Какой резак лучше для резки металла
Обновлено: 19.05.2024

Резак по металлу – профессиональное устройство, которое редко применяется в бытовой сфере. Благодаря такому прибору человек может выполнить резку любой сложности, а некоторые модели используются для ювелирной работы. Тем, кто только собирается купить этот аппарат, важно знать, на что обратить внимание и лучших представителей. По этой причине редакция сайта «ЯНашла» подготовила для Вас рейтинг резаков по металлу на 2022 год.
Виды газовых резаков
На рынке представлены сотни моделей различных производителей, однако классификация происходит по таким критериям, как:
- Способ резки. Чаще всего различают два способа: поверхностный и разделительный, обычно применяется первый тип.
- Резаки могут быть ручными и механизированными.
- Также, различие касается видов топлива, которое используется устройством. Так существуют пропановые, метановые, ацетиленовые и керосиновые резаки.
- По конструктивному исполнению существует два вида моделей: с инжектором и без.
- Кроме этого, различия заключаются в типе используемого мундштука, а также подачи кислорода, которая может быть низкого или высокого давления.
На магазинных полках встречаются сотни видов устройств, которые производятся как отечественными, так и зарубежными производителями. Большинство из них отличается сложностью модификаций и эргономией, но по конструктивному исполнению они все схожи. Так независимо от ценовой категории прибор обладает ручкой, вентилем, который регулирует подачу топлива, а также наконечником, где образуется пламя.
Отличительные особенности резака инжекторного типа
Подобные приборы дают возможность применять горючее топливо разного давления: от низкого до высокого. Когда кислород проходит через инжектор, то создаётся эффект разрежения (это выполняется в специальной камере) из-за этого происходит подсос газа. После этого, получившаяся смесь поступает в головку.
Независимо от производителя в комплектации резака присутствует 4-6 мундштуков, благодаря которым обеспечивается высококачественный и скоростной раскрой металла, толщина которого не должна превышать 20 см (при работе с ацетиленом). Кроме этого, в комплекте есть 7 внутренних элементов, которые способны работать с материалом до 30 см (пропан-бутан). Также некоторые модели могут иметь некоторые модификаций наружных мундштуков.
Важно понимать, что некоторые резаки выпускаются для работы с конкретными металлами определенной толщины, так, например, чтобы раскроить углеродистую или низкоуглеродистую сталь (толщина которой не превышает 10 см), то человеку необходимо иметь устройство, которое предназначено для работы с ацетиленом и пропаном-бутаном. Чтобы произвести процесс резки с толстым металлом, важно выбирать прибор, который способен функционировать как с ацетиленом и пропаном, так и метаном. Тогда человек получит высокую эффективность.
Резаки с внутрисопловым смешением
В подобных устройствах смешение происходит в специальных каналах, которые располагаются между внешней гильзой и мундштуком. Чтобы произвести подачу кислорода, человеку необходимо использовать рычажный клапан, для газа применяется отдельные регулятор, расположенный на рукоятке резака.
Покупая подобный прибор, важно знать, что универсальных моделей нет. Выпускаются резаки в 3 исполнениях: предназначенные для проведения работ с ацетиленом, пропаном и метаном. Кроме этого, подобные устройства обладают высоким уровнем безопасности, так как газ смешивается в головке, а не у рукоятки. Однако, такое конструктивное решение чаще всего дороже, чем предыдущий вариант, поэтому используется в промышленности.
Керосино-кислородные устройства
Подобные резаки для металла имеют более существенные отличия в конструкции, по сравнению с газовыми. Связано это со способом получения пламени, потому что необходимо преобразовать жидкость в газообразное состояние. Эта операция происходит в испарителе, где керосин подогревается из-за подогревающего элемента.
Топливо подаётся под давлением в 30 кПа и проходит из бачка по специальному шлангу. Для обеспечения безопасности ёмкость обладает специальным предохранительным клапаном, а также насосом. В бак может поместиться около 8 литров топлива. Использование подобного устройства незаменимо при полевых работах.
Плазменные резаки
Некоторые типы работ невозможно провести газовыми приборами, тогда лучший вариант – купить плазменный резак. Однако, важно понимать, что такие устройства отличаются между собой не только специальными возможностями, но и конструктивным исполнением. Также, есть различия по способу поджога дуги и используемой системы охлаждения.
Существуют компактные мобильные модели, которые без проблем переносятся с одной точки на другую. Кроме этого варианта есть целые портальные установки, которые предназначены для выполнения сложных производственных задач.
Большая часть плазморезов делится на 5 категорий:
- Приборы, предназначенные для выполнения поставленных задач в среде инертных и защитных газов.
- Модели, способные работать в окислительной среде – местах, обладающие высоким показателем кислорода.
- Устройства, предназначенные для формирования с различными смесями.
- Для работы в стабилизаторах.
- Оборудование, обладающее магнитной стабилизацией.
Также различие приборов происходит по виду потребляемой энергии. Так встречаются бытовые резаки, которые активно используются для выполнения несложных задач и работающие от напряжения 220 В. Профессиональные устройства функционируют только от 380 В, но и область применения у них в несколько раз больше.
Важно понимать, что независимо от потребляемой энергии и показателя мощности, необходимо проверить устройство с подключением к общей сети. Кроме этого, стоит помнить, что к резаку подключается компрессор, обладающей средней мощностью. Поэтому его также необходимо учитывать при подключении.
Резаки инверторного типа
Это один из лучших бюджетных вариантов, который справится с металлом, толщина которого не будет превышать 30 мм. Такие модели пользуются активным спросом для проведения небольших работ в домашнем хозяйстве или в маленьких мастерских. Также большим плюсом является небольшое потребление электрической энергии и компактность.
90% продаваемых моделей легко транспортировать. Благодаря этому открывается возможность для работы в труднодоступных местах. Кроме этого, большим плюсом служит КПД, который выше на 30%.
Плазменные резаки по металлу трансформаторного типа
Более дорогие приборы, предназначенные для выполнения средних работ. Они способны разрезать металл толщиной до 80 мм. По виду напоминают большой короб, передвижение которого происходит за счет колесиков. Масса и размеры, соответственно больше, чем у предыдущей модели.
Надежность у таких приборов в разы выше. Даже при возникновении скачков напряжения плазморезы трансформаторного типа не выйдут из строя, а это дает возможность для работы в регионах, где есть проблема с электроэнергией.
Также дополнительное преимущество — время работы при бесперебойном включении, которое составляет практически 100%. Поэтому аппарат способен функционировать на протяжении целого дня без любых перерывов. Однако, несмотря на положительные черты у таких моделей есть и отрицательная сторона: высокое потребление электроэнергии.
Кроме разделения моделей по типу, резаки еще различают по виду контакта. Так бывают контактные и бесконтактные устройства. Первая модель способна работать с металлами, толщина которых не превышает 18 мм, а второй вариант функционирует с любой толщиной.
Рейтинг лучших резаков по металлу

Отличный трехтрубный вариант, который подойдет для разреза металлов толщиной до 100 мм. Процесс смещения газов происходит в головной части, что более безопасное решение. Регулировка происходит благодаря смесителю, который также служит в качестве защитного элемента.
Масса резака – 1.1 кг. В качестве основного горючего выступает пропан. Предназначен для выполнения небольших бытовых задач. Поэтому для работы в профессиональной сфере его покупать не рекомендуется. Регулировка находится сверху вдали от головки и не греется даже при длительных работах.
Газовый резак по металлу
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.

Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.

Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки. Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.

Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.

Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.
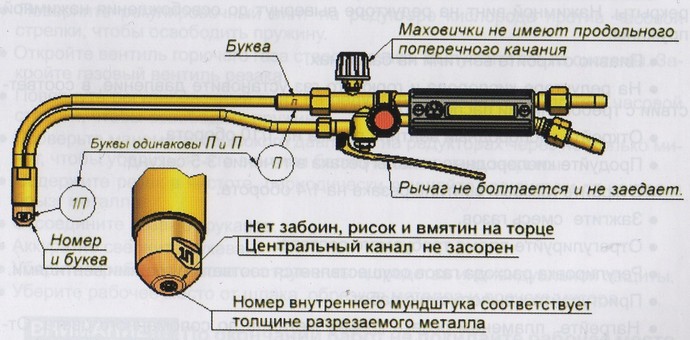
Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.

Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т.е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.

Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
В следующем видео показано, как правильно работать резаком газовым:
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.

Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
10 лучших резаков по металлу

Существует много способов резки металла, но наиболее эффективным, простым, и, как не странно, безопасным является газовый метод. Суть технологии основывается на химическом взаимодействии горючего газа, в большинстве случаев пропана, с кислородом. В результате такого синтеза образуется направленное пламя с высокой температурой в центре, которая достигает точки плавления стали.
Более современный метод – это плазменная резка. Технология схожая, только в качестве активатора струи выступает электрическая дуга. Плазменный резак способен создавать более тонкий рез, но если в случае с пропаном достаточно обзавестись всего двумя газовыми баллонами (с пропаном и кислородом), то здесь понадобится специальный аппарат – плазмотрон.
Выбирая резак следует в первую очередь обращать внимание на его эргономичность и удобство. Как правило, процесс резки занимает много часов, а в некоторые места очень сложно добраться. Конструкция резака подбирается индивидуально, в зависимости от поставленных задач. Также смотрим на безопасность инструмента, но если говорить о нашем рейтинге, куда попали 10 лучших резаков, то этот параметр присутствует у всех моделей, вне зависимости от их ценовой категории.
Лучшие газовые резаки по металлу
Газовый резак состоит из нескольких модулей: держателя, вентильной системы, трубок и сопла. Каждая модель имеет свои особенности. Например, сопло должно оснащаться защитой от обратного удара, а рукоятка удобно лежать в руке и не выскальзывать. Особое внимание при выборе уделяется вентильной системе, на которую приходится основная нагрузка при работе. Расположение вентилей также имеет значение в плане удобства, и в некоторых моделях продувочный вентиль заменяется рычагом.Такие инструменты тоже представлены в нашем рейтинге.
5 Сварог РЗ 62-3F 1C005-0012

Если мастеру приходится работать в условиях, когда доступна только одна рука, обычный газовый резак не подойдет, так как для него требуется использовать две руки, в частности для откручивания вентиля продува. С данным инструментом таких проблем не будет, так как продув у него организован в виде рычага, расположенного на рукоятке. Очень удобно и практично, к тому же, сила нажима напрямую влияет на интенсивность кислородного пуска.
К преимуществам производитель относит полностью лютневую конструкцию, без пластиковых или текстолитовых вставок. В описании на это делается особый упор, так как латунь прочнее и долговечнее пластика. Вот только пришлось пожертвовать весом конструкции, и здесь он составляет более 900 грамм, что при длине в 400 миллиметров довольно много. Особенно вес скажется на тех, кто использует данный резак по прямому назначению, то есть работает с ним одной рукой. В течение нескольких часов удерживать такой инструмент будет определенно сложно.
4 КЕДР Р3П-05 1390036

Резка металла не всегда происходит в удобном для мастера положении. Зачастую приходится забираться в очень трудные места, и без такого инструмента не обойтись. Главная особенность здесь – удлиненная конструкция. Длина всего резака 520 миллиметров, а вес 900 грамм. Не самое легкое изделие, и возникает вопрос к расположению вентилей. А точнее к одному вентилю, отвечающему за подачу горючего газа. Он располагается в начале резака, и сложно сказать, насколько удобно такое размещение.
Но основное преимущество – это универсальность. Несмотря на наличие кислородного продува, используемого на пропановых и плазменных резаках, этот инструмент также может работать с бензином и ацетиленом. Для смены рабочего газа достаточно заменить сопло, каждое из которых оснащено специальной защитной сеткой, предотвращающей обратный удар. И при учете такой универсальности к преимуществам добавляется цена. Не лучшая даже в нашем рейтинге, но вполне приемлемая даже для российского бренда.
3 ДОНМЕТ РК Вогник 182

Плазменный резак бывает нескольких типов, и для создания мощной струи не обязательно использовать плазмотрон. Также плазменный резак может работать на бензине, а точнее на его парах, и перед нами именно такой инструмент, предназначенный для резки черных металлов толщиной до 200 миллиметров.
Не лучший показатель, да и ширина реза оставляет желать лучшего. Сопло довольно толстое, что нормально для бензиновых моделей, а накладки вентилей изготовлены из пластика. Этот факт можно назвать недостатком, особенно учитывая стоимость инструмента. Прибор довольно дорогой и используется в современной промышленности не так часто. Что же касается конкурентных преимуществ данной модели, то тут можно выделить полностью разборную конструкцию. То есть здесь откручиваются не только сопла, а разбирается вся система и в случае необходимости любой модуль можно поменять, что при учете не лучшего ценника является очень актуальным аспектом.
2 REDIUS Р2А-01М

★ Облегченная конструкция
Страна: Россия (производится в Китае)
Средняя цена: 1 900 руб.
Рейтинг (2022): 4.8
Трудность, с которой сталкивается мастер при резке металла – тяжесть инструмента. Горелка или газовый резак часто достигают в весе килограмма, и взаимодействовать с ними становится очень сложно. Именно на этот фактор делает упор данный производитель, указывая в описании предельно легкий вес изделия – всего 700 грамм. При этом длина почти полметра, то есть это полноценный резак со стандартными параметрами, а не его уменьшенная версия.
Отдельного внимания заслуживают сопла, имеющие защиту от обратного удара, что делает конструкцию самой безопасной. А рукоятка из термического пластика позволяет не переживать за сохранность при работе и не опасаться случайных контактов с нагретой поверхностью. Также необходимо упомянуть привлекательную стоимость. Да, цена не лучшая на рынке и в нашем рейтинге, но вполне приемлемая для устройств подобного класса. Напомним, что это профессиональная модель, рассчитанная на самые высокие нагрузки.
1 Krass Р3П-300

Главная проблема всех газовых резаков – вентильная конструкция. Именно вентиля первыми и наиболее часто выходят из строя, и в данной модели производитель уделил особое внимание этому модулю. Во-первых, конструкция системы. Здесь сложно сказать, какие новшества были внесены, но сам производитель указывает, что полностью переработал механизм, сделав его более надежным и прочным. Во-вторых, материал, из которого изготовлены рукоятки. Это текстолит, отличающийся прочностью и устойчивостью к высоким температурам. Даже при случайном касании раскаленной детали, рукоятки не расплавятся.
В комплекте с инструментом идут дополнительные сопла различного диаметра, каждое из которых оснащено защитой от обратного удара. И в дополнение – эргономичная рукоятка. Она также выполнена из прочного материала, напоминающего текстолит. Не скользит в руках, не проворачивается, как часто бывает при использовании жестких шлангов и не плавится при случайном контакте с разогретым металлом. Это лучший выбор, правда, стоящий сравнительно дорого.
Лучшие ручные резаки по металлу
Газовый резак имеет промышленное назначение, и вряд ли он стоит в каждом гараже. Плазменный инструмент также нельзя назвать доступным ввиду его стоимости, и если у вас возникла необходимость разрезать небольшую металлическую деталь, можно воспользоваться небольшим, баллонным резаком. Принцип его работы отличается, так как нет активатора в лице подаваемого под давлением кислорода. Это уменьшает глубину производимого реза, но для бытовых работ его как правило вполне достаточно.
5 Kovea KT-2911 Long Canon

Далеко не каждый резак способен развить температуру свыше 1500 градусов. Плазменный инструмент с такой задачей справится без труда, но есть и ручные модели, которым такая высота не только подвластная, но и не является пределом. В данной модели максимум – 2500 градусов, и это лучший результат, который нам удалось найти.
Учитывая такой уровень нагрева, производитель позаботился о безопасности мастера, и сделал рукоятку длинной, а сопло максимально удалил от баллона. Кстати, при необходимости этот резак можно подключать и к обычным бытовым баллонам, при помощи переходника, который уже идет в комплекте. Есть и цанговое соединение, но учитывая расход топлива в 300 миллилитров в час, использование портативных емкостей можно считать нерациональным, да еще и дорогостоящим. Такой резак без труда прогреет и расплавит металлическую деталь толщиной до 15 миллиметров, а задачи прогрева или накаливания деталей для него и вовсе не являются трудностями.
4 Следопыт GTP-R03

★ Компактный инструмент
Страна: Россия (производится в Китае)
Средняя цена: 240 руб.
Рейтинг (2022): 4.7
По габаритам газовые резаки можно условно поделить на три категории. Данная модель относится к наиболее маленьким устройствам, предназначенным для самых мелких работ. Он не подсоединяется к баллонам, а самостоятельно заправляется топливом, в данном случае пропаном. При увеличении мощности на максимум, в точке газовой струи можно достичь температуры до 1600 градусов, что позволяет плавить даже сталь, но на самом деле, с такой задачей инструмент не справится, так как для прогрева заготовки ему просто не хватит топлива в небольшой емкости.
Основное назначение инструмента – прогрев деталей, нуждающихся в обработке высокими температурами. Например, при откручивании окисленных гаек и прочих резьбовых соединений. При работе на максимальном уровне, одной заправки горелки хватит всего на 15 минут работы. В промышленном масштабе это очень мало, но в бытовых целях может оказаться вполне достаточно. Например, заготовку из тонкого листового металла, данные резак обработает без проблем.
3 Kovea KT-2008

Портативный газовый резак способен не только нагревать металлические детали, но и полностью их расплавлять. С такой задачей справляется далеко не каждый инструмент, и один из них перед нами. Максимально достигаемая температура здесь 1950 градусов, что позволяет очень быстро прогреть, а после этого и расплавлять металлическую заготовку. При такой мощности производителю пришлось пожертвовать экономичностью, и съедает инструмент более 200 грамм за час работы. Впрочем, сам производитель рекомендует использовать только высокие баллоны собственного производства. Вмещающие до 750 грамм топлива, и хватит такой емкости примерно на три часа.
Также следует учитывать ширину сопла. Это не плазменный резак, и произвести с его помощью тонкий, аккуратный разрез не получится. В случае с тонкими деталями не получится избежать деформации, даже при минимальном режиме работы горелки. Проще говоря, ее назначение – резка деталей, не предназначенных для дальнейшего использования, или для прогрева различных деталей, нуждающихся в воздействии высоких температур, близких в точке плавления.
2 Campingaz Chalugaz profil

Портативные газовые резаки не всегда удобны в работе. Они компонуются с баллоном, и подобраться в неудобные места с ними довольно сложно. На помощь придет данный инструмент, работающий от обычного бытового баллона с пропаном. К нему он подсоединяется при помощи гибкого шланга длиной 1,3 метра, что не сковывает мастера в работе и позволяет не переносить постоянно за собой баллон.
Несмотря на отсутствие принудительной подачи кислорода, резак развивает температуру до 1 800 градусов, что выше точки плавления стали, а расход топлива при такой нагрузке составляет всего 300 грамм в час. Не самый скромный показатель, но при учете наличия таких высокотемпературных режимов вполне адекватный. Также к преимуществам отнесем наличие пьезевого поджига и отсутствие необходимости разогревать инструмент перед работой. После включения он уже готов к применению, необходимо только запустить инструмент на максимальном уровне, после чего убавить подачу топлива до необходимого значения.
1 СЛЕДОПЫТ-GTP-S05

Российский бренд Следопыт известен всем любителям туризма и активного отдыха, но помимо туристических приспособлений есть в его арсенале и резаки, один из которых по праву удостаивается звания лучшего, и причин тому несколько. Во-первых, экономичность. При максимальном открытии клапана, прибор расходует всего 55 миллилитров топлива за час работы. Это лучший результат, и только за это инструмент можно поставить на первое место рейтинга. Во-вторых, возможность работы при экстремально высоких температурах. Нагрев струи – 1600 градусов, что выше температуры плавления стали.
Несмотря на работу при таком нагреве, инструмент имеет высокий класс безопасности, и можно не опасаться за перегрев рукоятки. Мощность горелки 1,2 киловатта, что сопоставимо с полноценными резаками, работающими от двух газовых баллонов. Секрет такой мощности кроется в смеси, то есть в баллоне находится не просто пропан, а горючая жидкость с высоким октановым числом. А вот из недостатков выделяется отсутствие возможности вращения сопла, что компенсируется удобной ручкой и наличием пьезового поджига.
Внимание! Представленная выше информация не является руководством к покупке. За любой консультацией следует обращаться к специалистам!
Виды газовых резаков и как пользоваться резаком пропан+кислород
Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла. И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом). То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген.
Конструкции разных моделей такого устройства могут лишь отличаться размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.

Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
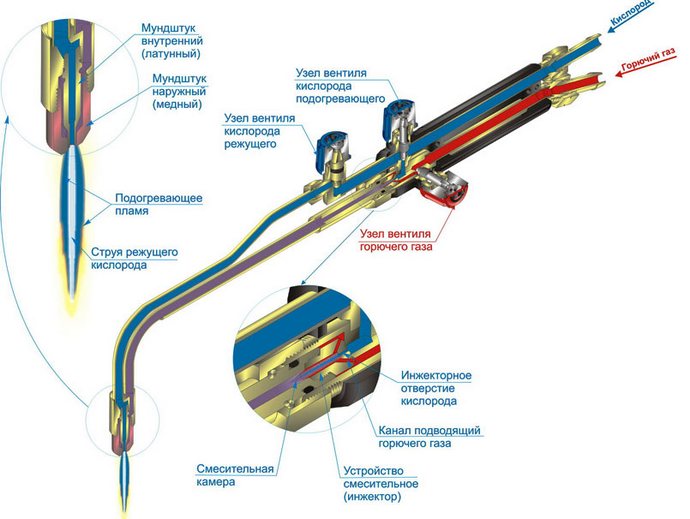
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.
Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака
Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.

После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.
Читайте также: