Какой металл можно варить полуавтоматом с углекислотой
Обновлено: 28.04.2024
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
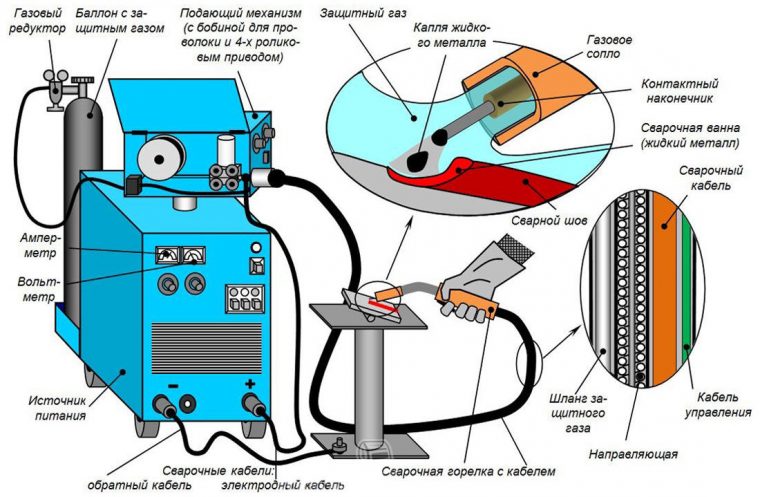
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Применение сварки полуавтоматом без газа обычной проволокой
Возможен такой вариант соединения деталей, как сварка порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Необходимо обратить внимание, что в период сваривания швов, расположенных вертикально, теплообмен осуществляется снизу вверх. Поэтому сварочную головку необходимо водить от верхней части образца к его нижней части, так можно удерживать в сварочной ванне некоторое тепло. Рекомендуется также головку пистолета немного держать под небольшим наклоном к верхней части образца, и движения выполнять в быстром режиме.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Расход газа при сварке полуавтоматом
Полуавтоматическая сварка обычно осуществляется в газовой среде с применением проволоки. Процесс представляет собой электродуговую сварку с использованием тепловой энергии, исходящей от электрической дуги, которая соединяет металлическую поверхность изделия и окончание электрода. Какой газ нужен для сварки полуавтоматом?
Применяемые газы для сварки
Подбирать газ для сварочных работ полуавтоматом необходимо, основываясь на его свойствах.
Ацетилен
- бесцветный;
- легче воздуха;
- обладает специфичным запахом.

Это один из самых распространенных газов, который используется в данной сфере деятельности. Он обладает среди остальных видов газа наиболее высокой температурой горения, имеет высокую полярность. Часто применяется из-за высокой температуры горения при резке металлических конструкций.
Для производства ацетилена применяются специализированные генераторы. Получить ацетилен можно при помощи соединения воды с карбидом кальция, который способен даже поглощать влагу из атмосферной среды. Поэтому согласно требованиям безопасности к данному химическому соединению предусматриваются особые условия хранения.
Водород
- бесцветный;
- не имеет запаха;
- относится к взрывоопасным средствам.
При соединении с кислородом, воздушной средой образует гремучий газ. По требованиям безопасности водородные баллоны не должны находиться под давлением более 15 МПа.
Для производства водорода используются специализированные генераторы. Водород также выделяется благодаря синтезу воды.

Коксовый газ
Это побочный продукт, извлекаемый в процессе добычи кокса, который, в свою очередь, выводится из каменного угля. Этот газ можно транспортировать при помощи трубопроводных магистралей.
Природный газ: метан, бутан, пропан
Достаточно распространенные виды газов, применяемые для множества сварочных работ. К ним нет особых требований при транспортировании, хранении. Добыча этих разновидностей газов для сварки полуавтоматом производится на их месторождениях.
Газ пиролизный
Извлекается в процессе распада нефтяных продуктов. Этот газ способствует образованию коррозии мундштуков горелки, в результате чего они быстро выходят из строя. Пиролизный газ перед его непосредственным использованием подвергается очистке. Применяется данная субстанция, как для сваривания металлических конструкций, так и для их резки.
Какой газ подходит для сварочных работ?
Для любительской сварки в бытовых условиях лучше выбирать полуавтоматы, которые можно подсоединить к стандартной сети 220 В, но это условие не единственное для правильного подбора оборудования. Часто пользователей смущает маркировка на инструментах: MAG, MIG. Что же обозначает данная аббревиатура?
- MAG – полуавтомат для работы с углеродом.
- MIG – полуавтомат для работы с аргоном.
Также возможна комбинация данных газов или применение смесей, в которых они являются основой. От состава используемых смесей зависит конечный результат, качество сварного соединения. MAG или MIG предусматривает применение определенного типа присадочной проволоки. Универсальные варианты полуавтоматов способны функционировать с любой газовой смесью.
Опытные сварщики советуют использовать для полуавтоматической сварки смесь, включающую углекислый газ/аргон, 20/80 соответственно. Состав газа в такой пропорции значительно облегчает проведение сварочных работ, позволяет получать абсолютно ровное высококачественное сварное соединение, при этом полученный шов не нуждается в дополнительной обработке.
Для полуавтомата газ подбирается зависимо от мощности самого оборудования, типа свариваемого материала. Например, аргон применяется при обработке образцов из цветных металлов, чистый азот – для сваривания медных деталей.
Газосварка полуавтоматом
Газовая полуавтоматическая сварка стальных медных, титановых образцов, их сплавов представляет собой процедуру соединения отдельных металлических изделий посредством подачи на участок соединения присадочной проволоки, газа, который ограждает расплавленные материалы от неблагоприятных воздействий воздуха.
Преимущества газовой сварки
- Для осуществления сварных соединений металлических конструкций с применением газа нет необходимости приобретать довольно дорогостоящее оборудование.
- При использовании углекислого газа сварные работы можно осуществлять на любых участках зданий, сооружений. При этом дополнительное потребление энергии исключается.
- В период выполнения сварочных работ присутствует возможность изменения мощности пламени. Это предоставляет возможность сваривать разнотипные образцы, к примеру, титановые с медными, свинцовые с латунными, другие металлы с разной температурой плавления.
- Данным способом сваривания можно не только соединять металлические конструкции, но и производить их закалку, резку.
- Сварные швы полуавтоматом в газе получаются намного прочнее, чем при электродуговой сварке.
Соединение именно полуавтоматической сваркой чугунных, медных, латунных, свинцовых заготовок выполняется намного быстрее, качественнее.
Особенности выполнения работ
- Если на полуавтомате правильно установить мощность, подобрать оптимальную проволоку, скорость подачи проволоки, расход углекислого газа, тогда сварные соединения будут наилучшего качества.
- Поверхности, подвергаемые сварке, нагреваются и охлаждаются довольно медленно. При соединении медных, стальных, титановых деталей температура пламени регулируется. Максимальная температура пламени при его вертикальном положении, соответственно изменении угла наклона она будет снижаться.
- При выполнении газовой полуавтоматической сварки в углекислом газе предусмотрено применение двух вариантов оборудования. В первом случае сварочные агрегаты работают с аргоном, прочими инертными газами. Во втором случае полуавтоматы работают с углекислым газом.
- Применение газового баллона под высоким давлением значительно затрудняет выполнение кузовных работ, сваривание трубопроводных коммуникаций на открытой местности. Но, для стационарных работ данная методика считается наиболее эффективной.
- При газосварке применяется проволока, имеющая в своем составе кремний, марганец. Ее расход строго контролируется, а подача в сварную зону осуществляется вместе с газом, который обеспечивает защиту проволоке, соединяемым металлам от негативных влияний воздуха. В стандартах определены марки проволоки, которые рекомендуется использовать для конкретного сварочного оборудования.
Преимущества полуавтоматической сварки с углекислым газом для автомобильного ремонта
- Технология выполнения сварки в углекислом газе легко усваивается, при необходимости ее можно быстро изучить.
- Ограниченная зона термических влияний предоставляет возможность соединять тонкие металлические изделия.
- Углекислый газ наиболее доступный из всех типов газов, применяемых для сварки.
- довольно высокая скорость расплавления присадочной проволоки, соответственно высокая производительность работ.
- Краска на изделии выгорает узкой полоской. Это позволяет подготовительные, финишные работы свести к минимуму.
- Сварные швы получаются высокого качества для деталей разной толщины.
- Отсутствует необходимость предварительно подгонять свариваемые образцы.
Сварка полуавтоматом с газом позволяет значительно экономить время на выполнении работ, так как отсутствует необходимость замены электродов, зачистки шлакообразований на сварных соединениях.
Как правильно сварить полуавтоматом с углекислотой?
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Важно отметить, что состав и диаметр сварочной проволоки завит от толщины и состава заготовок и подбирается индивидуально для каждого процесса.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
Крайне важен квалифицированный подбор состава проволоки при сварке в углекислоте, поскольку физико-химический процесс термического воздействия на шов, сильно влияет на качество соединения металлов и сплавов.

Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
При толщине деталей от 3 до 8 мм, диаметр проволоки равен от 1,2 до 1,6 мм, а сварочный ток колеблется от 90 А до 250 А. Напряжение сварочной дуги меняется от 18 до 30 В, а скорость подачи проволоки зависит от качественного процесса сварки и колеблется от 150 м/час до 500 м/час.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Очень важно, особенно в труднодоступных условиях соблюдать правила техники безопасности и пользоваться защитными средствами и сварочной маской, а также соблюдать осторожность при использовании углекислого газа.
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
Как правильно варить с углекислотой

Сварка в среде углекислого газа имеет свои плюсы и минусы. Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки.
Кроме того, эффективность выполнения сварочных работ увеличивается в разы: улучшается горение дуги, а шов получается очень хорошего качества. Не нужно сбрасывать со счетов и тот факт, что углекислота является самым доступным из всех видов газов для сварки.
Независимо от того, получили ли вы серьезные травмы в результате неправильного медицинского лечения, жестокого обращения в доме престарелых, несчастного случая с телесными повреждениями или потеряли близкого человека в результате неправомерной смерти, мы призываем вас воспользоваться богатой историей успешной работы нашей фирмы в гражданских судебных процессах и исключительной преданностью делу это дело в компетенции медицинского адвоката в спб.
Что же касается недостатков сварки в среде углекислого газа, то они в основном связанны с разбрызгиванием металла. Также, чтобы сварной шов с применением углекислоты получился качественным и красивым, очень важно тщательно подготовить поверхность металлов перед свариванием.
Как правильно варить с углекислотой для начинающих
Как было сказано выше, качество сварочного шва при сварке с углекислотой во многом зависит от степени подготовки материалов. Также, не менее важно уделить внимание правильности настройки инверторного полуавтомата и расходу газа.
Следует знать, что для сварки каждого металла, в зависимости от его толщины, выбираются свои параметры сварочного тока и определённый диаметр проволоки. Важно учитывать и скорость подачи проволоки в зону сварки.

Отрегулировать скорость подачи сварочной проволоки на полуавтомате можно посредством шестерён и механизма. Сварка полуавтоматом в среде углекислого газа осуществляется следующим образом:
- Горелка полуавтомата располагается в сварочной зоне, таким образом, чтобы наконечник находился в месте формирования шва. Нажимая кнопку «Пуск», необходимо одновременно выполнить и движение горелкой, коснувшись проволокой свариваемого металла.
- При этом будет инициализирована сварочная дуга и начнётся процесс сварки полуавтоматом.
- Во время этого процесса необходимо равномерно перемещать наконечник сварочной горелки вдоль шва, постоянно контролируя его наклон и положение.
Нельзя во время сварки полуавтоматом осуществлять резкие движения газовой горелкой, поскольку это приведёт к ухудшению качества сварочного шва. Кроме того, не стоит забывать и о самом главном недостатке использования полуавтоматов с газом: защитный газ может сдувать ветер.

Чтобы не испортить заготовку, важно заранее потренироваться в сварке полуавтоматом с углекислотой на не нужном куске металла. Только так получится подобрать правильный расход газа, выбрать нужную скорость подачи сварочной проволоки.
Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:

- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.

Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Сварка полуавтоматом — преимущества и недостатки

Полуавтоматическая сварка является наиболее удобным и самым востребованным видом после сварки электродом. Особенно популярна сварка полуавтоматом при кузовном ремонте и когда нужно, сваривать тонкий металл, который легко прожигается электродом.
Однако это далеко не все плюсы и минусы полуавтоматической сварки. Если копнуть глубже, то можно увидеть и другие, не менее важные преимущества. В данной статье будет рассказано о преимуществах и недостатках полуавтоматической сварки проволокой.
Как устроен полуавтомат для сварки
Оборудование для полуавтоматической сварки подразумевает набор следующих узлов и компонентов:

- Источник сварочной дуги — как правило, инвертор постоянного тока;
- Газобаллонное оборудование — состоит из баллона, редуктора и шлангов, по которым газ подаётся в зону сварки. Газ нужен для защиты сварочного соединения, это может быть углекислота, аргон или гелий. Читайте подробно про защитный газ для сварки;
- Сварочная проволока — сварка полуавтоматом подразумевает использование специальной проволоки. Это может быть как самозащитная порошковая проволока, и тогда не нужен газ или обычная проволока в катушках.

Также к основным элементам сварочного полуавтомата можно отнести горелку, при помощи которой и подаётся в зону сварки газ с проволокой. При контакте проволоки со свариваемым металлом образуется сварочная дуга и дальнейший процесс сварки полуавтоматом.
Плюсы и минусы полуавтоматической сварки
В общем, рассматривая достоинства и недостатки полуавтоматической сварки можно сразу же выделить самые весомые из них, а именно:
В первую очередь это высокая эффективность, которая достигается за счет механизированной подачи проволоки в зону сварки. Если сравнивать эффективность и скорость выполнения сварочных работ, то полуавтоматическая сварка во много раз превосходит в этом сварку обычным обмазочным электродом.
Второе преимущество связано с универсальностью. Варить полуавтоматической сваркой можно как черный, так и цветные металлы, например, алюминий, нержавейку и т. д.

Третье преимущество связано с идеально гладким и ровным сварным швом. В отличие от той же сварки электродом, где соединение часто имеет множество дефектов, при полуавтоматической сварке большинство из них попросту отсутствует. Например, нет шлака, поэтому шов не зашлаковывается, он получается аккуратным и красивым.
Ну и четвёртое преимущество связано с возможностью варить кузовной металл автомобиля, который имеет незначительную толщину. Именно из-за этого преимущества полуавтоматическая сварка чаще всего используется при ремонте автомобилей.
Какие недостатки есть у сварки полуавтоматом
Ну а теперь рассмотрим самые весомые недостатки полуавтоматической сварки, а их, как оказывается, всего лишь два. Первый минус связан с необходимостью использования защитного газа, который заправляется в баллоны. Следовательно «мобильность» полуавтоматической сварки ставится под вопрос, ведь транспортировать баллоны очень тяжело и неудобно.

Второй минус связан с необходимостью приобретения дорогостоящего оборудования. Нормальный по качеству полуавтомат для сварки обойдётся намного дороже обычного инвертора, который применяется для сварки штучным электродом. Во всем же остальном, если нужно профессиональное качество шва, достоинства полуавтоматической сварки более чем убедительные.
Читайте также: