Какой диаметр сопла на краскопульте нужен для покраски металла
Обновлено: 04.10.2024
Справедливости ради заметим, кроме пневматических («питающиеся» воздухом от компрессоров), существуют и электрические устройства (работающие от сети). Однако именно пневмокраскопульты обладают большей популярностью.
Кратко о пневматических краскопультах - принцип работы
Конструктивно инструмент довольно прост. Он состоит из распылителя в форме пистолета и рабочего бачка для краски. Для подключения к источнику сжатого воздуха (компрессору) используется гибкий шланг.
В процессе работы воздух подается вместе с краской, которая выдувается из сопла, рассеиваясь на мельчайшие частицы. Поток краски имеет определенную форму (факел), по которая зависит от технологии распыления.
Лучший пневмокраскопульт по технологии распыления
- HP(от англ. high pressure - высокое давление)
- HVLP(от англ. high volume low pressure – большой объём, при малом давлении)
- LVLP(от англ. low volume low pressure – малый объём, при малом давлении)
Теперь будьте предельно внимательны. Каждая технология имеет свои плюсы и минусы.
Пневматические краскопульты HP. Устройства отличаются высоким давлением на выходе, которое может достигать до 1,5 атм. Такая особенность при водит к большому расходу воздуха. Тем не менее, образующийся факел достаточно широк. Он позволяет быстро и равномерно нанести лакокрасочное покрытие.
- Окраска занимает мало времени
- Превосходное качество распыления
- Однородный красочный факел
- Большой расход воздуха – необходим мощный компрессор
- Высокое давление требует определенных навыков обращения
- До 60% краски уходит в «красочный туман»
- Высокая загрязненность воздуха обязует использовать средства защиты
- Экономия – теряется до 30% краски.
- Хорошее качество покрытия
- Высокая стоимость относительно моделей HP
- Большой расход воздуха – также требует мощный компрессор в тандеме
- Минимальное значение потери - до 20% краски
- Хорошее качество покрытия
- Устойчивость к переменам давления
- Низкое потребление воздуха
- Высокая стоимость
- Требует навыка работы
Пневмокраскопульт LVLP часто выбирают опытные мастера автосервиса из-за экономии, возможности нанесения краски вблизи и отсутствие необходимости в полировке, что не является редкостью.
Говоря о HLVP отметим, что такие пневматические устройства – нечто среднее между HP и LVLP.
Важно знать – диаметр дюзы (сопла) краскопульта
Как вы уже поняли, технологии распыления – не единственное, что нужно учитывать. У данного пневматического инструмента есть такой параметр как диаметр сопла (дюзы). Он должен соответствовать плотности материала для нанесения.
Здесь все просто – воспользуйтесь таблицей:
| Диаметр дюзы | Материал для нанесения |
| 1,7-2,0 | Шпатлевка, густые материалы |
| 1,5-1,7 | Акриловые грунтовые покрытия |
| 1,4-1,5 | Акриловые краски / лаковые покрытия |
| 1,2-1,3 | Базовые покрытия, краски металлик |
Краскопульты могут быть как с монолитными наконечниками, так и со сменными соплами.
Для бытовых потребностей по популярности выигрывают сопла с дюзами 1.5 мм – они походят практически для всех разновидностей лакокрасочных покрытий, обеспечивают хорошую скорость и качество покраски.
Бачок краскопульта – Верхний или Нижний, Пластиковый или Металлический
Расположение бачка существенно не отражается на работе пневматического аппарата для покраски. Вариант с нижним бачком выбирают те, кому так удобнее работать. Его можно поставить на поверхность, и он не загораживает обзор мастеру. Что же касается верхнего – он использует всю краску до последней капли.
По материалу чаще востребованы краскопульты с пластиковыми бачками. Они подходят для водоэмульсионных и акриловых красок, обладают меньшим весом, чем металлические и помогают следить за остатками внутри.
А теперь, внимание! Металлические варианты обязательны для красок на основе растворяющего вещества. Они тяжелее, но здесь выбор обусловлен необходимостью. Это стоит запомнить.
Объем бачка выбирают на свое усмотрение. Кому-то понравится работать больше времени без обновления краски, а кто-то решит, что большой вес станет помехой в работе.
Выбор компрессора для краскопульта по производительности и объему ресивера
Ну и, конечно, возможностей вашего компрессора должно хватать для обеспечения краскопульта. Работа со слабеньким компрессором отразится на качестве покраски – в виде капель и подтеков.
Напомним основную формулу соответствия компрессора и пневмоинструмента: производительность компрессора на выходе должна быть на 20 процентов больше среднего расхода воздуха краскопультом.
Для краскопульта MASTER G 600 с расходом воздуха 198 л/мин нужен компрессор с производительностью на выходе 198 л/мин + 20% = 238 л/мин.
Так как производитель обычно указывает производительность на входе, то нужно применить коэффициент понижения. Для ременного компрессора это 0,75, для коаксиального 0,65.
То есть нам нужен коаксиальный компрессор 238/0,65= 366 л/мин или ременной 317 л/мин.
Что касается объема ресивера, то 24-50 литров – золотая середина между компактностью и частотой включения при непрерывной работе. Этого вполне достаточно даже профессиональным ремонтникам.
И еще немного советов:
- Для удобства и более тонкой работы выбирайте краскопульты оснащенные регулировками – расхода воздуха, расхода ЛКМ, формы факела. Например, настройка факела на краскораспылителе поможет получить более широкое покрытие.
- Работа краскораспылителем требует тщательной очистки выходящего из компрессора воздуха от масла, которое неизбежно в нем будет. Если ваш компрессор не безмаслянный, нужно озаботиться очисткой воздуха от масла – установить на выходе фильтр
Настройка краскопульта: рабочее давление, подача краски, размер факела, диаметр сопла

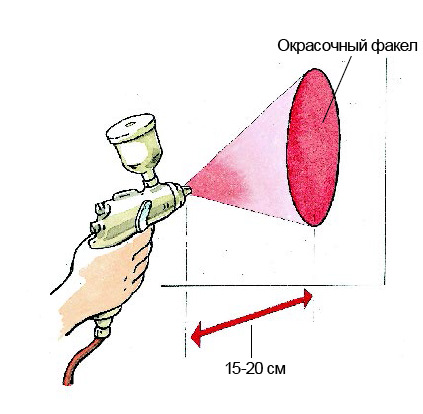
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
Устройство и особенности конструкции окрасочных пистолетов
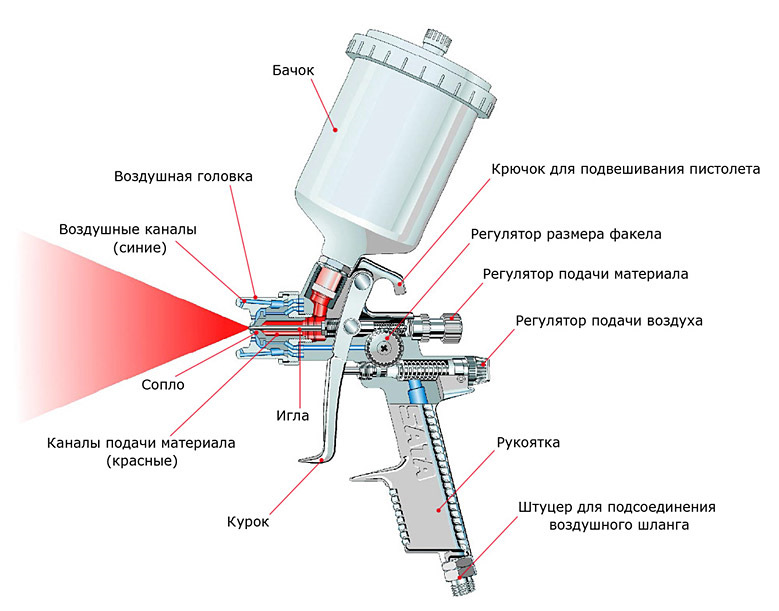
Конструкция окрасочных пистолетов включает в себя:
-корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами,
-спусковой рычаг, управляющий переключением клапанов,
-выходное сопло для смесеобразования и формирования факела требуемой формы,
-резервуар (бачок) для краски,
-регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.
К особенностям конструкции можно, пожалуй, еще отнести механизм спускового рычага. Он устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
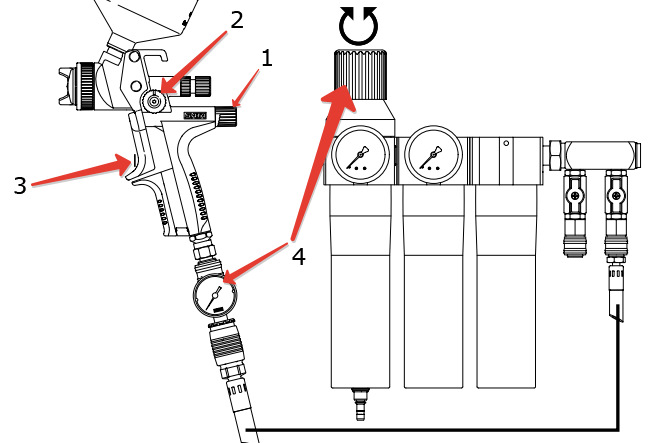
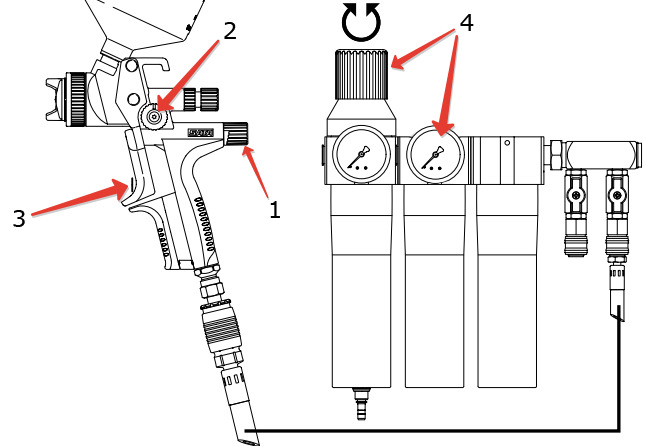
Функции и расположение регуляторов
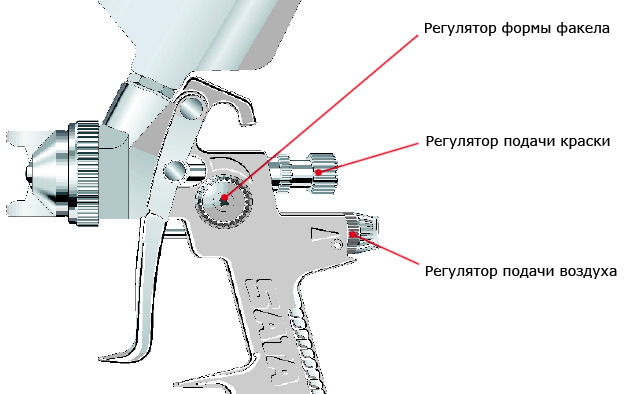
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
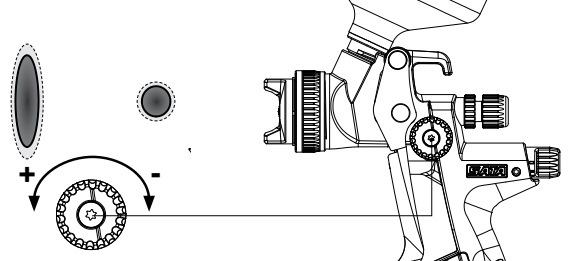
-Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела.
-Второй ответственен за регулировку хода иглы и количество подаваемого материала.
-На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.
Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
-конвенциональные (высокое давление);
-HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
-LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление).
На сегодняшний день наиболее прогрессивными, экономичными и удовлетворяющими экологическим требованиям являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится непосредственно на деталь. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр являются недешевыми, можно легко подсчитать, сколько денег сбережет для вас подобный краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.

К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).
3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже.
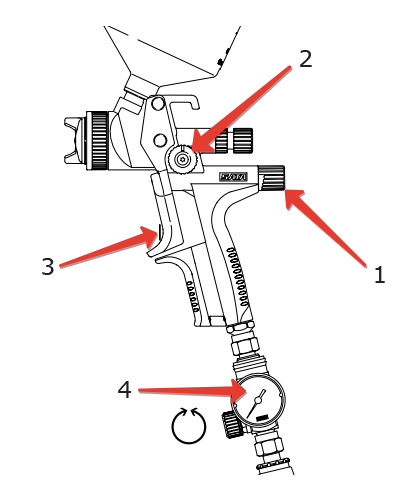
Если пистолет оборудован встроенным манометром
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.

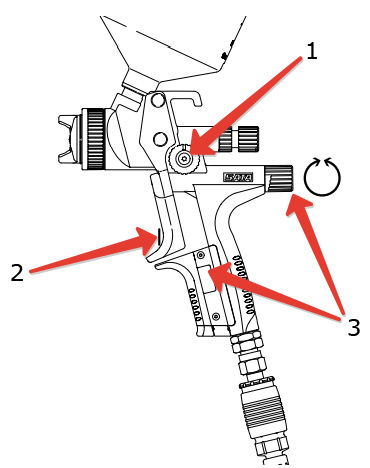
Если манометр без регулятора
Если манометра нет вообще. Наименее точный способ
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».
Максимальный размер факела можно получить только при достаточной подаче ЛКМ.
Подача краски
пять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Диаметр сопла
Немаловажен для маляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
-базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3);
-акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
-жидкие первичные грунты — 1,3-1,5 мм;
-грунты-наполнители — 1,7-1,8 мм;
-жидкие шпатлевки — 2-3 мм;
-антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов).
Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм.
Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать».
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
-тест правильности формы отпечатка факела;
-тест на равномерность распределения краски в факеле;
-тест на качество распыления.
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.
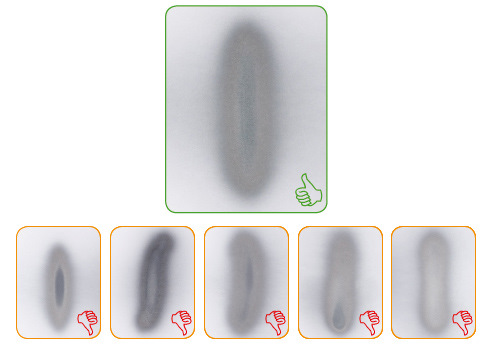
Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.

Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центральной части факела. Образцы правильного и неправильного распределения материала приведены ниже.
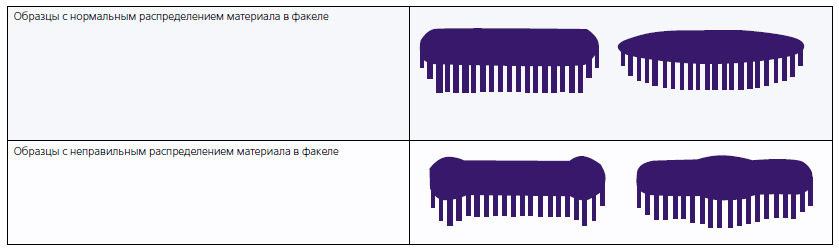
Следует иметь ввиду, что существуют воздушные головки, специально разработанные для распыления с высокой концентрацией в центре факела.
Тест на качество распыления
Чтобы окончательно убедиться, что наш пистолет наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий, собственно, сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью проводим включенным распылителем. Размеры капель краски в полученной полосе могут нам кое-что сказать.

Во-первых, не нужно пытаться добиться очень мелких капелек одинакового размера. Размер капель зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные, можно считать нормальным. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель слегка уменьшается.
Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений.
При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела.
Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту.
Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта).
Сопло краскопульта должно соответствовать вязкости распыляемого материала.
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.
Подбор сопла (дюзы) для краскопульта

Для того чтобы рационально расходовать ЛКМ, важно правильно подобрать сопло и знать основные особенности техпроцесса и окрашиваемого материала. Выбор правильного сопла особенно важен для достижения максимальной производительности, так как сопло определяет поток жидкости и размер пятна распыла. Использование правильного сопла обеспечивает максимальный контроль и минимальный перерасход краски, что означает более высокую скорость работы.
Выбор правильного сопла очень важен для получения качественного покрытия независимо от того, какой материал наносится. Следует уточнить, чтобы правильно выбрать окрасочное сопло, необходимо учесть несколько факторов; вязкость материала, максимальный расход окрасочного материала и наилучший размер отпечатка.
Во-первых , убедитесь, что расход лакокрасочного материала сопла сопоставим с производительностью окрасочного аппарата. А также, что окрасочный пистолет поддерживает данный вид сопла. Например, сопло размером 0,017” имеет расход лакокрасочного материала 1,17 л/мин. Аппарат должен обладать не меньшей производительностью.
Во-вторых, определите тип материала для нанесения. Более низкая вязкость материала требует сопла с меньшим диаметром. Более вязкие материалы, как латекс, требуют сопла с большим диаметром. Для ЛКМ на основе смол, уретанов, полимеров, битумных и эпоксидных материалов требуются сопла размером больше чем 0,079”.
Подобрать сопло (форсунку) в нашем каталоге












Сопла для пневматических краскопультов
| Применение (материал) | Маркировка сопла |
| Базовые эмали | 1,3 – 1,4мм |
| Акриловые эмали и прозрачные лаки | 1,4 - 1,5мм |
| Жидкие первичные грунты | 1,3 - 1,5мм |
| Грунты-наполнители | 1,7 - 1,8мм |
| Жидкие шпатлёвки | 2 - 3мм |
| Антигравийные покрытия (специальный распылитель антигравийных материалов) | 6мм |
Сопла ACF3000 для комбинированных безвоздушных краскопультов
| Применение (материал) | Щелевой Фильтр | Цвет фильтра | Маркировка сопла |
| Природные красители | Щелевой фильтр 200 ячеек | X | 7/10 7/20 7/40 |
| Бесцветные лаки | Щелевой фильтр 200 ячеек | X | 9/20 9/30 9/40 9/50 9/60 |
| Лаки на основе синтетических смол. Лаки на основе PVC | Щелевой фильтр 100, 200 ячеек | X | 11/10 -11/80 |
| Лаки. Грунтовочные лаки. Грунтовки. Наполнители | Щелевой Фильтр 100 ячеек | XX | 13/10-13/80 |
| Наполнители. Антикоррозионные краски | Щелевой Фильтр 60, 100 ячеек | XX | 15/10-15/80 |
| Антикоррозионные краски. Латексные краски | Щелевой Фильтр 60, 100 ячеек | XX | 17/20-17/80 |
| Антикоррозионные краски. Латексные краски | Щелевой Фильтр 60 ячеек | XX | 19/20-19/80 |
| Клей. Цинконаполненные краски. Флуоресцентные краски | Щелевой Фильтр 60 ячеек | X | 21/20-21/80 23/40-23/80 25/40-25/80 27/70-27/80 29/40-29/80 31/40-31/80 3/40-35/80 |
Маркировка: например, сопло 7*/10**
*проходное сечение ( 7 – 0.007 дюйма или 0.18 мм)
** угол распыления (10 градусов, что равняется 5см факела)
0,007" - 0,011"— для покраски деревянных изделий лаками и морилками, для нанесения жидких грунтов, для нанесения красок вязкостью похожей на воду.
0,011" - 0,013"— для нанесения красок на окна и двери, для покраски мебельных фасадов, для покраски лакокрасочными материалами низкой вязкости.
0,015" - 0,017"— для нанесения грунтов, масляных красок и красок при покраске вагонов, автокранов, в авиастроении, при покраске вертолетов, при нанесении красок, например, ПФ 115 или ГФ 021
0,019" - 0,023"— для нанесения фасадных красок, антикоррозионных покрытий, цинконаполненных составов типа (Цинол, Цинотан), жидкой теплоизоляции (типа Корунд, Атсратек), огнезащиты по дереву или по металлу.
0,023" - 0,031"— для нанесения огнезащитных составов для металла, например, Вуп 2, Феникс, Протерм Стил, Нулифаер, Огракс, Уникум, Джокер , Крауз и им подобных. Также данными соплами наносятся гидроизоляционные материалы, например, Гипердесмо
0,033" - 0,067"— для нанесения вязких, пастообразных составов, сверх вязких или тягучих огнезащитных составов, гидроизоляции, распыляемой безвоздушным способом шпатлевки.
Сопла для безвоздушных краскопультов
Применение
Маркировка сопла
Внутр. диаметр, дюймы (мм)
Угол распыления
Ширина струи *
Цвет фильтра
Водорастворимые и содержащие растворители лаки и эмалевые краски, масла, разделительные средства
Как выбрать краскопульт для покраски авто

Регулятор подачи воздуха для точной настройки давления на выходе.
Регулятор формы факела. Позволяет непосредственно во время работы подобрать оптимальную форму распыла.
Регулятор хода иглы (открытия форсунки), отвечающий за количество и подачу материала.
Все современные предлагаемые на продажу краскопульты подразделяются по следующим системам распыления:
HP (High Pressure) – высокое давление.
HVLP (High Volume Low Pressure) — высокий объем, низкое давление.
LVLP (Low Volume Low Pressure) — низкий объём, низкое давление.
LVMP (Low Volume Middle Pressure) – низкий объем среднее давление.
RP (Reduced Pressure) — пониженное давление.
MP (Middle Pressure) — среднее давление.
HTE (High Transfer Efficiency) – Высокая эффективность передачи.
Ниже, более подробно рассмотрим системы переноса краски, наиболее часто применяемые малярами для гаражной и вообще ремонтной окраски автомобилей.
Краскопульты системы HP
Пожалуй, занимают первое место среди гаражных маляров и это уже ставшая классической, система распыления краски. Краскопульты этой системы распыляют материал при большом давлении на выходе распыляющей головки составляющим порядка 1,2 – 1,5 атм.
Рекомендуемое давление на входе такого краскопульта имеет широкий диапазон и составляет 2.5 – 5 атм. Расход воздуха при работе с такими краскораспылителями можно считать достаточно низким от 100 до 300 литров в минуту.
Широкий факел, вследствие чего достигается равномерное нанесение материала (краски, лака).
Большая скорость нанесения покрасочного материала.
Недостатки HP.
К недостаткам можно отнести низкий процент переноса краски, примерно до 45%, т.е. 55% купленной вами краски-лака просто улетает в воздух рикошетом от поверхности, превращаясь в туман и оседая, окрашивают все вокруг.
Также, благодаря высокому давлению создаются завихрения в воздухе, что приводит к высокой замусоренности окрашиваемой поверхности, что в дальнейшем ведёт к неизбежной шлифовке и полировке поверхности после окрашивания.
Краскопульты системы HVLP
Были придуманы конструкторами в 80-х годах прошлого столетия в угоду защиты окружающей среды. Их конструкция устроена так, что благодаря специальному строению воздушных каналов пистолета распыление краски происходит при низком давлении на выходе (примерно 0,7атм) и достаточно высоком давлении на входе 2,5-3атм. За счет такой конструкции распылителя разработчики добились высочайшего переноса материала, свыше 70%. (Официальное требование к производителям такого оборудования – перенос материала не менее 65%) И как можно понять, всего 35-20% краски улетает в воздух, соответственно, это система распыления является не только экономичной, но и более экологичной.
Такая экономия достигается тем, что на выходе из сопла капли краски имеют очень невысокую скорость, соответственно и меньший рикошет и меньшее образование тумана. Поэтому, наносить материал таким краскопультом следует достаточно близко от окрашиваемой поверхности, примерно 12 — 15см.
Высокая экономия материалов.
Практически отсутствие опыла.
Нет завихрений — нет мусора.
Недостатки HVLP.
Высокое потребление сжатого воздуха, от 360 и выше литров в минуту, следовательно, нужен мощный компрессор с большой производительностью.
Увеличенный диаметр воздухопровода.
Установка дополнительных фильтров очистки воздуха от влаги и масла, так как компрессор работает, что называется «на всю катушку» перегоняя массу воздуха.
От маляра требуется высокий профессионализм. Чуть задержал руку при проводке, и подтеки тебе гарантированы. Из-за близкого расстояния краскопульта до окрашиваемой поверхности, неудобно красить далеко расположенные места, к которым трудно дотянуться.
Краскопульты системы LVLP
Достаточно свежая разработка и является неким компромиссом между HVLP и HP. Конструкторы постарались убрать недостатки присущие вышеуказанным системам распыления, поэтому LVLP является на сегодня наиболее перспективной. Имея на выходе давление 0.7-1.2 атм, а на входе около 1.5-2.0 атм, получаем высокий перенос краски от 65% при относительно небольшой прожорливости сжатого воздуха 150-350 литров. Увеличение расстояния от пистолета до поверхности, при нанесении краски-лака по сравнению с HVLP на 5-10 см, позволяет проще окрашивать труднодоступные места.
Низкое потребление воздуха.
Высокий перенос материалов на окрашиваемую поверхность.
Низкая чувствительность к перепадам давления.
Недостатки LVLP.
Пока не обнаружены.
Остальные системы распыления (LVMP, RP, MP, HTE и другие) являются симбиозом вышеперечисленных, не имеют особых конструктивных особенностей и отличаются только оригинальным названием, данным им производителем, поэтому углубляться в их изучение, пожалуй, нет смысла.
Рассмотрим основные критерии выбора системы распыления для наших требований по работе в гараже
Как видно из информации приведенной выше, наиболее подходящими под требования гаражного ремонта подпадают краскораспылители с системой передачи материала LVLP. Но вместе с тем, есть еще немало нюансов влияющих на выбор. Это и производитель и стоимость, и конечно компрессор, с которым будет работать ваш краскопульт.
Связь компрессор – краскопульт.
Если у вас уже есть компрессор, то краскопульт подбирайте под его производительность. Если он вырабатывает 260 литров, то система HVLP ему будет явно не по зубам.
Подбирайте малярный пистолет таким образом, чтобы его потребность в сжатом воздухе была ниже производительности компрессора.
Является ли покраска автомобилей вашим основным делом?
Если нет и вы красите всего пару деталей в год, то и пульвер за 3-4 сотни баксов вам явно не нужен. В этом случае стоит обратить внимание на китайские краскопульты, и среди них попадаются экземпляры достойные внимания за очень небольшие деньги около 100$. Правда тут высока вероятность нарваться на полный отстой. И учтите — китайцы любят завышать или занижать, где нужно технические параметры на свои изделия.
Теперь по поводу размера дюзы (она же форсунка, сопло)
Чем меньше зерно распыляемого материала, тем меньше должен быть диаметр дюзы у краскораспылителя.
Так для базовых покрытий типа металлик подойдет – 1.2 – 1.3 мм.
Для лака и акриловых красок – 1.4 – 1.5 мм.
Для акриловых 2К грунтов наиболее предпочтительней будет дюза – 1.5 – 1.7 мм.
Для нанесения жидкой шпатлевки – 1.7 – 2.0 мм иногда и больше, смотреть в техничках производителей ремонтных и окрасочных материалов.
Если вы только собираетесь заняться покраской, то рекомендую для начала приобрести краскопульт с дюзой 1.4 мм. Этого будет достаточно, на первое время и его можно будет использовать как универсальный. В том числе и для грунтовочных работ, немного добавляя в грунт растворителя сверх нормы, для более жидкой консистенции.
Некоторые производители выпускают и продают сменные комплекты дюз и запирающих игл с широкой линейкой диаметров, делающие краскопульт универсальным. Поэтому, выбирая себе краскораспылитель, поинтересуйтесь этим моментом.
Делаем выводы
Теперь, вооружившись теорией и сделав для себя нужные выводы можно смело идти к продавцам краскопультов, мучить их всякими вопросами и не бояться, что они начнут вас грузить мудреными терминами из жизни краскораспылителей – ведь вы уже в курсе.
Несомненно, если вы собираетесь заняться покраской автомобилей профессионально, то со временем у вас наберется несколько видов краскораспылителей, а может даже и больше десятка. Каждый будет, скажем так – заточен под необходимую работу, будь то покраска, лаком или базой, грунтование или нанесение жидкой шпатлевки. Но свой путь к профессиональному покрасочному оборудованию надо начинать с первого шага, так пусть этот шаг будет правильным и ваши средства, потраченные на приобретение первого краскопульта, не будут выброшены на ветер.
Краскопульт. Какой использовать, как выбрать?

Всем привет. Эту запись я хочу посвятить такому инструменту как краскораспылитель. В настоящее время на рынке огромный выбор краскопультов и разобраться в этом многообразии обычному человеку конечно тяжело. Мы попробуем разобраться что для чего нужно, какие особенности у разных краскопультов. И так приступим…
Краскораспылители пневматические — это инструменты, предназначенные для обработки различных поверхностей методом распыления. Для их работы необходим сжатый воздух, для получения которого применяется компрессор с ресивером.

Пневматические устройства являются самыми надежными и безопасными инструментами. У них нет двигателя, поэтому они не искрят, не перегреваются. Их можно использовать в запыленных и с повышенной влажностью помещениях, чего не скажешь об электрических инструментах.
Используя краскопульт пневматический можно ровно и быстро нанести на деталь отделочное или защитное покрытие, что обеспечивает его высокую производительность и отличное качество.
Такие свойства способствуют тому, что краскопульты пневматические имеют самые благоприятные отзывы и пользуются популярностью среди профессионалов и на потребительском рынке.
Суть процесса распыления заключается в том, что под действием сильного давления сжатого воздуха краска, поступающая из емкости, выбивается из сопла головки на обрабатываемую поверхность так называемым факелом.
Размер капель и конус распыла, то есть выходящая краска, настраивается путем подбора диаметра сопла (форсунки) головки окрасочного пистолета и регулирования потока сжатого воздуха с помощью курка.
Покрасочные слои при этом получаются очень тонкими, поэтому чтобы получить поверхностный пласт необходимой толщины, покраску производят в несколько рядов.
Учитывая сильную разбивку краски при использовании пневматических малярных инструментов, выполнять окрасочные работы необходимо в специальных окрасочных камерах, оборудованных вытяжной вентиляцией.
Сейчас наиболее востребованы краскораспылители, в которых можно комплектовать головку сменными форсунками с разными диаметрами, так как это позволяет использовать материал различной вязкости.

Покраска будет гарантировано качественной, если перед началом работы настроить малярный пистолет на покраску конкретной детали.
Для этого необходимо отрегулировать его производительность, ширину факела, величину давления распыляющего воздуха, поскольку высокое давление способствует образованию большого количества красочного тумана, а низкое приводит к образованию шероховатого покрытия.
Следует иметь в виду, что при окрашивании небольших поверхностей сложной конфигурации следует применять круглый факел. Использование плоского факела увеличивает расхода воздуха вдвое, а это значит, что возрастут и потери на туманообразование.
При выборе пневматического краскораспылителя следует обращать внимание на объем потребляемого воздуха и рабочее давление — именно этот показатель является основным критерием выбора инструмента.
Давайте рассмотрим основные свойства краскопультов:
— Рабочее давление. Его подбирают исходя из устройства окрасочного пистолета. Варьирует в пределах 2÷6 бар.
— Расход воздуха. Этот показатель определяется моделью инструмента, влияет на его производительность.
Диаметр сопла.
— Емкость бачка. Обычно она составляет 0,8 л.
В зависимости от рабочего давления и объема подаваемого воздуха краскопульты пневматические имеют следующие названия, которые имеются на корпусе инструмента:
1) Краскораспылитель пневматический HP
Инструмент функционирует при большом давлении (до 6 бар), при этом расход воздуха у него небольшой. Его достоинством является широкий факел, благодаря которому краска наноситься на поверхность быстро и равномерно.
Недостаток этого пистолета в том, что на обрабатываемую поверхность попадает небольшой процент отделочного материала, он составляет не больше 50%. Этого количества недостаточно для получения качественной отделки. К тому же он сильно загрязняет окружающий воздух той краской, что не попала на поверхность детали, а улетучилась с воздушным потоком.
Завихрения, возникающие из-за большого давления, приводят к тому, что к отделываемой поверхности липнет мусор, поэтому после окраски пистолетом HPнеобходима ее доработка — шлифование и полирование.
Этот тип инструмента привлекателен своей дешевизной и несложностью в использовании. Поэтому народные умельцы этот краскопульт пневматический для покраски авто считают наиболее подходящим. Однако профессионалы предпочитают пользоваться малярными пистолетами других типов.
2) Краскопульт системы HVLP
Подача краски в этих пистолетах осуществляется под чрезвычайно низким давлением при большом объеме воздуха.Подобный способ распыления способствует образованию крупных капель, из-за того, что воздух под невысоким давлением разбивает лакокрасочный материал лишь частично.
Неоспоримое достоинство этой системы в том, что краскопульт низкого давления переносит на обрабатываемую поверхность до 65% краски, которая распределяется устойчивым факелом, «красочный туман» незначительный. Это подтверждает высокие экологические качества инструмента.
Из недостатков обращает на себя внимание некоторое снижение качества покрытия, например, образуется шагрень. Краскопульты HVLP самые эффективные. Ониобладают высокой экономичностью, потери краски не превышают 35%. Ввиду высокого потребления сжатого воздуха он нуждается в мощном компрессоре.
Используя в работе краскораспылитель пневматический низкого давления, наносить материалы следует на расстоянии не дальше 15 см, что ограничивает его использование в некоторых местах. Практика показала, что для работы с малярным пистолетом HVLP необходим высокий профессионализм исполнителя, иначе не избежать подтеков краски. Его стоимость достаточно велика — порядка 300 $. Цена его китайских аналогов 40 $.
3) Краскораспылитель системы LVL:
Функционирует при низком давлении с небольшим потреблением воздуха. Благодаря этому снижается окрасочный туман. Работа с ним позволяет значительно экономить окрасочный материал, потому как перенос краски на поверхность изделия достаточно высокий — доходит до 80%.
Краскопульт пневматический LVLPне требует большого количества воздуха, так что, естественно, не нуждается в высокопроизводительном компрессоре. Покрытие получается очень высокого качества. Стоимость инструмента такого вида выше, чем его аналогов.
Бачки для окрасочного пис толета.
Поставляется пневматический краскопульт в комплекте с бачком для расходного материала. Бачок обычно выполняется из пластмассы или металла. На его крышке расположено дренажное отверстие, которое необходимо периодически прочищать — это предотвратить создание вакуума в бачке.

Читайте также: