавливается по оттенку побежалости. Это расцветка пленки, формирующейся за счет нагрева на поверхности заготовок. При мартенситном калении, то есть резким охлаждением в среде воды, формируется твердая поверхность, но очень хрупкая. Отпуск в таком случае проводится обязательно.
Возможные дефекты
Если технология упрочнения нарушается, возможно образование брака и дефектов, как локальных, так и занимающих всю закаленную поверхность.

- трещины — данный дефект неустранимый, деталь считается испорченной;
- коробление — подлежит исправлению, можно попытаться отрихтовать на небольшом нагреве;
- окалина — появляется при разрушении поверхностной углеродной структуры. Восстановить поверхность металлической заготовки или детали невозможно. Для исключения появления окалины нужно соблюдать технологию закалки.
- пережог (перекал, синекаль) — исправлению не подлежит за счет невозвратных изменений в зоне перегрева на структурном уровне;
- низкая твердость — малый эффект от упрочнения наступает из-за несоблюдения техники закаливания.
Закаливание металла — важный процесс термической обработки. Соблюдение простых правил взаимодействия с металлом дает возможность самостоятельного упрочнения инструмента и бытовых изделий из стали.
Термообработка основного металла и сварного соединения
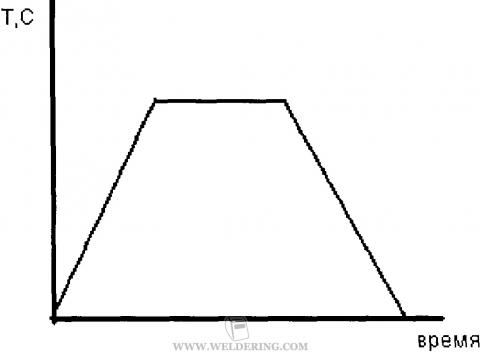
Процесс термической обработки заключается в нагреве изделия до определенной температуры и последующем охлаждении с целью вызвать изменение строения металла. Основные факторы воздействия при термической обработке - температура и время. При этом важную роль играют время нагрева и охлаждения, температура максимального нагрева и время выдержки при этой температуре. График процесса термической обработки представлен на рисунке слева. Для изменения свойств сплава необходимо, чтобы в сплаве в результате термической обработки произошли остающиеся изменения, обусловленные в первую очередь фазовыми превращениями.
Все виды термической обработки можно разделить на три основные группы:
Первая группа. Предшествующая обработка может привести металл в неустойчивое состояние. Так, холодная пластическая деформация создает наклеп - искажение кристаллической решетки. При затвердевании - не успевают протекать диффузионные процессы, и состав металла даже в объеме одного зерна оказывается неоднородным. Термическая обработка, заключающаяся в нагреве металла, который в результате какой-то предшествующей обработки получил неустойчивое состояние, и приводящая его в более устойчивое состояние, называется отжигом. Если при этом не протекают фазовые превращения, то это отжиг первого рода, а, если протекают - второго рода или фазовая перекристаллизация.
Вторая группа. Если в сплаве при нагреве происходят фазовые изменения, то полнота обратного (при охлаждении) превращения зависит от скорости охлаждения. Теоретически можно себе представить такие условия охлаждения, при которых обратное превращение вовсе не произойдет, и при комнатной температуре в результате быстрого охлаждения зафиксируется состояние сплава, характерное для высоких температур. Такая операция называется закалкой.
Третья группа. Состояние закаленного сплава характеризуется неустойчивостью. Даже без всякого температурного воздействия в сплаве могут происходить процессы, приближающие его к равновесному состоянию. Нагрев сплава, увеличивающий подвижность атомов, способствует этим превращениям. Такая обработка, т.е. нагрев закаленного сплава ниже температуры равновесных фазовых превращений, называется отпуском. Как и при отжиге первого рода, так и при отпуске, сплав приближается к структурному равновесию. В обоих случаях начальную стадию характеризует неустойчивое состояние, только для отжига первого рода оно было результатом предварительной обработки, при которой, однако, не было фазовых превращений, а для отпуска - предшествовавшей закалкой. Таким образом, отпуск - вторичная операция, осуществляемая всегда после закалки.
В соответствии с этим основные виды термической обработки железо-углеродистых сплавов могут быть охарактеризованы таким образом. Поскольку мы рассматриваем термическую обработку стали, то нам интересны только сплавы с концентрацией до 2% С и соответственно область на диаграмме железо - углерод с концентрацией углерода до 2% (точнее до 2,14% С). Приведем общепринятые обозначения критических точек. Критические точки обозначаются буквой А. Нижняя критическая точка, обозначаемая А1 лежит на линии PSK. диаграммы железо-углерод и соответствует превращению аустенита в перлит. Верхняя критическая точка А3 лежит на линии GSE и соответствует началу выпадения или концу растворения феррита в доэвтектоидных сталях или цементита (вторичного) в заэвтектоидных сталях. Чтобы отличить критическую точку при нагреве от критической точки при охлаждении, рядом с буквой А ставят букву "с", в первом случае и "r" - во втором. Следовательно, критическая точка превращения аустенита в перлит обозначается Ar1 а перлита в аустенит Ас3.
Ниже дана характеристика основных видов термической обработки стали в соответствии с приведенной классификацией.
Отжиг - фазовая перекристаллизация, заключающаяся в нагреве выше Ас3 с последующим медленным охлаждением. При нагреве выше Aс1, но ниже Ас3 полная перекристаллизация не произойдет; такая термическая обработка называется неполным отжигом. Если после нагрева выше Ас3 провести охлаждение на воздухе, то это будет первым шагом к отклонению от практически равновесного структурного состояния. Такая термическая операция называется нормализацией.
Закалка - нагрев выше критической точки Ас3 с последующим быстрым охлаждением. При быстром охлаждении аустенит превращается в мартенсит (пересыщенный твердый раствор углерода в α-железе). Неполная закалка - термическая операция, при которой нагрев проводят до температуры, лежащей выше Ас1, но ниже Ас3, и в структуре стали сохраняется доэвтектоидный феррит (заэвтектоидный цементит).
Отпуск - нагрев закаленной стали ниже Aс1 и охлаждение.
Рассмотрим процессы протекающие при разных видах термической обработки. При отжиге, нагрев выше Ас3 вызывает превращение перлита в аустенит. На границах перлитных зерен образуется большое количество мелких аустенитных зерен, которые при медленном охлаждении превращаются в мелкие перлитные зерна. То есть, в результате термической обработки -отжига, получаем существенное измельчение структуры и снижение внутренних напряжений, которые релаксируются под воздействием высокой температуры. Разновидностью отжига является гомогенизация. Этот процесс применяют для литых изделий, которые в результате процесса кристаллизации имеют существенные ликвационные зоны. Он заключается в нагреве до 1000-1100°С, длительной выдержке для протекания диффузионных процессов и охлаждении. Для измельчения структуры после гомогенизации, как правило, делают обычный отжиг. Неполный отжиг заэвтектоидных сталей называют сфероидацией и позволяет получить зернистый перлит, имеющий более высокие механические свойства, чем пластинчатый.
При закалке большая скорость охлаждения способствует образованию мартенситной структуры. Доэвтектоидные стали нагревают до температуры на 30 - 50°С выше Ас3, а заэвтектоидные - на 30-50°С выше Ас1, что обеспечивает после быстрого охлаждения для доэвтектоидных сталей структуру мартенсита, а для заэвтектоидных - мартенсита и цементита. Общее время нагрева складывается из времени нагрева до заданной температуры (τн) и времени выдержки при этой температуре (τв), следовательно:
Величина τн зависит от нагревающей способности среды, от размеров и формы деталей, от их укладки в печи; τв зависит от скорости фазовых превращений, которая определяется степенью перегрева выше критической точки и дисперсностью исходной структуры. Практически величина τв может быть принята равной 1 мин для углеродистых и 2 мин для легированных сталей. Точно установить время нагрева можно лишь опытным путем для данной детали в данных конкретных условиях.
Отпуск заключается в нагреве закаленной стали до температур ниже Ас1, выдержке при заданной температуре и последующем охлаждении с определенной скоростью, в результате которой сталь получает требуемые механические свойства. Кроме того, отпуск полностью или частично устраняет внутренние напряжения, возникающие при закалке. Эти напряжения снимаются тем полнее, чем выше температура отпуска. Наиболее интенсивно напряжения снижаются в результате выдержки при 550°С в течение 15 - 30 мин. Скорость охлаждения после отпуска также оказывает большое влияние на остаточные напряжения. Чем медленнее охлаждение, тем меньше остаточные напряжения. Ускоренное охлаждение после отпуска при 550 - 650°С повышает предел выносливости за счет образования в поверхностном слое остаточных напряжений сжатия. Однако изделия сложной формы во избежание их коробления после отпуска при высоких температурах следует охлаждать медленно, а изделия из легированных сталей, склонных к обратимой отпускной хрупкости, после отпуска при 500 -650°С во всех случаях следует охлаждать быстро. Основное влияние на свойства стали оказывает температура отпуска. Различают три вида отпуска:
Низкотемпературный (низкий) отпуск проводят при нагреве до 250°С. При этом снижаются закалочные макронапряжения, мартенсит закалки переводится в отпущенный мартенсит, повышается прочность и немного улучшается вязкость без заметного снижения твердости. Низкотемпературному отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, а также детали, претерпевшие поверхностную закалку, цементацию, цианирование.
Среднетемпературный (средний) отпуск выполняют при 350 - 500°С и применяют главным образом для пружин и рессор, а также для штампов. Такой отпуск обеспечивает высокие пределы упругости и выносливости и релаксационную стойкость. Структура стали после среднего отпуска - троостит отпуска или троостомартенсит; твердость стали 40 - 50 HRC.
Высокотемпературный (высокий) отпуск проводят при 500 - 680°С. Структура стали после высокого отпуска - сорбит отпуска. Высокий отпуск создает наилучшее соотношение прочности и вязкости стали. Термическую обработку состоящую из закалки и высокого отпуска называют улучшением.
Закалка с высоким отпуском (по сравнению с нормализацией или отжигом) повышает временное сопротивление, предел текучести, относительное сужение и особенно ударную вязкость. Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением. Улучшению подвергают среднеуглеродистые (0,3 - 0,5% С) конструкционные стали, к которым предъявляются высокие требования по пределу выносливости и ударной вязкости. Улучшение значительно повышает конструктивную, прочность стали, уменьшая чувствительность к концентраторам напряжений, увеличивая работу развития трещин и снижая температуру порога хладноломкости Отпуск при 550 - 600°С в течение 1 - 2 ч почти полностью снимает остаточные напряжения, возникшие при закалке.
Читайте также: