Какие металлы не лудятся
Обновлено: 07.07.2024
Знаю вольфрам не паяется, а еще какие есть металлы? Или для спайки которых требуется очень высокая температура?
Нихром и другие сплавы высокого сопротивления,
большинство сортов нержавеющей стали,
жала китайских паяльников,
алюминий (за исключением припоев "Авиа-1" и "Авиа-2"), силумин,
чугун, титан,
дерево, пластмасса, стекло, фарфор.
нихрому нужна высокая температура? или флюс определенной марки? в инете смотрел, но толком не понял, везде советы КАК ПРИПАЯТЬ, а не как избежать облужения))
ну допустим сплавом РОЗЕ его же будет проблематично припаять? может же он служить своеобразным изолятором между спаиваемыми поверхностями?
valik kurudimov Искусственный Интеллект (391842) сплав РОЗЕ относится к легкосплавным припоям как и сплав ВУДА )))
алюминий, титан, магний, никель, нихром, фехраль (облудить можно, но с трудом), молибден
Не то, чтоб они совсем не паялись, просто для этого нужны другие флюсы, припои и температура.
Картофельный папа Искусственный Интеллект (337240) Нихром по науке вообще нежелательно паять. Сваривать преподчительно. Если таки приспичило паять, то паять высокотемпературным припоем - бронза, сплав цинк-серебро, или просто серебром. Как не облудить. Прокалить докрасна для образования прочной оксидной пленки, и его хрен чего облудит.
Таких металлов гораздо больше, чем вы думаете, к тому же диапазон температур плавления их широк до безобразия. К примеру, чем вы предлагаете лудить ртуть?
Что-то скучно сегодня на ответах. Даже идиоты какие-то адекватные - постебаться не над кем. Ну, тогда хоть тут расскажу историю из жизни, как раз в тему вопроса.
Короче, было дело в далёком. ну, в общем 30 лет назад. Вернулся я из армии, и устроился на работу в одну маленькую уютную лабораторию одного сильно раскиданного по стране НИИ. Выделили мне паяльный, сбитый из двух двухтумбовых письменных, стол, с напутствием: "Там от твоих предшественников всякое барахло в ящиках, сам разберёшься, что пригодится. А остальное можешь выкинуть". В ходе наведения порядка в ящиках обнаружился комок проволоки. Хотел уже выкинуть, но.. Проволочка с виду лужёная, сталистая, жёсткая, диаметром около 0,5 мм и весом этак граммов под сотню. "It's good!" - подумал я - "Сталистая - значит, малотеплопроводная. А значит, на сквозные перемычки для плат - самое оно!" Надо сказать, что с перемычками была (да, собственно, и есть) одна проблема: медная проволока, при попытке запаять её с одной стороны, норовила прогреть пайку с другой стороны и сбежать. Выходил из положения, используя проволоку от ножек уже устаревших к тому времени транзисторов МПхх, но и они имели привычку кончаться. Долго ли, коротко ли (где-то полгода минуло) - и пришло время городить громадную (размером в "дипломат", в котором и должна была быть смонтирована) плату с кучей переходов с одной стороны на другую. И комок провода был извлечён из стола. И откусив кусок проволочки, попытался я обновить слой лужения. К моему удивлению, проволока, смоченная канифолью, смачиваться припоем упорно не хотела. Не помогли ни нашатырь, ни паяльная кислота. Поскольку завлаб тоже мало-мало был знаком с паяльником, решил показать эту неадекватную проволочку ему. Шеф как-то странно, молча, посмотрел на демонстрацию пофигистичной реакции проволочки на попытки облудить её с разными флюсами, а потом как-то сла-а-а-аденько так спросил, мол, слушай, студент, а ГДЕ ты такую проволочку нашёл? Ну, я, типа - "Да вон какой ком её тут в столе валялся". Шеф: "Да мы эту проволочку уже 4 года (!) ищем! Уже походные чемоданчики собрали, и бесплатный билет в Магадан ждём! Это, студент, ПЛАТИНА!"
Ну, потом мне объяснили, в чём была суть хохмы. Утилизация драгметаллов тогда осуществлялась централизованно, и отслужившие своё термопары (ППР) надо было везти в головной институт. В соседнюю область. А полутораметровые промышленные термопары - штука большая и тяжёлая, и было их МНОГО. В общем, руководство разрешило выдернуть собственно термопары (вот ту самую платиновую проволоку) из чехлов, и привезти только их, с очередной оказией. Термопары с успехом изломали, и. с тем же успехом про@али. Пока на них СЛУЧАЙНО не напоролся я, СЛУЧАЙНО не выкинул, СЛУЧАЙНО платина оказалась совершенно непригодной для более приземлённых целей.
Так, о чём я? А! Ну, да - платина паяльником не лудится. Никакими способами. И, в отличие от нихрома, например, вообще не смачивается припоем. В сплаве с родием - тоже. Проверено ЛИЧНО, ага.
Хьюберт Фарнсворт Искусственный Интеллект (105426) :))) Ну, в восьмидесятые за одну МЫСЛЬ о том, чтобы как-то "утилизировать" даже серебро, можно было получить билет в солнечный Магадан. Если-б знал, что за восьмидесятыми придут девяностые - МОЖЕТ быть, мысль ещё похранить невзрачную проволочку в ящике и посетила бы. М-да. Ну, если-б я ещё и знал, что это за проволочка.
Хьюберт Фарнсворт Искусственный Интеллект (105426) Не знаю. Мне только с бронзовыми (латунными?) и из нержавки растяжками попадались. Про платиновые слышал, но не видел. Может, они точечной сваркой крепятся, или просто вмуровываются в припой (заливаются им)?
зачем нужен припой с канифолью если без кислоты всё равно ничего не лудится ?
Для разных целей - разные припои.
Не знаю, что там за сдавливание ты делаешь, такой припой в виде проволоки и когда он новый - там видна канифоль по центру на срезе. Провода им отлично лудятся. Делаешь каплю на паяльнике и просто макаешь туда провод. Они разных диаметров - может в этом у вас проблема. Например слишком мало канифоли.
но ведь не цветные металлы паяются вообще без ничего, к ним припой липнет как метал к магниту, а вообще всю медь паяю только с кислотой, хтя и щнаю что так нельзя ибо кислота разрушает пайку очень быстро
провод залудить даже не могу,, а с проводами наушников вообще имел половой контакт минут 40 так и не смог ничего залудить, уже и кислотой пытался и канифолью. и обжигал провод на зажигалке
Slaer Оракул (87893) "с проводами наушников вообще имел половой контакт минут 40" - круто! Канифолью паяй. А провода зачищать надо, а не на зажигалке коптить.
Вам не канифоль нужно хаять, а мат часть учить, для каких целей подходит канифоль, а для каких кислота.
Поддерживаю предыдущих ответчиков - для разных случаев свои способы и средства пайки.
Лично я, когда пользуюсь канифолью при пайке, применяю её отдельно от припоя и считаю олово+канифоль внутри пижонством. Провод иной раз требуецо зачистить механически. И - горячим паяльником проводом в канифоль! Она у меня залита в расплавленном виде в формочку для выпекания кексиков.
ЗЫ: Я встречал припои, которые хрустят при изгибании и без канифоли унутре.
Все приходит с опытом. Флюсов немереное количество. Я стоватным дедовским паяльником в сотовом Контакты под микросхемой зачищал, потом станцией назад все припаял. работает до сих пор. С опытом придёт понимание что к чему и для чего.
Много хорошего написали выше. Скажу сразу, кислоту в унитаз. Сейчас очень много нейтральных флюсов. Пайка с применением кислоты не надёжна. Со временем металл обязательно разрушится. Что Вы конкретно пояете? Кастрюли? Провода (не все) прекрасно залуживаются с канифолью. Но её надо иметь в баночке. Внутри припоя канифоль предназначена чтобы её удобно было брать паяльником. И не более того. Её там очень мало и она моментально выгорает. Только покупая канифоль, будьте осторожны. Барыги чего только не продают под видом канифоли. Есть в "Микронике".
Найди человека, который умеет паять и всю жизнь будешь электросхемы паять только с помощью канифоли или другими флюсами на основе канифоли
ацетилсалициловая кислота, она же аспирин, в сухом виде паяет не хуже кислоты, ее можно не смывать, не проводит электричество и с ней пайка не отваливается со временем в отличии о кислоты. только вонючая но не вреднее кислоты.
Там надо сразу подносить провод к этому припою и сразу, как только он расплавился, намазывать на провод, пока канифоль не превратилась в дым. Ну и температуру для лудежки снизить, если есть такая возможность. Ну и зачистить провод ножиком слегка и не трогать его потом потными ручонками )) Проверено.
Лужение оловом
Олово – химически устойчивый элемент. Во влажной воздушной среде олово не окисляется, для него характерна слабая реакция с растворами кислот (серной, соляной, азотной). Продукты его коррозии безопасны для человека. Покрытия, содержащие олово, обладают пластичностью, выдерживают механические воздействия, обладают защитными свойствами.

Лужение — это технология нанесения на поверхность изделий и деталей тонкого слоя олова. Лужение выполняет две функции:
- Защита от коррозии.
- Подготовка поверхности к пайке. Поверхности, покрытые полудой, лучше смачиваются при пайке припоем.
Особенно актуально лужение для медных проводов. Меди свойственно быстрое окисление на воздухе, что является причиной нарушения соединения контактов. А это, в свою очередь, приводит к перегреву и возгоранию электропроводки. Поэтому перед пайкой зачищенные жилы проводов лудят.
Нанесение защитных металлических покрытий, в том числе из олова, применяется в приборо- и машиностроении. Информация об операции лужения отражается на чертеже детали. Правила обозначения на чертеже сведений о толщине покрытия, технологии лужения регламентируются ГОСТами:
- ГОСТ 9.306-85;
- ГОСТ 3.1704-81;
- ГОСТ 2.310-68.
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.


Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Методы лужения
Технология лужения реализовывается путем плавления припоя, смачивания поверхности припоем и его дальнейшей кристаллизации на поверхности. Согласно ГОСТ 17325-79 под припоем следует понимать материал с более низкой температурой плавления по сравнению материалом, из которого сделана деталь. Лужение меди, алюминия и стали осуществляется оловом. Для справки в таблице приведены температуры плавления этих металлов.
| Металл | Температура плавления, градусы Цельсия |
| Олово | 232 |
| Алюминий | 660 |
| Медь | 1085 |
| Сталь | 1300-1500 |
Существуют два вида лужения:
- Гальваническое.
Этим методом в производственных условиях лудятся изделия различной формы и размера. При наличии специального оборудования можно лудить радио- и электротехнические детали в домашних условиях.Гальваническое лужение выполняется в электролите:
- лужение методом натирания;
- лужение методом погружения.
Гальваническая технология
Процесс базируется на использовании электрического тока и протекании электрохимических реакций. Лужение происходит методом погружения деталей в ванну со щелочным или кислым электролитом.
Основные достоинства гальванического нанесения полуды:
- обеспечение прочного сцепления полуды с металлической поверхностью;
- равномерность наносимого слоя;
- возможность контроля толщины покрытия, в том числе на изделиях сложной формы;
- получение слоя с низкой пористостью;
- экономное расходование полуды и припоя.
Основной недостаток заключается в высокой стоимости, обусловленной потреблением электрического тока. Этот процесс требует специального оборудования и высокой квалификации исполнителя. Лужение с использованием электролита связано со сложностью приготовления раствора. В ходе процесса должен вестись постоянный контроль концентрации щелочи или кислоты в электролите, а также состояния анодов и поверхности ванны.

При выполнении отдельных работ в радио- и электротехнике возникает необходимость лудить перед пайкой медные поверхности плат. Наиболее простой способ – химическое лужение.
Это гальваническая технология. Суть ее заключается в том, что в ходе протекания электрохимической реакции, ионы меди на поверхности замещаются ионами олова из оловосодержащего раствора. Чтобы осуществить такое лужение в домашних условиях понадобится паяльная ванна для лужения (лудилка). Ванны доступные по цене, компактные (диаметром около 80 мм, глубиной 35-40 мм), мощностью 150-300 Вт. Их можно применять для подготовки к пайке медных плат путем их погружения в припой, для нанесения полуды на электронные компоненты, для демонтажа радиоэлектронных элементов.
Раствор при гальванической обработке
Для лужения применяется два вида электролитов:
- кислые, содержат олово в форме Sn 2+ ;
- щелочные, олово содержится в виде аниона SnO8 2- .
Из-за того, что в этих электролитах олово имеет разную валентность, отличаются скорости его осаждения. В щелочном электролите олово осаждается в два раза медленнее, чем в кислом.
Из кислых электролитов наибольшее распространение получили:
- хлоридный;
- борфтористоводородный;
- сульфатный.
В кислых электролитах должны присутствовать поверхностно-активные вещества (ПАВ). Это могут быть клей, фенол или желатин. Если ПАВ не добавлять, то олово на катоде будет выделяться в виде кристаллов и не образует сплошной слой. Также в них должно быть достаточно свободной кислоты, чтобы подавлять гидролиз солей олова. В противном случае возникнут основные соли олова или труднорастворимые гидраты. Дополнительно для повышения электропроводности в состав раствора надо вводить проводящие соли (например, в сернокислом электролите — это сульфат натрия). Если учесть все эти требования, то можно повысить рассеивающие способности кислого электролита.
Щелочные электролиты имеют лучшую рассеивающую способность. Их целесообразно использовать для лужения некрупных деталей и деталей сложной формы.

Способов приготовления щелочных растворов много. Простым в приготовлении считается электролит, полученный из соли станната натрия. Он не содержит хлор-ионов, что снижает опасность корродирования стальных стенок лудильной ванны. Если при работе ванн возникают неполадки, то их легко устранить корректировкой свойств электролита.
Достоинства и недостатки электролитов приведены в таблице.
· использование для лужения деталей простой формы;
· высокая рассеивающая способность;
· получение плотного не пористого мелкокристаллического покрытия;
· невысокая плотность тока;
Раствор для химического лужения меди называют «жидкое олово». Его готовят таким образом. В 1 л дистиллированной воды добавляется 20 г хлористого олова, 40 г концентрированной Н2SO4, потом для снижения мутности 80 г тиомочевины. Для предотвращения образования кристаллов олова на поверхности, дополнительно в 200 мл воды растворяют 5 г вещества ОС-20. Затем растворы смешивают. Дают выстояться около трех часов. Потом в раствор погружают подготовленное и очищенное медное изделие, например, плату. После того, как на поверхности появится блестящий слой олова, раствор сливают.
Часто применяют метод кислотной пайки медных или алюминиевых проводов разного сечения. При этом в качестве флюса используется паяльная кислота. Благодаря ей создается надежное соединение металла и припоя, снимаются с поверхности изделий налеты и окислы. Самая распространенная кислота – водный раствор хлорида цинка.

При необходимости заменить паяльную кислоту можно:
- аспирином, растворенным в воде (1 таблетка на стакан воды);
- концентрированной уксусной или лимонной кислотой;
- концентрированной соляной кислотой (не подходит для пайки тонких деталей, так как может их повредить);
- паяльным жиром;
- ортофосфорной кислотой.
Горячее лужение
Горячее лужение может осуществляться одним из двух способов.
- Лужение погружением.
Процесс лужения следующий:
- подготовить деталь;
- погрузить ее в емкость с раствором хлористого цинка;
- клещами вынуть деталь из емкости;
- не удаляя с поверхности слой хлористого цинка, переместить в ванну с расплавом олова;
- выдержать деталь в ванне пока она не прогреется до 270-300 градусов;
- вынуть изделие из лудильной ванны, встряхиванием удалить лишнюю полуду;
- дать остыть;
- для удаления хлористого цинка промыть деталь в растворе извести или в воде;
- просушить в опилках.
- покрыть поверхность флюсом;
- перенести на поверхность немного припоя;
- прогреть поверхность паяльником;
- передвигая паяльник в разных направлениях выровнять толщину слоя полуды.
Для равномерного нагрева поверхности паяльник надо держать так, чтобы он прилегал к ней и концом, и рабочей боковой гранью.
Если нанести полуду требуется на крупные детали простой формы, то можно использовать другой метод:
- предварительно подготовить изделие (очистить поверхность, промыть, протравить);
- нанести на поверхность хлористый цинк, прогреть его паяльной лампой до закипания;
- после закипания посыпать поверхность припоем, дождаться его расплавления;
- насыпать на поверхность порошковый нашатырь;
- растереть жидкое олово по поверхности с помощью щетки или холщовой ветоши, удаляя при этом излишнюю полуду;
- дать детали остыть;
- протереть влажным песком, после промыть водой, высушить.
В случае некачественной подготовки поверхности изделия, толщина слоя олова может различаться, в некоторых местах слой может не припаяться. Тогда это место следует зачистить напильником, подогреть и повторить лужение.
Материалы и инструменты
Материалами служат олово и флюсы.
- Олово и сплавы.
При лужении используется олово марки 01 (Sn 99,1 %, примеси 0,1 %) и марки 02 (Sn 99,5 %, примеси 0,5 %). Чистое олово служит основой защитного покрытия для посуды.В качестве припоя при пайке олово не применяется, потому что при низкой температуре оно становится хрупкими. Долговечность обеспечивается добавлением к олову других компонентов, в основном свинца. Используются сплавы олова со свинцом: ПОС-18, ПОС-30, ПОС-50, ПОС-90. Цифра в обозначении показывает содержание олова в процентах. - Флюсы.
Облегчают очистку поверхностей от загрязнений, жиров и окислов, снижают температуру плавления. Самые распространенные флюсы – нашатырь (хлористый аммоний) и паяльная кислота (хлористый цинк). Часто при паянии меди и сталей используется их смесь.


В качестве инструментов применяются:
- измерительные приборы (линейка, рулетки, штангенциркуль);
- лудильные клещи для поддерживания и перемещения деталей;
- шаберы для соскабливания загрязнений с покрываемых поверхностей;
- кисти для нанесения смазки и очистки поверхностей;
- паяльные лампы для нагрева изделий перед нанесением полуды.
Выбор технологической оснастки определяется методом лужения и пайки. Применяется вспомогательное и основное оборудование:

- Ванны для гальванического лужения:
- стационарные;
- вращающиеся ванны-колоколы.
- Лудильные аппараты и установки.
Это сложные системы, состоящие из последовательно соединенных ванн для подготовки и лужения. Обычно они помещаются в кожух, оснащенный аспирационными зонтами, что улучшает условия труда. - Верстаки для лужения и выполнения вспомогательных работ.Верстаки бывают деревянные со столешницами из листовой стали или досок. Обязательно в столешнице должны быть отверстия для стекания жидкостей, используемых при лужении. Под верстаком устанавливают ванну для сбора жидкости.
- Ванны для обезжиривания.
Для химического обезжиривания поверхности используют различные емкости. Это может быть котел с крышкой или металлическая ванна, оснащенная змеевиком для подогрева раствора. Обязательное условие – вся применяемая посуда должна содержаться в чистоте. - Ванны для промывки поверхности.
Рекомендуется промывать изделия перед и после процесса лужения. Ванны могут быть выполнены из металла или дерева. Следует обеспечить в них непрерывное горячее и холодное водоснабжение.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.
Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу. - Шлифование.
Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой. - Химическое обезжиривание.
Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.


После подготовки можно проводить лужение деталей.
Правила безопасности труда при лужении
Основные правила безопасного проведения лужения металла:
- К работам допускаются совершеннолетние лица, обученные и прошедшие инструктаж по безопасности.
- В ходе работ могут возникнуть такие вредные и опасные факторы, как выделение паров, разбрызгивание флюсов и припоев, повышенная температура, может повыситься взрыво- и пожароопасность среды. Поэтому работники обеспечиваются респираторами, спецодеждой, защитными очками.
- В помещениях необходима общеобменная и местная вентиляция. Освещенность должна соответствовать категории выполняемых работ.
- Выполнение работ разрешается только при наличии исправного инструмента и оснастки, а также качественных материалов.
При лужении в домашних условиях обязательно выполнять такие требования:
- Не вдыхать пары нашатыря и кислот. При возможности использовать респиратор.
- Избегать попадания кислот на одежду и кожу.
- Работать в защитных перчатках.
- Для работы с нагретыми элементами пользоваться клещами.
Таким образом, лужение – доступный способ защитить металлические изделия от коррозии или подготовить их к пайке. Несмотря на затратность и трудоемкость, выполнение операций лужения доступно в домашних условиях.
Как залудить жало паяльника
Во время работы и хранения на жале паяльника образуется оксидный слой. Он мешает высококачественной пайке. Для удаления этого слоя и предотвращения его повторного образования, выполняют операцию лужения, или покрытия медной поверхности защитным слоем оловянного сплава. Существует много различных способов лужения. Перед операцией жало необходимо тщательно зачистить.

Как залудить жало паяльника
Основные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой.
Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.

Чистка паяльника с необгораемым жалом
Для малоопытных паяльщиков мастера рекомендуют начинать с напильника. По мере укрепления навыков паяльщик подбирает наиболее удобные для себя способы зачистки.
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины.
Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, частично переходит в расплав олова, а частично истирается о паяемые поверхности и контакты. Происходит физическая и химическая эрозия вещества. Кроме того, под действием тепла происходит окислительная реакция меди с кислородом воздуха. На моделях, позволяющих регулировать температуру, рекомендуется снижать ее при случающихся перерывах в пайке, или просто выключать на это время паяльник.
Последовательность операций по удалению окалины:
- Аккуратно вытащить жало.
- Зачистить слой окалины мелкозернистой абразивной бумагой.
- Нанести на жало графитовый защитный слой, натерев его грифелем простого карандаша, Это замедлит повторное появление слоя окалины.
- Легко постукивая по корпусу электронагревателя и поворачивая его, удалить окалину из углубления для медного стержня.
- Вставить жало обратно в крепление.
Для обеспечения электробезопасности следует каждый раз перед началом работы осматривать изоляцию сетевого кабеля на предмет отсутствия механических повреждений и оплавлений.
Время от времени полезно также измерить величину сопротивления изоляции. Замер проводится между контактами вилки и жалом. Значение должно превышать 10 мом.
Особенности жала
Жало представляет собой главный (и единственный) рабочий орган прибора. Он нагревается от электронагревателя и нагревает припой, канифоль( или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Размер и геометрию рабочего органа выбирают так, чтобы они соответствовали выполняемым операциям. Так, при спаивании деталей больших размеров и толщины выбирают мощный паяльник с толстым жалом. Для монтажа ножек микросхем, наоборот требуется прибор особо малой мощности, с тонким жалом и хорошим заземлением, чтобы не повредить чувствительные компоненты статически зарядом или перегревом.

Универсальный паяльник затачивают лопаткой. Тонкие детали паяют узкой боковой стороной, а более массивные — плоскостью лопатки.
Залуживаем жало паяльника
Перед каждой пайкой необходимо заново залудить паяльник. Прибор надо включить и дождаться его полного прогрева. При этом медь рабочего органа приобретет красно-оранжевый оттенок. Перегревать тоже не надо, во избежание обгорания. Прогретый паяльник следует прижать к кусочку канифоли. Канифоль начнет плавиться и выделять сильно пахнущий дым. Расплавом следует равномерно покрыть жало. Потом нужно расплавить маленький кусок олова и дать ему растечься по поверхности ровным слоем.
Как залудить паяльник с медным жалом
Лужение паяльника – работа несложная и обычно не вызывает затруднений. Если поверхность стержня хорошо подготовлена и зачищена- то и оловянно-свинцовый, и серебряный припои хорошо ложатся на нее.

Паяльник с медным жалом
Зачищать поверхность стержня необходимо до состояния новой детали. Сначала надо работать крупной шкуркой, выровнять поверхность и придать ей требуемую форму. Если есть техническая возможность, неплохо подвергнуть поверхность полировке — так она будет медленнее окисляться.
Есть еще один прием – оковка. Для этого жало следует вытащить из нагревателя и, подобно кузнецу, уларами молотка отковать на наковальне (или массивных тисках). Уплотненная таким образом поверхность будет также окисляться гораздо медленнее.
После механической обработки настала пора собственно залудить жало. Опытные пайщики рекомендуют различные способы:
- Поместить канифольную банку несколько кусков припоя. Нагреть паяльник и окунуть туда зачищенный наконечник. Канифольный расплав канифоли выступит в качестве флюсовой присадки и не даст металлу покрыться оксидным слоем. Вместо этого он будет покрыт слоем олова. Далее нужно взять квадратик грубого натурального сукна и протереть свежезалуженный кончик. При этом олово разотрется по поверхности и прекрасно к ней прилипнет. Минус метода — много дыма и резкий запах.
- Следующий способ залудить кончик дает меньше дыма, но потребует больше труда. Кусок грубого натурального сукна нужно разложить на гладкой дощечке, не него насыпать дробленую канифоль или положить целый кусок. Зачищенный кончик макнуть в канифоль, натереть поверхность прутком припоя. Эту операцию придется повторить неоднократно, после чего натереть рабочую поверхность о наканифоленное сукно.
Паяльник с медным жалом требуется залудить каждый раз перед пайкой и обязательно — после хранения в бездействии.
Как залудить жало паяльника во время работы
Если тщательно зачистить и залудить жало, то через полчаса работы, а то и раньше, на него снова перестанет набираться олово. Медь потихоньку стала пригорать, на ней скапливаются шлаковые остатки. Нет смысла давить на паяльник сильнее, прервитесь для лужения. Существует ряд приемов, как залудить кончик.
Используя деревянный брусок
Шершавый деревянный брусок (еловый или сосновый, в них присутствует природная смола, близкая по составу к канифоли). На брусок следует налить небольшое количество флюсового состава и положить небольшой кусочек припоя. если вы заметили окалину, вы можете, практически не прерываясь, снова зачистить и залудить наконечник.
В металлической губке
Этот способ быстро залудить кончик потребует некоторой подготовки. В металлический стаканчик поместите хозяйственную проволочную губку для мытья посуды. Нижнюю часть губки следует промазать густым флюсом, таким, как паяльное сало. При небольшом погружении кончика в губку его можно очистить от шлаков и окалины. А если подцепить каплю олова и погрузить в губку поглубже- то получится и залудить.

Лужение жала металлической губкой
Этим методом можно очистить и залудить и классический медный наконечник, и современные — изготовленные из никеля или керамики.
В канифоли
Этот традиционный способ залудить потребует известной ловкости и быстроты движений. Медь окисляется очень быстро, и можно не успеть донести наконечник от места механической очистки до емкости с флюсом. Поэтому чистят прямо под флюсом, подложив под жало напильник. Кончиком надо тереть по напильнику до плавления флюса, после этого можно залудить, поднеся оловянный пруток.
Залудить классическим способом
Еще один традиционный способ залудить связан с применением тугоплавкого припоя. Тугоплавкость припоя позволяет ему медленнее испаряться с поверхности залуженного паяльника и будет дольше сохраняться на меди. Для него потребуется:
- напильник с частой насечкой;
- шероховатая доска из дерева хвойных пород;
- канифоль;
- кусочек тугоплавкого припоя.
Последовательность действий следующая:
- положить припой на дощечку;
- зачистить одну сторону;
- глубоко окунуть в канифоль;
- быстро зачистить о дощечку, проводя по припою;
- повторить для второй стороны.
Далее следует залудить круглую поверхность между гранями.
Как залудить жало современного паяльника
Согласно декларациям производителей, наконечники из керамики или никеля не нуждаются в лужении. В реальной жизни они также подвержены образованию нагара и окалины. Облудить такой паяльник обычным способом не выйдет. Понадобится:
- хлопчатобумажная ветошь;
- баночка с канифолью;
- пруток припоя.

Паяльник с керамическим жалом
Следует протереть наконечник о ветошь и сразу погрузить его в канифоль. Вдоль наконечника нужно погрузить в кипящую канифоль пруток припоя. Он расплавится и пристанет к рабочим поверхностям.
Способы проведения лужения
Существует несколько способов зачистить рабочие поверхности перед лужением:
- С применением абразивных материалов. Надфиль, напильник, точильный брусок, шкурка.
- При помощи ковки. Рекомендуется снять жало перед его обработкой.
- С использованием еще одного паяльника. Наконечники трут друг о друга.
После зачистки следует немедленно, не дожидаясь восстановления оксидного слоя, погрузить наконечник в емкость с канифолью. Туда же погружают пруток припоя, расплавляя его и давая растечься по поверхности стержня. Эту операцию следует повторить несколько раз, чтобы убедиться в полном покрытии припоем рабочих поверхностей.
Далее следует натереть наконечник о сосновую или еловую дощечку, чтобы обеспечить равномерное распределение припоя.

Необходимо тщательно осмотреть наконечник. Если остались участки, не покрытые припоем, операцию следует повторить до получения росного сплошного слоя.
Залудить раз и навсегда не получится. Лужение требуется периодически повторять.
Как залудить необгораемое жало
Традиционное жало, выполненное из красной меди, имеет склонность к постоянному выгоранию и образованию окалины. Достаточно часто требуется зачистить и залудить его. С другой стороны, работа по распайке высокочувствительных к перегреву микросхем и других электронных компонентов требует минимального присутствия припоя на рабочем органе. Даже того минимального тепла, которое запасается к капле припоя, может оказаться достаточно, что бы повредить их.
Для монтажа таких термочувствительных деталей применяются необгораемые наконечники, с нанесенным тонким никелевым слоем. Это покрытие легко оцарапать, и традиционная для медных наконечников зачистка напильником или шкуркой быстро выведет его из строя. Не следует также удалять излишки припоя постукиванием о подставку.
Такие рабочие органы можно залудить следующим способом:
- приготовить кусок хлопковой ткани, канифоль и припой;
- смочить ее холодной водой, слегка отжать;
- в банку с канифолью поместить кусок припоя;
- сильно натереть прогретый паяльник о ткань, добиваясь стирания оксидного слоя;
- быстро окунуть наконечник в канифоль и расплавить в ней олово, давая ему равномерно растечься;
- натереть о хлопковую ткань.
Производители рекомендуют использовать специальные губки из целлюлозы. Их смачивают водой или глицерином и периодически протирать об нее наконечник, чтобы снять окислы и лишнее олово.
Допустимо применять для этого проволочную губку из медных сплавов. Стальная проволока не подойдет — она повредит и сдерет никелевое покрытие слой.
Для необгораемых паяльников особо важно соблюдение температурного режима — при его превышении наконечник может выйти из строя. Нужно внимательно следить за температурой, при перерывах в пайке снижать мощность, если прибор оснащен регулятором. Если регулятора нет, паяльник во время перерыва следует выключать. В продвинутых моделях существует функция автоматической регулировки мощности. Она использует информацию от датчика температуры и снижает мощность, если устройству грозит перегрев. Кроме перегрева, для необгораемых наконечников также вредно долго находиться без припоя.
Необгораемые наконечники обладают еще одним преимуществом — их можно легко снять и заменить. Доступны целые наборы сменных рабочих органов, предназначенные для разных видов пайки.
Почему не лудится провод
Почему не лудится провод – как и чем быстро залудить
Очень часто начинающие радиолюбители, да и не только, сталкиваются с такой проблемой, как невозможность залудить провода. Вроде и все делают правильно, и канифоль с оловом качественные используют, но вот не ложится припой и все.
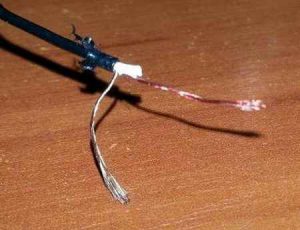
Еще часто проблемы возникают в том случае, если провода имеют бежевый цвет. И если медь еще более менее как-то паяется, то вот с такими проводами чаще всего и возникают проблемы при лужении. Они нередко встречаются в китайских устройствах, будь-то наушники или что-то другое.
Причины, по которым не лудятся провода
Существует несколько главных причин, по которым провода не лудятся оловом:
- Неподходящий сплав;
- Тугоплавкая оксидная пленка на поверхности;
- Наличие эмали на проводах;
- Использование неподходящего флюса;
- Перегрев паяльника.

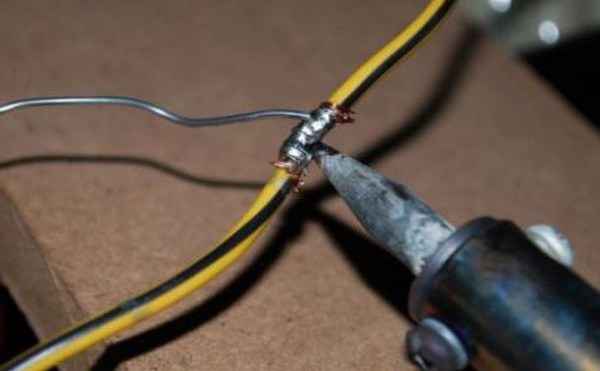
Если паяльник будет сильно перегреваться, то, запаять и залудить им провода просто невозможно. Связано это с тем, что флюс быстро выгорает, жало окисляется, и припой не липнет к нему.
Как залудить провода
Если вы используете для лужения проводов сосновую канифоль, а провода не лудятся, то попробуйте заменить её на другой флюс. Можно попробовать в качестве такого использовать обычную лимонную кислоту. Потребуется всего лишь пару гранул для того, чтобы залудить провода. Чаще всего проблема решается именно таким способом.

Можно также использовать для лужения проводов и медный купорос. Его нужно аккуратно наносить на спаиваемые изделия при помощи медной щёточки. Кроме того, можно использовать таблетку аспирина, которая также часто применяется для лужения проводов.
Вообще, если провода не лудятся, то, скорее всего в их составе присутствует нержавейка. Металл, достаточно сложный для паяния, поэтому нужно применять и соответствующие материалы для этих целей. Часто именно аспирин помогает спаять и залудить провода из нержавейки.

Чтобы паять нержавейку в качестве флюса необходимо использовать олеиновую или фосфорную кислоту. Также важно не забывать о том, что паяльник должен иметь соответствующую температуру. Если паяльник сильно перегревается, то паять им становится очень трудно.
Как регулировать температуру паяльника
Сегодня в продаже можно без проблем приобрести паяльники с терморегулятором. Очень удобная штука, рекомендую. Однако что делать, если паяльник старый, но вполне себе рабочий, только вот без регулятора температуры.
Самый простой способ регулировать температуру нагревания жала в старом паяльнике, это встроить выключатель в провод питания. При необходимости, можно сразу же обесточить паяльник, чтобы он не перегревался.
Также можно использовать диммер или переменный резистор, чтобы регулировать температуру нагревания жала паяльника. Многие понижают мощность своих паяльников и путем установки диода.
Читайте также: