Как заварить алюминий в домашних условиях обычным электродом по металлу
Обновлено: 05.07.2024
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660 о С. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200 о С. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140 о С в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.

В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?

Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды

Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400 о С.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
[stextbox получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.[/stextbox]
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.

Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
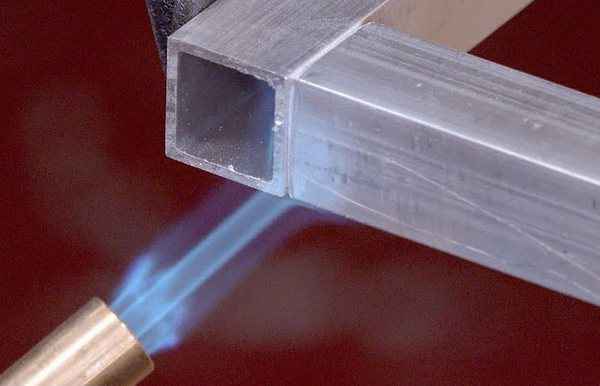
[stextbox предварительного прогрева заготовок толще 4 мм следует использовать газовую горелку.[/stextbox]
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Свариваем алюминий без аргона
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила - блестящая, так как состоит преимущественно из алюминия, покрытие - белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
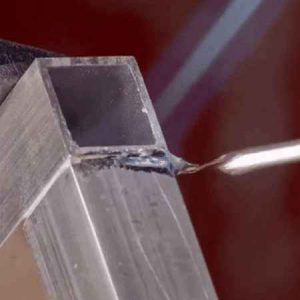
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
- - варить листовой алюминий;
- - алюминиевый профиль;
- - ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- - любые сварочные работы бочек или резервуаров;
- - сваривать токопроводящие шины;
- - и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
4 эффективных способа сварки металла толщиной 1 мм от опытных сварщиков
При сварке тонкого металла приемы, применяемые при соединении массивных заготовок, не работают. Энергия электрической дуги просто прожигает тонкий металл и вместо сварочного шва образуются дыры. Но если знать секреты опытных сварщиков, то и новичку удастся справится со сваркой металла толщиной 1 мм.
Материалы и инструменты:
- отрезки профильных труб с толщиной стенок 1 мм;
- сварочное оборудование;
- болгарка;
- металлическая щетка;
- молоток.
Процессы сварки тонкого металла с использованием секретов опытных сварщиков
При работе с тонким металлом сварочный ток должен быть минимально возможным, как и диаметр электродов. Это помогает уменьшить длину дуги и пятно контакта, что позволяет вести сварку при более низких температурах. Однако и этого может оказаться недостаточно для исключения прожога тонкого металла.
Опытные сварщики используют еще одну возможность для качественной сварки металла толщиной 1 мм – траекторию движения конца электрода в процессе сварки, позволяющую существенно понизить температуру в рабочей зоне.
Все способы сварки тонкого металла предусматривают подготовительные работы: кромки свариваемых заготовок должны быть тщательно подготовлены – удалена ржавчина, жировые и любые другие отложения с помощью болгарки, металлической щетки и т. д. Кромки максимально сдвинуты. Все это позволит облегчить сварочный процесс.
Способ 1
После розжига дуги необходимо концом электрода совершать возвратно-поступательные движения вдоль свариваемого стыка. Причем движения должны быть быстрыми, но не суетливыми, с некоторым замедлением при контакте с концом уже сформировавшегося сварочного шва.
В результате будут подготавливаться к процессу сварки еще не соединенные участки стыка, а часть энергии дуги будет передаваться в уже сформировавшийся сварочный шов, что защитит тонкий свариваемый металл от прожога.
Способ 2
Необходимо двигать конец электрода небольшими прыжками в направлении свариваемого стыка. При этом «прыжок» должен быть невысоким, чтобы не потушить дугу. Такое движение электрода позволяет периодически снижать температуру сварочного процесса и оберегать тонкий металл от прожога.
Способ 3
Непрерывное движение электрода по свариваемому стыку с максимально возможной скоростью без изменения длины дуги. В этом случае быстрое перемещение электрода не позволяет тонкому металлу перегреваться, что оберегает металл от прожога. Скорость перемещения электрода по стыку ограничивается только недопущением не провара металла.
Способ 4
Круговое вращение электрода с перемещением вдоль свариваемого шва. В этом случае захватывается большая ширина сварки и энергия дуги распределяется на большую площадь, что снижает перегрев тонкого металла и оберегает его от прожогов.
Полезные хитрости при сварке алюминия в домашних условиях
Полезные хитрости при сварке алюминия в домашних условиях
Сварка черного металла электродами в домашних условиях наиболее простой метод, и именно с него начинают все сварщики. Однако освоив сварку стали многие переходят к сварке алюминия в домашних условиях.
Конечно же, при этом они сталкиваются с рядом проблем, ведь сварка алюминия имеет некоторые особенности. В данной статье будет рассказано о том, с чего начать варить алюминий, что для этого потребуется, и как правильно это делать.
Зачем может понадобиться сварка алюминия
Сварка алюминия в домашних условиях может потребоваться в ряде таких случаев:
- Когда нужно заварить посуду или емкости из алюминия и его сплава;
- Во время ремонта радиаторов;
- Различных элементов декора.

Из алюминия изготавливается довольно много бытовых принадлежностей. Алюминий является одним из самых популярных металлов, включая его относительно недорогую стоимость.
Какие возникают трудности при сварке алюминия
Алюминий можно паять и об этом уже не раз рассказывалось в предыдущих статьях. Основные трудности при пайке алюминия возникают из-за того, что необходим достаточно мощный паяльник, чтобы достаточно быстро расплавить оксидную пленку на поверхности этого металла.

Именно оксидная пленка и представляет собой преграду на пути нормальной работы с алюминием.
Что касается сварки алюминия, то и здесь не все так гладко, как могло бы быть:
- На поверхности алюминия находится тугоплавкая оксидная пленка, температура разрушения которой составляет более 2000 градусов. Однако сам алюминий начинает плавиться при температуре 660 градусов, что доставляет массу неудобств сварщикам.
Как раз здесь и возникает основная проблема, поскольку присадочный металл накладывается на еще не расплавленный, из-за чего чаще всего и образуются непровары при сварке алюминия.
- Вторая трудность связана с большой текучестью алюминия. В свою очередь это требует от сварщика определенной сноровки и опыта.
- Алюминий сильно дает усадку, что в итоге приводит к формированию некрасивого сварного соединения.
Кроме того, если нужно варить алюминиевый сплав, то в его составе присутствуют марганец, цинк, сера и медь. Данные компоненты хорошо взаимодействуют с кислородом, из-за чего в сварном шве появляются поры. В итоге такое соединение оказывается не герметичным.
Как варить алюминий в домашних условиях
Чтобы сварка алюминия прошла качественно и гладко, рекомендуется придерживаться следующих рекомендаций:
- Уберите оксидную пленку с поверхности алюминия. Убрать пленку можно химическим либо механическим путем. Для химического способа предпочтительно использовать щелочной раствор. Важно, варить алюминий нужно сразу же после промывки в растворе, а иначе контакт с кислородом снова образует оксидную пленку на его поверхности.
- Подложите под свариваемые заготовки медные пластины, которые помогут избежать прожогов, если осуществляется сварка тонколистового алюминия.
- При сварке толстого алюминия, более 4 мм толщиной, не забудьте произвести подготовку кромок. Разделку кромок производят напильником, таким образом, чтобы образовалась ровная V-образная форма.
- Перед сваркой алюминия предварительно прогреваем заготовки газовой горелкой либо паяльной лампой.

Прогрев алюминия перед сваркой обеспечит тем самым равномерное распределение температуры, что в свою очередь позволит не допустить образование местных деформаций и трещин.
Сварка алюминия в домашних условиях: технология и возможные сложности

Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Температура плавления алюминия всего 660°C, что почти в три раза меньше температуры плавления стали, но окись алюминия плавится при температуре более 2000°C, поэтому сварка алюминия в домашних условиях связана с некоторыми сложностями. Перед тем как приступить к сварке алюминия рекомендуется ознакомиться с теоретическим материалом.
Чем и как сваривают алюминий
Для сварки алюминия применяют разные технологии, основная задача которых исключить контакт очищенной алюминиевой поверхности с кислородом воздуха, чтобы не допустить образование окисной плёнки.
Алюминий можно сваривать следующими способами:

При первом способе используется молибденовый (TIG) или вольфрамовый (WIG) неплавящийся электрод и присадочный материал. Обычно он изготовляется из алюминия высокой степени чистоты. Сварочные работы производятся в среде какого-либо газа, который подаётся в зону сварки из баллона. Для этой сварки используется специальная горелка.
MIG/MAG это обозначение промышленной сварки с применением сварочных полуавтоматов, где присадочная проволока непрерывно подаётся в зону сварки специальным устройством. От контакта с воздухом точку соприкосновения электрода и свариваемых деталей предохраняет поток газа под давлением. Технология MIG подразумевает применение нейтральной газовой среды, а при сварке MAG применяются активные газы, такие как азот или углекислый газ. Конструкция сварочных устройств, при этом, остаётся одинаковой.
В бытовых условиях наибольшее распространение получила ручная сварка (MMA) с применением электродов со специальным покрытием. Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию. Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Что требуется для сварки алюминия и сплавов
В зависимости от вида сварки, в этом процессе используются дополнительные принадлежности:
- Особые электроды;
- Ёмкости с газом;
- Осцилляторы.
Для сварочных работ по алюминию и его сплавам применяются электроды, марка которых зависит от вида сварки. Для аргонно-дуговой сварки применяется газ в баллонах под определённым давлением и специальная горелка. Чаще всего применяются горелки РГА-150 на ток до 150 ампер и электроды с диаметром до 3,0 мм и РГА-400, которая рассчитана на ток до 400 ампер. В этой горелке можно использовать электроды диаметром 4,0-6,0 мм. Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.

Часто при сварке цветных металлов и, в частности, алюминия, применяется осциллятор. Это устройство позволяющее облегчить поджог сварочной дуги. Осциллятор преобразует ток низкого напряжения промышленной частоты в высоковольтные импульсы с частотой 200-500 кГц.
Электроды для сварки алюминия
При электродуговой сварке с применением нейтрального защитного газа, используются вольфрамовые электроды. Благодаря высокой температуре плавления, они практически не разрушаются в процессе работы. Вольфрамовые стержни имеют цветовую метку и разные характеристики:

- WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
- WZ-8 (белая метка), представляют собой композитные электроды с оксидом циркония. Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;
- WL-20 (синяя метка) и WL-15 (золотистая метка) могут работать на постоянном и переменном токе. Добавление 2 % оксида лантана позволяет увеличить сварочный ток.
В бытовых условиях для сварки алюминия без газовой среды, чаще всего применяются сварочные инверторы и специальные электроды:
- ОЗАНА-1,2;
- ОЗА-1,2;
- ESAB 96.10, ESAB 96.50;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ZELLER 480.
- ESAB 96.10, ОЗАНА-1 и ОЗА-1, применяются для соединения деталей из чистого алюминия и некоторых сплавов. Варить следует на постоянном токе, который подаётся в обратной полярности, то есть «+» инвертора подаётся на электрод, а «–» на свариваемые детали, которые в процессе работы, при необходимости, можно подогреть.
- Электроды ОЗАНА-2, ОЗА-2 и ESAB 96.50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
- Электроды Capilla ALU 60/12 Si и Aluminil Si12 имеют специальное покрытие. Их можно использовать для сваривания изделий из большинства сплавов. Это соединения с кремнием, магнием и медью. Если свариваемый металл имеет толщину более 15 мм, его необходимо подогреть до 150-250 С.
- Электроды EAL 4047 обычно применяются для сварки деталей из сплавов и практически не используются для чистого алюминия.
- Электроды ZELLER 480 находят широкое применение в предприятиях автосервиса. С их помощью выполняется не только сварка, но и наплавка алюминия и любых его сплавов. Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.

Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Угол наклона горелки к свариваемому металлу должен составлять 70-80°, а присадочный пруток следует подавать так, чтобы между ним и горелкой был угол 90°. Подача аргона должна продолжаться не менее 15 секунд после завершения сварки. Это способствует хорошей кристаллизации металла и уменьшает возможность возникновения раковин и трещин.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия и сплавов производится на короткой дуге. Электрод следует держать строго перпендикулярно свариваемым поверхностям. Сваривать следует в один проход, не допуская разрыва дуги по линии шва. Не допускаются перемещения электрода в поперечном направлении. После каждого прохода необходимо удалять шлак.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Читайте также: