Какие основные технологии резания применяются при обработке металлов ручными инструментами
Обновлено: 17.05.2024
Обработка металлов резанием активно используется во многих отраслях, в наибольшей степени – в машиностроении, где является важной и дорогостоящей частью процесса. Это объясняется высокими требованиями, которые предъявляются к изделиям: они должны быть безупречны с точки зрения качества и геометрической точности.
Обработка резанием этим требованиям вполне удовлетворяет, позволяя создавать уникальные высокоточные детали. Именно поэтому уже много лет она не теряет своей популярности.
Как происходит обработка?
Резание металла – это процесс, при котором специальным режущим инструментом с обрабатываемой заготовки снимается слой металла с целью придания ей необходимой формы.
Если учесть, что существует великое множество разнообразных деталей, отличающихся по целому ряду своих характеристик, то не вызовет удивления тот факт, что для работы с ними требуются совершенно разные методы и станки. Для каждой детали предполагается своя технология. Так, основными методами обработки металлов резанием являются:
- точение;
- сверление;
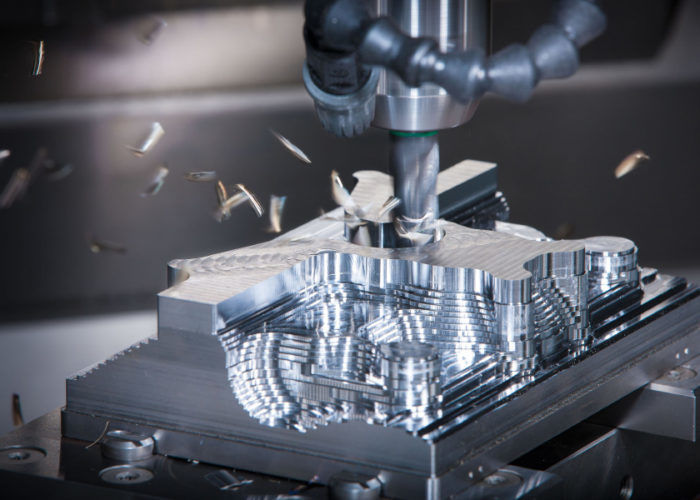
- фрезерование;
- строгание;
- долбление;
- шлифование.

А использующиеся при этом станки, как правило, носят названия применяемых методов (точильный, фрезеровальный, долбежный и т. д.).
На станках устанавливаются различные инструменты, с помощью которых и выполняется процедура обработки. Они должны значительно превосходить обрабатываемый металл по твердости и прочности, их режущие края должны быть острыми. Инструменты, как и заготовки, перед началом работы закрепляются на станке с помощью специальных приспособлений.
В процессе обработки металла образуется много отходов (порядка 20% стружки), что не слишком хорошо с экономической точки зрения. Однако зачастую отказаться от резания не представляется возможным ввиду его универсальности, низкой энергозатратности, высокой точности изделий, большого выбора оборудования и т. д.
Как можно обрабатывать металл резанием?
Обработку резанием можно осуществить несколькими методами. Они ориентированы на разные по форме изделия и имеют разные цели. Основные способы обработки металлов резанием:
- Точение. Выполняется с помощью станка, на котором установлен резец (например, токарный). Процесс работы выглядит так: обрабатываемое изделие совершает вращательное движение вокруг своей оси, а в это время резцом снимается нужный слой металла. Точение применяют для цилиндрических, конических и торцевых поверхностей (и наружных, и внутренних).
- Сверление. Выполняется на станках с установленным сверлом. Легко догадаться, что сверление предназначено для того, чтобы проделывать в деталях отверстия. Деталь прочно зажимается в тисках, и в ней просверливается отверстие нужного диаметра, при этом диаметр определяется размером сверла. Между тем сверла различаются не только размером, но и формой: есть сверла спиральные, перовые, центровочные и другие, каждое для своих целей.
- Фрезерование. Требует специального оборудования, на котором установлена фреза – инструмент с резцами. Фреза совершает вращательное движение, а заготовка, закрепленная на столе, движется продольно. Фрезеровка может быть горизонтальной, вертикальной и диагональной, в зависимости от того, как будут закреплены заготовка и фреза. Существуют и компактные ручные электрические фрезеры, которые при необходимости могут использоваться где угодно, не привязывая мастера к станку. Правда, и возможностей у них гораздо меньше.
- Строгание. Для него необходим строгальный станок (их существует несколько видов: строгально-долбежный, поперечно-строгальный, продольно-строгальный и т. д.). Обрабатывают на них преимущественно рамы, штанги, станины и т. п. Резцы могут использоваться прямые и изогнутые. Прямые наиболее просты в применении, но не позволяют добиться высокой точности. Изогнутые резцы высокоточны, и поэтому являются предпочтительными, и распространены больше.
- Долбление. Необходим долбежный станок. Резец совершает прямолинейное возвратно-поступательное движение, а перпендикулярно ему двигается заготовка. Применяется по большей части для плоских поверхностей с небольшой высотой. С помощью долбления, например, можно получить зубчатые колеса достаточно неплохих степеней точности.
- Шлифование. Для него необходим станок со шлифовальным кругом. Шлифовальный круг крутится, а заготовка получает круговую, продольную или поперечную подачу. Шлифование позволяет получить деталь потрясающей точности, следует лишь учитывать в работе ряд особенностей процесса, таких как нагревание детали во время обработки, устойчивость станка (отсутствие сильных вибраций), глубина резания и т. д.





Выводы
Обработка металла резанием, несмотря на свой недостаток в виде большого количества отходов, продолжает активно использоваться в различных производственных отраслях.
При резании подвергается деформации форма детали без воздействия на структуру материала, режущий инструмент работает лишь с поверхностью изделия. Если прибавить к этому универсальность, высокоточность и другие плюсы, то они, несомненно, перекроют имеющиеся минусы. Поэтому можно с уверенностью заявить, что, несмотря на появление новых технологий обработки металла, обработка резанием сдаст свои позиции еще очень нескоро.
Презентация "Технологии ручной обработки металлов и пластмасс".

Технологии ручной обработки металлов и пластмасс ручными инструментами включают в себя:
рубку,
резание,
пиление,
сверление,
опиливание,
шлифование.
Эти технологии во многом сходны с подобными же технологиями обработки древесными материалами .

Правка
- это слесарная операция, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму.
Правку применяют перед разметкой, после резки ножницами, рубки зубилом и др. операциями.
Инструменты: киянка, молоток, чугунная правильная плита.

Разметка
Разметка представляет собой процесс нанесения на обрабатываемую заготовку рисунка, определяющего контур детали и места обработки.

Разметочные инструменты:
измерительные линейки, угольники,
чертилки,
циркули,
кернеры,
молотки,
центроискатели,
штангенциркули,
рейсмусы.

Рубка
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части.
Зубило
Крейцмейсель

Зубило – это простейший режущий инструмент, в котором форма клина выражена особенно чётко. Чем острее клин, т. е. чем меньше угол, образованный его сторонами, тем меньше усилие потребуется для его углубления в материал.
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т. п

Разрезание
Для отделения части материала от основной массы зачастую используют ножницы. Их существует огромное множество видов – для бумаги, стрижки, маникюра, портняжных и садовых работ, и даже кулинарные. Конечно же есть специальные ножницы для резьбы по металлу и другим конструкционным материалам.
Резание, распространённая слесарная операция, широко применяемая при разделении металла на части, при вырезании углов, фигур, пазов.
По конструкции бывают рычажными, слесарными и гильотинными.
Прямолинейные ножницы служат для резания тонколистового металла по прямым и кривым линиям внешнего контура без резких поворотов.
Криволинейные ножницы, режущая часть которых выполнена в форме кривой, применяются для вырезки внутренних контуров заготовки.

Пиление
Металлические и пластмассовые заготовки большой толщины не разрезают, а распиливают.
Операция пиления выполняется ножовками по металлу.
Эти пилы имеют более мелкие зубья, чем ножовки для резания древесины.
Для распиливания металла можно использовать также электрифицированные ножовки или лобзики.

Опиливание
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т. п.
Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки).
Напильники подразделяют по размеру насечки, её форме, по длине и форме бруска.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.

Сверление
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента – сверла. Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы, зенкерование, зенкование и развёртывания.
Зенкерование (от нем. Senken – проходить, углублять (шахту)) – вид механической обработки резанием, в котором с помощью специальных инструментов (зенкеров) производится обработка цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности.
Зенкование – процесс обработки с помощью зенковки отверстия в детали для образования гнёзд под потайные головки крепёжных элементов (заклёпок, болтов, винтов).

Шлифование
Методы шлифования металлов, пластмасс и строительных материалов схожа на технологию по обработке древесных материалов.
В качестве абразивного инструмента используется шлифовальная шкурка.
Металлы, пластмасса и строительные материалы плохо поддаются ручной обработке. И для механизации технологии шлифования используют различные шлифовальные машины, станки и специальные стационарные установки.

Гибка
это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма.

Контрольные вопросы
Проверь себя

Из приведённых ниже вариантов выберите разметочные инструменты:

Когда применяется операция правка?
(Выпишите правильные ответы)
Правка – это заключительная операция.
Правка применяется в начале работы для придания заготовке правильной формы.
После операции рубка.
После операции опиливание.

Какие инструменты, применяются для выполнения операции «рубка»?
Рабочие листы и материалы для учителей и воспитателей
Более 3 000 дидактических материалов для школьного и домашнего обучения
Лекционний материал по металлообработке на тему "Обработка металлов резанием"
Обработка резанием является универсальным методом размерной обработки. Метод позволяет обрабатывать поверхности деталей различной формы и размеров с высокой точностью из наиболее используемых конструкционных материалов.
Он обладает малой энергоемкостью и высокой производительностью. Вследствие этого обработка резанием является основным, наиболее используемым в промышленности процессом размерной обработки деталей.
1. Сущность и схемы способов обработки
Обработка резанием — это процесс получения детали требуемой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей за счет механического срезания с поверхностей заготовки режущим инструментом материала технологического припуска в виде стружки.
Основным режущим элементом любого инструмента является режущий клин. Его твердость и прочность должны существенно превосходить твердость и прочность обрабатываемого материала, обеспечивая его режущие свойства.
К инструменту прикладывается усилие резания, равное силе сопротивления материала резанию, и сообщается перемещение относительно заготовки со скоростью. Под действием приложенного усилия режущий клин врезается в заготовку и, разрушая обрабатываемый материал, срезает с поверхности заготовки стружку. Стружка образуется в результате интенсивной упругопластической деформации сжатия материала, приводящей к его разрушению у режущей кромки, и сдвигу в зоне действия максимальных касательных
напряжений под углом. Величина зависит от параметров резания и свойств обрабатываемого материала. Она составляет ~30° к направлению движения резца.
Внешний вид стружки характеризует процессы деформирования и разрушения
материала, происходящие при резании. Различают четыре возможных типаобразующихся стружек: сливная, суставчатая, элементная и стружка надлома
В процессе резания режущий клин, испытывая интенсивное трение, контактирует с материалом стружки и обработанной поверхностью в контактных зонах. Для снижения сил трения и нагрева инструмента применяют принудительное охлаждение зоны резания смазочно-охлаждающими средами (СОС),подавая их в зону резания специальными устройствами. Детали и инструменты закрепляются в специальных органах станка или
приспособлениях. Станок, приспособление, инструмент и деталь образуют силовую систему (СПИД), передающую усилие и движение резания от привода станка режущему инструменту и детали.
2. Параметры технологического процесса резания
К основным параметрам режима резания относятся скорость главного движения резания, скорость подачи и глубина резания. Скорость главного движения резания (или скорость резания) определяется максимальной линейной скоростью главного движения режущей кромки инструмента. Эта скорость выражается в м/с.
Если главное движение резания вращательное, как при точении, сверлении, фрезеровании и шлифовании, то скорость резания будет определяться линейной скоростью главного движения наиболее удаленной от оси вращения точки режущей кромки — максимальной линейной скоростью главного движения
При строгании и протягивании скорость резания v определяется скоростью перемещения строгального резца и протяжки в процессе резания относительно заготовки.
При хонинговании и суперфинишировании скорость резания определяется с учетом осевого перемещения инструмента. Скорость резания оказывает наибольшее влияние на производительность процесса, стойкость инструмента и качество обработанной поверхности.
Подача инструмента определяется ее скоростью vs. В технологических расчетах параметров режима при точении, сверлении, фрезеровании и шлифовании используется понятие подачи на один оборот заготовки So и выражается в мм/об. Подача на оборот численно соответствует перемещению инструмента за время одного оборота. При строгании подача определяется на ход резца. При шлифовании подача может указываться на ход или двойной ход инструмента. Подача на зуб при фрезеровании определяется числом зубьев Z инструмента и подачей на оборот:
Глубина резания А определяется расстоянием по нормали от обработанной поверхности заготовки до обрабатываемой, мм. Глубину резания задают на каждый рабочий ход инструмента. При точении цилиндрической поверхности глубину резания определяют как полуразность диаметров доh = (Dur - d) / 2 (2.5)
где d - диаметр обработанной поверхности заготовки, мм. Величина подачи и глубина резания определяют производительность процесса и оказывают большое влияние на качество обрабатываемой поверхности.
3. Геометрические параметры
режущего инструмента определяются углами, образуемыми пересечением поверхностей лезвия, а также положением поверхностей режущих лезвий относительно обрабатываемой поверхности и направлением главного движения. Указанные параметры идентичны для различных видов инструмента, что позволяет рассмотреть их на примере резца, используемого при точении.
Углы резца по передним и задним поверхностям измеряют в определенных координатных плоскостях. Главный передний угол α 1 — угол между передней поверхностью лезвия и плоскостью, перпендикулярной к плоскости резания; главный задний угол α 2 –
угол между задней поверхностью лезвия и плоскостью резания; угол заострения α 3 – угол между передней и задней поверхностями. Из принципа построения углов следует, что
Угол наклона режущей кромки α — угол в плоскости резания между режущей
кромкой и основной плоскостью.
Углы в плане: главный угол в плане α – угол в основной плоскости между следом плоскости резания и направлением продольной подачи; вспомогательный угол в плане α' – угол в основной плоскости между вспомогательной режущей кромкой и обработанной поверхностью.
Основы и суть обработки металлов резанием
Обработка металлов резанием: сущность и назначение процесса, способы обработки, оборудование и инструмент для резания, виды основные конструктивные элементы.

Обработка металлов резанием представляет собой технологическую операцию или комплекс операций над заготовкой с целью получения детали необходимых конфигурации, размеров и параметров.
Обработка резанием выполняется на заготовках из черных и цветных металлов, обладающих определенными физико-механическими свойствами. Для обработки заготовки применяют разные виды резания.
Выбор конкретного зависит от свойств заготовки, конфигурации будущей детали и типа операции, которую необходимо выполнить. Только правильно подобранные способы позволят получить изделие с необходимыми характеристиками.

Сущность и назначение процесса резания металлов
Процесс резания – взаимодействие режущего инструмента с заготовкой, при этом отделяется слой материала в виде стружки или металлической пыли. Операции осуществляют следующими способами:
- Лезвийным. Выполняется с помощью плашек, сверл, резцов, метчиков, фрез и т. д. на металлорежущих станках соответствующего типа.
- Абразивным. Здесь задействованы шлифовальные круги, шкурки, пасты и др. материалы. Операции выполняются вручную или с помощью специального станочного оборудования, предназначенного для таких целей.
- С применением специальных сред физико-химического типа. К ним относят плазменную, лазерную, электролитическую и др. виды обработки металла.
Резание металлов – это процесс сложный, он представляет собой последовательное деформирование и разрушение срезаемого материала. Удаляемый слой металла превращается в стружку, при этом принято различать тип стружки:
- сливная (образуется при резании металлов, относящихся к пластичным);
- скалывающаяся (при резании металлов средней твердости);
- надломленная (при обработке металлов, склонных к охрупчиванию).
На вид стружки влияние оказывает не только обрабатываемый металл, но и применяемый инструмент, его геометрия, условия и режим резания, а также квалификация станочника.
Заготовки из металла поступают на обработку резанием с определенной величиной припуска. Он представляет собой тот слой, вернее, его величину, которая будет удалена в процессе совершения операции выбранным методом обработки.
Обычно устанавливается в конструкторской документации. Для снятия совершают установочные и вспомогательные движения рабочим органом металлорежущего станка.
Установочные действия выполняют для закрепления рабочего органа по отношению к металлической заготовке, а с помощью вспомогательных двигают его. Рабочие движения делят на 2 вида: главное и подачи.
Осуществляя первый вид, выполняют снятие стружки, а вторым передвигают инструмент обработки вдоль оси.
Основные способы обработки металлов
Обработку резанием выполняют на машиностроительном оборудовании, где применены такие способы снятия стружки:

- Долблением на специальном станке, который и называется долбежным. Для выполнения операции необходим резец соответствующей конструкции. Он в процессе выполнения операции совершает движение возвратно-поступательного прямолинейного типа.
Виды резания разные, технология проведения работ зависит от технологического процесса, а качество – от применяемого инструмента и квалификации станочника. Методы обработки выбираются в зависимости от конструктивных показателей, которые предъявляются к детали. Операции могут выполняться с помощью одного конкретного рабочего органа, а в некоторых случаях понадобится их комбинация.
Применяемое оборудование и инструменты для резания
Как было отмечено, оборудование отличается по типу применяемого металлорежущего инструмента. Выпускается оно в большом ассортименте российскими и зарубежными компаниями, подбирают его в зависимости от вида работ, которые планируют выполнять. Многие из них являются универсальными, т. е. предназначены для выполнения ряда разного типа операций.
При работе на металлорежущих станках используют метчики, сверла, развертки, резцы, долбежки, плашки, инструмент фасонного типа и др. Правильный подбор режущего инструмента имеет значение.
От технических характеристик зависит производительность труда, качество выпускаемой продукции и срок эксплуатации. К рабочей поверхности предъявляются требования, которые включают в себя прочностные свойства, способность не изнашиваться и поддаваться повторной или многократной заточке, выдерживать нагрев.
Инструмент для обработки металлов резанием используют не только компании, выпускающие продукцию разного назначения, но и любители мастерить своими руками.
Конструктивные элементы режущего инструмента
Инструмент для выполнения резательных операций на машиностроительных станках состоит из рабочей части (в некоторых случаях совмещается с калибрующей) и присоединительной.
Первая часть выполняет режущие операции. Она срезает припуск или выполняет отверстия. Может иметь один или несколько режущих элементов включая разные по назначению и форме. От геометрических характеристик режущей части зависит точность изготовления детали. Указывается в паспортных данных на конкретный вид.
Присоединительная часть рабочего органа может быть цельной, сборной или комбинированной. Это зависит от материала, из которого он изготовлен, и его характеристик. Комбинированные и составные режущие инструменты, как правило, изготавливают с целью понижения стоимости на приобретение.
На видео представлен процесс сверления множества отверстий с автоматической подачей заготовки.
Просим тех, кто режет металл на каком-либо оборудовании, специализированных станках, приспособлениях, поделиться опытом и в комментариях к тексту рассказать о нюансах и приемах работы.
Технология. 6 класс. Авторский коллектив: Е. С. Глозман, Е. Н. Кулакова, Ю. Л. Хотунцев, О. А. Кожина, И. В. Воронин, В. В. Воронина, А. Е. Глозман
Подумайте, почему при обработке заготовок из металла и искусственных материалов применяют ручную обработку. Какие операции можно механизировать, а какие — нет?
Выполнение слесарных работ по металлу происходит либо вручную, либо с применением приспособлений и специальных механизированных инструментов, облегчающих работу слесаря, повышающих качество работы и производительность труда. Основными способами ручной обработки металлов являются: разметка, опиливание, сверление, рубка, резание, гибка, правка, соединение деталей, сборка и отделка.
Рубка металла. Для удаления (срубания) с заготовки слоя металла используется слесарная операция, которая называется рубка металла. Она производится для ликвидации неровностей, заусенцев, фасок, острых кромок, окалины; вырубания пазов и канавок; разрубания металла на части; декорирования готовых заготовок в технике насечек. Рубку следует применять в тех случаях, когда станочная обработка заготовок нерациональна или трудновыполнима.
Основным инструментом для рубки является слесарное зубило. Рабочая (режущая) часть зубила имеет форму клина, на действии которого основана рубка. Для изготовления слесарного зубила (рис. 5.15) используют инструментальную углеродистую сталь марок У7А, У8А.
Рис. 5.15. Слесарные зубила:
а — разновидности зубил;
б — зубило с рукояткой для безопасной работы;
в — основные части зубила: 1 — режущая часть (фаска); 2 — режущая часть (клин); 3 — средняя часть; 4 — ударная часть (боёк); 5 — угол заострения
Зубило состоит из трёх частей: ударной, средней и рабочей. Ударная часть — боёк — суживается кверху. Вершина бойка слегка закруглена. При рубке зубило держат за среднюю часть. Рабочая режущая часть зубила имеет клиновидную форму. Для обработки металлов разной твёрдости выбирают разные углы заострения.
Кроме зубила, для рубки металла применяют слесарные молотки двух типов: с круглым (рис. 5.16, а) и квадратным бойками (рис. 5.16, б). Изготавливают молотки из стали 50, 40Х, У7, У8. Основной характеристикой молотка является его масса. Рубку металла выполняют и с помощью механизированных инструментов. Среди них наибольшее распространение получил пневматический рубильный молоток (рис. 5.17).
Рубку металла выполняют в тисках, на плите или наковальне.
Для правильной подготовки рабочего места при рубке в тисках необходимо отрегулировать высоту тисков или установить под ноги ростовую подставку. Правильная высота тисков устанавливается следующим образом: согнутую в локте нерабочую руку надо поставить на губки тисков так, чтобы концы выпрямленных пальцев касались подбородка.
При рубке металла в тисках важное значение имеет правильное рабочее положение (рис. 5.18) корпуса и ног работающего. Необходимо стоять прямо, вполоборота (под углом 40°) к оси тисков, нога, соответствующая нерабочей руке (левая — для правшей, правая — для левшей), должна быть выставлена на полшага вперёд, а угол, образованный линиями осей ступней, составлять приблизительно 75° (рис. 5.18, б).
Кроме того, большое значение имеет правильный захват инструмента — молотка и зубила (рис. 5.19, а, б) и правильный выбор вида удара молотком по зубилу. Различают три вида удара: кистевой, локтевой и плечевой.
Кистевой удар (рис. 5.19, в) молотком производится только за счёт кисти. Такой удар применяется при снятии заусенцев, фасок, для рубки тонколистовых и мягких металлов и в конце рубки заготовки. Локтевой удар (рис. 5.19, г) используется при снятии слоя металла толщиной 2—3 мм. При локтевом ударе рука согнута в локте, поэтому он более сильный, чем кистевой. Плечевой удар (рис. 5.19, д) применяется при рубке металла толщиной 3—5 мм и обработке больших плоскостей. Замах производится от плеча, поэтому это удар максимальной силы. Он должен быть метким, чтобы центр бойка молотка попадал в центр головки зубила.
Рис. 5.19. Приёмы захвата инструмента и виды ударов молотком:
а — приём захвата зубила; б — приём захвата молотка; в — кистевой удар; г — локтевой удар; д — плечевой удар
Рубка металла может быть черновой и чистовой. При чистовой рубке зубилом за один рабочий ход снимают слой металла толщиной 0,5—1 мм, при черновой — 1—2 мм.
Самой распространённой слесарной операцией является рубка в тисках по уровню губок (рис. 5.20). При такой рубке заготовку прочно закрепляют следующим образом: линия разметки должна быть на уровне губок или на 1—2 мм ниже, чтобы после рубки можно было выполнить опиливание. После закрепления заготовки работающий принимает рабочее положение: берёт зубило нерабочей рукой за среднюю часть на расстоянии 20—25 мм от края ударной части — бойка. Затем инструмент устанавливают так, чтобы его режущая кромка находилась на линии снятия стружки (линии среза), а угол по отношению к обрабатываемой поверхности был равен 30—35° и примерно 45° к губкам тисков. Молоток (см. рис. 5.20) держат в рабочей руке (15—30 мм от конца ручки). Сначала производят медленные и лёгкие удары, затем более сильные, равномерные и точные.
Разрубание и вырубание металла выполняют на плите (рис. 5. 21) или наковальне.
Заготовку большой толщины сначала надрубают с одной стороны, затем переворачивают и повторяют операцию. Надрубленную с обеих сторон заготовку осторожно вырубают на плите или наковальне.
Правила безопасной работы при рубке металла
1. При рубке металла необходимо использовать только исправные инструменты.
2. При рубке следует надевать защитные очки.
3. Заготовку нужно надёжно закреплять в слесарных тисках.
4. В конце рубки обязательно нужно ослаблять силу удара.
5. Во избежание ранения нельзя проверять качество рубки руками.
6. По окончании работы следует убрать рабочее место щёткой-смёткой и сдать его учителю.
Практическая работа № 17
«Освоение приёмов рубки металла»
Цель работы: научиться приёмам рубки учебной заготовки (рис. 5.22) в тисках по уровню губок.
Оборудование и материалы: слесарный верстак, заготовки, плита, разметочные инструменты, слесарный молоток, зубило с рукояткой, напильники, защитные очки.
Порядок выполнения работы
1. Выправите заготовку, опилите заусенцы.
2. Разметьте заготовку согласно чертежу.
3. Закрепите заготовку в тисках, отступив от линии разметки на 1 мм. Наденьте очки, установите правильный угол наклона зубила.
4. Рубку начинайте медленными ударами, следите за углом наклона зубила; пройдя от правого угла заготовки 15— 20 мм, увеличьте частоту и силу ударов.
5. В конце рубки ослабьте силу удара, чтобы отрубленный кусочек металла не поранил окружающих.
6. После рубки первой полоски напильником опилите неровности на заготовке, закреплённой в тисках, и выполните рубку второй полоски. В такой же последовательности выполните рубку третьей полоски.
7. Выправите на плите вырубленные полоски, проверьте размеры и качество рубки. Сдайте работу учителю.
Полезная информация
Гильотинные ножницы (рис. 5.23) — это стационарный станок, который выполняет срез заготовок разной толщины без заусенцев, зазубрин и смятых кромок. В зависимости от вида гильотинных ножниц (гидравлические, электромеханические, механические) ими можно резать стальной лист металла толщиной до 60 мм и шириной до 3200 мм. Современные гильотины оснащаются ЧПУ, что позволяет обеспечить безупречное качество и высокую производительность работы.
Резание металла и искусственных материалов ручной слесарной ножовкой. Для разрезания листового, полосового, круглого и профильного металла, пластмасс, а также для прорезания шлицов, пазов, обрезки и вырезки заготовок по контуру используют 'ручную слесарную ножовку (рис. 5.24). Она состоит из станка (рамки) 2 и ножовочного полотна 4.
На одном конце рамки имеется неподвижная головка 5 с хвостовиком и ручкой 6, а на другом — подвижная головка 3 с гайкой-барашком 1 для натяжения полотна. В обеих головках сделаны прорези 8, в которые вставляется ножовочное полотно, закрепляемое штифтами 7.
Ножовочное полотно представляет собой тонкую и узкую стальную полоску с зубьями на одной (рис. 5.25, а) или обеих кромках (рис. 5.25, б).
Рис. 5.25. Ножовочные полотна:
а — с односторонними зубьями на одной кромке; б — с двухсторонними зубьями на обеих кромках
Подготовка ручной слесарной ножовки к работе
1. Перед началом работы необходимо выбрать ножовочное полотно. Для слесарных работ используют ножовочные полотна с шагом S = 1,5 мм, при котором на длине 25 мм насчитывается 17 зубьев. При большой длине пропила следует устанавливать ножовочное полотно с крупным шагом, при малой — с мелким. Ножовочные полотна выпускаются с углом заострения 43—60°.
2. Ножовочное полотно устанавливают в прорези головки так, чтобы наклон зубьев был направлен от ручки (рис. 5.26, а).
Рис. 5.26. Подготовка ножовки к работе:
а — установка полотна в ножовку: б — натяжение ножовочного полотна
3. Отверстия в ножовочном полотне должны быть расположены точно напротив отверстий в головках ножовочного станка; при этом натяжной винт будет выходить из головки на 10—12 мм, что обеспечит возможность натяжения полотна.
4. Затем вставляют штифты в прорези головки. Диаметр штифтов должен соответствовать диаметру отверстий.
5. Натяжение ножовочного полотна выполняют вручную без больших усилий лёгким вращением гайки-барашка (рис. 5.26, б). Для этого нельзя использовать ручные тиски, плоскогубцы.
6. В заключение проверяют степень натяжения лёгким нажатием пальца на полотно сбоку: если оно не прогибается, то полотно готово к работе. Сильное или слабое натяжение полотна может привести к его поломке.
Рабочее положение при резании слесарной ножовкой
1. Перед началом работы нужно установить высоту тисков по росту или использовать ростовую подставку. Затем закрепляют заготовку. Рабочая рука с установленной на заготовке ножовкой должна быть согнута под прямым углом (рис. 5.27, а).
Рис. 5.27. Рабочее положение при резании слесарной ножовкой:
а — установка тисков по росту работающего; б — положение ног; в — положение рабочей (правой) руки; г — положение нерабочей (левой) руки
2. Перед тисками встают вполоборота по отношению к губкам тисков или к оси разрезаемой заготовки. Корпус разворачивают влево от тисков под углом 45° (рис. 5.27, б). Ногу, соответствующую нерабочей руке (левую — для правшей, правую — для левшей), ставят на полшага вперёд и переносят на неё центр тяжести. Поворачивают другую ногу по отношению к ней на угол 60—70°.
3. Ручку ножовки обхватывают пальцами рабочей руки, большой палец кладут сверху, конец ручки должен упираться в ладонь (рис. 5.27, в). Нерабочей рукой держат рамку, как показано на рисунке 5.27, г, четырьмя пальцами обхватывают гайку-барашек и натяжной винт.
Последовательность резания тонколистового металла (рис. 5.28)
1. Перед началом работы готовят деревянные бруски (можно тарные рейки, отходы фанеры), между которыми зажимают заготовку.
2. Деревянные бруски вместе с заготовкой зажимают в тисках. Режут заготовку вместе с древесиной.
Последовательность резания слесарной ножовкой заготовок круглого сечения (рис. 5.29)
1. Размечают место разреза. Заготовку закрепляют в тисках в горизонтальном положении так, чтобы отрезаемая часть находилась справа или слева от тисков. Линия разреза должна отстоять от губок тисков на 20—25 мм.
2. Трёхгранным напильником на разметочной линии в месте разреза делают небольшой пропил на глубину 1,5—2 мм, чтобы ножовочное полотно в начале резания не скользило, а врезалось в заготовку.
3. При резании ножовкой соблюдают следующие правила:
— нужно делать 40—50 движений в минуту;
— нажимать на ножовку можно только при движении вперёд;
— в работе должно участвовать не менее 3∕4 длины ножовочного полотна;
— заканчивая резание, необходимо ослабить нажим и поддерживать отрезаемую часть рукой.
Резание металла слесарной ножовкой с поворотом ножовочного полотна
Если глубина пропила превышает расстояние от полотна до рамки ножовочного станка, ножовку поворачивают на 90° (рис. 5.30).
1. Необходимо собрать ножовочный станок с поворотом полотна на 90°. Для этого:
— отпускают гайку-барашек, вынимают штифты и полотно из станка;
— вставляют полотно в прорези хвостовика так, чтобы рамка ножовки располагалась горизонтально;
— вставляют штифты и натягивают полотно гайкой-барашком.
2. Закрепляют заготовку в тисках так, чтобы место разреза было сбоку или выше губок тисков.
Основные ошибки при резании слесарной ножовкой и способы их устранения
Неправильное начало резания: резание начинают с переднего ребра заготовки, а не с заднего, из-за этого ломаются зубья полотна.
2. Перегрев и затупление полотна: резание ведётся в слишком быстром темпе.
3. «Увод» полотна от линии разметки, в результате чего разрушаются зубья или ломается полотно, на заготовке получается косая прорезь. Причины «увода» — слабое натяжение полотна, неправильные приёмы резания. При «уводе» полотна следует развернуть заготовку и начать резание с обратной стороны.
4. Поломка зубьев полотна: слишком сильный нажим на ножовку; резкий перекос полотна во время резания.
Правила безопасной работы при резании слесарной ножовкой
1. При резании необходимо надёжно закреплять заготовку в слесарных тисках.
2. Следует правильно выполнять сборку ножовки и следить за натяжением полотна.
3. Во время резания нельзя нажимать с силой на ножовку.
4. Отрезанный конец заготовки нужно поддерживать нерабочей рукой.
5. Необходимо оберегать руки от острых кромок и заусенцев.
6. Закончив работу, нужно убрать рабочее место щёткой-смёткой, протереть инструмент, убрать отходы в специальный ящик.
Механической ножовкой (рис. 5.31) можно отрезать круглый, квадратный, угловой и другие профили металла.
Практическая работа № 18
«Освоение приёмов работы ручной слесарной ножовкой»
Цель работы: научиться приёмам работы ручной слесарной ножовкой.
Оборудование и материалы: слесарный верстак, заготовки, разметочные инструменты, напильники, слесарная ножовка, слесарный молоток.
1. Подготовьте слесарную ножовку, материалы, рабочее место к работе.
2. По заданию учителя на отходах тонколистового и пруткового металла выполните разрезание учебных заготовок.
3. По заданию учителя на отходах тонколистового металла выполните разрезание учебных заготовок с поворотом ножовочного полотна.
Основные понятия и термины:
рубка металла, разрубание металла, слесарное зубило, гильотинные ножницы, слесарная ножовка, ножовочное полотно, ножовка-ручка, механическая ножовка.
Вопросы и задания:
1. Перечислите основные инструменты, применяемые при рубке, и требования, предъявляемые к ним.
2. Назовите основные правила безопасной работы при рубке металла.
3. Какие основные технологические операции выполняются при резании слесарной ножовкой заготовок из металла и пластмасс?
4. Перечислите основные ошибки, совершаемые при резании слесарной ножовкой.
Задание
Найдите в Интернете информацию об оборудовании, которое позволяет механизировать процесс рубки и резания металла.
Читайте также: