Как замерить шероховатость металла
Обновлено: 21.09.2024
При рассмотрении качеств поверхности следует уделить внимание шероховатости. Этот параметр измеряется на момент производства различной продукции различными методами, предусматривающие применение специальных инструментов контроля. Контроль шероховатости поверхности – часть технологического процесса, предусматривающий применение различных методов оценки параметра шероховатости.
Применяемые методы контроля
Шероховатость поверхности может оцениваться самыми различными методами. Контроль может проводится на различных этапах, в некоторых случаях он визуальный, в других предусматривает применение специальных инструментов. Наиболее распространенными методами контроля шероховатости поверхности можно назвать:
- Компараторы.
- Электронные приборы.
- Микроскопы.
- Метод реплик согласно стандартам ISO.
- Профилометр.
Профилометр Mahr Marsurf PS1 компаратор СА507 + СА3600A
Шероховатость поверхности контролируют в процессе обработки материала или после выпуска продукции при определении его качества. Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность. Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1. Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Параметры шероховатости
Для того чтобы проводить измерения шероховатости поверхности следует учитывать то, какой параметр при этом учитывается. Проводимый контроль предусматривает проверку совокупности неровностей, которые образуют рельеф на определенном участке.
Рассматривая поверхность определяется шероховатость, которая обозначается Rz или Ra. Шероховатость Rz – показатель 5-ти наиболее возвышенных точек, с которых берутся усредненные значения. Контроль проводят в пределе линии АВ. Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.

Профилометр ПМ-80 МИКРОТЕХ.
Поверхность оценить визуально для определения всех вышеприведенных показателей практически не возможно. Визуальный способ неприменим в промышленности или в другой производственной деятельности, следует рассматривать особенности инструментального метода определения шероховатости, так как он позволяет определить нужные показатели с высокой точностью.
Методы и средства оценки показателя
Поверхность может иметь самые различные показатели, шероховатость один из наиболее сложных в измерении. Оценивать поверхность, а точнее, рассматриваемый показатель можно двумя наиболее распространенными методами, которые получили название качественный и количественный.
Особенностями качественного метода определения рассматриваемого показателя можно назвать нижеприведенные моменты:
- Визуальный осмотр проводится при наличии эталона. Подобный способ применяется на протяжении многих лет, но сегодня из-за невысокой эффективности встречается крайне редко.
- Поверхность может проверяться при использовании микроскоп или просто визуально. Специалист с высокой вероятностью может на ощупь определить то, к какому классу можно отнести поверхность.
Применение метода визуального осмотра возможно только в случае, есть тонкость обработки поверхности невысока. Контроль рассматриваемым методом определяет использование эталонов, которые должны иметь соответствующую шероховатость. Контролировать показатель можно только в том случае, если эталон изготовлен из того же материала, что и контролируемой детали. При недостаточной эффективности метода контроля при визуальном осмотре используются специальные микроскопы. Но зачастую визуального контроля недостаточно
Контролировать шероховатость можно и количественным методом. Он основан измерение параметра при помощи профилометра и профилографа. Контролировать параметры в данном случае приходится при контакте инструмента с поверхностью.
Профилографы – контактный инструмент, при помощи которого проводится измерение рассматриваемого показателя. Данная методика основана на измерении показателя путем получения изображения микронеровностей профиля. После получения изображения при измерении проводятся определенные расчеты.
Оценка этим прибором проводится следующим образом:
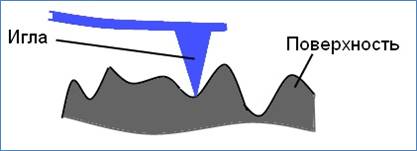
- Он контактный, поверхность ощупывается при помощи алмазной иглы.
- Этот прибор может относиться к оптико-механической группе оборудования. Подобные методики позволяют получить фотографию: деталь ощупывается и изображение наносится на ленту в увеличенном виде. При контактной методике проверка позволяет определить от 4-го до 11-го класс. Проверить подобным способом можно металл и другие материалы.

Профилометры: виды и применение
Профилометры – методика, предусматривающая использование инструмента, который не предусматривает получение изображений. Контактный метод позволяет провести точные расчеты для получения нужного результата. Этот инструмент может относиться к контактной группе, имеет следующие особенности:
- Относится оборудование к рассматриваемой группе по причине проверки путем ощупывания поверхности иглой.
- Оценка проводится за счет перемещения иглы вдоль своей оси. При этом оценивается частота и амплитуда колебания. Их определение позволяет определить класс шероховатости.
- Прибор относится к электрическим системам, имеет специальные датчики и процессор для обработки полученной информации. В данном случае для определения Ra или Rz не нужно проводить сложные расчеты. Способ подходит для случая, когда высота микронеровностей находится в пределе от 0,03 до 12 мкм. Можно проверять этим устройство металлы и другие материалы. Определять рассматриваемый показатель данным способом решил В.М. Киселев, который разработал это средство.
Есть довольно много методов определения степени шероховатости. Некоторые средства и методы уже практически не применяются по причине появления более современных инструментов, которые позволяют повысить точность изменения и снизить вероятность ошибки. Некоторое оборудование относится к контактному типу, другие к оптическому и смешанному типу. Выбор зависит от того, насколько высока должна быть точность проведенных измерений.
Приборы для измерения шероховатости. Профилометры, профилографы и их модификации
Параметры шероховатости поверхности - один из самых важных показателей качества продукции, работающей с большим износом. Шероховатость - это одна из самых важных эксплуатационных характеристик движущихся механизмов, изделий, двигателей внутреннего сгорания. Именно от шероховатости зависит коэффициент трения, коррозионная стойкость, износостойкость, и другие механические характеристики деталей.
Таким образом, на поверхностях рабочих деталей постоянно происходят процессы, которые могут оказывать на них негативное влияние. К таким процессам относят: появление трещин, механический износ, обуславливаемый трением, эрозия, коррозия металла, смятие, появление заусенцев. Такие дефекты могут оказывать даже большее негативное влияние на работу всего механизма, чем деформация тел, в результате перегрева или гидроудара. Кстати, перегрев может возникать и от усиленного трения, в том числе, вызванного повышенной шероховатостью.
Если придать поверхности некоторые микрогеометрические свойства, то можно повысить сопротивляемость детали различным внешним воздействиям, и тем самым, улучшить параметры прочности и надежности.
Значения параметров поверхности детали, которые смогли бы обеспечить хорошие эксплуатационные характеристики, можно повысить путём технологической обработки поверхности - т.е. шлифования. Измерить качество уже обработанной поверхности можно при помощи приборов, измеряющих шероховатость: профилометра и профилографа.
Отметим, что разница в техническом устройстве и принципе действия у данных приборов невелика. Отличаются они, по-сути, только способом предоставления результатов. Профилометр отображает значения измеряемого параметра шероховатости на специальном индикаторе (встроенном дисплее или шкале). Профилограф, в свою очередь, представляет результаты измерений в конце всей процедуры в виде графика - так называемой профилограммы, которая представляет собой кривую линию. Профилограмма, обычно, нуждается в анализе и расшифровке.
Но рассмотрим эти приборы более подробно:
1) Профилометр - прибор, который предназначается для измерения шероховатости контактным методом. Контактный метод означает, что по исследуемой поверхности перемещается специальная алмазная игла, колеблющаяся от неровностей поверхности. Такие колебания иглы передаются на датчик, где преобразуются в малые электрические токи, которые, в свою очередь, усиливаются гальванометром и регистрируются. Показания выводятся на дисплей прибора и дают представление о характере неровностей исследуемой поверхности - их высоте и глубине. Часто, для оценки шероховатости выбираются другие параметры - средневзвешенные, амплитудные, суммарные и деленые на длину поверхности.

Попробуем вкратце описать, как же работает профилометр, из чего состоит, на чем базируется принцип его действия.
Итак, как и в любом измерительном устройстве, у профилометра должен быть объект измерения, измерительный источник сигналов (генератор сигналов), блок обработки сигналов и блок вывода результатов измерений. Объектом, в данном случае, является поверхность, шероховатость которой необходимо измерить. В качестве генератора сигналов, используется тонко заточенная игла, чаще всего - алмазная, но встречаются профилометры с иглами из твердых сплавов. Игла перемещается вдоль поверхности, перпендикулярно её плоскости, при этом, на шероховатой поверхности, неизбежно, возникают колебания иглы. Такие механические колебания являются первичным сигналом, который при помощи преобразователя - индуктивного, ёмкостного или пьезоэлектрического - преобразуется в токовый. После этого, электрический сигнал поступает на электронный усилитель, после чего интегрируется и визуализируется. Таким образом, на дисплее можно увидеть уже усредненный параметр, характеризующий не только количественные, но и качественные показатели неровности и шероховатости поверхности.
Профилометры принято различать в зависимости от вида трассы интегрирования.
По этому признаку выделяют приборы:
- Профилометр с постоянной трассой интегрирования, трасса ощупывания в которых, равна, по длине, трассе интегрирования. Таким образом, результаты измерений можно увидеть только в конце, при завершении процедуры.
- Профилометр обладающий скользящей трассой интегрирования, в котором трасса ощупывания в несколько раз длиннее трассы интегрирования. Таким образом, отсчет показаний и результатов измерения производится одновременно с перемещением иглы по поверхности.
К тому же, существуют профилометры с механотронными преобразователями, которые измеряют параметры неровностей, указывая среднее арифметическое значение отклонения профиля - Ra.
Большинство приборов оснащены анализатором, который позволяет судить о неровностях поверхности по гармоническим колебаниям сигнала от иглы.
Погрешность профилометра обычно колеблется впределах от ±25%, до ±10%.
В качестве примера профилометра можно привести профилометр модели 130. Данный прибор внесен в Госреестр средств измерений. Работает путем подключения к компьютеру и настройкой специальной программой. Профилометр модели 130 является лабораторным стационарным прибором высокой точности.
2) Профилограф - это прибор, который, идентично профилометру, предназначается для контроля параметров шероховатости поверхности, однако, имеет от него отличия в плане вывода результатов измерений. В профилографе результаты измерений представляются в виде кривой - профилограммы, определяющей волнистость и шероховатость. Обработка результатов производится графоаналитическим методом.

Конструктивно, профилограф состоит из нескольких блоков, а именно: измерительного, преобразовательного и записывающего.
Первый блок - называется измерительным, поскольку именно в нем получается сигнал, который является основой всего измерения. На основании этого сигнала и строится, в последствии, кривая, характеризующая микронеровности. Данный блок состоит, как правило, из иглы, привода иглы и измерительного столика.
Второй блок - электронный преобразовательный, в котором сигнал из первого блока усиливается и преобразуется при помощи специальных электронных преобразователей.
Третий блок - записывающий, на который поступает обработанный сигнал со второго блока. Обработанный сигнал, при помощи записывающего устройства, аналогового или электронного, преобразуется в профилограмму в увеличенном масштабе. При этом, в качестве материала для вычерчивания профилограммы может выступать металлизированная бумага, светочувствительная бумага или специальная пленка.
Таким образом, принцип действия профилографа, мало чем отличается от принципа действия профилометра, единственным отличием, здесь, является отображение результатов не на экране в виде числовых значений, а графически.
Профилограмма записывается устройством в увеличенном масштабе, при этом, по горизонтали увеличение достигает 100 000 раз, а по вертикали от 400 до 200 000 раз. Благодаря увеличению, расшифровку делать становится гораздо удобнее.
Погрешность профилографа не выходит за рамки ±5-10 %.
Помимо перечисленных устройств: профилометров и профилографов, существуют комбинированные приборы, называемые профилографы-профилометры.
3) Профилограф-профилометр - приборы данного типа предназначаются для записи измеренных параметров микронеровностей поверхности на бумажный носитель (например, электротермическую бумагу), и одновременного наблюдения, в режиме реального времени, за результатами проводимых измерений при помощи показывающего устройства - цифрового или аналогового.

Принцип действия профилографа-профилометра идентичен принципам действия приборов, входящих в его название. Также, как и вышеописанные приборы, он работает путем ощупывания контролируемой поверхности заточенной иглой с малым радиусом закругления и преобразовании колебаний от иглы в электрический сигнал, а также последующего мониторинга и записи результатов.
Способы и методы измерения шероховатости поверхности.
Любая, обработанная даже тщательнейшим образом поверхность детали, не может быть полностью идеально ровной. Значение гладкости и ровности поверхности детали в любом случае будет отличаться от заданного чертежом значения, т.е. от номинального значения. При этом, отклонение может быть либо макрогеометрическим, либо микрогеометрическим. Макро геометрические отклонения могут быть охарактеризованы волнистостью детали и несоответствием форме. Микрогеометрические отклонения, в свою очередь, определяются не чем иным, кроме шероховатости поверхности.
Шерховатость - это совокупность микронеровностей появляющихся на поверхностях готовых изделий или деталей. При этом, шаг неровности, принимаемый в качестве шероховатости, должен быть очень мал, относительно базовой длины всей поверхности.
Вообще, принято выделять три вида шероховатости объекта:
- Исходная шероховатость - возникающая в результате технологической обработки изделия различными абразивами.
- Эксплуатационная шероховатость - это приобретаемая в процессе эксплуатации шероховатость в результате износа и рабочего трения.
- Равновесная шероховатость - это вид эксплуатационной шероховатости, который можно воспроизвести в стационарных условиях трения.
Параметры шероховатости определены в ГОСТ 2789-73 «Шероховатость поверхности. Параметры, характеристики и обозначения». Согласно этому документу, выделяют такие показатели шероховатости, как:
- Ra - это среднее арифметическое значение отклонения профиля.
- Rz - это высота неровностей профиля, снятая в 10 точках.
- S - это средний шаг местных выступов профиля;
- Sm - это среднее арифметическое значение шага неровности;
- Rmax - это максимальная высота профиля;
- tp - это относительная длина профиля (опорная), р - это уровень сечения профиля.
При задании шероховатости, как правило, используется параметр ср. арифм-го. отклонения профиля (Ra).
Стоит отметить, что именно шероховатость, оказывает наиболее сильное влияние на эксплуатационные характеристики двигателей машин, а также деталей и узлов различного оборудования. Возможно, именно поэтому, точное определение значения шероховатости - одна из самых важных задач метрологии.
Оценка шероховатости может производиться двумя способами:
либо поэлементно, путем сравнения отдельных параметров, либо в комплексе, используя сравнительный анализ исследуемого образца с эталоном.
Наиболее точным, на момент написания статьи, является поэлементный способ, который может быть осуществлен различными методами определения шероховатости:
1) Щуповой метод измерения шероховатости поверхности - это контактный метод, измерения при котором производятся при помощи профилометра. Профилометр представляет собой чувствительный датчик, оборудованный тонкой, остро заточенной алмазной иглой, с так называемой, ощупывающей головкой.
Алмазная игла прижимается и перемещается параллельно исследуемой поверхности. В местах возникновения микронеровностей (выступов и впадин), возникают механические колебания измерительной головки иглы. Эти колебания передаются в датчик, преобразующий механическую энергию колебания в электрический сигнал, который усиливается преобразователем и измеряется. Записанные параметры этого сигнала в точности повторяют неровности на шероховатой поверхности детали.
Профилометры, по признаку типа преобразователя сигналов, разделяют на пьезоэлектрические, электронные, индукционные и индуктивные. Наиболее распространены приборы, использующие индуктивные преобразователи.
Помимо профилометров существуют также профилографы, которые позволяют не просто измерить, но и записать параметры шероховатого профиля в заранее выбранном масштабе.
Исследование поверхностней щуповым методом производится в несколько этапов: так, сначала профиль исследуемого объекта «ощупывается» несколько раз, а только затем, на основании серии измерений вычисляется усредненное значение параметра, характеризующегося как количественное выражение неровности относительно длины участка.

2) Оптический метод - это бесконтактный метод измерения шероховатости, который состоит из целой группы методов. Самые распространенные из них - это:
- метод светового свечения и теневой метод,
Итак, растровый метод предполагает следующую последовательность действий: на исследуемую поверхность кладется стеклянная пластинка, с нанесенной на неё растровой сеткой (т.е. системой равноудаленных параллельных линий), с маленьким шагом. Затем, на пластинку подаются световые лучи под наклоном. При падении световых лучей под наклоном в местах микроскопических неровностей, штрихи отраженной растровой сетки накладываются на штрихи реально нарисованной сетки, в результате чего возникают муаровые полосы, которые и свидетельствуют о наличии выступов или впадин на поверхности изучаемого объекта. При помощи растрового микроскопа и определяют параметры неровности. Точную методику определения параметров можно посмотреть в соответствующем ГОСТе. Отметим, что растровый метод применим для обследования поверхностей, следы неровностей на которых имеют преимущественно одинаковое направление (например, царапины в цилиндрах двигателей внутреннего сгорания).
Метод светового и теневого свечения - это наиболее часто применяемые методы измерения параметров неровностей. Метод светового свечения сводится к тому, что: световой поток от источника света, проходя сквозь узкую щель, превращается в тонкий, узкий пучок. Затем, при помощи объектива, он направляется на исследуемую поверхность под определенным углом. Отражаясь, луч опять проходит через объектив и формирует изображение щели в окуляре. При этом, абсолютно ровная поверхность будет иметь идеально прямой световой пучок (линия), а шероховатая поверхность - искривленный.
Теневой метод - это усовершенствованный и продолженный метод светового свечения. Состоит он в том, что: недалеко от изучаемой поверхности приспосабливается линейка со скошенным ребром. Пучок света преодолевает тоже самое расстояние, однако, будто ножом, срезается ребром линейки. При этом, на измеряемой поверхности можно наблюдать тень, верхняя часть которой в точности повторяет изучаемый профиль. При помощи микроскопа, такое изображение рассматривают, анализируют и делают выводы о параметрах и характере шероховатости.
Микроинтерференционный метод - реализуется при помощи специального измерительного прибора, который состоит из измерительного микроскопа и интерферометра. Используя интерферометр, получают интерференционную картину поверхности исследуемого объекта с искривлениями полос в местах неровностей. Параметры шероховатости измеряют, затем, при помощи микроскопа.
Также, следует выделить отдельно метод слепков, который применяется для оценки шероховатости различных труднодоступных поверхностей, а также поверхностей, обладающих сложным строением. Метод слепков, представляет собой снятие негативных копий поверхности при помощи воска, парафина или гипса, а также последующее их изучение щуповым или оптическим методом. Таким образом, метод слепков - это не самостоятельный метод, а лишь метод связанный с подготовкой к измерению. Он применим только совместно с одним из способов измерения шероховатости.
Методы и средства измерения шероховатости поверхности. Способы оценки шероховатости.
Микронеровности оказывают большое влияние на эксплуатационные качества деталей: износостойкость, трение, усталостную прочность, антикоррозийную стойкость, прочность и др. Следовательно, существенным вопросом является количественная оценка микронеровностей. Для нормирования и оценки шероховатости используют следующие стандарты: ГОСТ 2789 «Шероховатость поверхности. Параметры и характеристики», ГОСТ 2.309 «ЕСКД. Обозначения шероховатости поверхностей». Согласно ГОСТ 2789-73 шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами на базовой длине.
Существуют три способа определения шероховатости:
1 Визуальный. Величину шероховатости устанавливают сравнивая контролируемую поверхность с поверхностью образцов (эталонов).
2. Оптический. Величину шероховатости измеряют на оптических приборах методом интерференции или светового сечения.
3. Щуповой. На специальных приборах профилометрах или профилографах с помощью щупа воспроизводят профиль поверхности. Шероховатость определяют по шкале прибора, цифровому табло или по профилограмме, записанной на ленте (по любому критерию).
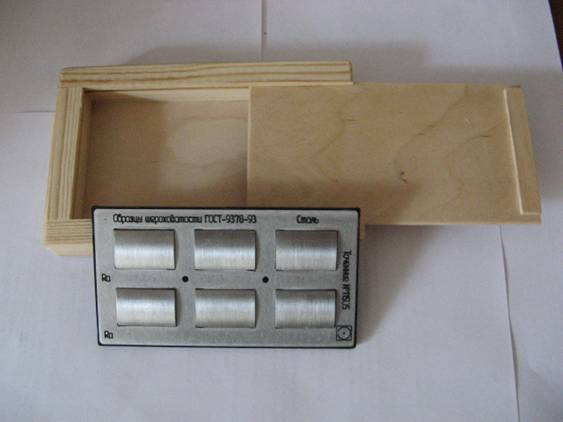
Определение шероховатости визуальным способом
Визуально шероховатость устанавливают в основном на рабочих местах в цехе. Образцы шероховатости поверхности (ГОСТ 9378) предназначены для сравнения визуально и на ощупь с поверхностями изделий, полученными обработкой резанием, полированием, электроэрозионной и пескоструйной обработкой. Образцы шероховатости (рис. 9.2) представляют собой бруски 1, поверхности которых имеют известную шероховатость, полученную определенным способом обработки. Ширина образца должна быть не менее 20 мм, а длина колеблется от 20 до 50 мм в зависимости от величины шероховатости. Визуально можно удовлетворительно оценить поверхности с Ra=0,6…0,8 мкм и более. Стандартные образцы должны быть изготовлены из тех же материалов, из которых изготавливаются детали, подлежащие контролю.
Оптические средства измерения шероховатости
Для измерения шероховатости оптическим способом применяют приборы светового сечения типа МИС-11 и ПСС-2, микроинтерферометры типа МИИ-4, МИИ-9, МИИ-11, МИИ-12, растровые измерительные микроскопы типа ОРИМ-1 и др. При выборе метода и типа прибора необходимо учитывать возможность контроля предписанного чертежом параметра, пределы измерения, допускаемые отклонения контролируемого параметра, погрешность измерения и прибора, форму, размеры и материал детали и другие факторы. Наибольшее распространение из бесконтактных методов получили методы светового сечения, теневой проекции, метод с применением растров, микроинтерфереционные методы.
Щуповые приборы для измерения шероховатости
К щуповым приборам относят профилографы–профилометры мод. 201, 202, 252 и профилометры мод. 240 и 253. Принцип работы этих приборов основан на ощупывании контролируемой поверхности алмазной иглой и преобразование колебаний иглы в соответствующие изменения напряжений, величина которого может быть протарирована относительно величины шероховатости, воспроизводящейся на шкале прибора, либо подающейся в записывающее устройство, повторяющее профиль шероховатости в увеличенном виде. Контактные профилографы и профилометры, имеющие высокую точность, применяют для контроля наиболее ответственных измерений. Игла прибора оставляет след на поверхности детали, поэтому для контроля деталей из мягких материалов их применять не рекомендуется. Профилометр портативный модели 253 является высокочувствительным измерительным прибором для измерения шероховатости металлических и неметаллических (пластмасса, стекло и т. п.) изделий без повреждения их поверхности. Он предназначен для измерения шероховатости поверхности изделий в цеховых условиях. Измерение шероховатости производится путем ощупывания иглой исследуемой поверхности и отсчета результатов измерений по шкале показывающего прибора, градуированной по параметру Ra.
Действие прибора основано на принципе ощупывания алмазной иглой исследуемой поверхности и преобразования колебаний иглы в изменения напряжения при помощи мехатронного преобразователя. Сигнал с датчика подается на электронный усилитель, проходит через фильтры базовых длин и
поступает на показывающий прибор, который одновременно является интегрирующим устройством. Шкала прибора отградуирована в значениях Ra. Профилометр мод. 253 состоит из следующих основных узлов (рис. 9.5): датчика 1 , привода 2 , электронного блока 3 , стойки 4 и призмы 5 со столиком 6. Щуп датчика заканчивается алмазной иглой 7 с радиусом закругления 10 мкм. На переднем конце корпуса датчика расположена твердосплавная опора 8. Фиксация датчика в приводе осуществляется винтом 9. Высотное положение датчика с приводом осуществляется маховичком 10 стойки 4.
Неразрушающие методы контроля материалов и изделий. Визуальный и измерительный, оптический контроль. Основные достоинства. Область применения.
Шероховатость поверхности
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 25142-82 Шероховатость поверхности. Термины и определения

Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:

Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Читайте также: