Как заварить отверстие в металле электродом
Обновлено: 19.05.2024
Как показывает опыт, заварка (ремонт) трещин без соответствующей подготовки может вызвать их мгновенное распространение даже при незначительных нагрузках и снижении температуры. Поэтому подготовку кромок под сварку и наложение сварных швов при заварке ручной дуговой сваркой проводят в соответствии с требованиями ГОСТ 5264 и ГОСТ 11534. Если форма и размеры ремонтных швов не вписываются в стандартные, то в каждом конкретном случае их вычерчивают с учетом особенностей и размеров элементов, а затем заносят в каталог технической документации и паспорт изделия.
Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы (границы трещины хорошо проявляются при нагреве их газовой горелкой до температуры 100—150 °C), накернить их, затем засверлить сверлом диаметром 6—10 мм, а при толщине детали более 100—125 мм — сверлом диаметром 20—25 мм. Сверление выполнять так, чтобы центр отверстия совпадал с концом трещины или был на 3—5 мм дальше конца трещины. Когда отверстия на концах трещины высверлить невозможно (дрель не помещается в конструкции), по согласованию с технологами, на полностью разгруженных или сжатых элементах отверстия прожигают газокислородным пламенем, отступив от конца трещины на 50—80 мм. Для лучшего провара отверстия в конце трещины следует раззенковать на 1 /2— 1 /3 толщины стенки. Разделку трещин и выборку металла можно производить как механически, так и дуговым способом (специализированными электродами марки АНР-2 без зачистки кромок разделки). Возможно также применение воздушно-дуговой строжки угольными электродами, что требует обязательной абразивной зачистки кромок. Несквозные трещины необходимо разделывать на глубину, превышающую глубину их залегания не менее чем на 3 мм.
При заварке защемленных трещин (не выходящих на кромку) даже в конструкциях из низкоуглеродистых сталей рекомендуют перед сваркой произвести подогрев газовой горелкой мест, расположенных непосредственно за концами трещин. В отдельных случаях при высокой жесткости конструкции, большой толщине элементов, отсутствии специализированных сварочных материалов сварочные работы следует производить, если позволяют размеры, с предварительным подогревом до температуры 200—250 °C всей детали с последующим замедленным охлаждением в песке или путем укрытия асбестовой тканью.
Если трещина имеет длину более 300 мм, ее следует заваривать обратноступенчатым способом с длиной отдельной ступени 150—200 мм (рис. 1). При этом каждую отдельную ступень заваривают в направлении от кромки к концу трещины. После полной заварки трещины производят подварку корня шва с обратной стороны, предварительно подрубив вершину шва до полного удаления наплывов, шлака и черновин.
Если невозможно подварить шов с обратной стороны, то разрешается выполнять швы без подварки с обязательным соблюдением проектного зазора между кромками. Во время сварки таких швов нужно внимательно следить за проваром кромок на всю толщину, применяя в таких случаях по возможности остающиеся подкладки, плотно прилегающие к стенкам.

Рис. 1. Схема заварки трещины длиной более 300 мм
При многослойной сварке заполнение участков производят «горкой» или «каскадным способом». При заполнении участков шва «горкой» вначале наплавляют первый слой на небольшом участке, затем второй, который полностью перекрывает начало первого слоя. Затем в таком же порядке наплавляют третий и четвертый слои, образуя таким образом «горку» (рис. 2).

Рис. 2. Последовательность наложения валиков способом «горка»
Разница по ширине и высоте сварного шва в разных сечениях допускается не более 2 мм при условии плавного перехода от одного размера к другому. В случае заварки дефектного участка шва (после вырубки) допускается разница по ширине до 4 мм относительно невырубаемого шва. При этом должен быть обеспечен плавный переход от одного размера к другому. При заварке трещины по сварному шву концы ее должны быть засверлены, а ранее наплавленный металл — полностью удален.
При заварке трещин, проходящих по заклепочным соединениям или в конструкциях, укрепленных жесткими связями, необходимо удалить по одному ряду заклепок или связей с обеих сторон трещины. После заварки трещины поставить удаленные заклепки или связи. Если трещина доходит до заклепки, то последняя также должна быть удалена перед сваркой.
Заварка и обварка отверстий
Заварку отверстий в зависимости от их диаметра и глубины можно производить путем вварки вставок, сплошной заплавки и приварки накладки.
Отверстия диаметром 50 мм и более следует заваривать путем вварки конусообразной вставки (рис. 3), изготовленной из того же металла, что и деталь. Вставку перед вваркой необходимо прихватить в трех местах, затем обварить по периметру.
Отверстия, глубина которых больше двух диаметров, перед заваркой следует раззенковать (рис. 4) или перегородить пластиной толщиной 2—4 мм
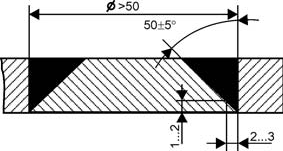
Рис. 3. Схема вварки конусообразной вставки в отверстие диаметром более 50 мм
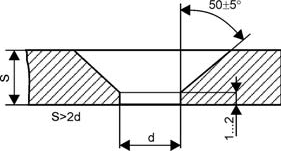
Рис. 4. Схема подготовки отверстия под заварку зенкованием
(рис. 5) из малоуглеродистой стали. Разрешается заваривать такие отверстия, применяя пробки в последовательности, указанной на рис. 6.
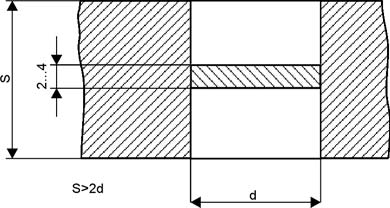
Рис. 5. Схема подготовки отверстия под заварку путем установки перегородки
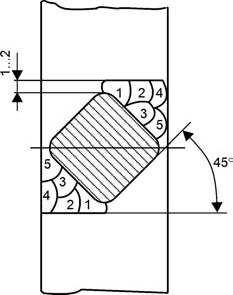
Рис. 6. Схема заварки отверстия с помощью пробок
Отверстия диаметром менее 15 мм перед заваркой нужно рассверлить до диаметра 18—20 мм. При наличии в завариваемом отверстии резьбы последнюю удаляют сверлом, диаметр которого на 1,5—2 мм больше наружного (наибольшего) диаметра резьбы.
Перед сваркой стенки отверстия должны быть очищены от ржавчины, грязи и масла. Если отверстие не перегораживают пластиной, то его с одной стороны необходимо закрыть огнеупорной подкладкой, флюсовой подушкой и т. п.
Заварку отверстий рекомендуют производить в нижнем положении наложением круговых валиков электродом, наклоненным к стенке под углом 30—40°. Если отверстие перекрывают с одной стороны накладкой, то последнюю приваривают с двух сторон по периметру (снаружи и со стороны отверстия).
Обварку отверстий с целью уменьшения размеров по диаметру следует производить электродуговой сваркой в один слой по всей толщине стенки с напуском на кромки.
При вертикальном положении стенки с обвариваемым отверстием сварку целесообразней производить по окружности в два приема с движением электрода снизу вверх (рис. 7).
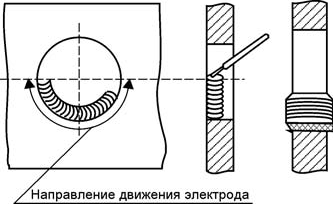
Рис. 7. Схема обварки отверстия с целью уменьшения размеров
Как варить инвертором тонкий металл

Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта. В этой статье мастер сантехник разберет все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий

Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.

Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения.
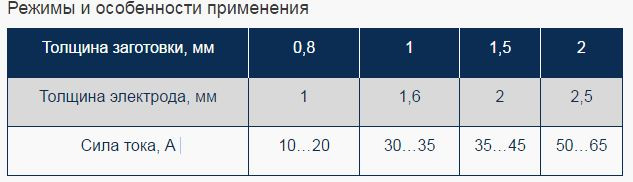
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Видео
В сюжете - Как подобрать правильный сварочный ток для сварки тонкого листового металла в 2 мм

Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций.
Всю работу можно условно разделить на три этапа:
- Подготовка деталей;
- Сварочный процесс;
- Зачистка швов.
Основные отличия в некоторых нюансах.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Сварка
Алгоритм сварки по тонкому металлу следующий:
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги;
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм;
- Зажигается дуга просто - это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника;
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва;
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность. Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается;
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл;
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой);
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций

Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное - не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Видео
В сюжете - Как заварить 0,5 мм. металл электродом
В сюжете - Почему прожигается тонкий металл при сварке внахлёст к толстому
Как заварить трубу с течью

Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции. Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации. Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе. В статье мастер сантехник расскажет, как заварить трубу с течью.
Грамотное выполнение работы

Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой

К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным;
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи;
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
Видео
В сюжете - Как заварить трубу с водой
Как заварить свищ в трубе
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия;
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища;
- Наложить еще насколько капель металла, продвигаясь вниз;
- Снова постучать молотком;
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом;
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места;
- Пройденный шов желательно простучать для проковки и уплотнения.
Видео
В сюжете - Как заварить гнилую трубу
В сюжете - Как заварить свищ в трубе (нижнее положение)
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы

Как заварить большое отверстие электродом без вставок

Нередко возникает ситуация, когда отверстие в детали необходимо заделать или переместить, при ошибке в планировании или несовпадении реальных размеров с проектными. Решить эту проблему можно с помощью сварки. В статье мастер сантехник расскажет, как заварить большое отверстие в детали только электродом без вставок.

Заваривание отверстия заключается в последовательной наплавке недостающего металла.


Для начала необходимо немного убавить ток, а дальше для облегчения работы очищенную деталь располагаем так, чтобы её стенка стала вертикальна, а отверстие, соответственно, горизонтально. Таким образом металл будет меньше стекать вниз.

Так как вертикальные швы принято обычно варить снизу вверх, то и начинать заваривать отверстие необходимо с его самого нижнего края следующим образом:
- Первый шов накладываем по самой кромке, вдоль нижнего края;
- Второй шов накладываем так же на первый и так далее, пока не заварится все отверстие.
При этом необходимо следить за тем, что бы металл не проплавлялся и не стекал вниз. С этой целью необходимо давать наплавленному металлу немного остыть. Этого можно достичь, если варить точками или с гашением дуги.

Для упрощения процесса можно отбить получившийся шлак.

После первого прохода по кругу металл будет наплавляться уже непосредственно на шов.

Проблемный момент – шлак будет мешать заварить последний участок.

Если не получается выгнать его из сварочной ванны непосредственно при сварке, нужно отбить шлак и закрыть отверстие последним швом.

После закрытия сквозного отверстия, деталь стоит для удобства перевернуть и закрепить так, чтобы отверстие было расположено вертикально.

И далее продолжаем наплавлять металл по спирали до тех пор, пока отверстие не будет полностью заполнено.

Процесс завершён – осталось только отбить шлак и произвести финишную обработку места сварки с помощью УШМ.
Как прожечь дырку электродом в толстом металле
Основное назначение любого сварочного аппарата – это сварка металла. Но есть и второстепенные операции, которые можно выполнять с его помощью. В промышленных условиях мощные источники питания используются для строжки (для ее организации потребуется также компрессор и угольный электрод, читайте подробно здесь). В гараже, при выполнении бытовых работ, сварочный инвертор ММА можно приспособить для резки, например, если нужно вырезать нестандартное отверстие.
Как правильно резать металл электродом
Чтобы получить ровный чистый рез, нужно резать вертикально.
При резке в горизонте, т.е в нижнем положении образуется грат, свисающий вниз. Если хотите получить аккуратное отверстие, ток нужно ставить небольшой, если же правильная геометрия реза не важна – ток нужно ставить по более.

Как сделать отверстие
а) Сталь разогревается и сразу продавливается электродом;
б) Чтобы сделать ровное отверстие, металл нагревается и электрод движется по окружности. Через какое-то время образовавшаяся ванна либо сама упадет, либо ее нужно будет немного подтолкнуть.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:

Каждый начинающий, да и опытный сварщик во время сварки прожигал металл. Это происходит или из-за большого тока, или из-за очень тонкого листа, или из-за того и другого. Резка металла осуществляется с применением этого свойства. Удобнее всего разрезать лист или изделие, используя ручную дуговую сварку, то есть электрод.
Электросваркой, конечно же, так не разрежешь металл, как плазмой, лазером или болгаркой, но всё же такая резка существует и применяется достаточно широко. В основном она применяется там, где не требуется слишком точная резка металла. Отрезать, например, лишний кусок арматуры или нержавейку. Для такой резки, кроме электродов и сварочного аппарата, ничего не нужно. Резать можно очень тонкий и толстый материал, толщина разрезаемого металла зависит от силы тока. При наличии мощного аппарата и неслабой электропроводки резать можно до расплавления электрода в держаке.
Резка тонкого и толстого листа происходит немного по-разному. При резке тонкого металла прибавляется ток, больше примерно в два раза обычного. Электрод должен быть поближе к заготовке и углубляться в разрез. Происходит как бы сдувка лишнего металла сваркой. Такое получится у каждого. Но для того, чтобы края реза были относительно ровными, необходима практика. Почти также режется толстый лист. Ток прибавляется в зависимости от толщины, которую вы хотите прорезать. При резке вам необходимо будет продувать большую толщину. Для этого вам будет необходимо углублять электрод в расплавленный металл, выталкивая его наружу до тех пор, пока не будет видно, что он разрезан насквозь.
При резке металла электросваркой обычно применяют старые, не нужные электроды необходимого диаметра. Если вы режете тонкий металл, то вам вполне подойдёт электрод диаметром 3 мм или тройка, а для более толстого листа требуется четвёрка или пятёрка.
Большой популярностью пользуются услуги плазменной резки различных металлов, а также их сплавов. Плазменный раскрой предоставляет возможность легко справляться с нержавеющей, углеродистой и высоколегированной сталью. Также часто принимаются заказы на плазменную резку титана, алюминия, латуни, меди, бронзы, чугуна и изделий, которые сочетают несколько видов сплавов. Превосходное качество и быстрое выполнение заказа гарантируется многими компаниями, осуществляющие подобные услуги. Также оказываются услуги по металлообработке, и по чертежам заказчика производится широкий спектр металлических изделий при наличии необходимого оборудования и штата мастеров, квалификация которых в сжатые сроки позволяет выполнять заказы на самом высоком уровне качества.
При изготовлении или ремонте металлических изделий часто необходимо резать металл. В зависимости от конструкции и толщины деталей можно применять разные способы, но одним из универсальных считается метод воздушно-дуговой резки, основанный на использовании обыкновенного сварочного оборудования.
Для этого требуется только превысить величину сварочного тока, а вместо образования сварочной ванны и шва прожечь отверстие за счет интенсивного расплавления металлов электрода с деталью.
Для резки металла
В дальнейшем, оперируя положением электрода, можно успешно резать сталь. Расплавленный металл с места реза удаляется давлением дуги и собственным весом. Иногда его дополнительно выдувают потоком воздуха.
Таким способом, превышая до 30% сварочный ток и используя обыкновенные электроды для сварки, можно разрезать металлические детали. Правда, качество полученных стенок будет низким, а кромки получатся оплавленными, покрытыми шлаком. Для дальнейшего использования их придется обрабатывать механическими инструментами. Но во многих случаях это просто не требуется.
Методом дуговой резки можно пользоваться при размещении детали в разных плоскостях. Это удобно при выполнении монтажных и ремонтных работ.
Если требуется улучшить условия вытекания металла из места разреза, то после ориентации положения детали в пространстве используют второй сварочный кабель для создания магнитного поля, отклоняющего положение дуги. Дополнительный кабель крепят сверху около начала реза.
Разрезать таким способом детали удобно от кромки или прорезанного отверстия. Угол наклона электрода подбирается в зависимости от толщины подвергаемого резке металла. Тонкие листы удобно обрабатывать при прямом угле наклона, а для толстых деталей подходят острые углы.
Если расположить электрод под острым углом до 20 градусов, то можно выплавлять канавки в металле. Для этого перемещают погруженный в металл конец электрода и создают небольшие колебания в вертикальном направлении. Варьируя скоростью передвижения дуги с углом наклона, можно выбрать глубину канавки. Вполне допустимо для ее увеличения делать несколько проходов.
При необходимости прожигания круглых отверстий электрод располагают под прямым углом к поверхности и создают дугу максимальной длины. Если требуется увеличить размеры отверстия, то отступают от его края и круговыми движениями расширяют прорезь.
Обычные электроды при подобной работе очень быстро сгорают. Поэтому для продолжительного использования выпускаются специальные электроды для резки металла, позволяющие более качественно прорезать чугуны, стали всех марок и цветные металлы. Универсальными качествами, популярностью обладают марки ОЗР-1 и ОЗР-2. Их эксплуатационные возможности оценены многими специалистами.
Разрезать металл дуговой сваркой можно различными электродами, каждый сварщик самостоятельно выбирает наиболее подходящие ему марки. Но специально изготовленные и проверенные электроды всегда есть в запасе у хорошего мастера для качественного выполнения ответственных работ.
Сварочный ток. Положение электрода. Резка металла сваркой
Оптимальные сварочный ток и положение электрода. Резка сваркой. (10+)
Самоучитель начинающего сварщика — Сварочный ток. Положение электрода. Резка металла сваркой
Сварочный ток
Что же со сварочным током? Как вы уже, надеюсь, поняли, чем больше сварочный ток, тем больше энергии передается в зону сварки, тем сильнее и глубже плавится металл и тем более ‘толстые’ изделия вы можете соединять. А чтобы передать ток большей силы, нужен более толстый проводник. Соответственно, мы можем выйти на прямую зависимость: толщина металла — толщина электрода — сила тока. Часто на сварочных аппаратах наносят таблички соответствия толщины электрода и сварочного тока. Я рекомендую вам не воспринимать подобные таблицы как догму — это всего лишь отправная точка для того, чтобы вы ориентировались. Для домашнего хозяйства вам вполне хватит тока до 160А, который позволяет использовать электрод 4 мм. На моей памяти я очень редко применял этот диаметр электродов. В основном — это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл. Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл — это диаметр вашего электрода.
| Толщина металла, мм | 2 | 3 | 4 — 5 | 4 — 5 | 5 — 10 | 5 — 10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40 — 80 | 80 — 120 | 100 — 150 | 160 — 200 | 160 — 210 | 180 и более |
Резка металла сваркой, сварочным аппаратом, прожиг
Теперь порассуждаем — что произойдет, если мы возьмем электрод, диаметром 2 мм для листа стали 2 мм, а ток выставим порядка 100А, который обычно соответствует диаметру электрода в 3 мм? А произойдет вот что — и электрод и сталь начнут активно плавиться и испаряться. Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо — начнем двигать электрод поступательно, контролируя возникновение прожига. И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист. Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его ‘держак’). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
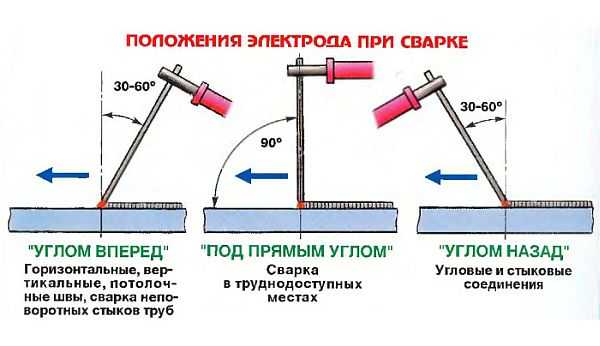
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом ‘вперед’ (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга ‘отталкивают’ расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под ‘прямым углом’ (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ — ‘углом назад‘.
При сварке ‘углом назад’ глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл.
резать металл электросваркой
Это вызывает быстрое остывание металла шва. Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
(читать дальше…) :: (в начало статьи)
‘Поскольку полярность ‘электрод-изделие’ меняется 50 раз в секунду, то это вызывает …’ мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что ‘+’ это поток протонов, а ‘минус’ электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ…
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сын решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ…
Неточность в полярности: прямая полярность деталь ‘+’ электрод ‘-‘, обратная полярность соответственно деталь ‘-‘ электрод ‘+’ Читать ответ…
Сварил каркас для дверного полотна, размер 2,2х1,2 (м). Как правильно приварить лист (толщина 2мм), чтобы его не ‘потянуло’. Читать ответ…
Почему крошится, трескается, разрушается бетон в фундаменте, дорожке, …
Залили летом дорожку и фундамент. После зимы видны серьезные разрушения, наблюда…
Садовая скамейка своими руками на дачном участке…
Конструкция садовой скамейки. Как сделать своими руками удобную лавочку на даче…
Столбы забора, ограды своими руками. Поставить, установить, вкопать са…
Столбы для забора, ограды. Сделаем хорошую опору для забора, чтобы забор прослуж…
Как устранить течь в системе отопления, отопительном котле….
Что делать с небольшой протечкой в системе отопления?…
Соединим алюминиевый, медный провод. Кабель, проводка. Квартира, дом, …
Как соединить алюминиевый и медный провод? Соединение медных и алюминиевых прово…
Неисправности инфракрасных (ИК) пультов дистанционного управления (ДУ)…
Пульт дистанционного управления начал барахлить, перестал работать, сломался. Пе…
Самодельная термосумка с аккумулятором холода (охлаждающим элементом)…
Как изготовить сумку-холодильник и охлаждающие элементы к ней своими руками…
Заземление ноутбука или телевизора, чтобы не бил электричеством….
Как заземлить бытовой прибор в пластмассовом корпусе: ноутбук, телевизор и други…
Читайте также: