Какие бывают коронки по металлу размеры
Обновлено: 04.05.2024

Биметаллические коронки производятся из двух или более видов металлов (сплавов), поэтому и имеют в своем названии приставку Bi (биметалл). Особо популярны коронки из быстрорежущей прочной стали с добавлением кобальта (не менее 8%), который обеспечивает высокую прочность и устойчивость к разрушению.
Изделия используются в различных пневмо- и электроинструментах, дрелях, перфораторах, а также в стационарных сверлильных станках. Их монтаж выполняется всего за один щелчок, поэтому при необходимости можно быстро сменять насадки разных диаметров.
Насадки могут использоваться для высверливания сквозных отверстий в металле, железобетоне, бетоне, камне, кирпиче, стекле, кафеле, древесине с гвоздями и других материалах.
Конструктивные особенности биметаллических коронок
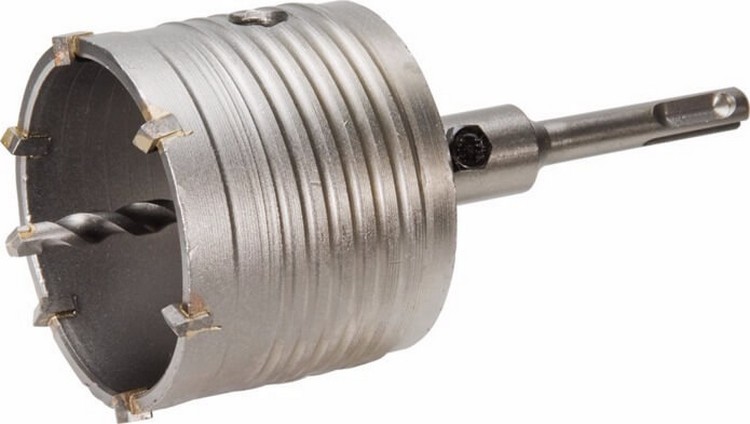
Коронка внешне напоминает отрезок трубы с острыми зубцами по краям. Она состоит из цилиндрической основы и рабочей кромки. Режущая часть способна обрабатывать материалы с прочностью до 1100 Н/мм². Форма и расположение зубьев способствуют выполнению ровных срезов без образования заусенцев. По бокам изделия находятся отверстия, через которые производится вентиляция режущей кромки и удаляется стружка.
В середине основания расположено центрирующее сверло. Оно предотвращает соскальзывание коронки на старте и ее боковые смещения в самом процессе сверления. При работе инструмента именно направляющее сверло первым проделывает отверстие в металле и обеспечивает необходимую точность.
Установка насадки в патрон электроинструмента осуществляется с помощью цилиндрического или шестигранного адаптера. Эти переходники подразделяются на несколько видов:
- Стандартные (предназначены для базовых работ).
- С направляющими штифтами (используются для крепления коронок большого диаметра).
- Быстрозажимные (применяются для экономии времени при переоснащении фрезы).
Благодаря адаптеру биметаллические корончатые сверла подходят практически для любых строительных инструментов. Они могут эксплуатироваться вместе с оборудованием с низкой/высокой скоростью вращения, малым/большим количеством оборотов.
Биметаллические коронки продаются как поштучно, так и в наборах. При выборе подходящей насадки нужно обязательно обратить внимание на ее соответствие используемому электроинструменту (серию, диаметр, способ центровки).
Корончатое сверло и алмазные коронки
Биметаллическую коронку часто путают с корончатым сверлом (или кольцевой фрезой). Чаще всего это связано с похожей конструкцией и внешним видом. Корончатое сверло также состоит из полой цилиндрической основы и режущей рабочей кромки. Только предназначено корончатое сверло исключительно для сверления металла большой толщины, а рекомендуемая толщина металла для биметаллической коронки – до 2 мм.

Еще одна разновидность – алмазные коронки для бетона, камня, керамики с металлическими вставками. По внешнему виду это все тот же полый стальной цилиндр, на кромке которого закреплены подрезные и объемные алмазы. Резку выполняют объемные алмазы, а подрезные, расположенные на торцевой части, защищают зубья от износа. Такая насадка уверенно пройдет бетон, гранит, мрамор и встретившиеся в них металлические элементы, но использовать ее для сверления чистого металла не рекомендуется.

Технические характеристики
Главной характеристикой биметаллических коронок является их диаметр. Он определяет размеры отверстия, которые можно получить с помощью той или иной модели. От него также зависят другие важные параметры изделий, в частности, длина хвостовика и тип крепления. Минимальный размер коронок по металлу равен 14 мм, а максимальный – до 200 мм. Глубина резки одинакова для всех моделей и составляет около 40 мм.
Другая важная характеристика – шаг расположения зубьев. Биметаллические коронки производят со стандартным или переменным шагом расположения зубьев. Переменный шаг расположения зубьев подразумевает разную высоту, расстояние между пробелами и размеры зубьев, эта конструкция отличается более высокой производительностью по сравнению со стандартным шагом.
Биметаллические коронки подлежат обязательной маркировке. Информация на упаковке окажет значительную помощь при выборе изделия. Обычно там указывается:
- торговая марка либо название фирмы-производителя (что говорит о техническом уровне качества);
- марка стали, материал режущей кромки;
- диаметр, рабочая длина, глубина сверления.
Основные преимущества биметаллических коронок
Биметаллические коронки обладают следующими эксплуатационными достоинствами:
1. Выполнение из высококачественных материалов
Изготовление из 2 видов металла делает коронки необычайно прочными и износоустойчивыми. Надежность насадок позволяет использовать их для сверления твердых и толстых металлов, не опасаясь отламывания зубьев.
2. Утяжеленное основание
Стальная основа обеспечивает концентрический вход изделия в обрабатываемую поверхность и существенно снижает вибрацию при работе.
3. Большой размер зубцов, их расположение под углом
Крупные зубья режущей кромки за один оборот сверла удаляют значительное количество металла. Специальный угол наклона зубцов облегчает и ускоряет процесс резки.
4. Высокая точность сверления
Центровочное сверло дает возможность получать сквозные отверстия с минимальными погрешностями (0,05-0,1 мм).
5. Отсутствие шероховатости и волнистости отверстий
Сверла-коронки позволяют делать отверстия с гладкими внутренними стенками без серьезных шероховатых выступов.
6. Высокая производительность.
Благодаря изготовлению коронок из быстрореза и наличию большого количества зубьев удается добиться высокой скорости сверления без потери его качества.
7. Вырезание отверстий по контурам.
Корончатое сверло сконструировано так, чтобы отверстия высверливались по контурам, поэтому для работы с ним не придется прикладывать значительных усилий и использовать электроинструмент с приводом повышенной мощности.
8. Устойчивость к высоким температурам.
Разогрев в процессе сверления может достигать до 600°C без потери рабочих свойств. Охлаждение режущей кромки выполняется за счет боковых канавок.
9. Небольшой вес.
Легкие коронки позволяют свободно манипулировать дрелью или перфоратором, не напрягая руки, даже когда работа находится на уровне плеч и выше.
Биметаллические коронки по металлу могут применяться не только для работы с металлами - углеродистой, легированной, нержавеющий сталью, медью, чугуном, алюминием, железом, латунью, но и пластиком, древесиной, оргстеклом.
Чтобы биметаллические коронки имели долгий срок службы, нужно соблюдать основные правила их использования. При сверлении следует регулировать усилие и избегать излишнего нажима, чтобы не повредить режущую кромку.
Для снижения износа необходимо обязательно использовать специальные смазочно-охлаждающие жидкости.
Дополнительная боковая рукоятка дает возможность точнее чувствовать инструмент, не допуская его боковых перекосов и контролируя равномерность сцепления с поверхностью металлоизделия.
В работе с разными материалами необходимо правильно выбирать частоту вращения в зависимости от диаметра и материала. Рекомендуемая скорость вращения биметаллических коронок в различных материалах указывается производителем в технических характеристиках.
Американская компания RIDGID выпустила серию сверл-коронок с высокоскоростной стальной режущей кромкой и новой конструкцией развода зубьев, которая в данный момент ожидает выдачи патента. Независимые испытания подтвердили, что биметаллические сверла-коронки RIDGID по скорости резки значительно превосходят модели конкурентов.
Таблица размеров биметаллических коронок и рекомендуемой скорости
Обратите внимание!
Компания ITC является официальным дилером Ridgid и Rex в России. У нас можно не только купить профессиональное оборудование и инструмент, но и взять его в аренду.
Уточняйте подробности у менеджеров по телефонам, указанным на сайте, электронной почте или закажите обратный звонок на сайте.
Корончатые сверла по металлу: виды, особенности, критерии выбора









Корончатые сверла, используемые для обработки изделий из металла, также известны под названием «кольцевые фрезы». Применяя этот эффективный инструмент, буквально за считанные секунды можно получать в металле отверстия большого диаметра и значительной глубины.
Для ручной работы с корончатыми сверлами требуется специализированный инструмент с зажимом типа QuickIN Plus
Принцип работы таких сверл основан на методе корончатого фрезерования, для реализации которого требуется значительно меньше энергии – в 4–12 раз меньше, чем при применении обычного инструмента. В связи с этим для эффективного использования корончатых сверл, выполняющих в том числе сквозные отверстия, можно взять оборудование с приводом невысокой мощности.
Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.

Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния. По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки. Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Применение
Применяется для сверления конструкционных сталей, нержавеющих сталей, алюминия, никеля, чугуна, сплавов, графита.
| ★★★ | Сталь < 1400 N |
| ★★★ | Нерж. сталь > 900 N |
| ★★★ | Алюминий > 10% Si |
| ★★★ | Медь |
| ★★★ | Пластик |
| ★★★ | Чугун |
| ★ | Графит |
| ★★★ | Редкие материалы |
| ★★ | Ж/д рельсы |
| Пакетное сверление |
★★★ — оптимально, ★★ — хорошо, ★ — возможно
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).

Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления. Также по оси центрального канала может крепиться центровочное сверло. Кроме того, у некоторых моделей в центральный канал через боковой клапан подается СОЖ. Из-за большого количества режущих зубьев для работы корончатым сверлом требуется значительное усилие резания. Поэтому такой инструмент, как правило, имеет хвостовики с лысками или канавками для надежной фиксации в зажимном патроне. Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
Режущая часть
Режущая часть коронок по металлу состоит из четного числа зубьев, равномерно распределенных по рабочему торцу корпуса. Поскольку этот инструмент предназначен для выборки кольцевой канавки, все его зубья имеют три режущие кромки: одну фронтальную и две боковые (см. фото ниже). За эту особенность коронки по металлу иногда называют кольцевыми фрезами, т. к. такой их метод резания характерен не для сверлильного, а для фрезерного инструмента. Количество режущих зубьев напрямую зависит от диаметра корончатого сверла. У инструмента малых и средних размеров их чаще всего от четырех до шести.

Виды хвостовиков
К настоящему времени стандартом де-факто для коронок, предназначенных для сверления металла, стали три типа хвостовиков (см. рис. ниже):
- WELDON. Самый распространенный тип хвостовика. Представляет собой короткий цилиндр диаметром 19 или 32 мм с тремя лысками. В патроны с посадочными гнездами стандарта WELDON можно крепить только хвостовики этого типа.
- UNIVERSAL (другие названия ONE-TOUCH и NITTO). В соответствии со своим названием является универсальным хвостовиком и может крепиться как в патроны WELDON, так и в ряд патронов других производителей, кроме оснастки стандарта QUICK –IN.
- QUICK –IN. Посадочный стандарт известного производителя электроинструмента FEIN. Совместим только устройствами этой фирмы.
Кроме того, многие производители предлагают широкий выбор переходников и удлинителей для совмещения разных стандартов, а также переходные оправки для различных шпиндельных конусов.









Как самостоятельно проводить работы
Теперь разберемся, как пользоваться коронкой по бетону, чтобы она служила долго, а рабочий процесс проходил быстро и качественно.
Для начала вам нужно собрать все необходимое:
На месте стыка режущей части и коронки не должно быть следов пайки, так как это говорит о низкой надежности.
Так как работать мы будем перфоратором, то хвостовик должен быть SDS-plus.
Инструкция по проведению работ своими руками выглядит так:
| Иллюстрация | Описание |
| Пространство перед местом сверления освобождается, чтобы ничего не мешало проводить работы. В первую очередь нужно продумать, как соорудить систему для подачи воды, то есть закрепить капельницу над местом бурения. |
В нашем случае был найден штатив, на который прикручен кусок проволоки. Один конец проволоки загнут, чтобы в него можно было поставить край капельницы.
Сверло выдвинуто дальше коронки на 5-10 мм, нужно с его помощью сделать центровочное отверстие, чтобы вы не ушли в сторону в процессе дальнейшей работы.
Лучше это обнаружить немедленно, так будет гораздо проще заменить оснастку в магазине.
Если держать перфоратор неподвижно, то борозда будет получаться очень узкой и коронка может застопориться и даже сломаться от перегрузки.

Совет! Чтобы упростить работу, вы можете приложить подрозетник к стене и обрисовать его контур.


Маркировки коронок по металлу
Спиральное сверло и коронка по металлу маркируются практически одинаково. На хвостовики обоих изделий наносится товарный знак производителя, марка материала, тип покрытия и диаметр инструмента. У корончатых сверл дополнительно указывается длина рабочей части (см. фото ниже). Все остальные технологические характеристики содержатся в каталогах, а некоторые из них наносят на упаковку. При этом каждый производитель использует собственную систему обозначения характеристик изделия, которая в первую очередь включает в себя виды обрабатываемых материалов с предельными параметрами сверления.

Сверла с диаметрами в дюймах, хвостовик универсальный Nitto + Weldon 19
Размеры для артикула 20.1630
Аксессуары для артикула 20.1630
Размеры для артикула 20.1640
| Артикул | ||
| 1/2″ | 12,7 | 20.1640-010 |
| 9/16″ | 14,28 | 20.1640-015 |
| 5/8″ | 15,87 | 20.1640-020 |
| 11/16″ | 17,46 | 20.1640-025 |
| 3/4″ | 19,04 | 20.1640-030 |
| 13/16″ | 20,63 | 20.1640-035 |
| 7/8″ | 22,22 | 20.1640-040 |
| 15/16″ | 23,81 | 20.1640-045 |
| 1″ | 25,4 | 20.1640-050 |
| 1.1/16″ | 26,98 | 20.1640-055 |
| 1.1/8″ | 28,57 | 20.1640-060 |
| 1.3/16″ | 30,13 | 20.1640-065 |
| 1.1/4″ | 31,75 | 20.1640-070 |
| Дюймы | ∅ мм | Артикул |
| 1.5/16″ | 33,33 | 20.1640-075 |
| 1.3/8″ | 34,92 | 20.1640-080 |
| 1.7/16″ | 36,51 | 20.1640-085 |
| 1.1/2″ | 38,1 | 20.1640-090 |
| 1.9/16″ | 39,68 | 20.1640-095 |
| 1.5/8″ | 41,27 | 20.1640-100 |
| 1.11/16″ | 42,86 | 20.1640-105 |
| 1.3/4″ | 44,45 | 20.1640-110 |
| 1.13/16″ | 46,03 | 20.1640-115 |
| 1.7/8″ | 47,62 | 20.1640-120 |
| 1.15/16″ | 49,21 | 20.1640-125 |
| 2″ | 50,8 | 20.1640-130 |
| 2.1/16″ | 52,38 | 20.1640-135 |
Аксессуары для артикула 20.1640
Размеры для артикула 20.1670
Плюсы корончатых сверл
Кольцевые коронки по металлу не имеют себе равных при сверлении сквозных отверстий большого диаметра в металлопрокате толщиной в несколько десятков миллиметров. При использовании обычного инструмента такая операция обычно включает в себя сверление с последующим поэтапным рассверливанием или расточкой. При этом срезается вся масса металла, располагавшегося на месте отверстия. В процессе сверления коронкой происходит выборка металла только в канавке, расположенной по периметру будущего отверстия, а основная его часть остается в неприкосновенности. Эта технология имеет ряд неоспоримых преимуществ перед традиционным сверлением. Самые значимые среди них:
- возможность получения за одну установку инструмента отверстия диаметром до 200 мм;
- высокая производительность и, как следствие, значительное сокращение времени резания;
- экономия электроэнергии;
- меньший износ режущих кромок из-за их большего количества;
- работа на больших подачах и низких оборотах;
- эффективное охлаждение рабочей зоны.
Пожалуй, единственным недостатком коронок по металлу является невозможность сверления ими глухих отверстий. Иногда указывают на то, что эти изделия значительно дороже обычных спиральных сверл. Но тут необходимо принимать во внимание тот факт, что совокупная стоимость (расход инструмента, трудозатраты, энергоемкость и пр.) получения отверстия большого диаметра традиционным инструментом гораздо выше, чем кольцевым сверлом с режущей коронкой. Кроме того, из-за наличия большого количества режущих кромок ресурс такого инструмента намного превышает ресурс спиральных сверл.

Коронки годные, но надо соблюдать определенные правила работы с ними. Сломанная мной коронка, результат неправильного использования (с дурной головой можно и… лом сломать). Вырезаемые отверстия получаются очень аккуратными без заусенцев и рваных краев, режут практически всё, особенно листовые не толстые материалы… Минусы: малая глубина коронок (около 7мм), толстоваты стенки.

«Пять негритят судейство учинили, Засудили одного, осталось их четыре.» На этом все. Всем Добра!
Советы по выбору инструмента
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор». При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается. Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда. Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.

Заточка корончатых сверл
Режущий зуб коронки по металлу затачивается с трех сторон с точной выдержкой как углового позиционирования абразивного круга, так и наклона сверла относительно его поверхности. Поэтому станки для заточки корончатых сверл представляют собой достаточно сложные механические устройства, а сама заточка требует профессиональных навыков. На таком станке можно выполнять заточку корончатых сверл различного диаметра и с разным количеством зубьев. Кроме того, его зажимное приспособление рассчитано на все виды современных хвостовиков, встречающихся у различных коронок по металлу (Weldon, Nitto, Fein и пр.).
Это достаточно дорогое и сложное оборудование и приобретать его имеет смысл только в том случае, если предполагается оказывать услуги по заточке инструмента. А для того чтобы вернуть режущим кромкам коронки по металлу начальную остроту, достаточно обратиться в сервисное предприятие с соответствующей компетенцией. Цена такой услуги не очень высока. К примеру, заточка корончатого сверла серии GOLD-LINE фирмы Karnasch диаметром до 25 мм обойдется в 500÷600 рублей. Несколько дешевле будут стоить заточные работы для коронок по металлу «Энкор» и биметаллических кольцевых сверл «Хилти» и Makita.
При заточке коронки по металлу полностью снимается защитное покрытие режущих кромок. Цена заточных работ для такого инструмента открыто публикуется на сайтах специализированных предприятий. А вот во что обойдется новое покрытие нитридом титана, нам найти не удалось. Если кто-нибудь располагает такой информацией, поделитесь, пожалуйста, ей в комментариях.
Коронки по металлу
Для эффективного сверления металлических листов применяют коронки для металла. Особенно, если они будут изготовлены из твердосплавного материала. За счет того, что коронки для металла имеют особую форму и структуру с их помощью можно быстро и качественно сделать нужно количество отверстий.
Подробное описание и назначение
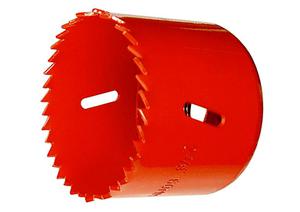
Коронки для металла представляют собой специальные насадки для сверлильных инструментов. Пол своей форме они напоминают отрезки труб или поршни в форме цилиндра. На их рабочей кромке имеются зубцы. Именно за счет них и выполняется процесс резки, то есть сверление металлических листов.
На стороне, которая противоположна зубьям и напайкам, располагается посадочный разъем. Он предназначен для того, чтобы надежно фиксировать насадки на основном рабочем инструменте, роль которого может выполнять дрель или перфоратор.

О параметрах и характеристиках
Самой главной характеристикой коронок является их диаметр. От этого зависит то, каким будет размер будущего отверстия, получаемое с помощью дрели или другого сверлильного инструмента. Кроме того, от диаметра зависят и другие параметры оснастки. К примеру, это прямо влияет на тип фиксации и длину хвостовика.
По стандарту диаметр коронок может колебаться от 1,4 до 18 миллиметров. Что касается глубины сверления, то она может достигать 40 миллиметров. Данное значение является максимальным для коронок всех типов. В процессе выбора следует обратить внимание на то, имеется ли в комплекте с коронкой центрирующий элемент, то есть сверло. С его помощью можно выполнить разрезы с максимальной точностью без каких-либо отклонений.
В большинстве случаев коронки для металла изготавливают из комбинированных материалов. Другими словами, для создания основания несущего цилиндра может быть использована твердосплавная сталь. А вот основная рабочая поверхность обычно изготавливается из победита.

О видах
Коронки для металла, которые продаются в наше время, бывают самыми разнообразными. Однако все они по большому счету делятся на виды, которые будут описаны ниже.
- сверла корончатые для магнитных сверлильных станков – являются самыми прочными из всех видов;
- фрезы из быстрорежущей стали – не имеют на режущих зубьях вспомогательного покрытия, а все потому, что изготавливаются из специальной стали. Она содержит в своем составе кобальт и за счет этого обладает повышенной устойчивостью к нагрузкам и износу;
- твердосплавные корончатые фрезы – данный вид насадок отличается тем, что на режущие зубья из твердосплавного металла напаиваются в требуемом количестве.
Именно такие виды коронок для металла сейчас наиболее популярны. А теперь перейдем к рассмотрению основных преимуществ данных сверлильных элементов.

О преимуществах
Если сравнивать коронки для металла с другими видами сверл, то здесь можно выделить сразу несколько наиболее важных преимуществ.
К таким можно отнести:
- благодаря особой конструкции отверстие можно выполнять по контурам;
- для работы не придется использовать устройства с усиленными проводами;
- с помощью таких насадок можно получить отверстия с шероховатой внутренней поверхностью – другими виды насадок не позволяют этого добиться;
- насадки подходят для работы любого сверлильного оборудования – дрели, станки, фрезеры и токарные станки;
- коронки для металла позволяют проводить многоинструментальную обработку;
- площадь соприкосновения сверла и поверхности, которая подвергается обработке, довольно заметна;
- за один проход можно обработать сразу несколько металлических слоев.
Сам процесс сверления с использованием коронок для металла отличается повышенной производительностью. Весь рабочий процесс выполняется не только быстро, но и с максимальной точностью. Ни одна сверлильная насадка не может гарантировать таких качеств. Кроме того, выполнение работы не сопровождается большим количеством шума. При этом сами коронки для металла являются экономичными и эргономичными. За один оборот корончатой насадки можно удалить достаточно большое количество металла.

О правилах выбора
Коронки, которые изготовлены из быстро режущей стали, отличаются повышенной упругостью. Поэтому их используют для обработки не слишком прочных стальных сплавов. Конечно, если диаметр отверстия не превышает 35 миллиметров. При этом особая конструкция коронок позволяет избежать частых поломок.
Другими словами, если требуется произвести обработку прочной стальной детали в виде отверстия, которое больше 35 миллиметров, то для этого понадобятся коронки, оснащенные твердосплавными напайками. У таких насадок рабочий ресурс существенно повышен. Особенно, если сравнивать с обычными инструментами для резки металла.
Еще один важный критерий, который нужно учитывать в процессе выбора – это геометрия обрабатываемых изделий. Также важна и характеристика самого материала, из которого эти изделия были изготовлены. Нужно понимать, что для изделий разной толщины и из разного металла требуются разные насадки.
Характеристики и параметры коронок по металлу

Создание отверстий разных диаметров на различных конструкциях и заготовках — простая задача для современных мастеров. Даже материалы с высокой плотностью такие как сталь и железобетон могут быть полноценно обработаны, если правильно выбраны оснастка и инструмент для работы. Коронки для сверления металла — эффективные резчики металла, особенно твердосплавные. Благодаря особой форме и структуре возможно быстро и качественно сделать заданное количество отверстий.
Описание и назначение
Коронки для сверления металла — специальные насадки для сверлильных инструментов, отверстия формирует механическое воздействие. Форма таких элементов напоминает отрезки труб или цилиндрические поршни. На рабочей кромке располагаются зубцы, посредством которых и производится резка целевых материалов. Иногда рабочую поверхность усиливает алмазное напыление, что существенно увеличивает их стойкость к износу. Дополнительного накернивания не понадобится как для обычных твердосплавных насадок, так и для корончатых сверл для дрели, что упрощает их хранение.
Суть в том, что коронки по металлу для дрели разработаны с крестовыми заточками центровочных сверл. Такое выполнение позволило не только сделать их износостойкими и прочными, но и дало возможность делать мгновенное центрирование в зоне обработки. На противоположной стороне относительно зубьев и напаек располагается посадочный разъем. Его предназначение — надежная фиксация насадки на основном инструменте (дрель, перфоратор).
Характеристики и параметры

Самая главная характеристика — диаметр изделий. Именно от него зависит размер будущих отверстий, получаемых с помощью тех или иных моделей. От диаметра зависят и другие параметры оснастки, в частности, тип фиксации и длина хвостовика. Стандартный диапазон диаметров в пределах 1,4 — 18 мм. Показатель глубины сверления может достигать 40 мм — такое максимальное значение для всех типовых монтажных коронок. При выборе следует обратить внимание на то, есть ли в комплекте центрирующее сверло. С его помощью можно сделать высокоточные разрезы без случайных отклонений в процессе работы.
В большинстве случаев коронка для металла 50 мм производится из комбинированных сплавов. Это значит, что в основании несущего цилиндра — твердосплавная сталь, а рабочая поверхность — победит.
Преимущества данных сверл
Если сравнивать этот тип сверл с обычными, то можно выделить ряд заметных преимуществ:

- Конструкция выполнена так, что делать дырки можно по контурам; для работы не потребуются устройства с мощными приводами.
- Кольцевые фрезы позволяют получать отверстия с шероховатой внутренней поверхностью, чего нельзя добиться, используя обычные инструменты.
- Коронка по металлу может устанавливаться на разном оборудовании — не только на дрелях и сверлильных станках, но и на фрезерных и токарных.
- С помощью таких сверл может проводиться и многоинструментальная обработка.
- Площадь прикосновения сверла и обрабатываемой поверхности довольно заметна.
- За один проход сверла можно удалить много обрабатываемых материалов.
- Сверление отличается высокой производительностью.
- Рабочий процесс можно охарактеризовать не только значительной скоростью, но и точностью выполнения.
- Экономичность и эргономичность.
- Незначительное количество шума при проведении обработки.
Критерии выбора

Недорогие сверла из быстрорежущей стали отличает значительная упругость, их применяют при работе с не слишком прочными стальными сплавами, если диаметр разрезов не превышает 30−35 мм. Особая конструкция позволяет избежать частых поломок.
Если диаметр разрезов должен превышать 35 мм или необходимо обработать стальные детали, обладающие повышенной прочностью, пользуются приспособлениями с твердосплавными напайками. Твердосплавные коронки имеют значительно высший рабочий ресурс, в отличие от инструментов из быстрорежущих сталей.
Важный критерий выбора — геометрия обрабатываемых изделий и характеристика материалов, из которых они производятся. Ведь для элементов разной толщины, сделанных из разных металлов, понадобятся неодинаковые инструменты.
Особенности маркировки
Маркировка, которая в обязательном порядке располагается на упаковках, позволяет узнать главные характеристики продукции. В частности, она содержит такие данные:
- Торговая марка либо название компании-изготовителя.
- Марка материала изготовления либо буквенные сокращения, посредством которых можно определить, что перед вами сверло для обработки металла, дерева, бетона.
- Информация относительно геометрических параметров изделий, что позволяет понять, отверстия какого диаметра можно сделать с их помощью.
Перед окончательным выбором следует определить и предельную мощность, на которой ваш инструмент сможет осуществлять сверление с дополнительной оснасткой. Ведь аппарат должен преодолевать нагрузки, передаваемые непосредственно сверлом, и тепловую отдачу, которая возникает при трении коронки.
Биметаллическая коронка по металлу – характеристики и особенности
Читайте также: