Как заправить сверло по металлу
Обновлено: 19.05.2024

Признаки, что инструмент затупился
Сперва объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем из-за постоянного механического и термического воздействия она может сломаться прямо в процессе металлообработки. К чему это приведет:
- к порче заготовки, ведь внутри отверстия остается обломок, который затем сложно вытащить;
- к повреждению рук или другого незащищенного участка тела токаря, если осколки разлетятся в стороны.
А вот к чему может привести продолжение обработки с резцом, который уже отработал свой срок эффективности:
- к резкому снижению производительности работы – одна и та же процедура будет занимать в несколько раз больше времени, в результате не будет достигнут окончательный эффект, снизится класс точности металлообработки;
- к повышенному перегреву – во время трения и заготовка, и резец начинают нагреваться, а любой металл имеет температуру, в которой он деформируется;
- к работе «вхолостую», то есть вращательные движения инструмента ни к чему не приведут – это может быть достигнуто только в случае окончательного затупления, наиболее часто происходит с короткими изделиями;
- к заклиниванию всего станка – убирать заготовку сложно, иногда просто невозможно вытащить осколок из отверстия, поскольку он начинает там расплавляться – такой исход наиболее часто ожидает длинные сверла;
- некоторый металл после горения сильно закаляется (реакция трения приводит к изменению физических свойств по причине преобразований во внутренней кристаллической решетке) – его очень трудно затем обрабатывать другими инструментами, по сути, проходит частичный, местный процесс закалки.

Чтобы не допустить таких неприятных последствий, перед каждым новым циклом сверления требуется осматривать всю оснастку на пригодность. Регулярные проверки и слежение за состоянием угла заточки при вершине сверла помогут избежать подобных последствий. Необязательно проводить инструментальный анализ, чтобы понять, что резец стал непригодным. Вот по каким признакам можно определить «на глаз», что он нуждается в затачивании:
- появился явно заметный блеск граней заточки – при закруглении материал блестит, что делает его головку заметнее, она отличается от остальных частей (от хвостовика и основного цилиндра);
- возникновение цвета побежалости режущего инструмента – он может стать, например, черно-синим, такой эффект получается из-за сильного изменения температуры, аналогичный процесс с оттенком металла вы можете заметить у отходящей металлической стружки при резке;
- нагрев в процессе работы – безусловно, он будет происходить и при самом остром сверле, но во время эксплуатации заступившегося это будет в несколько раз заметнее;
- увеличение усилий при использовании для аналогичной процедуры – особенно актуально при сверлении ручным инструментом (электродрелью), потому что подача осуществляется не механизмом, а непосредственно самим человеком, то есть мастер просто будет сильнее давить на прибор;
- скрипящий звук уже свидетельствует о том, что заточка не поможет – такой резец стоит просто выкинуть, он сточился до неисправного состояния;
- грубой оценкой можно считать пальпацию пальцем, под подушечкой будет чувствоваться круглый край – острота кромки очень легко определяется, но человек, который мало знаком с точением, не всегда с первого раза сделает правильный вывод;
- на режущей поверхности могут появиться различные дефекты – сколы, заусенцы и пр., притом что ранее при этих же составляющих (станок, металл, сверло, мастер) все было отлично;
- можно увидеть износ, если использовать увеличительное стекло.

Дадим совет, на что обратить внимание в особенности. В самую первую очередь в любом сверле становится непригодной к использованию центральная часть и крайние угловые кромки, потому что они испытывают наибольшее термическое воздействие. После нагрева сталь становится мягче, проще деформируется. К тому же, чем шире радиус, тем больше материал среза, то есть на них максимальная нагрузка. Центральная часть не участвует в функции резания, а скорее раздвигает материал. Чтобы центр не испытывал больших нагрузок и не изнашивался в ускоренном режиме, рекомендуется просверлить резцом меньшего диаметра подготовительное отверстие (черновое), а затем при втором проходе обязательно применять мыльные эмульсии для охлаждения или в самом примитивном варианте – воду.
Особенности работы сверл и от чего зависит угол заточки
Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Основные элементы оснастки
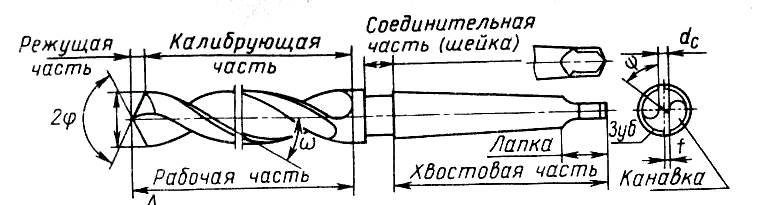
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Особенности: под каким углом затачиваются сверла различного вида

Такие варианты как НП, НПЛ, ДП и ДПЛ можно использовать на сверлах еще более узких – до 0,8 см в сечении. В ходе них затачивается поперечный край, чтобы уменьшить на него нагрузку. А также снижается ширина ленточки, это решает две проблемы:
- снижается сила трения, а значит, нагрев;
- дает большую эффективность сверлению.
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
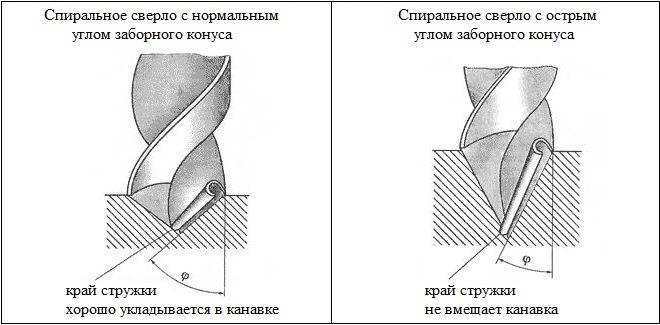
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
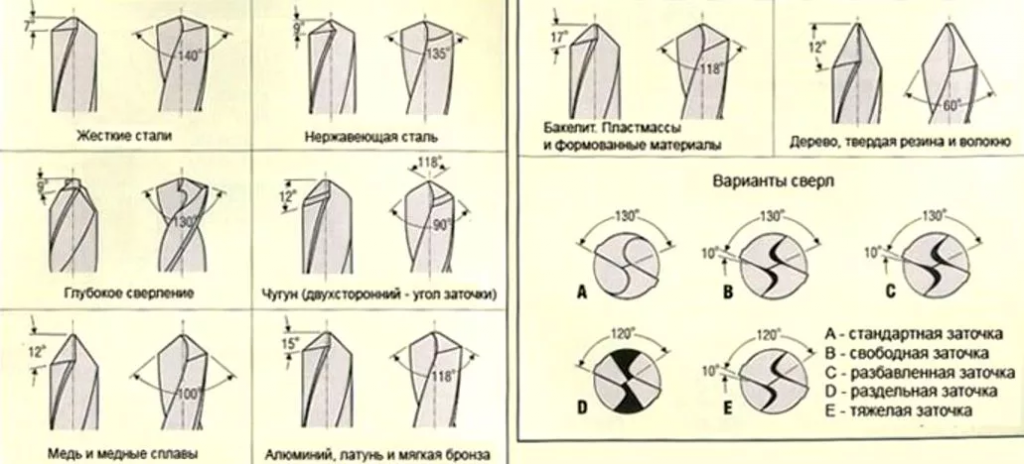
Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
Как правильно заточить сверло по металлу: способы и правила заточки инструмента с видео
Затупившемуся инструменту можно и нужно возвращать остроту. Поэтому мы расскажем, как правильно заточить сверло по металлу: методы обработки, до какой геометрии доводить и так далее. В результате вы будете знать, что делать, чтобы полностью вернуть его характеристики и снова его использовать. Согласитесь, это гораздо практичнее, чем сразу покупать новое.
Внимание, как только вы заметите, что режущая кромка утратила исходный профиль, нужно тут же прекратить выполнение технологической операции. Потому что его кромка под воздействием сил трения нагрелась и стала мягкой, и продолжение работы вызовет еще большую деформацию, уже критическую, после которой восстановление станет невозможным.
Когда стоит проводить заточку сверл
Понять, что она необходима, можно по следующим, достаточно явным признакам:
- при погружении инструмента в толщу заготовки слышен резкий скрип;
- стружка выходит в виде мелкой крошки, а не длинной спирали;
- кромка быстро перегревается – стоит попробовать пальцем, и можно обжечься.
 |  |
Итак, если заметите хотя бы один из этих тревожных знаков, немедленно останавливайтесь, иначе не избежите поломки. Если привычная операция стала занимать больше времени – например, раньше вы делали отверстие за 3 секунды, а теперь за 5 – это тоже говорит об износе.
В случае сомнений следует просто проверить кромку на ощупь: если она округлая или гладкая и, наоборот, с неровностями, сколами, заусенцами, это свидетельствует о том, что инструмент непригоден для дальнейшего использования и пора озаботиться вопросом восстановления.

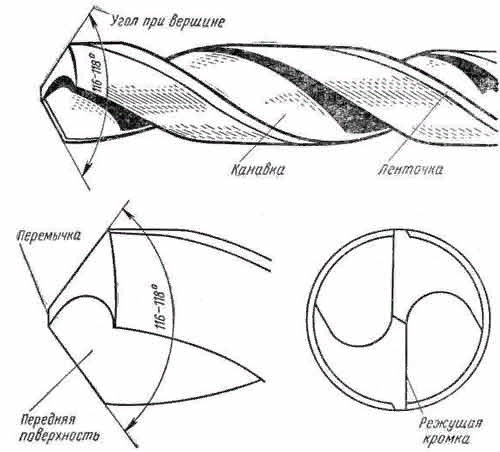
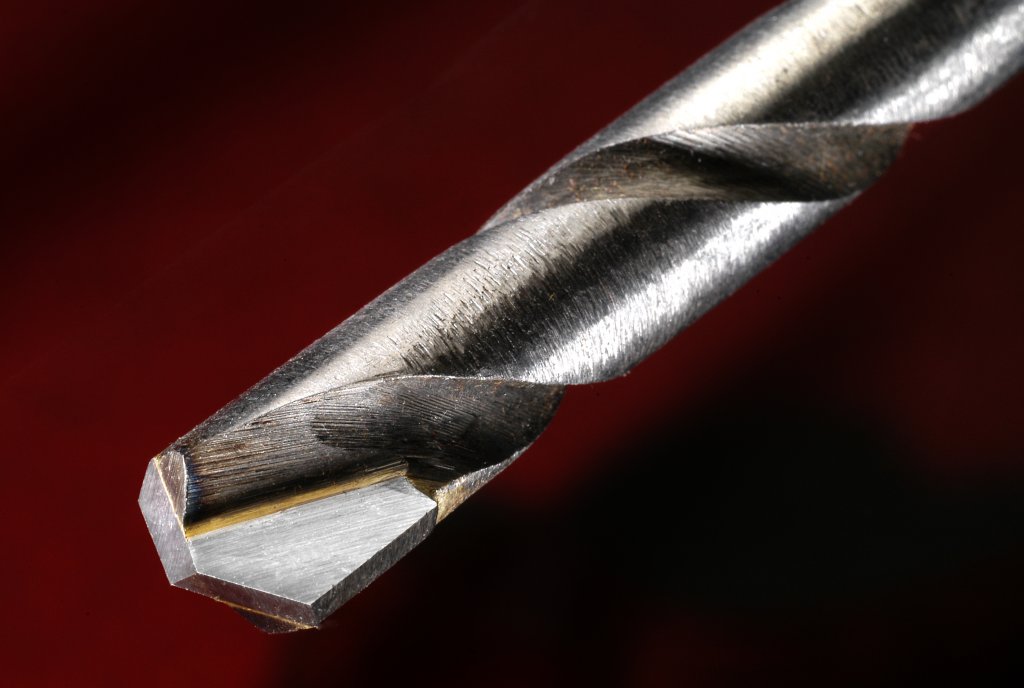
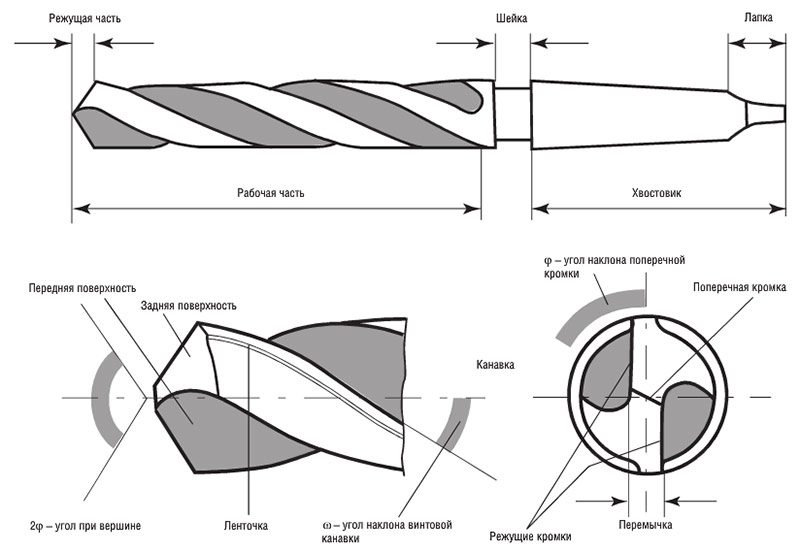
Геометрия и части сверла
Конструкция рассматриваемого инстурмента достаточно проста и состоит из таких элементов:
- режущая кромка, непосредственно снимает стружку;
- шейка, выполняющая роль своеобразной перемычки;
- рабочая часть с нарезанными канавками, отводящими отходы;
- хвостовик, закрепляемый в станке (ручной дрели);
- по паре задних (затылок) и передних поверхностей, формирующих профиль;
- две спинки с ленточками, создающие внешнюю сторону.
При многократном выполнении технологических операций затупляется, а значит именно ей и требуется вернуть остроту.
Параметры, подлежащие восстановлению
Правильная заточка сверла по металлу позволяет нормализовать следующие характеристики:
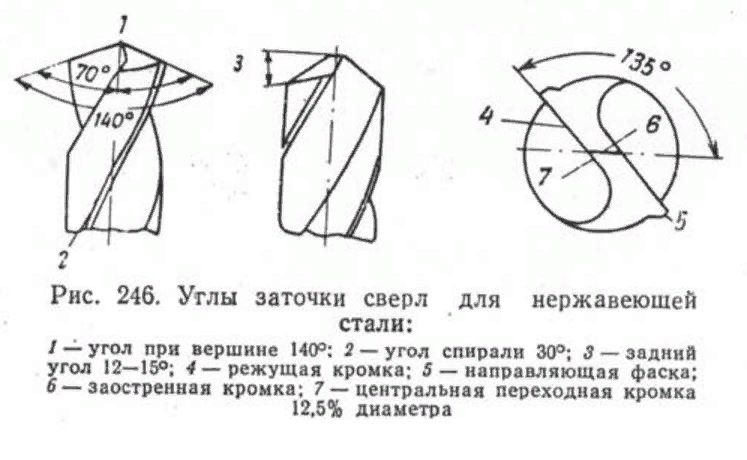
Угол вершины, который кромки образуют вместе с перемычкой. Изначально, он зависит от качественных характеристик материала обработки (твердость так же важна, как вязкость) и способен составлять 60-150 градусов, а иногда и доходить до 180. В нашем случае необходимо, чтобы он стал 116-118 0, соответственно, его нужно привести к данному показателю.
 |  |  |
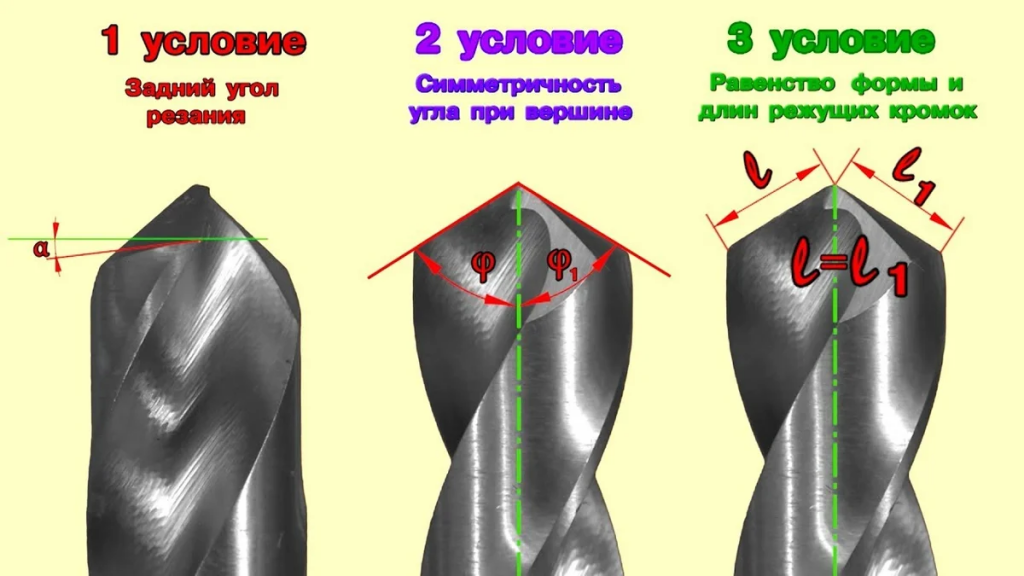
Задний угол – должен быть зафиксирован в диапазоне 7-17 0 (зависит от того, из чего выполнена заготовка); любое отклонение фактического значения от номинального требуется исправлять, иначе производительность снизится в разы, да и поломка не заставит себя ждать.
Форма и длина кромок – важно, чтобы они были равными, в противном случае неизбежно возникнет биение, в результате которого не удастся выполнять отверстия строго заданного диаметра. Определять размеры (для выяснения симметричности) следует от края (вершины) до центральной точки перемычки.

Зависимость угла заточки от материала
Выше мы уже упоминали, что количество градусов меняется в ту или иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, дольше срок службы. Чем больше, тем труднее центрировать инструмент на начальном этапе выполнения технологической операции.
Есть универсальная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не указано. Если же известно, из чего выполнена заготовка, следует отдать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.
Как заточить сверло для высверливания точечной сварки?

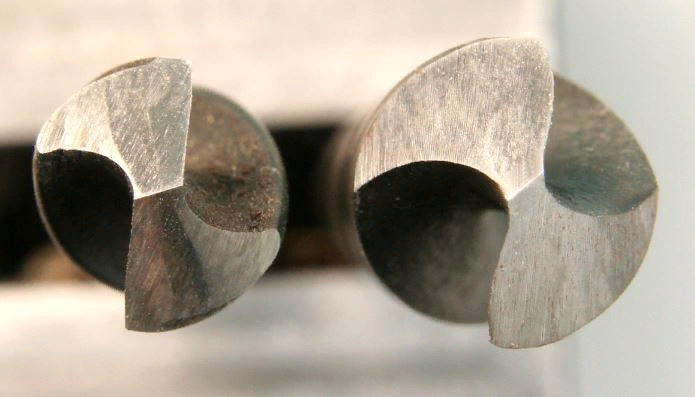
Для высверливания точек контактной сварки применяется специальная фреза или сверло с кончиком, заточенным особым образом. Такие свёрла стоят дороже, чем стандартные, так как при их производстве требуются дополнительные действия. Специальные свёрла бывают разных диаметров: 6, 8, 10 мм. Чаще всего используется сверло 8 мм. Оно высверливает точку контактной сварки по периферии. Отверстие остаётся на верхней кузовной панели, а нижняя панель остаётся практически не тронутой.

Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки. Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Каким должно быть сверло для высверливания точек контактной сварки?
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками. Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края. Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления. Углы режущих кромок должны быть примерно одинаковыми. Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм. Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.


Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали. Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок. В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время. Не забывайте периодически охлаждать сверло в воде, во время заточки.
Способ заточки №2
Второй способ заточки предполагает заточку также на точильном станке, краем шлифовального круга, но, в отличие от первого способа, кончик сверла не нужно предварительно полностью стачивать (затуплять). Стачиваются витки спирали на кончике между перемычкой (центром) и краем сверла. Краем круга обтачиваются оригинальные режущие кромки и площадка за ними (задние поверхности). Центр остаётся нетронутым, а оставшиеся края сверла будут новыми режущими кромками.


Не нужно постоянно удерживать сверло в постоянном контакте с краем шлифовального круга, вместо этого нужно слегка касаться и снова убирать сверло. Таким образом, заточка будет производиться постепенно и очень аккуратно, а сверло не будет быстро перегреваться. При необходимости, всё же нужно периодически охлаждать сверло водой. Стачивать нужно до тех пор, пока оригинальная режущая кромка не исчезнет. Чтобы заточить вторую сторону, нужно отвести сверло от шлифовального круга, повернуть его пальцами вокруг своей оси на 180 градусов и подвести нетронутую сторону к краю шлифовального круга.

Когда обе стороны будут обточены, следующим шагом нужно сточить лишнее с центральной части, чтобы ничего не мешало при резке основными режущими кромками. То есть, при стачивании оригинальных режущих кромок были сформированы новые режущие кромки и боковые стороны центральной части, а дополнительно нужно обточить две оставшиеся стороны центральной части. Главная функция центрального выступа – центрирование, поэтому важно, чтобы он был острым.

В результате этого способа заточки у сверла получаются более выраженные режущие кромки и более длинная центральная часть. Вы можете решить, какой длины она должна быть. Сверлом с более длинным кончиком легче высверливать точки сварки при отсутствии опыта. Достаточно будет сделать маленькое отверстие в центре точки контактной сварки. Сверло не потребуется держать идеально ровно, можно сверлить под наклоном или в труднодоступных местах, где сложно сверлить строго перпендикулярно к поверхности.
Высверливание точек контактной сварки заточенным сверлом
Используйте медленную скорость вращения при сверлении стали, так как вершинки режущих кромок маленькие и имеют маленькую массу, чтобы рассеивать нагрев. Периодически охлаждайте сверло, и оно прослужит дольше, пока не потребуется новая заточка. Более подробно о высверливании точек сварки читайте в отдельной статье.
Как правильно провести заточку сверла по металлу

О том, что сверло когда-то затупилось, никто не вспоминает. Но только до тех пор, пока оно вдруг не стало нужным. Без острого сверла работа двигаться не будет. Поэтому придётся покупать новое или попробовать его заточить. Заточка сверла по металлу – процесс непростой. Но стоит попробовать.
Признаки, что сверло затупилось
Перед тем как точить сверла, необходимо удостовериться, что они на самом деле затупились. Какие признаки это показывают:
- режущий инструмент сильно нагревается;
- металлическая стружка, вылетающая из-под кромки, имеет мелкую фракцию;
- повышается шум проводимых операций.
Особенно отметим последний признак, потому что повышается сила трения между затупившейся кромкой сверла и плоскостью заготовки. Поэтому, как только произошло повышения шумности при сверлении, надо работу тут же прекратить. Если работу не прекращать, то режущий инструмент сильно перегреется, изменится структура металла, что приведёт к утрате инструмента окончательно. После чего затачивать его не имеет смысла.
Как выбрать сверло
Перед тем как решать вопрос, как заточить сверло правильно, хотелось бы немного остановиться на самом режущем инструменте.
Начнём с того, что сверла на рынке строительных инструментов представлены в достаточно широком ассортименте. Так как нас интересует только оснастка по металлу, то надо отметить, что и здесь выбор есть.
Во-первых, можно провести выбор по цвету инструмента:
- Чёрный – это оксидная плёнка, функции которой – защитить основу сверла от коррозии и высоких температур. Поэтому эта разновидность обладает высокой прочностью и износостойкостью.
- Серый – этот инструмент можно спокойно отнести к оснасткам невысокого качества.
- Ярко-золотистый. Такой цвет говорит лишь об одном – в составе стали, из которой инструмент изготовлен, есть титан.
- Темно-золотистый. То же самое, что и предыдущий вариант, только внутри стального стержня отсутствуют внутренние напряжения. Отсюда его высокие качества.
Необходимо отметить, что большинство свёрл по металлу – это стержни, изготовленные из инструментальной стали. Но, чтобы увеличить их режущие характеристики, нужно усилить режущую кромку. Поэтому в продаже сегодня можно приобрести четыре разновидности оснастки с разными покрытиями:
- Все та же оксидная плёнка чёрного цвета.
- TiCN – это карбонитрид титана.
- TiAIN – это титано-алюминиевый нитрид.
- Сам нитрид титана.
- Керамика.
Внимание! Два последних покрытия не подлежат перезаточке.
В основном в быту, да и многие мастера для сверления отверстий в металле используют спиральные сверла. Это стальной цилиндрический стержень, в котором нарезаны канавки в виде спирали. Отсюда, в принципе, и название.
Меньшую часть этого инструмента занимает хвостовик, который и зажимается в патроне оборудования по сверлению или в дрели, перфораторе. Основную часть занимает цилиндр с канавками. Канавки нарезаются с одной целью – создать пространство, по которому металлическая стружка будет покидать место сверления, не мешая основному процессу.
Спиральная оснастка также имеет небольшую классификацию, где присутствует три позиции:
- Классическое сверло.
- Левостороннее. Его используют, когда надо высверлить из отверстия сломавшийся крепёжный элемент: болт, шуруп и прочее.
- Высокой точности. Если стоит задача высверлить отверстие с минимальными погрешностями, то используют именно его.
Итак, разобравшись в ассортименте оснастки, переходим непосредственно к главному вопросу – как заточить сверло по металлу.
Правила заточки свёрл
Во-первых, для проведения этого процесса потребуется или специальное оборудование, или специальные приспособления в виде насадок к дрелям или перфораторам. К первой группе относится заточной станок, на который насажен точильный камень. У рачительного хозяина такой станок небольших размеров в гараже или сарае всегда найдётся.
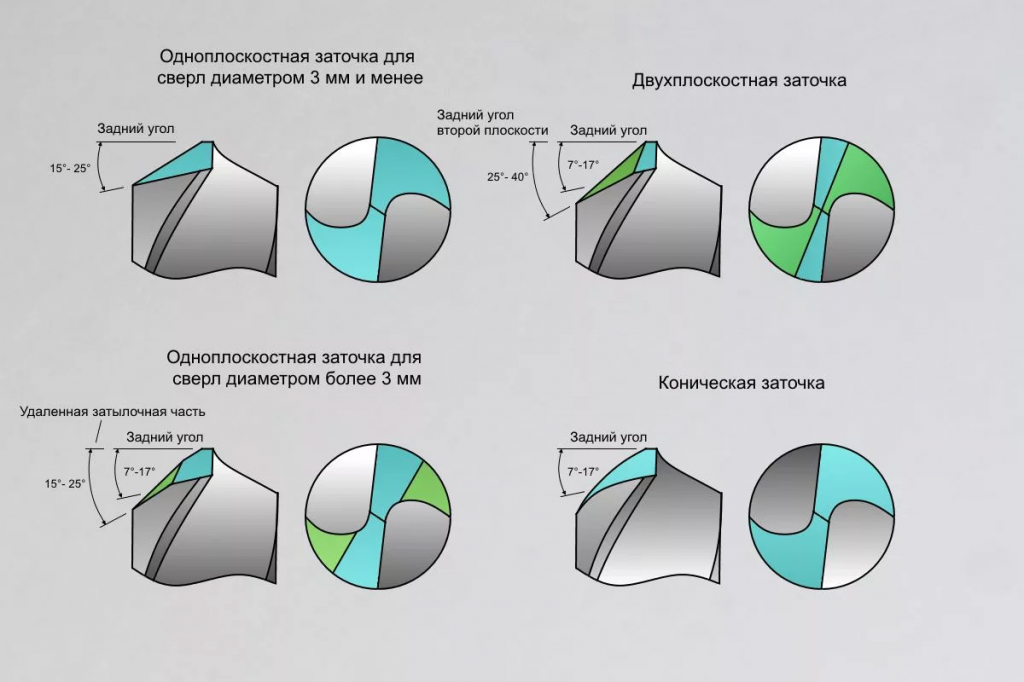
Сразу надо оговориться, что технология заточки зависит от типа сверла. Оно может быть коническим, винтовым, цилиндрически или одно- или двухплоскостным. Но необходимо понимать, что затачивать надо в любом случае только задние грани инструмента. При этом каждая грань должна быть одинаково заточена. Понятно, что вручную это сделать практически невозможно. Но небольших размеров сверла мастера точат именно вручную, для чего необходим определённый опыт в проведении этого типа работ.

Точно также затачиваются и двухплоскостные сверла. Только точить придётся две плоскости по отдельности. Здесь те же требования.
Что касается конических моделей, то главная задача – не нарушить конусность конструкции затачиваемой кромки. Поэтому инструмент подносят к вращающемуся точильному камню, прижимают сверло и делают им колебательные движения по конусу. Здесь важно не отрывать оснастку от камня. То есть процесс проводиться в одно касание.
И ещё одно пожелание – строго придерживаться формы кромки. Понятно, что это не всегда возможно, особенно, если сверло диаметром до 10 мм. Но для этой разновидности можно только выдержать задний угол. И этого бывает достаточно. Что касается свёрл большого диаметра, то специалисты рекомендуют кроме заточки кромок по плоскостям и с точным выдерживанием угла, проточить переднюю плоскость, тем самым улучшив конструкцию. Такие сверла более эффективны при сверлении.
Для чего необходима подточка передней плоскости. Все дело в том, что, уменьшая угол наклона передней плоскости, увеличивается угол режущей кромки. А это увеличение стойкости инструмента к выкрашиванию металла с плоскости режущей кромки. К тому же надо добавить, что длина поперечной кромки резко уменьшается. То есть получается так, что кромка поперечины не режет, а скоблит металлическую заготовку. А точнее центральную часть высверливаемого места.
После заточки сверла также рекомендуется провести доводку. То есть убираются зазубрины, оставленные точильным камнем. Это обязательная процедура в заводских условиях. Именно это позволяет увеличить износостойкость инструмента. Если в домашних условиях есть возможность провести доводку, то её надо провести обязательно.
Обычно для доводки используют другие камни:
- из карбида кремния, он зелёного цвета, марка 63С, при этом лучше использовать круг зернистостью 5-6 и твёрдостью – М3-СМ1;
- из эльбора, здесь требуется зернистость 6-8.
Обратите внимание, что эти камни должны быть изготовлены на бакелитовой связке.

Приспособления для точения свёрл на станке
Держать в руках сверло и точить его на станке, на котором камень крутиться с большой скоростью, сложно. Нужно иметь большой опыт, чтобы «не запороть» инструмент. Поэтому в продаже есть специальные приспособления, которые облегчают проведения этой операции.
На рынке можно приобрести простые устройства. Есть и достаточно сложные с электродвигателями, которые не только удерживают сверло в требуемом положении, но и производят подачу инструмента к точильному камню в автоматическом режиме. Последние чаще используются для заточки спиральных свёрл. Но такие устройства стоят немалых денег, поэтому приобретаются профессиональными точильщиками.
Видео описание
В видео показано, как мастер сделал приспособления, помогающее правильно заточить сверло по металлу:
Как заточить сверло с помощью дрели
Если точильного станка в наличии нет, можно приспособить дрель, на вал которой устанавливают точильный круг. Здесь два варианта проведения процесса:
- зажать дрель в тиски и подводить сверло к камню руками;
- зажать в тисках режущий инструмент и подводить камень с дрелью вручную.
Оба варианта непростые, но второй проще первого.
Как правильно заточить сверло в этом случае:
- режущий инструмент надо установить в тисках в вертикальном положении;
- с помощью круга, установленного на дрель, снимается задняя кромка, цель – удалить следы износа;
- затем производится заточка под требуемым углом – обычно 120°.
Внимание! Чтобы кромка не перегрелась, надо процесс заточки проводить не более двух секунд. То есть металл снимается слоями.
Но есть более простой способ. Для этого надо приобрести специальную насадку. Её устанавливают на дрель и вставляют в специальный жёлоб сверло. Последнее относительно вращающегося точильного инструмента располагается под определённым углом, равным углу заточки. Это хорошо видно на фото ниже.
Приспособления для заточки
Новичкам трудно провести заточную процедуру качественно. Поэтому производители строительного инструмента уже давно выпускают специальные насадки для дрелей. Это на самом деле насадка. Её надо установит на дрель, вставить в отверстие с торца сверло и включить электроинструмент.
Затем сверло вытаскивается, поворачивается на 180°, опять вставляется в приспособление для заточки свёрл, и дрель снова включается. То есть затачивается вторая плоскость режущей кромки.

На что необходимо обратить внимание:
- Такие насадки сегодня продаются практически во всех строительных магазинах. Но знайте, что с помощью этого приспособления можно затачивать сверла диаметром 4-10 мм.
- С помощью этого приспособления можно затачивать только тот инструмент, который затупился лишь слегка. Если есть на его кромке большие изъяны и дефекты, или оснастку просто перегрели, насадка здесь не поможет. Для таки свёрл требуется другой вариант проведения заточки, а именно: станок с точильным или алмазным камнем.
- Сразу надо сказать, что угол заточки сверла в таких приспособлениях стандартный. Изменить его невозможно. Поэтому после проведённой процедуры инструмент надо доработать напильником или надфилем до необходимого угла. Что касается угла внутри насадок, то они разные в разных моделях приспособлений. Поэтому на этот показатель надо обратить внимание, приобретая устройство.
Недостатки у таких приспособлений есть. Но не такие большие, чтобы можно было бы говорить о несерьёзном отношении производителей. Кто, уже имел возможность приобрести этот аппарат, отзывается только положительно. В первую очередь надо отметить простоту проведения сложного процесса. Во-вторых, сам агрегат стоит недорого. Так что появилась прекрасная возможность затачивать сверла быстро, качественно и несложно.
В видео показано, как мастер разбирается с приспособлением для затачивания свёрл:
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
В видео показано, как точить сверла по металлу вручную:

Виды заточек
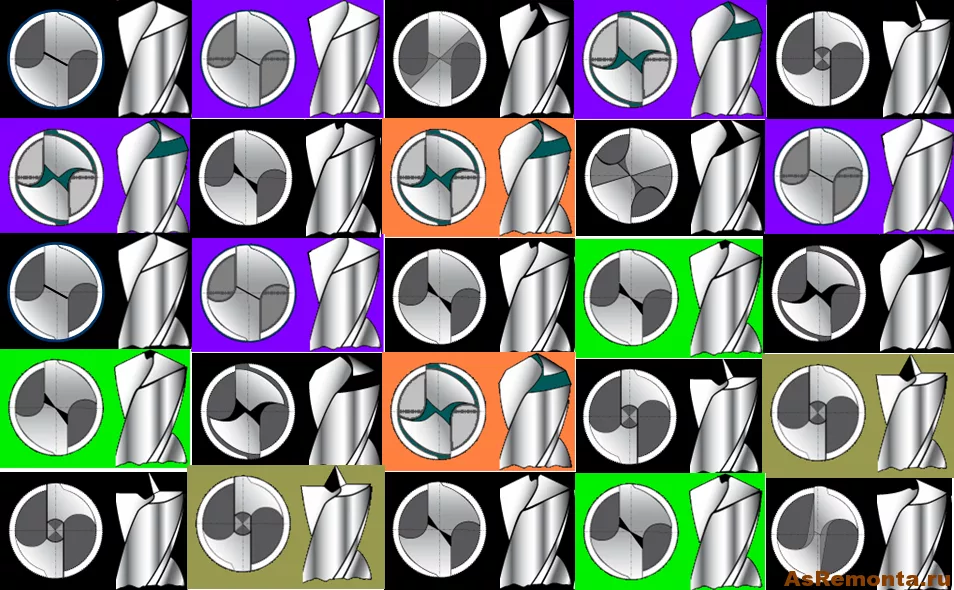
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Внимание! Для чего необходимы четыре кромки. Это возможность уменьшить угол между участками периферийных плоскостей кромок. Таким образом, достигается увеличение отвода тепла с места сверления. А это увеличивает срок эксплуатации самого инструмента.
Угол заточки
Как уже было сказано выше, перед тем как правильно заточить сверло по металлу, необходимо правильно выбрать угол его заточки. Во-первых, этот параметр табличный. Во-вторых, он зависит от того, какой металл надо сверлить. Если это:
- чугунная заготовка или стальная, то угол должен варьироваться в пределах от 116° до 118°;
- если это латунь или бронза, то от 120° до 130°;
- если заготовка из меди, то 125°;
- алюминий – 140°.
Неправильно заточено сверло приводит к перегреву самого инструмента. Но, как показывает практика, именно неправильно выбранный угол заточки приводит к снижения качества проводимого процесса.
В видео показано, как проводится заточка сверла для работы с металлами:

Коротко о главном
Заточить затупившееся сверло можно, используя разные приспособления: точильный станок, дрель, на который устанавливается точильный камень, насадку для дрели.
Мелкие сверла затачиваются вручную напильником или надфилем.
Главный параметр заточки – угол, формирующий кромки. Угол заточки выбирается с учётом металла, который подлежит сверлению. Этот параметр табличный.
Чтобы увеличить износостойкость сверла, изменяют конфигурацию заточки, где за основу берут пять вариантов формирования кромок.
Как правильно заточить сверло своими руками в домашних условиях

Многие не догадываются, что сверло – долгоживущий расходник. Но далеко не все умеют их правильно точить, хотя сложного в этом ничего нет. Если необходима заточка сверла по металлу своими руками, вот приспособления, облегчающие этот процесс.
Признаки того, что кромку пора заточит
Определить, что настало время заточить сверло по металлу легко. Обязательно появляются эти признаки:
- Появляется сильный нагрев, а на месте сверления металл (особенно алюминий или латунь) может начать плавиться. Это связано с тем, что сверло не вырезает, а трет металл. Определить это можно по быстрому выгоранию смазки.
- Звук становится похожим на скрип. Даже если добавлять смазки, через секунду появляется скрип.
- Сверление происходит дольше.
- Отверстие получается «слизанным». Вместо четких, острых краев получается полированная дыра.
- Если посмотреть на кромку, она будет не острой, а округлой, не подрезает ноготь. Рассмотреть это можно под лупой.

Если эти признаки наблюдаются, то нужно наточить сверло по металлу. Зачастую кромка тупится из-за перегрева. Продлить жизнь инструменту можно, если использовать смазочно-охлаждающую жидкость (СОЖ) или хотя бы солидол.
Кстати, тупые сверла опаснее острых. Из-за перегрева они становятся хрупкими и часто обламываются, а это травмоопасно.
Виды заточки
Проектируя станок для заточки сверл своими руками, стоит учесть виды профилей. Они задаются производителем и остается только восстановить после «слизывания». Основных форм 5:
- Нормальный вид, маркирующийся буквой «Н». Самый распространенный тип, встречающийся на большинстве кромок до 12 миллиметров (для больших диаметров не подходит). При этом формируется только 2 режущие части и 1 поперечная.
- «НП» или нормальная с подточенной перемычкой. В этом случае поперечная короче. Подходит для кромок до 80 миллиметров, так как почти отсутствует нагрузка на заднюю часть.
- С подточкой перемычки и ленточки или «НПЛ». Необходима для сверления крупных отверстий в высокопрочной стали. Уменьшенные поперечные и ленты снижают трения.
- «ДП» или кромки с двойной подточкой. Кроме стандартных 2 кромок, есть еще дополнительные 4, представляющие ломаную линию. Активнее «вгрызается» в металл, снимая больше металла за 1 прокрут.
- Похожая кромка, но имеющая проточку ленты называется «ДПЛ». Сила трения дополнительно снижает трение.

Как наточить правильно
В принципе, затачивать сверла по металлу возможно и без «помощников», при должной сноровке.

Чтобы правильно затачивать сверла по металлу, не помешает мерка для наклона.
Болгаркой
Элементарный инструмент для заточки – болгарка и шлифовальный диск. Обычные отрезные не подойдут – они слишком тонкие. Так как нагрузка поперечная, диск может лопнуть. Учитывая, что защита будет снизу, осколки полетят прямо в лицо или тело. В остальном, заточить сверло болгаркой можно быстро и без навыков слесаря.

Чтобы правильно точить сверла по металлу, действуйте по инструкции:
- Хвостовик зажимается в струбцину или тиски. Будет проще, если сразу выставить наклон 120 градусов, чтобы болгарка выводила ровную плоскость.
- Болгарку нужно держать параллельно полу и понемногу снимать металл с кромки.

Через каждые несколько проходов, кромка «пробуется» ногтем. Если он срезается – значит сверло наточить получилось.
Нужно учитывать, что быстрорез, из которого делаются расходники, очень капризный. Перегревать его нельзя, поэтому болгаркой увлекаться не стоит. Следует регулярно поливать кромку холодной водой и работать не дольше 3 секунд.
На наждаке
Это уже специальный инструмент для заточки, поэтому работать с ним проще. Для работы со сталями HSS и Р6М5 нужны средние обороты.
Итак, заточной станок можно подготовить. На «столике» возле круга можно заранее отмерять 60 градусов, чтобы ориентировать на него. Рядом поставить стакан с водой и периодически макать туда сверло.

Теперь можно приступать:
- По отметке в 60 градусов выставляется сверло.
- Теперь, не перемещая центр, нужно его аккуратно поворачивать по оси. Левой рукой придерживаем спираль возле кромки, а правой проворачиваем хвостовик.
- Каждые 15 секунд макая в стакан с маслом, нужно снять затупившуюся кромку.
Можно заранее сделать ликало с наклоном 120о , чтобы сравнивать . Так будет проще точить сверла по металлу.
На этой картинке можно наглядно посмотреть градус.

Как точится «елочка»
По сути, заточка ступенчатого сверла по металлу схоже со стандартным. Оно имеет тот же наклон, разница лишь в форме.
На этот случай лучше посмотреть урок.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
В быту корпус делают из стальной профильной трубы. Отверстия размечают так, чтобы их направление составляло 60 градусов, относительно продольной оси.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.

В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Фактически эти приспособления для заточки сверл своими руками одноразовые и долго не прослужат. Поэтому их можно собрать для тренировки.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.

Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.

Для личного пользования можно пожертвовать кареткой и замерщиком углов. Вот подробный чертеж приспособления для заточки сверл.

Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Какой угол выбрать
Универсальным углом считается 120о и даже в промышленности часто используют этот стандарт. На деле, для разных металлов используется собственный наклон.
Для чер.мета и упрочненной бронзы необходимый угол: 115-122о. Поэтому не страшно, если руку немного увело – на процессе это никак не скажется.
Медь и ее сплавы сверлятся уже углом в 121-129о. Из-за высокой вязкости, им необходима большая режущая кромка. Иначе металл будет выцарапываться и процесс будет не таким эффективным. Алюминиевые сплавы еще более вязкие и необходим наклон уже в 140 градусов.

Кстати, чтобы сточка шла активнее, лучше использовать круги для заточки с алмазной крошкой.
Неправильный выбор угла приведет к:
- Сильному нагреву. А это уже чревато отпуском режущих частей и падению твердости.
- Неровному отверстию. Металл будет не срезаться, а соскребаться. Из-за этого отверстие будет не круглым, а граненым.
- Заклиниванию. Например, если угол будет слишком большим, сверло начнет вязнуть вязнуть в стали. Придется его вытаскивать и заново смазывать СОЖем.
Полезные рекомендации к самодельным «станками»
Приспособа для подтачивания сверл по металлу своими руками были рассмотрены.

Вместо заключения можно привести несколько советов, которые облегчат процесс:
- Лучше потратить лишний час на подгонку. Изготовляя станок для заточки сверл своими руками, не стоит спешить и вывести угол правильно.
- Лучше сделать минимум разборных деталей. Все соединения нужно проварить хотя бы ММА сваркой. Так она не будет сбиваться. В редких случаях допускаются болтовые соединения, если нагрузке узел поддаваться не будет.
- Учитывайте виды заточки. Не стоит нарушать форму профиля кромки, заданную производителем.
- Всегда работайте в защите. Обязательно использовать перчатки и очки. В процессе приспособу может повести в сторону, от чего рука коснется быстровращающегося диска. Также рекомендуются очки, так как часть направляющей может отлететь и попасть в глаз.
Читайте также: