Какие напильники используются для опиливания твердого металла
Обновлено: 22.09.2024

Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
- опиливание плоских наружных и криволинейных поверхностей;
- опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей;
- опиливание углублений и отверстий, пазов и выступов, пригонка их к друг к другу.
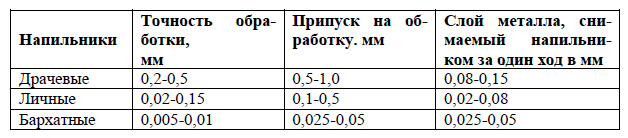
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.
Напильники и их конструкция.
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.

Рис. 1. Напильники.
а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-80 0 к ребру напильника.
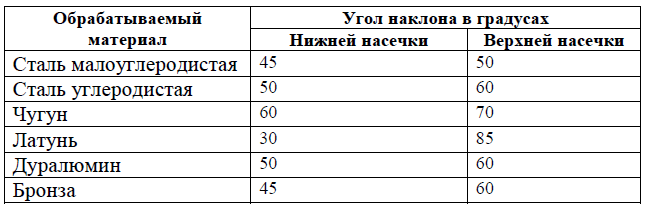
В напильниках с двойной насечкой одна насечка называется основной, или нижней, а другая — верхней. Перекрестная насечка раздробляет стружку, что облегчает работу. У напильников с перекрестной насечкой нижняя обычно выполняется под углом 55 0 , а верхняя — под углом 70 0 . Наиболее целесообразными углами наклона насечек при обработке различных металлов являются углы, указанные в таблице:
Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней. В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга. Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.

Рис. 2. Насечка и зубья напильников.
а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Классификация напильников и их применение.
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.
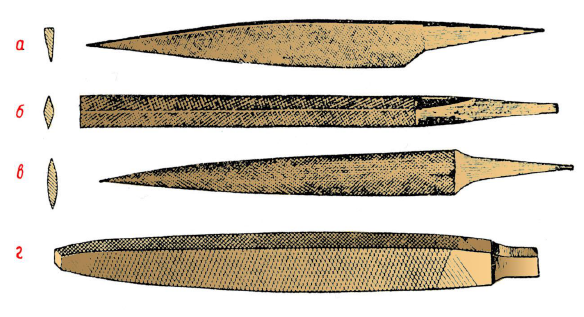
Рис. 3. Специальные напильники.
а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).
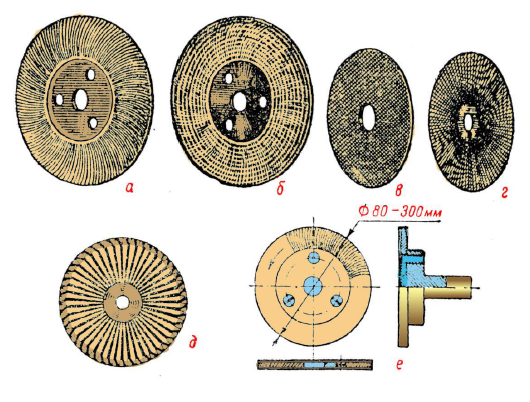
Рис. 4. Напильники-диски.
а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.
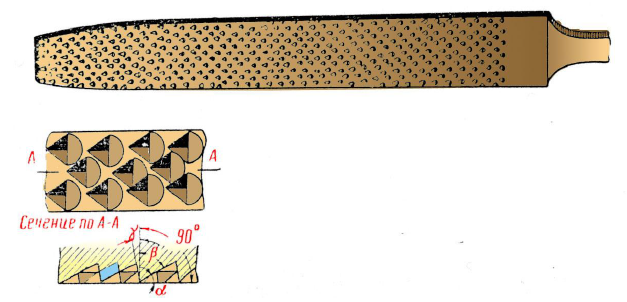
Рис. 5. Рашпиль и рашпильная насечка.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).

Рис. 6. Надфили.
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
- 1-й класс — напильники драчевые (крупная насечка); применяются для грубого чернового опиливания;
- 2-й класс — напильники личные (мелкая насечка); применяются для чистовой обработки поверхностей;
- 3-й, 4-й, 5-й и 6-й классы — напильники бархатные с мелкой и очень мелкой насечкой; применяются для подгонки деталей, для отделки, доводки и шлифования поверхностей.
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания. Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса. Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними.
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности.
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)
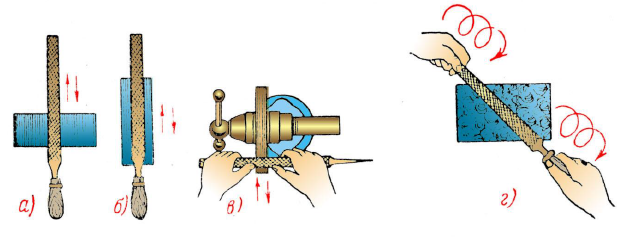
Рис. 7. Отделка поверхности напильником.
а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы. Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет. Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали. В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.
Напильники по металлу, как выбрать напильник для обработки металла
При обработке металлических заготовок даже сегодня находится место ручному труду. В некоторых ситуациях куда проще и быстрее применить традиционный напильник, чем подключать и шуметь какой-нибудь шлифовальной машинкой.

Напильник считается одним из древнейших орудий труда. Данный инструмент заменил собой и полностью вытеснил непрактичные шлифовальные камни и прочий абразив.
Напильник по металлу – инструмент с абразивной насечкой, при помощи которого производят опиливание, вытачивание и шлифование различных заготовок. Напильник хорошо подходит для притупления острых кромок, а также расточки всевозможных технологических отверстий и проемов.
При изготовлении напильников используется особый сорт инструментальной стали, У12 и в некоторых случаях У13. Данные марки стали имеют высокую устойчивость к механическим воздействиям и температурным нагрузкам.
Виды напильника по металлу
Напильник может быть предназначен для обработки различных металлов:
- Столь, чугун, бронза (твердые металлы и сплавы)
- Медь, алюминий, олово, латунь (мягкие металлы и сплавы)
Напильники для обработки различных по прочности металлов можно определить по типу насечки.
- Напильники для обработки твердых металлов всегда имеют крестовую насечку. Насечка крест-накрест обеспечивает рабочую поверхность напильника высокой шероховатостью, что важно при обработке твердых материалов.

- Напильники для обработки мягких металлов обычно используют простую одинарную насечку. В некоторых случаях применяется дуговая одинарная насечка.
Напильники с простой одинарной насечкой имеют небольшую цену. При этом абразивной способности таких напильников вполне достаточно, чтобы эффективно обрабатывать металлы и сплавы с начальным или средним уровнем твердости.
Немного сложнее в изготовлении дуговая насечка. Для создания дуговой проточки используется фрезерный станок.
Прямая насечка одинаково хорошо работает как при движении от себя, так и на себя. Напильники же с дуговой насечкой проводят опиливание только в направлении от себя.
Дополнительно еще различают так называемую рашпильную насечку. Напильники с такой насечкой предназначены для обработки мягких материалов, таких как древесина, кожа и пр. Рашпильная насечка отличается крупнозернистой абразивной поверхностью.

Рабочие номера напильников
Различают следующие варианты напильника:
От порядкового номера напильника зависит размер абразивной насечки, что в свою очередь влияет на чистоту обработки.

- Группа драчевых напильников (№0 и 1) – в данную категорию напильников попадают модели с размером абразива от 5 до 13 насечек на погонный сантиметр полотна. Это напильники с достаточно грубой насечкой.
Драчевым напильником обычно выполняют черновую обработку заготовок. Такие напильники позволяют сделать упор при металлообработке на количество снятого металла.
Благодаря крупной насечке напильники №0 и 1 способны снимать за один проход до 0,1-0,15 (мм) металла.
Но повышенная производительность обработки предполагает заметное снижение качества опиленной поверхности. Грубый абразив оставляет на поверхности заготовки большую шероховатость.
Напильники драчевого типа рекомендуется использовать в тех случаях, когда заготовка нуждается в обработке на большую глубину.

- Группа личных напильников (№2 и 3) отличается рабочей поверхностью со средней по величине насечкой. Размер насечки составляет от 13 до 25 зубьев на погонный сантиметр поверхности.
Личным напильником обычно осуществляют получистовую обработку заготовок. Средний размер насечки позволяет добиться от обработки неплохой производительности и приемлемой чистоты опиленной поверхности.
Напильники личного типа обычно используются при формировании контура заготовки. При этом напильникам со средней по размеру насечкой можно доверить выполнение и многих других работ, от притупления острых кромок до формирования основного профиля различных поверхностей.
Напильники личной категории считаются универсальными, они получили наиболее широкое распространение.

- Группа бархатных напильников (№4 и 5) отличается насечкой с минимальной шероховатостью. На каждый погонный сантиметр рабочей поверхности наносится от 25 до 80 насечек.
Бархатные напильники по металлу используются для осуществления финишной обработки заготовок. Глубина опиливания заготовок за один проход может достигать всего 0,01-0,0025 (мм). Столь тонкая обработка нужна в рамках шлифования или даже полирования поверхностей.
Напильники бархатной категории не используются для формирования контура заготовок. Минимальная шероховатость абразивной поверхности позволяет лишь регулировать чистоту поверхности на уже полностью созданном профиле.
Напильники специальной серии
Параллельно с напильниками общего назначения различают и узкоспециализированные модели. Широкое распространение получили следующие варианты напильника:
Напильники для заточки пил дают возможность восстанавливать острую кромку на режущих зубьях пильной части.

Разумеется, затачивать и подводить зубчатку на пильном полотне или цепи можно и обычным напильником. Но в конструкции напильников специального типа предусматривается дополнительная направляющая, которая делает процесс заточки более легким, быстрым и точным.
Дополнительно к серии специальных напильников можно отнести и мусаты, а также надфили.

- Мусат – то же округлый напильник с бархатной или личной рабочей поверхностью. При помощи мусата производится правка кухонных и разделочных ножей.
Некоторые мусаты используют вместо традиционной металлической насечки керамическое мелкоабразивное напыление.

- Надфиль – напильник миниатюрного размера. Надфили предназначены для осуществления тонких работ. При помощи надфиля можно изготовить бородку замочного ключа. Нередко надфили используются при изготовлении ювелирных украшений.
Ключевым отличием надфилей от напильников является тип рабочей поверхности. Если в напильниках используется насечка, то надфили оснащаются специальным мелкоабразивным напылением.
Абразивная поверхность надфиля представлена мелкой крошкой из высокопрочного технического алмаза.
В некоторых случаях рабочая поверхность надфиля покрывается карбидом титана.

Форма напильника
При выборе напильника по металлу следует взять в учет и форму рабочей части. Существуют следующие варианты напильника:
От формы профиля рабочей части зависит тип работ, с которыми успешно справляется напильник по металлу.

- Плоский напильник по металлу хорошо подходит для обработки заготовок с ровной поверхностью. В данном случае напильник рекомендуется использовать для обработки лишь внешних поверхностей.
Напильники с плоским профилем могут отличаться между собой как размером рабочей поверхности, так и формой носика. Носик у плоского напильника может быть как ровным, так и острым.
Плоские напильники с острым носиком можно использовать для опиливания заготовки в труднодоступных местах, таких как углы, стыки и примыкания.

- Квадратный напильник по металлу можно использовать как для притупления острых кромок, так и изготовления технологических проемов. Прямоугольный профиль позволяет напильнику обрабатывать как наружные, так и внутренние поверхности.
Квадратная абразивная поверхность хорошо подходит для опиливания поверхностей в углах.

- Треугольный напильник имеет форму профиля в виде равностороннего треугольника. Напильники этого типа удобно использовать при опиливании внутренних поверхностей.
Трехгранная рабочая часть напильника позволяет обрабатывать углы и сопряжения от 60˚ и более того.
Треугольным напильником можно осуществлять и многие другие варианты обработки, по аналогии с квадратными моделями.

- Напильники округлого типа используются для изготовления отверстий и технологических проемов. Округлому напильнику можно доверить обработку радиусных и сферических поверхностей.
Округлый профиль делает напильник похожим на мусат. Напильник округлого типа с бархатной или личной насечкой можно приспособить для правки острия на ножах.
Чаще всего округлым напильником обрабатывают внутренние поверхности. Но если заготовка имеет фигурный сферический профиль, то напильником вполне можно обрабатывать и внешние радиусные поверхности.

- Полукруглый напильник – нечто среднее между плоским и округлым профилями. В напильниках с полукруглой формой имеется как сферическая, так и плоская поверхности.
Полукруглым напильником можно обрабатывать как наружные, так и внутренние поверхности. При этом обрабатываемые участки могут быть как ровными, так и сферическими.
Опиливание металла

Опиливание металла не имеет отношения к разделению какой-либо заготовки или детали на части. Эта операция является одним из этапов обработки, когда необходимо задать определенную форму или шероховатость.
Опиливание часто производится вручную при помощи разного рода напильников, но также возможна и механизированная обработка. В нашей статье мы расскажем, как осуществляется опиливание металла, разберем инструменты и правила безопасности этого процесса.
Виды опиловочных работ
Опиливание представляет собой операцию, выполнение которой требует снятия с заготовки припуска (верхнего слоя металла). Оно осуществляется с помощью напильника – специального режущего инструмента. Основной задачей опиливания выступает создание необходимых параметров (габаритов, размеров, шероховатости верхнего слоя).
Некоторые виды опиливания зарекомендовали себя как наиболее часто используемые. Среди них стоит отметить: опиливание отверстий, выступов, пазов и углублений; опиливание сложных или фасонных, внутренних угловых и наружных поверхностей; опиливание криволинейных и плоских поверхностей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Также все разновидности опиливания делятся на два этапа – черновой (предварительный) и чистовой (окончательный, отделочный).
Благодаря напильнику отклонение от заявленных размеров будет минимальным – от 0,05 до 0,01 мм. Припуски тоже будут микроскопическими – в районе 0,05–0,025 мм.
Виды инструментов для опиливания металла
Инструменты для опиливания металла могут иметь простую, перекрестную, дуговую либо точечную насечку.

Рассмотрим их более подробно:
- Напильник с простой (одинарной) насечкой сделан для того, чтобы опиливать мягкие материалы. Они могут являться как металлическими (сплав из свинца, алюминия, латуни, цинка и т. д.), так и неметаллическими (дерево). Одинарная насечка помогает снимать широкую стружку.
- Напильник с перекрестной насечкой, которую также называют двойной, создан для опиливания твердых материалов (чугуна, стали). Принцип его действия достаточно прост. Предварительно основной инструмент для формирования рельефа насекается под углом 25°, а вспомогательный – под углом 45°. В процессе опиливания основная насечка будет снимать слой стружки, вспомогательная раздробит эту стружку.
Также стоит учитывать шаг насечек. Шагом называют расстояние между располагающимися рядом зубьями.
У вспомогательной насечки расстояние будет меньше, чем у основной. Из-за данной особенности зубья располагаются по прямой, составляющей с осью напильника 5°, и при любом движении частично перекрывают друг друга.
В результате обрабатываемая поверхность получится не настолько шероховатой и грязной, как могла бы.
- Дуговая насечка выходит после фрезерования. Свое название она получила благодаря дугообразной форме, которая обеспечивает высокое качество обработки и отличную производительность. Также хорошему опиливанию способствуют большие углубления между рядом расположенными зубьями. Напильники с такой разновидностью насечек используют в процессе обработки мягких металлов, среди которых дюралюминий и медь.
- Точечная (рашпильная) насечка делает размещение стружки более удобным. Ее получают путем вдавливания металла особыми трехгранными зубилами. В результате выходят выемки, расположенные в шахматном порядке.
Опиливание металла также осуществляют напильниками, классифицируемыми по назначению. Среди них выделяют инструменты специального и общего назначения, машинные напильники, надфили и рашпили.
Если говорить о напильниках специального назначения, то к ним относятся следующие разновидности:
- тарированные – созданные для определения твердости;
- пазовые – предназначенные для качественной обработки узких пазов;
- алмазные – участвующие в доводке и заточке режущих инструментов;
- для обработки деталей, состоящих из неметаллических материалов и изделий из легких сплавов;
- квадратные и плоские – имеющие фрезерованные зубья для опиливания цветных металлов и чугуна;
- плоскопараллельные с прямоугольными сечениями, которые принято использовать в отделочных работах на металлорежущих станках.

Общеслесарные работы осуществляются инструментами общего назначения. Длина бруска может составлять: 10; 12,5; 15; 20; 25; 30; 35 и 40 см. Внутри этой категории инструменты для опиливания металла могут иметь разные формы и габариты насечки.
По форме бруска следует выделять:
- плоские напильники;
- плоские остроносые напильники, сфера применения которых – опиливание внутренних или наружных плоских поверхностей;
- круглые напильники, используемые для обработки овальных, вогнутых и других отверстий с закругленными углами, если их радиус небольшой;
- полукруглые напильники, которые, в отличие от круглых, подойдут для обработки больших круглых отверстий и вогнутых криволинейных поверхностей со значительным радиусом; также они предназначены для плоскостей, которые расположены под углом наклона больше 30°;
- ромбические напильники, отлично подходящие для опиливания и снятия заусенцев с деталей в форме звезд и дисков, а также пазов и углов более 15°;
- квадратные; предназначенные для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- трехгранные напильники, созданные для заточки пил по дереву и обработки острых углов (более 60°);
- ножовочные, используемые при создании режущих инструментов, а также в случае с клиновидными канавками, узкими пазами, внутренними углами и отверстиями трехгранной, квадратной либо прямоугольной формы.
Рашпилями пользуются как для опиливания заготовок из металла (обязательно мягкого), так и для обработки неметаллических материалов (дерева, пластмассы, резины, кожи). К данной разновидности прибегают, когда напильники общего назначения не справятся с задачей.
Надфили представляют собой небольшие напильники, у которых длина рабочей части составляет всего 5, 6 либо 8 см. Их форма поперечного сечения не отличается от таковой у напильников общего назначения.
Надфили также можно разделить на три группы: трехгранные односторонние, пазовые, а также овальные. В каждой из указанных групп возможно три типоразмера.
Материал данных напильников – сталь марки У13А либо У13. Номеров насечки у надфилей 10. Это 8, 7, 6, 5, 4, 3, 2, 1, 0 и 00. Сфера применения этих инструментов достаточно широкая. Их можно использовать для зачистки мелкогабаритных отверстий, труднодоступных мест матриц, профильных зон изделий.
К надфилям также прибегают в процессе ювелирных, лекальных, граверных и иных работ, которые требуют максимальной точности.
Технология опиливания металла
Когда слесарь работает с напильником, он берет его правой рукой. Пока в руке находится ручка, ее скругленный конец должен упираться в ладонь. Также правила опиливания металла предполагают расстояние между левой рукой и краем носка напильника. Оно должно составлять от 20 до 30 мм.

Для качественной срезки стружки необходимо прижимать напильник к поверхности. Причем делать это нужно двумя руками, регулируя напряжение в процессе работы. Когда инструмент движется в направлении вперед (рабочий ход), правой рукой силу нажима следует увеличить, а левой – ослабить.
В случае, когда ход холостой, нажим следует убрать в принципе. Лучшая скорость для работы напильника – это от 40 до 60 двойных ходов за одну минуту. Под двойными ходами подразумевается комбинация холостого и рабочего хода.
Особое внимание нужно уделить и длине рабочей части. Она в обязательном порядке должна быть больше, чем обрабатываемая поверхность.
Среди главных видов опиливания металла нужно выделить черновое и чистовое. В случае чернового опиливания важнейшую роль играют драчевые напильники, т. е. инструменты с крупной насечкой. Именно они снимают наибольший металлический слой.
Если говорить о чистовом опиливании, то оно позволяет достичь меньшей шероховатости и большей точности в плане габаритов, так как используются напильники с мелкой насечкой (личные).
По характеру обрабатываемой поверхности классификация включает множество разновидностей, но главные – опиливание криволинейных (вогнутых или выпуклых) и плоских поверхностей.
В процессе опиливания металла с плоской поверхностью важно сохранить эту структуру. Нужно внимательно следить за процессом, чтобы ошибка не привела к «завалу» краев.
Положение рисок, которые оставляет инструмент в процессе работы, напрямую влияет на его направление. Именно эта взаимосвязь и повлияла на классифицирование методов опиливания.
Выделяют опиливание круговыми, поперечными, продольными, косыми, а также перекрестными штрихами.
Криволинейные поверхности можно обрабатывать разными методами, среди которых разновидности не только обычных, но и специальных.
Рассмотрим вариант как с вогнутыми, так и с выпуклыми поверхностями. В случае вогнутых поверхностей нужно обратить внимание на радиус кривизны. В зависимости от этого значения используется полукруглый либо круглый вид напильника.
Движение в процессе опиливания следующее: вперед и в сторону с параллельным совершением поворота вокруг своей оси. Для выпуклых поверхностей вполне подойдет плоский напильник. Движения должны быть раскачивающимися, чтобы инструмент как бы опоясывал поверхность по ее линии скругления.
И в случае выпуклых, и в случае вогнутых поверхностей процесс опиливания контролируется в соответствии со специально подобранными шаблонами или линиями разметки.
Механизированные способы опиливания металла
Ранее речь шла о ручном опиливании металла, но оно может быть и механическим. Это значительно облегчает и ускоряет процесс.
Определенные виды работ по опиливанию требуют максимально эффективной работы, поэтому для них механизация труда – необходимость.

Среди таких приборов выделяют два главных типа:
- приспособления первого типа – с роторным механизмом, где применяются электрические либо пневматические машинки, а в некоторых случаях – гибкий вал;
- приспособления второго типа – с возвратно-поступательным механизмом, где движения вращательного характера преобразовываются в прямолинейные.
К первой категории относятся абразивные круги и фасонные вращающиеся напильники.
Вариант с переносными опиловочными пневматическими машинками – лучший, если вам нужна быстрая и качественная работа. В них есть зажимные патроны, которые можно легко менять. Можно вставлять разнообразные абразивные круги и вращающиеся напильники, не ограниченные в своих габаритах и формах.
Уже отработавший воздух пневматического привода струйкой перемещается на обрабатываемое изделие. В результате такой манипуляции стружка легко удаляется с поверхности.
Инструменты второго типа расходуют энергию привода, исходящую от пневматической машинки или рукава бормашины. Приспособление обладает особой конструкцией. Она включает в себя корпус, где расположены зажимные патроны.
Они позволяют устанавливать напильники, подходящие вам по длине, ширине, высоте и форме. Именно в таких условиях и будет преобразовываться вращательное движение вала.
Механическое опиливание металла – не автоматизированный процесс, он тоже требует от слесаря определенных действий. Но их потребуется гораздо меньше, чем в случае с ручным инструментом. Так, рабочий будет лишь регулировать нажатие и поворачивать напильник в нужную сторону.
Именно на приспособление возлагается основной объем работы, причем напильник легко сменяется ножовочным полотном – главным режущим элементом ручной ножовки. Отработавший воздух струей направляется на изделие, чтобы быстро удалить стружку с рабочей области.
Контроль качества опиливания металла
Контроль качества крайне важен, ведь можно допустить серьезные ошибки. Чтобы проверить результат, потребуется специальная линейка на просвет. Приложите ее к обработанной плоскости. Если просвета между линейкой и изделием нет, то работа качественная, выполненная по всем правилам.
Если просвет равномерный, но он присутствует – то опилка была правильной, но грубой. Просвет был вызван особенностями насечки, которая оставила практически невидимые бороздки. Именно на их заусеницы и опирается проверочная линейка.
А вот если просветы неравномерные, то работа выполнена неправильно. В процессе возникли так называемые горбы (возвышенности), которых быть не должно.
Проводите проверку тщательно, прикладывая линейку под всеми углами наклона: поперек, вдоль, по диагонали. Когда вы будете перемещать проверочный прибор, то не забывайте приподнимать его.
Рекомендуем статьи
Нельзя просто передвигать его по обработанной поверхности, иначе вероятен износ и снижение качества (утеря прямолинейности). Держать линейку следует средним, указательным и большим пальцем правой руки.
Параллельность плоскостей относительно друг друга обычно проверяют кронциркулем. Во всех местах расстояние между верхней и нижней границей должно быть одинаковым. Инструмент нужно держать в правой руке за шарнир-шайбу.
Чтобы установить раствор ножек, необходимо просто слегка постучать по одной из них, когда она будет находиться на чем-нибудь твердом.
Есть и другие нюансы, связанные с ножками инструмента. Так, их концы обязательно должны находиться на одной линии, то есть быть напротив друг друга. Наклон, неправильное расположение или смещение вызовут искажения при проверке.
Раствор ножек устанавливается между двумя поверхностями в любом из мест, а затем свободно перемещается.
Если в процессе движения вы заметите качку между ножками прибора, то расстояние меньше необходимого. Если же перемещение стало более тугим и медленным, то это признак слишком большого расстояния. В обоих случаях равномерность нарушена.
Угольник – еще один действенный инструмент для проверки качества выполненной работы. Его необходимо прикладывать как можно плотнее, но без резких движений. Длинная сторона должна прилегать к широкой части изделия, а короткая – к проверяемой боковой плоскости.
Также в правильном варианте использования короткая сторона повернута к свету. После расположения угольника можно проверять результат. Если с контролируемой стороны деталь сделана строго по технологии, короткая часть инструмента будет плотно прилегать поперек боковой. Все остальные варианты прилегания – неверные.
Так, если угольник прикасается лишь к середине боковой части (в случае с выпуклой формой) или к ее краю (в случае с косой формой), работа сделана некачественно.
Техника безопасности при опиливании металла
При опиливании металла нельзя забывать о технике безопасности. Обязательно имейте в виду пункты, приведенные ниже:
- Держите напильник правильно. Пальцы левой руки слегка подогните, но не нажимайте ими на инструмент. В противном случае обратный ход может закончиться ранениями по неосторожности.
- Надевайте головной убор, особенно если работаете с чугунными деталями. От опилок и пыли с металла вас отлично защитит берет. Обладателям длинных волос рекомендуется надеть косынку, так как в них легко может забиться мусор.
- Когда работаете за тисками, занимайте правильную позу.
- Прежде чем взаимодействовать с ручками напильника, убедитесь в их исправности. Если же ручки отсутствуют, слабо прикреплены к инструменту либо имеют повреждения, начинать процесс запрещено.
- Даже хорошая ручка нуждается в правильном насаживании, иначе хвостовик может вас поранить.
- Ни в коем случае не сдувайте опилки и стружку ртом. Трогать ее руками также запрещается, ведь потом мусор может попасть в глаза либо в волосы. Приобретите специальную волосяную щетку и используйте ее для уборки стружки.
Опиливание – обработка металла и неметаллических материалов, без которой нельзя получить нужную форму детали. Чтобы сделать этот процесс более простым и производительным, рекомендуется прибегать к механизированным инструментам.
Присмотритесь как к пневматическим, так и к электрическим вариантам. Для обеспечения высокого качества соблюдайте технику безопасности и правила рабочего процесса. Также не забывайте проверять результат с помощью специальных инструментов (угольника, линейки, кронциркуля).
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Какие напильники используются для опиливания твердого металла
Опиливание - слесарная операция, при которой с поверхности детали напильником срезают слой металла для получения требуемой формы, размеров и шероховатости, пригонки деталей при сборке и подготовке кромок под сварку.

Рис 1.13. Напильники и их применение при опиловке деталей различной формы:
а – напильник и его части; б – плоский напильник;
в – квадратный напильник; г – трехгранный напильник;
д – полукруглый напильник; е – круглый напильник;
ж – ромбовидный (ромбический) напильник; з – ножовочный напильник
Припуски на опиливание составляют 0,5…0,25 мм, а точность обработки поверхности при опиливании составляет 0,2…0,05 мм.
Основным режущим инструментом при опиливании является напильник, представляющий собой стальной брусок определенного профиля и длины, на поверхности которого расположены насечки, образующие мелкие и острые зубья. Напильники изготовляют из инструментальной стали марок У13, У13А, ШХ15.
На рис. 1.13 показаны наиболее распространенные виды напильников и их применение при опиливании.
Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, и ими опиливают мягкие металлы: медь, латунь, алюминий и т. д. В напильниках с двойной насечкой одна насечка, наносимая под углом 25*, называется основной, а другая, под углом 45* – вспомогательной.
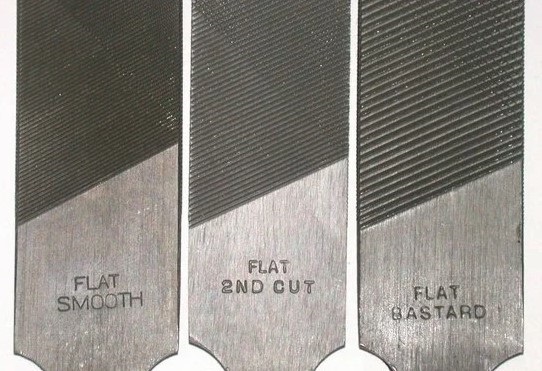
По числу насечек, приходящихся на 10 мм длины, напильники делят на классы: 0 и 1 классы имеют соответственно 4…14 насечек (драчевные напильники); 2 и 3 классы – 8…28 (личные); 4 и 5 классы – 20…56 (бархатные). Драчевные напильники применяются для снятия большого слоя металла (0,5…1,0 мм), личные – для чистовой обработки (для слоя не более 0,1 мм), а бархатные – для отделки и доводки поверхностей. Мелкие напильники, называемые надфилями, применяются для точных специальных работ.
Для предохранения напильника от преждевременного износа нельзя опиливать материалы, твердость которых больше твердости напильника или равна ей. Следует избегать опиливания мягких металлов личными напильниками и совершенно недопустимо применение для этой цели бархатных напильников, так как мягкие металлы быстро забивают мелкую насечку.
При опиливании деталь устанавливают в тисках таким образом, чтобы опиливаемая поверхность выступала над губками на 5…10 мм.
Напильник следует брать в правую руку за ручку, упирая ее головкой в ладонь. Большой палец кладут сверху вдоль ручки, остальными пальцами поддерживают ручку снизу. Левую руку ладонью кладут на конец напильника и прижимают его к обрабатываемой заготовке (рис. 1.14).
Движение напильника производится обеими руками: вперед от себя - рабочий ход, обратно - холостой ход.
Нажимать на напильник следует только во время рабочего хода, при холостом ходе напильник идет свободно, без нажима; при этом он не отрывается от заготовки, чтобы не потерять опоры и не изменить его положения. Во время движения напильник должен оставаться в горизонтальном положении, чтобы опиливаемая поверхность не имела неровностей.

Рис. 1.14. Приемы опиливания:
а – крупным напильником; б – мелким напильником
Правильное распределение вертикальных усилий на напильник в правой и левой руках является одним из существенных моментов опиливания и называется балансированием (рис. 1.15).

Рис. 1.15. Распределение усилий на напильник в процессе опиливания
Опиливание широких плоскостей может осуществляться продольным, поперечным или перекрестным штрихом (рис. 1.16). Опиливание продольным штрихом начинается с левого края поверхности. При движении назад напильник передвигается вправо примерно на 1/3 его ширины. После первого прохода опиливание повторяется справа налево.
При обработке поперечным штрихом во время рабочего хода напильник одновременно смещается вправо или влево на величину, примерно равную его ширине. Наиболее производительным и точным опиливанием широких плоскостей является перекрестное, при котором поверхность сначала опиливается справа налево, а затем слева направо. При опиливании цилиндрических (криволинейных) поверхностей заготовку зажимают в тиски горизонтально или вертикально и обрабатывают колебательными движениями напильника.

Рис. 1.16. Опиливание широких плоскостей:
а – продольным штрихом; б – поперечным штрихом;
в – перекрестным штрихом
Вогнутые криволинейные поверхности, а также отверстия и пазы в заготовках опиливают круглыми или полукруглыми напильниками, при этом напильник движется горизонтально и одновременно поворачивается вокруг своей оси. При опиливании таких поверхностей радиус кривизны напильника должен быть всегда меньше радиуса кривизны обрабатываемой поверхности.
Контроль опиленной поверхности осуществляется по размерам и по форме. Контроль по размерам осуществляется при помощи кронциркуля, нутромера с масштабной линейкой, штангенциркуля. Контроль формы осуществляется при помощи угольника, лекальной линейки, специальных шаблонов и проверочной плиты.
При опиливании плоских тонких заготовок применяют раздвижные закаленные стальные рамки, состоящие из двух планок, между которыми зажимается тонколистовая заготовка. Сама рамка с заготовкой зажимается в тиски. Обработка ведется до касания напильником верхней плоскости рамки, что позволяет обходиться без контроля правильности опиливания мерительным инструментом.
Виды напильника. Назначения и характеристики. Как правильно пользоваться?
Различные виды напильника, известны миру с 3 века до нашей эры.
Сегодня диапазон применения этого старейшего ручного приспособления практически не ограничен.
Различные типы инструмента применядт для доводки деталей и достижения необходимой чистоты поверхности.
Благодаря современным технологиям, напильники механического действия дополнились рядом электрического и аккумуляторного инструмента.
Что такое напильник и для чего он нужен?
Это один из самых популярных видов слесарных приспособлений для ручной обработки самых разнообразных материалов: металл, дерево, пластмасса, кости, стекло и прочих.

Для каждой сферы применения предназначается свой тип инструмента, имеющий подходящие элементы напильника для поставленной задачи.
В качестве общих функций, он предназначен для выполнения следующих операций:
- заточка режущих кромок;
- шлифование и снятие заусенцев;
- зачистка поверхности до определенного уровня шероховатости;
- послойное опиливание поверхности;
- отрезка заготовок;
- подгонка размеров;
- выполнение канавок, фасок, радиусов, шлицев, пазов и пр;
- придание конструктивным элементам нужной формы.
Рифленая поверхность способна обеспечить высокий уровень точности и чистоты обрабатываемых элементов при небольших физических затратах.
Пилочку для ногтей с полным правом можно отнести к одной из разновидностей этого инструмента.
Внешний вид и формы напильников
Внешне, это многолезвийный брусок, состоящий из металлической полосы с острыми зубцами различного наклона.

Обычно, основные элементы напильника, это лезвие и хвостовик для крепления ручки.
По форме рабочей области инструменты могут быть:
- в виде плоского прямоугольника;
- круглыми;
- полукруглыми;
- овальными;
- ромбическими;
- в виде равностороннего или тупоугольного треугольника.

Некоторые разновидности выпускаются без хвостовика, а в других типах в качестве рукояти используется продолжение стального полотна.
Как правило, длина рабочего полотна составляет от 100 до 400 мм.
Некоторые виды, с учетом специфики выпускаются большим размером.
Принцип действия
Принцип действия напильника заключается в снятии верхнего слоя с обрабатываемой детали по средствам трения.
Зубцы бруска определяют качество среза, а глубина зависит от усилий, прилагаемых нажатием на инструмент и скоростью движений.

Более грубая и крупная насечка позволяет работать значительно быстрее, но при этом снижается качество обработки.
Мелкие или алмазные грани обеспечивают практически идеальную поверхность.
Во многом, результаты работы зависят от особенностей материала и правильно подобранного вида напильника.
Классификация напильников
Основная классификация напильников, согласно госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
- для слесарных работ;
- спецназначения;
- надфили;
- рашпили;
- машинные и ленточные.
Так же, виды напильников различают по насечке – им присваиваются номера по классам от 0 до 5.
Маркировка
В маркировке отражаются необходимые данные, характеризующие предназначение инструмента.
Это класс от 1 до 6 и длина, которая обозначается латинской буквой L.
А также виды насечки напильника под № от 0 до 5.
Такой важный параметр как твердость зубьев обозначают сокращением HRC в сочетании с двузначным числом – например, HRC 55.
Так же, может быть указан тип стали, например: 13Х или У13А.
Обозначения ЦМ наносятся на инструменты, предназначенные для обработки цветных металлов.
Виды насечек и их нумерация
Виды насечки напильников – это самый важный рабочий показатель, по характеру которого классифицируют инструмент.
Абразивное покрытие может быть:
1. Простым одинарным
Простая насечка одинарного типа применяется для обработки мягких металлов и других материалов, а так же для производства специализированных напильников.
2. Двойным
Эта насечка усиливает воздействие на поверхность обрабатываемой детали.
Такие виды напильников применяют для грубой обработки чугуна, бронз, стали.
3. Крестовым
Перекрестная насечка состоит из зубьев для грубой обработки, а мелкая насечка является вспомогательной для шлифовки материала.
Так достигается более качественная обработка.
4. Точечным
Точечная или рашпильная насечка состоит из заусениц небольших размеров, она идеально подходит для обработки мягкой древесины, кожи, резины и пр.
5. Фрезерным дуговым
Такая насечка благодаря особой форме способствует достижению высокой производительности и хорошего качества обработанного изделия.
Применяют ее в работе с цветными металлами и деревом.
Как уже говорилось выше, виды напильника различаются по номерам насечки от 0 до 5.

Номера 0 и 1 отличаются крупными редкими зубьями от 4 до 12 штук на 10 мм.
Номера 2 и 3 имеют 13-24 зубца на 10 мм.
Насечки под № 4 и 5 характеризуются наибольшим количеством зубцов – более 24 на 10 мм.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.

1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.

4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.

Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом;
— фрезерные станки;
— шлифовальные станки со специальными кругами;
— зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13;
— У 10, 12, 13 А;
— ШХ15 УА;
— 13Х и их зарубежные аналоги.
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.

Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Что такое рифель и для чего он нужен?
Разновидность надфиля – это особенный инструмент под названием рифель.
Он отличается изогнутой рабочей областью, и производится из магнитосодержащих сплавов.

Сфера использования рифеля достаточно узка – это ювелирные работы, где прибор служит для отделения отработки рифеля от опилок драгоценных сплавов.
Рашпиль
Рашпиль предназначен для обработки мягких металлов, каучука, кожи, дерева, кости и подобных материалов.

Согласно ГОСТ, выделяют три основных типа инструментов:
— общего назначения;
— сапожные (обувные)
— копытные.
Рашпили общего назначения выпускаются с острым и тупым носом плоского типа или круглые и полукруглые с насечкой 1 и 2.
Характерная особенность этого вида – большие размеры зубьев и просторные канавки перед каждым зубом.
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.

Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
- Черный HRC65
- Голубой HRC 60
- Темно-зеленый HRC 55
- Светло-зеленый HRC 50
- Желтый HRC 45
- Красный HRC 40
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Какие бывают напильники
Современное производство не всегда может быть удовлетворено результатами ручного труда, поэтому производители предлагают такие инструменты, как электрический или пневматический напильник.
Последние отличаются небольшой производительностью, но выигрывают в весе и размерах.
Сетевые инструменты имеют высокую производительность, тяжелее и габаритнее первых, но не требуют дополнительной подачи воздуха.

С развитием автономных технологий, появился новый вид – ленточный напильник аккумуляторный, который позволяет работать без привязки к точке питания.

Несмотря на то, что пневматика постепенно вытесняется с прилавков магазинов, есть модели, максимально отвечающие требованиям потребителя.
Один из таких популярных вариантов – ленточный пневматический напильник.

Он отлично справляется с зачисткой металлических поверхностей от следов сварки, коррозии и прочего в условиях небольших слесарных предприятий, частных автомастерских, производственных и сборочных цехов.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики.
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек;
— Форму рабочего тела;
— Длину;
— Особенности рукояти или хвостовика.
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.

Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
- Столярно-слесарного назначения – от 64 до 66 HRc;
- Заточного типа – от 65 до 67 HRc;
- Рашпили – от 53 до 56 HRc.
Действительное качество проверяется только в процессе использования.
Производители напильников
Действительно, визуально оценить качество инструмента для непрофессионала – задача очень сложная.
Поэтому основной критерий – это отзывы пользователей и репутация производителя.
Среди наиболее популярных марок стоит выделить:
- Зубр;
- Husqvarna;
- Intertool;
- Metabo;
- Makita;
- Металлист;
- Vira;
- Stayer;
- Master;
- Matrix;
- Сибртех;
- Mega;
- Stihl;
- Topex;
- Bosch и др.
Каждый производитель достоин отдельного внимания, поэтом на нашем сайте есть отдельный раздел, где представлена информация о различных фирмах, брендах, марках и т.п.
Заключение
Напильник — это универсальный слесарно-столярный инструмент, предназначенный для обработки различных материалов с целью придания им нужной формы, ровности и чистоты.
Читайте также: