Какие способы резки металла и последующая механическая обработка применяются при подготовке кромок
Обновлено: 08.05.2024
1.17. Кромки деталей из низколегированной стали классов до С52/40 включительно и термически улучшенной углеродистой стали, не подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки и кромки деталей из стали всех классов после воздушно-дуговой резки подлежат механической обработке (строжке, фрезерованию, обработке абразивным кругом и т. п.). Кромки деталей из стали класса С60/45 подлежат строжке или фрезерованию.
Приторцовываемые кромки деталей, независимо от способов резки и класса стали, подлежат строжке или фрезерованию.
Механическая обработка производится на глубину, обеспечивающую удаление дефектов поверхности, но не менее 2 мм; поверхности кромок не должны иметь надрывов и трещин. При обработке абразивным кругом следы зачистки должны быть направлены вдоль кромок.
Кромки деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С до минус 65° С включительно, — 0,5 мм.
1.18. Кромки деталей после машинной кислородной и плазменно-дуговой резки, не подлежащие сварке или неполностью проплавляемые при сварке, по шероховатости поверхности реза должны соответствовать второму классу по ГОСТ 14792 — 69 и во всех случаях не иметь неровностей, превышающих 0,3 мм.
Величина неперпендикулярности сопрягаемых кромок устанавливается по третьему классу ГОСТ 14792 — 69, но не более 2 мм.
Кромки деталей, работающих на растяжение, из низколегированной стали классов до С60/45 включительно, а также кромки всех расчетных деталей в конструкциях, непосредственно воспринимающих динамические или вибрационные нагрузки, либо эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, подлежат механической обработке в соответствии с указаниями пп. 1.17 и 1.86 настоящей главы. Отдельные места с высотой неровностей, превышающей 0,3 мм, а также выхваты, не выводящие размер детали за пределы допусков, в количестве не более одного на 1 м длины реза, допускается исправлять плавной зачисткой.
Кромки деталей из углеродистой стали класса С38/23, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, допускается исправлять плавной зачисткой.
Примечание. В конструкциях, работающих на статическую нагрузку, допускается исправлять кромки, в которых имеются выхваты, заваркой по специальной технологии с последующей зачисткой мест исправления.
1.19. Кромки деталей, работающих на растяжение, из низколегированной стали классов до С60/45 включительно всех толщин и из углеродистой стали толщиной свыше 10 мм, кромки фасонок ферм из стали всех классов, а также кромки всех расчетных деталей в конструкциях, воспринимающих динамические нагрузки либо возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, после резки на ножницах подлежат механической обработке в соответствии с указаниями пп.1.17 и 1.86 настоящей главы.
Остальные кромки после резки на ножницах не должны иметь неровностей, заусенцев и завалов, превышающих 0,3 мм, и трещин.
1.20. При температуре окружающего воздуха ниже минус 15°С кислородную резку кромок, подлежащих в дальнейшем механической обработке, деталей из низколегированной стали классов до С60/45 включительно следует производить с подогревом металла в зоне реза до 100° С.
1.21. При обработке кромок под сварку допускается применение резки (без последующей обработки) способами, обеспечивающими соблюдение допусков на размеры и форму .подготовки кромок, при этом отклонения прямолинейных кромок от проектного очертания определяются допусками на зазоры, установленными ГОСТ 5264 — 69, ГОСТ 8713 — 70 и ГОСТ 14771 — 69. После воздушно-дуговой резки стали классов С52/40 и С60/45 и после кислородной резки стали класса С60/45 необходима зачистка кромок абразивным инструментом.
Скосы по толщине на концах растянутых деталей (при сопряжении деталей разной толщины) в конструкциях, воспринимающих динамическую нагрузку, не должны иметь после механической обработки ступенек и поперечных по отношению к усилию рисок. Рекомендуется обрабатывать эти скосы при помощи фрез. Неровности и риски в детали, полученные после поперечной строжки, должны быть сглажены абразивной обработкой вдоль усилия.
1.22. На заготавливаемые детали основных элементов конструкций, оговоренных в чертежах КМ и КМД или в дополнительных правилах настоящей главы, переносятся краской номера плавок.
1.23. Отклонения от заданных проектом размеров деталей, отправляемых на монтаж, не должны превышать величин, приведенных в табл. 8 настоящей главы.
Резка и другие способы подготовки кромок
Резка материалов - процесс разъединения материала на части, размеры которых являются основой для получения элемента конструкции, а также для удаления некоторых объемов материала для получения заданной формы и размеров детали. Одной из разновидностей резки материалов является подготовка кромок материала под сварку. Как правило, для наиболее широкого применяемых методов сварки для подготовки металлических элементов под сварку разделку кромок осуществляют, если их толщина превышает 5 мм. При толщине до 5 мм сварку могут осуществлять без разделки кромок с зазором (для лучшего провара) или без зазора, если тепловая энергия источника нагрева достаточна для провара материала. Резка материалов может осуществляться механическим оборудованием (гильотинные и вибрационные ножницы, токарные, строгательные и фрезерные станки, механические ножницы), газопламенным способом, электродуговыми, газоэлектрическими и лучевыми методами.
Обзор процессов подготовки кромок
Механическая резка материалов основана на преодолении их сопротивления противостоять воздействию более твердого материала (инструмента). Механическая резка отличается от других методов резки более точным изготовлением детали нужных размеров и форм. С увеличением толщины характеризуется снижением производительности и низкой экономичностью. Механическая резка практически не используется применительно к деталям криволинейной и сложной формы. При подготовке кромок может использоваться на заключительной стадии, когда производится доводка детали до нужного размера и формы или для удаления продуктов других процессов с поверхности, которая подлежит сварке.
Пламенная резка является самим распространенным видом обработки металлов. Особенно получила распространение кислородная резка металлов, широко применяющаяся в металлургической и машиностроительной промышленности. Процесс кислородной резки основан на сгорании металла (стали и сплавы титана) в струе кислорода и удалении этой струёй образующихся окислов. При этом осуществляется непрерывный подогрев металла газовым пламенем. Процесс резки начинается с нагревания металла в начальной точке реза до температуры, достаточной для воспламенения (начала интенсивного окисления) данного металла в кислороде, которая несколько ниже температуры его плавления. Так для низкоуглеродистой стали температура воспламенения составляет 1350°С – 1360°С. С повышением содержания углерода или других легирующих элементов эта температура понижается. Нагрев осуществляется подогревающим пламенем, образуемым при сгорании горючего газа или жидкости в кислороде. Когда температура нагрева металла достигает требуемой величины, пускается струя технически чистого (98 - 99 %) кислорода. Время нагрева зависит от вида горючего газа или жидкости. Наименьшее время подогрева у ацетиленово-кислородного пламени. Струю кислорода, выходящего обычно из центрального канала мундштука и идущего непосредственно на сжигание металла и удаление окислов, принято называть струёй режущего кислорода в отличие от кислорода подогревающего пламени, выходящего в смеси с горючим газом из дополнительных сопел для подогрева. Направленный на нагретый участок металла режущий кислород вызывает немедленное интенсивное окисление верхних слоев металла, которые, сгорая, выделяют значительное количество теплоты и нагревают до воспламенения в кислороде лежащие ниже слои. Таким образом, процесс горения металла в кислороде распространяется по всей толщине разрезаемого листа или заготовки. Образующиеся при сгорании металла окислы, будучи в расплавленном состоянии, увлекаются струёй режущего кислорода и выдуваются ею из зоны реакции. Стекая в образуемый в металле разрез и соприкасаясь с лежащими ниже слоями металла, окислы отдают металлу часть своей теплоты, производя дополнительный подогрев его и способствуют непрерывности процесса резки.
Газовой резке поддаются не все металлы, а только те из них, которые удовлетворяют следующим основным условиям:
1. Температура плавления металла должна быть выше температуры его воспламенения в кислороде. Считается, что сталь, содержащая до 0,45% С и его эквивалента, хорошо поддается газокислородной резке, свыше 0,45% С и до 0,7 % Сэкв удовлетворительно и нуждается в подогреве, свыше 0,7 % С экв плохо режется.
2. Температура плавления окислов металла должны быть ниже температуры плавления самого металла и температуры, которая развивается в процессе резки данного металла. Примером таких металлов, окислы которых имеют температуру плавления на много выше температуры плавления самого металла, могут служить высокохромистые и хромоникелевые стали, на поверхности которых образуется окисел хрома Cr2O3 с температурой плавления 2000°С; сплавы алюминия, образующие окисел алюминия Аl2О3 с температурой плавления 2050°. Все эти металлы обычному процессу газовой резки не поддаются.
В таблице ниже приведены температуры плавления наиболее распространенных в технике металлов и их окислов.
| Металл | Температура плавления металла (°С) | Окись металла | Температура плавления окиси металла (°С) |
| Железо | 1535 | Закись железа | 1370 |
| Малоуглеродистая сталь | 1500 | Закись железа | 1370 |
| Высокоуглеродистая сталь | 1300-1400 | Закись железа | 1370 |
| Высокохромистые и хромоникелевые стали | Окись хрома Cr2O3 | 2000 | |
| Серый чугун | 1200 | Закись железа | 1370 |
| Медь | 1083 | Окись меди | 1230 |
| Алюминий | 660 | Окись алюминия | 2050 |
| Цинк | 419 | Окись цинка | 1800 |
Примечание. Для сплавов приведенные температуры являются ориентировочные.
3. Количество теплоты, выделяющейся при сгорании металла в кислородной струе, должно быть достаточно для поддержания непрерывного процесса резки. При резке листовой малоуглеродистой стали количество теплоты развивающейся при сгорании железа и его примесей, составляет 70 % , а количество теплоты, вводимой в металл подогревающим ацетилено-кислородным пламенем, всего лишь 30% общего количества теплоты, выделяемой в процессе резки.
4. Теплопроводность металла не должна быть слишком высокой. В противном случае теплота подогревающего пламени будет недостаточной для воспламенения металла и процесс или не начнется, или будет прерываться. Примером могут служить такие теплопроводные металлы как медь и алюминий и их сплавы, резка которых затруднена.
5. Образующиеся окислы должны быть жидкотекучими. В противном случае шлак - продукт резки будет плохо удаляться из зоны резки и будет тормозить процесс резки. Так, например, чугун, содержащий кремний, плохо поддается резке в том числе и по причине образования окисла кремния SiО2, обладающего значительной тугоплавкостью и большим температурным промежутком изменения вязкости.
6. В металле, подвергаемом газовой резке, должно быть ограниченно количество примесей, препятствующих процессу резки (С, Сr, Si, и др.) и повышающих закаливаемость стали (Мо, W и др.).
При содержании углерода свыше 0,7% процесс газовой резки протекает с трудом, требует предварительного подогрева стали до Т = 400 - 700 °С, и делается совершенно невозможным при содержании углерода более 1..1,2%. Препятствие процессу резки высокоуглеродистых сталей и чугунов возникает также из-за значительного образования СО и CO2, загрязняющего режущий кислород и снижающий эффективность процесса окисления. Высокохромистые и хромистые стали также не поддаются нормальному процессу газовой резки.
Подогрев металла до его воспламенения может быть осуществлен любым способом, при котором поверхность изделия на небольшом участке может быть нагрета за возможно короткий срок до температуры 1300 - 1350°С. Требование к подогревающему пламени и эффективность подогрева им металла в начале и в процессе резки определяются такими параметрами:
Кислородно - флюсовая резка (КФР)
Применяют КФР при резке высоколегированных сталей, чугуне, сплавов меди и алюминия, зашлакованного металла, а также огнеупоров и железобетона. Процесс КФР основан на введении в зону реакции порошкообразного флюса, выделяющего дополнительное количество теплоты в резе за счет сгорания в кислородной струе металлических порошков.
Флюс из бункера подается к месту реза или непосредственно режущей струёй кислорода или кислородной струёй низкого давления, а затем в головке резака эта струя приходит инжектор и увлекается кислородом более высокого давления.
Дуговая резка
Дуговой или электрической резкой называют способы проплавления материала по заданной траектории с использованием теплоты, выделяемой электрическими источниками энергии. При этом могут быть применены нагрев электрической дугой (угольным, графитовым или металлическим электродом), контактным сопротивлением индукционный (резка с растяжением безгазовым способом или с применением кислорода или воздуха).
Плазменная резка
Сущность способа состоит в плавлении металла обрабатываемого объекта сжатой плазменной дугой и интенсивном удалении расплава струёй плазмы. Поток плазмы получают в плазмотронах. Для возбуждения плазмогенерирующей дуги служит электрод, располагаемый в дуговой камере. Столб дуги ориентируется по оси формирующего канала и заполняет практически все его сечения. В дуговую камеру подают рабочий газ (плазмообразующую среду). Газ, поступая в столб дуги, заполняющий формирующий канал, превращается в плазму. Вытекающий из сопла поток плазмы стабилизирует дуговой разряд. Газ и стенки формирующего канала ограничивают сечение столба (сжимают его), что приводит к повышению температуры плазмы до 20000. 30000°С. Применяют две схемы плазмообразования с использованием дуги прямого действия и косвенную дугу, когда объект обработки не включают в электрическую цепь.
В качестве рабочих плазмообразующихся сред при плазменно-дуговой резке используют азот, его смеси с водородом, кислород и его смеси с азотом, в особенности - сжатый воздух, иногда применяют гелий, углекислый газ, аммиак и воду.
Для резки стали наиболее целесообразно применение кислородосодержащих газов, в особенности сжатого воздуха. В результате поглощения кислорода металлом на поверхности реза в стали происходит растворение кислорода, снижающее температуру ее плавления, и развиваются экзотермические реакции окисления железа, обеспечивающие дополнительный приток теплоты.
Наряду с этим, расплавленный металл на кромках реза заметно насыщается другими газами, содержащимися в плазмообразующей и, отчасти, в окружающей среде. При этом может происходить выгорание легирующих элементов, заметное снижение их содержания у кромок и снижение прочностных, антикоррозионных и других свойств металла. Резка в водородсодержащих средах нередко сопровождается насыщением металла у кромок водородом. При воздушно-плазменной резке металл литого участка на кромках разрезаемой стали существенно насыщается азотом. Эти факты приводят к тому, что при последующей сварке таких кромок в сварных швах может возникнуть пористость.
Электронно-лучевая и лазерная резка
Находят применение и лучевые методы резки. Если в пятне нагрева концентрируется удельная мощность порядка 1х10 3 - 1х10 7 Вт/см 2 то в нем происходит интенсивный разогрев металла выше его температуры плавления. Электронно-лучевая и лазерная резка металлов основана на эффекте воздействия концентрированного потока энергии на поверхность тел. При этом часть потока энергии частично отражается от поверхности, а остальная часть энергии поглощается в тонком поверхностном слое, вызывая его нагрев, последующее плавление, горение, испарение и удаление расплава из зоны реза.
Резка водяной струей - альтернативный вид резки материалов, использующий кинетическую и динамическую энергию водяного потока. Поток формируется в специальном устройстве, основным элементом которого является сопло равного сопротивления. Вода подается в резак под возможно большим давлением. При резке развивается реактивная сила отдачи. В связи с этим резаки комплектуются различными устройствами для уравновешивания или скользящими креплениями к разрезаемому материалу. Могут использоваться различные - активные жидкости или добавки твердых дисперсных частиц, которые повышают производительность процесса.
Строжка дуговая и пламенная
Поверхностная резка находит весьма широкое применение в металлургической и металлообрабатывающей промышленности, в частности при удалении местных поверхностных дефектов в стальном литье и полупрокате, где производится снятие слоя металла с поверхности нагретых блюмов или слябов, а также в сварочном производстве при удалении местных дефектов в сварных швах, для подготовки кромок под сварку. При газопламенной строжке (струя кислорода подается к поверхности обработки под острым углом 20 - 30 °).На поверхности реза остается канавка, имеющая в поперечном сечении полукруглую или параболическую форму. Газопламенную строжку выполняют одной кислородной струёй в несколько проходов или в один проход одновременно несколькими струями. Для поверхностной резки хромистых сталей используют кислородно-флюсовую резку. Для этой цели используется дуговая воздушно - дуговая резка.
Здоровье и безопасность
При резке металлов воздушная среда производственных помещений может загрязняться аэрозолями, содержащими пыль, вредные газы и пары (газообразные фтористые и хлористые соединения, окись углерода, окислы азота, озона), а также окислы металлов. Применение открытого газового пламени, открытых дуг и струй плазмы, наличие брызг жидкого металла и шлака при резке не только создают возможность ожогов, но и повышают опасность возникновения пожаров. Работа электронно-лучевых установок связана с образованием мягкого рентгеновского излучения.
Мощное ультрафиолетовое или световое излучение сварочной дуги и плазмы при воздействии на глаза работающего может вызвать электроофтальмию, а при длительном воздействии инфракрасного излучения может развиться помутнение хрусталика - катаракта.
При выполнении резки металлов необходимо знать условия и требования, предъявляемые по охране труда и техники безопасности, изложенные в "системе стандартов безопасности труда", в правилах техники безопасности и производственной санитарии при выполнении всех видов работ в сварочном производстве.
Обработка металла
Металлы и их сплавы издавна используются человеком для изготовления инструментов и оружия, украшений и ритуальных предметов, домашней утвари и деталей механизмов.
Чтобы превратить металлические слитки в деталь или изделие, их требуется обработать, или изменить их форму, размеры и физико-химические свойства. За несколько тысячелетий было разработано и отлажено множество способов обработки металлов.

Особенности обработки металла
Многочисленные виды металлообработки можно отнести к одной из больших групп:
- механическая (обработка резанием);
- литье;
- термическая;
- давлением;
- сварка;
- электрическая;
- химическая.
Литье — один из самых древних способов. Он заключается в расплавлении металла и розливе его в подготовленную форму, повторяющую конфигурацию будущего изделия. Этим способом получают прочные отливки самых разных размеров и форм.
Про другие виды обработки будет рассказано ниже.
Сварка
Сварка также известна человеку издревле, но большинство методов были разработаны в последнее столетие. Сущность сварки заключается в соединении нагретых до температуры пластичности или до температуры плавления кромок двух деталей в единое неразъемное целое.
В зависимости от способа нагрева металла различают несколько групп сварочных технологий:
- Химическая. Металл нагревают выделяемым в ходе химической реакции теплом. Термитную сварку широко применяют в труднодоступных местах, где невозможно подвести электричество или подтащить газовые баллоны, в том числе под водой.
- Газовая. Металл в зоне сварки нагревается пламенем газовой горелки. Меняя форму факела, можно осуществлять не только сварку, но и резку металлов.
- Электросварка. Самый распространенный способ:
- Дуговая сварка использует для нагрева и расплавления рабочей зоны тепло электрической дуги. Для розжига и поддержание дуги применяют специальные сварочные аппараты. Сварка ведется обсыпными электродами или специальной сварочной проволокой в атмосфере инертных газов.
- При контактной сварке нагрев осуществляется проходящим через точку соприкосновения соединяемых заготовок сильным электротоком. Различают точечную сварку, при которой детали соединяются в отдельных точках, и роликовую, при которой проводящий ролик катится по поверхности деталей и соединяет их непрерывным швом.
![Дуговая сварка]()
С помощью сварки соединяют детали механизмов, строительные конструкции, трубопроводы, корпуса судов и автомобилей и многое другое. Сварка хорошо сочетается с другими видами обработки металлов.
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.
Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.
![Ультразвуковая обработка металла]()
Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
Особенности художественной обработки металлов
К художественным видам обработки металлов относят литье, ковку и чеканку. В средине XX века к ним добавилась сварка. Каждый способ требует своих инструментов и приспособлений. С их помощью мастер либо создает отдельное художественное произведение, либо дополнительно украшает утилитарное изделие, придавая ему эстетическое наполнение.
![Художественная чеканка]()
Чеканка — это создание рельефного изображения на поверхности металлического листа или самого готового изделия, например, кувшина. Чеканку выполняют и по нагретому металлу.
Способы механической обработки металлов
Большую группу способов механической обработки металлов объединяет одно: в каждом из них применяется острый и твердый по отношению к заготовке инструмент, к которому прикладывают механическое усилие. В результате взаимодействия от детали отделяется слой металла, и форма ее изменяется. Заготовка превышает размерами конечное изделие на величину, называемую «припуск»
Разделяют такие виды механической обработки металлов, как:
- Точение. Заготовка закрепляется во вращающейся оснастке, и к ней подводится резец, снимающий слой металла до тех пор, пока не будут достигнуты заданные конструктором размеры. Применяется для производства деталей, имеющих форму тела вращения.
- Сверление. В неподвижную деталь погружают сверло, которое быстро вращается вокруг своей оси и медленно подается к заготовке в продольном направлении. Применяется для проделывания отверстий круглой формы.
- Фрезерование. В отличие от сверления, где обработка проводится только передним концом сверла, у фрезы рабочей является и боковая поверхность, и кроме вертикального направления, вращающаяся фреза перемещается и вправо-влево и вперед-назад. Это позволяет создавать детали практически любой требуемой формы.
- Строгание. Резец движется относительно неподвижно закрепленной детали взад- вперед, каждый раз снимая продольную полоску металла. В некоторых моделях станков закреплен резец, а двигается деталью. Применяется для создания продольных пазов.
- Шлифование. Обработка производится вращающимся или совершающим продольные возвратно- поступательные движения абразивным материалом, который снимает тонкие слои с поверхности металла. Применяется для обработки поверхностей и подготовки их к нанесению покрытий.
![Шлифовка металла]()
Каждая операция требует своего специального оборудования. В технологическом процессе изготовления детали эти операции группируются, чередуются и комбинируются для достижения оптимальной производительности и сокращения внутрицеховых расходов.
Обработка давлением
Обработка металла давлением применяется для изменения формы детали без нарушения ее целостности. Существуют следующие виды:
Перед ковкой заготовку нагревают, опирают на твердую поверхность и наносят серию ударов тяжелым молотом так, чтобы заготовка приняла нужную форму.
Исторически ковка была ручной, кузнец разогревал деталь в пламени горна, выхватывал ее клещами и клал на наковальню, а потом стучал по ней кузнечным молотом, пока не получался меч или подкова. Современный кузнец воздействует на заготовку молотом кузнечного пресса с усилием до нескольких тысяч тонн. Заготовки длиной до десятков метров разогреваются в газовых или индукционных печах и подаются на ковочную плиту транспортными системами. Вместо ручного молота применяются кузнечные штампы из высокопрочной стали.
![Ковка]()
Для штамповки требуется две зеркальные по отношению друг к другу формы — матрица и пуансон. Тонкий лист металла помещают между ними, а потом с большим усилием сдвигают. Металл, изгибаясь, принимает форму матрицы. При больших толщинах листа металл нагревают до точки пластичности. Такой процесс называют горячая штамповка.
Во время штамповки могут выполняться такие операции, как:
- гибка;
- вытягивание;
- осаживание;
- и другие.
С помощью штамповки выпускают широчайший ассортимент изделий — от корпусов бытовой техники до колесных дисков и бензобаков.
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой.
Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.
Для раскроя листов металла применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки . Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.
![Лазерная резка]()
В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Химическая обработка металлов для повышения защитных свойств материала
Химическая обработка металла — это воздействие на него специальными веществами с целью вызвать управляемую химическую реакцию.
Выполняются как подготовительные операции для очистки поверхности перед сваркой или покраской, так и как финишные отделочные операции для улучшения внешнего вида изделия и защиты его от коррозии.
![Цинкование металла]()
С помощью электрохимической обработки гальваническим методом наносят защитные покрытия.
Термические виды обработки металлов
Термическая обработка металлов применяется для улучшения их физико-механических свойств. К ней относя такие операции, как:
- отжиг;
- закалка;
- отпуск;
- старение;
- нормализация.
![Термическая обработка стали]()
Термическая обработка стали
Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Отжиг
Заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи.
Отжиг снижает твердость стали, но существенно повышает пластичность и ковкость.
![Обработка металла]()
Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.
Закалка
При закалке заготовку прогревают до температуры пластичности и держат в таком состоянии в течение определенного времени, за которое стабилизируются внутренние структуры металла. Далее изделие быстро охлаждают в большом количестве воды или масла. Закалка существенно повышает твердость материала и снижает его ударную вязкость, повышая, таким образом, и хрупкость. Применяют для элементов конструкций, подверженных большим статическим и малым динамическим нагрузкам.
Отпуск
Проводится после закалки. Образец нагревают до температуры, несколько меньшей температуры закалки, и охлаждают медленно. Это позволяет компенсировать излишнюю хрупкость, появившуюся после закалки. Применяется в инструментальном производстве
Старение
Искусственное старение заключается в стимуляции фазовых превращений в массе металла. Его проводят при умеренном нагреве для придания материалу свойств, возникающих при естественном старении за долгое время.
Нормализация
Нормализация проводится для повышения ковкости без заметного снижения твердости за счет приобретения сталью мелкозернистой структуры.
Ее применяют перед закалкой и для повышения обрабатываемости резанием. Проводят так же, как и отжиг, но остывает заготовка на открытом воздухе.
Разделка кромок под сварку: назначение и порядок выполнения
Надежность сварного шва зависит от глубины провара металла. При монтаже деталей толще 3 мм предусмотрено предварительное оформление краев – разделка под сварку. Когда кромки скошенные, формируется глубокая ванна расплава, образуется надежный диффузный слой. Процесс подготовки металла перед свариванием оговаривается в стандартах. Все они перечислены в одном из разделов статьи.
![Разделка кромок под сварку]()
Назначение разделки кромок под сварку
Правильно сформированная ванна – залог прочного соединения сварных деталей, образуется глубокий однородный слой, после кристаллизации в диффузном слое не возникает внутренних напряжений.
Процессом разделки кромок под сварку подразумевают изменение геометрии стыка, его увеличивают с одной или двух сторон. Разделку выполняют с целью упрочнения соединения толстых деталей, проварить встык на всю глубину невозможно. Появляется доступ к центральной части шва, увеличивается размер ванны расплава.
При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва.
Подготовка заготовок под разделку
Торцевые поверхности зачищают, убирают:
- загрязнения, снижающие качество соединений;
- оксидную тугоплавкую пленку;
- следы ржавчины;
- пятна маслянистых жидкостей, они приводят к браку.
С металла снимают слой до 2 мм.
Зачистка бывает двух видов:
- механическая заключается в обработке стальными щетками, наждачной бумагой, напильниками, абразивным инструментом (работы производят вручную или используя специальный инструмент);
- химическая проводится для растворения загрязнений и оксидной пленки, применяют органические растворители, кислоты.
Второй этап подготовки металла – разделочные операции, обеспечивающие доступ ко всей области стыка.
Подготовка заготовок под разделку кромок обязательна!
Виды предварительных операций:
- ручная правка, необходима для соединения плит, проводится молотком;
- механическая заключается в прокатке на правильных вальцах, устраняются складки, коробления, неровности;
- разметка проводится при ремонтных работах, криволинейных швах, когда нужно сверлить отверстия для крепежа;
- термическая подготовка, некоторые металлы предварительно прогревают для увеличения пластичности, упорядочивания внутренней структуры металла, снятия остаточных напряжений.
Подготовка кромок бывает трех видов:
- без разделки, поверхности хорошо зачищают, укладывают на определенном расстоянии;
- с разделкой, снимают фаски с одной или двух сторон, с одной детали или обеих, или делают угловой скос граней;
- с отбортовкой – сглаживают острые края.
Формы скосов кромок
Стоит рассмотреть различные виды оформления торцов, зависит от толщины заготовки, физических свойств металла, способа сварки.
V-образная
![V-образный скос]()
Самая популярная разделка, практикуется для всех видов сварки, пластин толще 3–5 мм. Заключается в симметричном скосе краев у одной и другой заготовки. Используются все существующие виды обработки.
X-образная
![X-образный скос]()
Такая разделка толстых пластин проводится при двухстороннем соединии. По сути – это два встречных V-образных соединения, металл проваривается на всю глубину. Образуется шов, способный работать под нагрузкой. Шов наплавляется слоями, валики образуются широкими. Рекомендованный угол скоса – 45 или 60° в зависимости от физических свойств заготовок. Для вязких нужен большой скос, текучие варят с наименьшим углом скоса.
Х- и К-образные скосы делают на заготовках толщиной от 12 до 40 мм. При ручной сварке стальных заготовок плавящимися электродами скашивают кромки свыше 5 мм, при односторонней или симметричной разделке совокупный угол должен быть не менее 60°, но не более 80°. Наклон влияет на прочность шва.
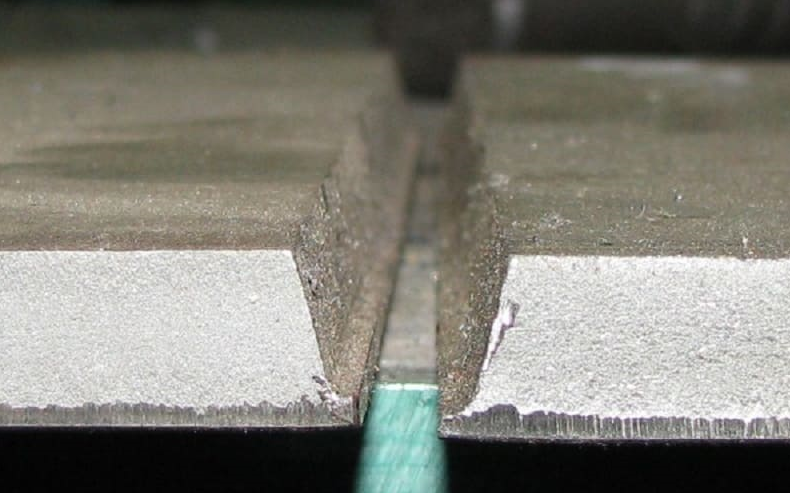
U-образная
![U-образный скос]()
Края разделывают с одной или двух сторон. Сделать углубление правильной формы новинкам бывает сложно, для этого требуется практика. Особенностью такой разделки заготовок толщиной от 20 до 60 мм считают экономию расходных материалов, быстрый провар. При U-образном оформлении скоса образуется ровный шовный валик, зона термического влияния меньше, чем при V-образной разделке.
K-образная
![K-образный скос]()
Этот способ оформления краев толстостенных деталей схож с Х-образной разделкой. К-образная предусматривает скос кромок только одной из заготовок, метод применяется при двухсторонней сварке. Нужно учитывать, что деталь со скошенными гранями прогревается сильнее.
Односторонняя применяется для стыковых и угловых швов (V или U), двухсторонняя при стыковой, когда заготовки проваривают снизу и сверху (K или X). Угол скоса кромок под сварку зависит от вида сварочного оборудования:
- для газовой рекомендуемый угол наклона в пределах 45°;
- электродуговой – 30-35°.
Притупление краев делается на высоту от 1 до 3 мм.
Способы обработки кромок
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачку;
- с использованием механизации: а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке; б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование; в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами: а) газовым резаком (газовая завершается ручной доводкой); б) плазмотроном, (плазменная обрезка кромок самая точная).
Методы подготовки деталей зависят от толщины металла, типа соединения, регламентированы системой ГОСТ:
Для электродуговой сварки применяется ручная, механическая, термическая обработка кромок. Лазерная требует тщательной очистки металла, края будущих швов после разделки дополнительно протравливают, затем промывают, просушивают.
Еще один важный нюанс: на скосах не должно быть острых краев, они могут стать причиной прожженных деталей или непроваренных швов. Острые края обязательно скругляют.
Разделка кромок под сварку труб
Вид подготовки краев зависит от расположения свариваемых деталей, типа сварного соединения. Трубы соединяют:
- стыковкой с соблюдением соосности;
- под определенным углом;
- внахлест, если меняется диаметр трубопровода или приваривается фланец.
При монтаже трубы соединяют между собой и арматурными элементами – важными частями трубопроводов (врезают заглушки, отводы, фитинги, уголки, краны, приборы учета и др.).
В стандарте регламентирована механическая и химическая подготовка поверхности, подготовка краев толстостенных заготовок.
Отводы приваривают встык со скосом одной или двух кромок с наклоном 45° к оси трубы. Угловые швы варят без снятия фаски. Отводной штуцер присоединяют внахлест или угловым швом, предусмотрена односторонняя подготовка кромок. При сварке труб угол раскрытия 60 –70°, размер притупления 2–2,5 мм, величина зазора 2–3 мм.
Зная особенности подготовки кромок, можно получать надежные стыковые, угловые соединения, сваривать металл внахлест. При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва. Особенно важно правильно подготовить заготовки из сильно текучих и слишком вязких металлов.
Как подготовить металл к сварке
Сварка – последний этап монтажа металлоконструкций. Процесс подготовки металла под сварку включает в себя несколько технологических операций. Сначала заготовки выкраивают из проката, придают им окончательную форму, изгибают под нужным углом. Для получения прочных соединений, однородных по структуре, во время подготовки деталей с поверхности удаляют окислы. Температура плавления оксидов обычно выше, чем у сплава. Если не снять верхнюю пленку, сложно будет сформировать ванну расплава.
Немаловажный этап подготовки – укладка заготовок будущей конструкции. Их надежно фиксируют, только затем приступают к сварке. В небольшом обзоре рассказывается об особенностях каждого из этапов подготовки деталей к работе.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой. Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным.
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Разметка
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
![Этап разметки проводится вручную или с помощью специальных устройств]()
Резка
Это обязательная процедура подготовки деталей, если сварка делается по чертежам. Для работы с металлом применяют различное оборудование:
- ручное (резак, ножницы по металлу), используется для простых геометрических форм из листового или ленточного проката;
- электроинструмент (пила, болгарка, дрель или шуруповерт с фрезой-насадкой);
- термическое (кислородный или газовый резак, дуговую сварку, плазмотрон), можно делать прямые и кривые резы.
Термическая резка состоит в расплавлении металла по заданному контуру. При поточном производстве используют полуавтоматы и автоматы.
При резке металла делают припуски для зачистки и разделки кромок. Раскрой ножницами – самый кропотливый и малопродуктивный. Сварщики чаще применяют термическую резку.
![При резке металла делают припуски для зачистки и разделки кромок]()
Зачистка
Технология зачистки металла перед сваркой подразумевает снятие:
- ржавчины, чтобы избежать включений в диффузном слое;
- следов смазки, масла, органика снижает качество сварки;
- заусенцы, частички металла, они могут стать причиной брака;
- загрязнения, ухудшают структуру шва;
- оксидный слой, он препятствует образованию ванны расплава.
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты. Даже незначительные включения в ванне расплава приводят к браку. Для снятия оксидов, обезжиривания цветных металлов применяют химические вещества: всевозможные растворители, спирт, кислоту. Для работы с алюминием, цветными и высоколегированными сплавами, берут новую щетку, чтобы в ней не было микрочастичек углеродистой стали. На отливках перед сваркой удаляют литейную корку, на штампованных заготовках – слой окалины.
![Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты]()
Для зачистки используют металлические щетки, наждачную бумагу, напильник, любые абразивные инструменты
Подготовка кромок
Толстостенные заготовки без предварительной подготовки тщательно не проварить, жидкий металл будет растекаться по поверхности, не проникая в стык. Соединение получится хрупким, при небольшой нагрузке сломается. Немаловажный момент подготовки – скругление острых краев. Необходимо сглаживать высоту металла 2 –3 мм в зависимости от толщины детали.
Подрезка кромок производится вручную, механически или с использованием горелок. Холодные технологии предпочтительнее, кромка получается ровнее. Тип и угол разделки зависит от применяемых расходников, вида сварочного оборудования. Размеры кромок указаны в соответствующих ГОСТах.
![Цель подготовки кромок к сварке – обеспечить доступ к корню шва]()
Цель подготовки кромок к сварке – обеспечить доступ к корню шва. У тонкостенных заготовок толщиной до 3 мм только выравнивают торцы. С зазором до 2 мм проваривают 4 мм детали, если они толще, швы делают с двух сторон. На кромках толстостенных деталей снимают фаску или делают скос. Для односторонней сварки стыки делают в виде буквы V или U, при двухсторонней – в форме Х или К. Величина угла сопряжения от 45 до 60°. Если сваривают детали разной толщины, срезают только толстостенную заготовку. Важно правильно выбрать угол скоса, от него зависит:
- глубина проварки металла;
- величина шовного валика;
- расход электродов или наплавочной проволоки.
Подрезка кромок производится вручную, механически или с использованием горелок.
Гибка
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.
![Радиус сгиба должен превышать толщину профиля иди детали в 25 раз]()
Сборка деталей под сварку
Подготовленные заготовки нужно зафиксировать в определенном положении. Это касается плоских и объемных конструкций. Заготовки надежно скрепляют, чтобы избежать деформации при сварке.
Величина зазора зависит от линейного расширения сплава. При сборке деталей под сварку придерживаются нескольких правил:
- к рабочей зоне должен быть максимально свободный доступ;
- сопряжения укрепляют специальными приспособлениями так, чтобы исключить сдвиг;
- все повороты, изменения положения конструкции в пространстве сводятся к минимуму;
- сборка под сварку сложных конструкций осуществляется поэтапно;
- жесткую фиксацию обеспечивают прихватки на расстоянии 30–80 см друг от друга или беглый шов;
- полужесткую или временную – струбцина, магнитные уголки, клинья, планочные гребенки, другие приспособления;
- объемные связи закрепляют болтовыми соединениями.
Прихватка – небольшой шов длиной от 50 до 100 мм, производится расходными материалами, приготовленными для работы. Если используется защитная атмосфера, прихватки тоже делаются в облаке газа. Детали при подготовке желательно соединять с противоположной основному шву стороны. Если прихватки сделаны снаружи, перед сваркой их хорошо зачищают, снимают окалину и верхний оксидный слой. Удобно использовать специальное устройство для точечной сварки, в месте контакта образуется однородный слой.
При подготовке заготовок сложной геометрической формы вместо прихваток делается беглый шов, не превышающий по глубине половины основного. Он зачищается при обработке корня основного шва.
Сборка предусматривает непроизводительные расходы, потерю времени, сил. Однако от надежности положения заготовок зависит прочность металлоконструкции.
![Подготовленные заготовки нужно зафиксировать в определенном положении]()
Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Читайте также: