Каков механизм кристаллизации металла сварного соединения
Обновлено: 18.05.2024
Формирование сварного шва при дуговой сварке происходит путем кристаллизации расплавленного металла сварочной ванны.
Кристаллизацией называют процесс образования кристаллов металла из расплава при переходе его из жидкого в твердое состояние. Образующиеся при этом кристаллы металла принято называть кристаллитами. Кристаллизация металла сварочной ванны начинается у границы с нерасплавившимся основным металлом в зоне сплавления. Различают кристаллизацию первичную и вторичную.
Первичной кристаллизацией называют процесс перехода металлов и сплавов из жидкого состояния в твердое. У металлов, не имеющих аллотропических превращений, процесс затвердевания и охлаждения исчерпывается только первичной кристаллизацией. У металлов и сплавов, имеющих аллотропические формы или модификации, после первичной кристаллизации при дальнейшем охлаждении происходит вторичная кристаллизация металла в твердом состоянии при переходе из одной аллотропической формы в другую.
Первичная кристаллизация металла сварочной ванны протекает периодически, что обусловлено периодичностью снижения теплообмена и выделения скрытой теплоты кристаллизации. Это приводит к слоистому строению металла шва, к появлению зональной и дендритной ликвации. Толщина закристаллизовавшихся слоев зависит от объема сварочной ванны и скорости охлаждения металла и колеблется в пределах от десятых долей миллиметра до нескольких миллиметров (рис. 54, 55).
Зональная (слоистая) ликвация выражается неоднородностью химического состава металла шва в периферийной и центральной зонах. Это является следствием того, что металл периферийных зон затвердевает раньше и поэтому содержит меньше примесей. Металл центральной зоны шва оказывается более обогащенным примесями.
Дендритная ликвация характеризуется химической неоднородностью кристаллитов.
Первые кристаллиты (центральные и начальные части дендритов) содержат меньше примесей, а междендритное пространство оказывается более загрязненным примесями. Улучшая условия диффузии ликвирующих примесей в твердом металле, можно значительно снизить как слоистую, так и дендритную ликвацию. Например, увеличивая скорость охлаждения металла, сокращают длительность двухфазного состояния металла сварочной ванны и этим снижают степень неоднородности состава жидкой и твердой фаз металла шва. Большое значение имеет температурный интервал начала и конца кристаллизации. Чем меньше температурный интервал кристаллизации, тем ниже уровень ликвации. В сталях низкоуглеродистых, имеющих температурный интервал кристаллизации 25–35 °C, ликвация незначительна. С увеличением содержания углерода в стали температурный интервал кристаллизации возрастает и степень ликвации повышается.

Рис. 54. Кристаллизационные слои в металле однопроходного сварного шва

Рис. 55. Схема роста кристаллитов:
1 – граница сплавления;
2 – зерна основного металла;
3 – кристаллизационные слои;
4 – растущие кристаллиты
Вторичная кристаллизация металла происходит при дальнейшем охлаждении твердого металла в виде изменений форм зерен при аллотропических изменениях в металле шва. Она в значительной степени зависит от химического состава металла, скорости охлаждения, других факторов.
Теплота, выделяемая дугой при сварке, распространяется на основной металл. При этом по мере удаления от границы сплавления скорость и максимальная температура нагрева металла снижаются. Вследствие этого в зоне основного металла в зависимости от температуры нагрева происходят фазовые и структурные изменения, которые влияют на прочность сварного соединения.
Зону основного металла, прилегающую к сварочной ванне, называют зоной термического влияния (рис. 56).
Участок неполного расплавления 1 является важным участком зоны, так как здесь происходит сращивание основного и наплавленного металлов и образование общих кристаллов. Участок представляет собой узкую полосу, измеряемую десятыми, а иногда и сотыми долями миллиметра в зависимости от способа сварки.
Участок перегрева 2 включает в себя металл, нагреваемый до температуры, близкой к температуре плавления. Этот участок характеризуется крупнозернистой структурой.
Перегрев, как правило, снижает механические качества металла (пластичность, вязкость). Перегрев стали может вызвать образование крупнозернистой игольчатой структуры с низкими механическими показателями. Это явление характерно для сталей с большим содержанием углерода. Участок перегрева особенно опасен для сталей, склонных к образованию закалочных структур.

Рис. 56.
Термический цикл и схема изменения текстуры и свойств сварного соединения низкоуглеродистой стали при однопроходной сварке: а – распределение максимальных температур; б – схема изменения текстуры; в – изменение твердости
Участок нормализации 3 включает металл, нагреваемый до температуры более 900 °C. При нагреве и охлаждении металла на этом участке происходят перекристаллизация и значительное измельчение зерна. Металл участка приобретает высокие механические качества.
Участок неполной перекристаллизации 4 включает металл, нагреваемый до температуры выше 725 °C. Металл участка состоит из крупных зерен, не прошедших перекристаллизацию, и скопления мелких зерен, прошедших перекристаллизацию. Это объясняется тем, что теплоты, полученной металлом, недостаточно для его полной перекристаллизации. Механические качества металла участка в связи с такой смешанной структурой невысокие.
Участок рекристаллизации 5 включает металл, нагреваемый выше температуры 500 °C. На этом участке структурные изменения в металле не происходят, если только он перед сваркой не подвергался обработке давлением. Если же металл перед сваркой подвергался пластическим деформациям, то на этом участке наблюдается восстановление прежней формы и размеров зерен металла, разрушенных при обработке давлением.
Участок синеломкости 6 по структуре металла не отличается от основного. Однако металл участка имеет несколько пониженные пластичность и вязкость, а также большую склонность к образованию трещин. Ширина зоны термического влияния зависит от вида, способа и режима сварки – при ручной дуговой сварке она равна 2,5–6 мм, при механизированной сварке под флюсом – 2,5–4 мм, при сварке в защитных газах – 1–2,5 мм.
Сварка оказывает незначительное влияние на механические свойства низкоуглеродистой стали. При сварке же конструкционных сталей в зоне термического влияния могут происходить структурные изменения, снижающие механические показатели сварного соединения. При этом в металле шва образуются закалочные структуры и даже трещины.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
2. ПОДРЫВАНИЕ МЕТАЛЛА
2. ПОДРЫВАНИЕ МЕТАЛЛА Подрывание металлических элементов лучше производить удлиненными и фигурными зарядами, прилегающими к подрывным элементам по всей длине сечения (рис. 28), а при недостатке времени на вязку зарядов взрывают сосредоточенными зарядами. Рис. 28.
Кристаллическое строение и кристаллизация сплавов
Кристаллическое строение и кристаллизация сплавов Строение сплавов более сложное, чем строение чистого металла, и зависит от взаимодействия компонентов при кристаллизации.Компоненты сплава при кристаллизации могут образовывать:• твердые растворы, когда элементы
Определение сварочной дуги, ее строение, условия зажигания и горения
Определение сварочной дуги, ее строение, условия зажигания и горения Электрической сварочной дугой называют устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, происходящий при давлении, близком к атмосферному, используемом при
КОРРОЗИЯ МЕТАЛЛА
КОРРОЗИЯ МЕТАЛЛА «Коррозия Металла» — одна из культовых отечественных металлических команд. Она была создана в 1983 году по инициативе Сергея «Паука» Троицкого и Сергея «Борова» Высокосова.Легенда гласит, что первая группа Борова «Индикатор» периодически играла музыку
Кристаллизация
Кристаллизация Кристаллизация – процесс перехода тела из жидкого (иногда и газообразного) состояния в твердое, причем оно принимает более или менее правильную геометрическую форму
Особенности кристаллизации металла шва
Кристаллизацией называется процесс образования зерен (кристаллитов) расплавленного металла при переходе его из жидкого состояния в твердое. Это, так называемая, первичная кристаллизация. Существует еще вторичная кристаллизация, при которой происходит изменение структуры уже затвердевшего металла. Первичная кристаллизация металла шва начинается в результате его охлаждения при отводе тепла в толщу твердого металла, окружающего сварочную ванну. Сначала возникают отдельные центры кристаллизации, а от них начинают расти уже сами кристаллы, образующие зерна металла.

Первичная кристаллизация зарождается в первую очередь по линии сплавления I—II (рис. 33, а), на границах частично оплавленных зерен твердого металла, так как именно здесь начинается охлаждение ванны. Кристаллы растут в сторону толщи металла шва, как показано стрелкой, перпендикулярно плоскости отвода тепла. Количество, форма и расположение зерен зависят от места зарождения центров кристаллизации, скорости роста зерен, скорости охлаждения и направления отвода тепла, а также от наличия в расплавленном металле посторонних включений. При затвердевании металла сварочной ванны (рис. 33, б) сначала возникают быстрорастущие кристаллы вследствие интенсивного отвода тепла в основной металл. Между ними появляются более мелкие и медленнее растущие кристаллы, поскольку от них тепло отводится не так быстро. Затем зерна смыкаются и из них продолжают расти только те, которые расположены перпендикулярно поверхности раздела между твердым и жидким металлом. При уменьшении скорости охлаждения центры кристаллизации возникают более равномерно по всему объему металла, а зерна растут во все стороны. Первичная кристаллизация металла шва протекает периодически и при специальном травлении в нем можно различить слоистое строение.
Металл шва в результате первичной кристаллизации получает или гранулярную (зернистую) структуру, при которой зерна не имеют определенной ориентировки, а по форме напоминают многогранники, или столбчатую и дендритную структуру, при которой зерна вытянуты в одном направлении (рис. 33, в). При столбчатой структуре зерна имеют компактную вытянутую форму, при дендритной — ветвистую, напоминающую дерево. Дендриты обычно располагаются в столбчатых зернах, являясь их основой.
Чем быстрее охлаждение металла, тем больше образуется центров кристаллизации и тем мельче будут зерна. При медленном охлаждении в процессе затвердевания металл приобретает крупнозернистое строение. Столбчато-дендритная структура с крупными зернами (см. рис. 33, в) характерна для сварки под флюсом, где охлаждение металла шва происходит медленнее, чем при ручной сварке. Гранулярная структура присуща сварке покрытыми электродами. Она может быть крупной и мелкой, в зависимости от условий охлаждения и кристаллизации. Мелкозернистая гранулярная структура повышает механические свойства наплавленного металла.
Зерна основного металла отличаются по форме от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки.
Находящиеся в жидком металле примеси и загрязнения (окислы, шлаки и др.) имеют более низкую температуру затвердевания, чем металл, и при застывании располагаются по границам зерен, ухудшая их сцепление между собой. Это снижает прочность и пластичность наплавленного металла. Чем чище наплавленный металл, тем выше его механические свойства.
Форма шва имеет значение для направления кристаллизации и расположения неметаллических включений. При широких швах (рис. 33, г) эти включения вытесняются наверх и могут быть легко удалены; при узких швах (рис. 33, д) включения часто остаются в середине шва между зернами.
Структура шва и ЗТВ
Теплота, выделяемая сварочным источником нагрева, распространяется на прилегающие ко шву участки основного металла. При нагреве и последующем остывании в этих участках изменяются структура и свойства металла. Участок основного металла, подвергающийся в процессе сварки нагреву до температуры, при которой происходят видимые или невидимые структурные изменения, называют зоной термического влияния (околошовной зоной). Наряду с тепловым воздействием основной металл околошовной зоны, как правило, претерпевает и пластическую деформацию.
Температура нагрева различных участков зоны термического влияния находится в пределах от точки плавления металла (у шва) до начальной температуры основного металла. Строение и размеры зоны термического влияния зависят от химического состава и теп-лофизических характеристик свариваемого материала, а также от термического цикла сварки.
Зона термического влияния является обязательным спутником шва при всех видах электрической сварки плавлением. Ширина ее изменяется в достаточно широких пределах в зависимости от способа и режима сварки, состава и толщины основного металла и ряда других факторов. Меньшая ширина зоны относится к условиям сварки, характеризуемым большим перепадом температур.
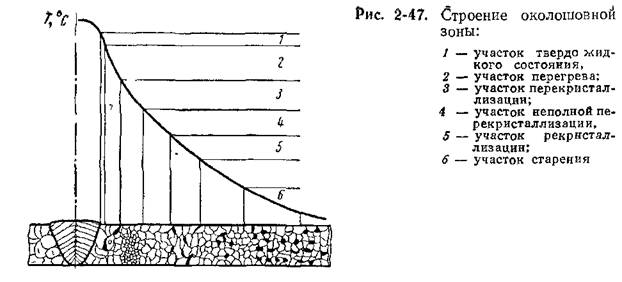
На рис. 2-47 приведена схема строения зоны термического влияния при сварке однослойного стыкового шва на конструкционных сталях. Рассмотрим на этом примере структурные превращения в околошовной зоне. Первый участок зоны примыкает непосредственно к металлу шва. Основной металл на этом участке находится в твердо-жидком состоянии. Здесь и происходит собственно сварка, т. е. формирование кристаллитов шва на частично оплавленных зернах основного металла. Участок имеет небольшую ширину. По своему составу и структуре он отличается от соседнего участка основного металла. За время контакта жидкой и твердой фаз в нем протекают диффузионные процессы и развивается химическая неоднородность.
Совокупность первого участка околошовной зоны и пограничного участка металла шва именуют зоной сплавления или переходной зоной. Свойства переходной зоны оказывают подчас решающее влияние на работоспособность сварной конструкции. На этом участке часто образуются трещины, ножевая коррозия, усталостные разрушения при вибрационной нагрузке, хрупкие разрушения и т. п. Поэтому дальнейшее изучение свойств переходной зоны представляет первостепенный интерес. Ширина переходной зоны зависит от природы источника нагрева, теплофи-зических свойств, состава и толщины (до определенных пределов) основного металла, режима сварки и других факторов.
Второй участок околошовной зоны, получивший название участка перегрева (участка крупного зерна), включает металл, нагретый до температуры примерно 1200° С до температуры плавления. Металл на этом участке претерпевает аллотропические превращения. При нагреве сс-железо переходит в у-железо, причем в результате значительного перегрева происходит рост аусте-нитного зерна.
Характер вторичной структуры металла на этом участке зависит от его состава и термического цикла сварки. Например, при электрошлаковой сварке низкоуглеродистой стали образуется крупнозернистая видманштеттова структура. Обычно, особенно в тех случаях, когда перегрев сочетается с последующей закалкой, металл на втором участке околошовной зоны обладает худшими свойствами (меньшая пластичность, меньшая стойкость против перехода в хрупкое состояние), чем основной металл вне зоны термического влияния. Задача выбора рациональной технологии сварки сводится в первую очередь к обеспечению наименьшего ухудшения свойств металла на этом участке.
Третий участок околошовной зоны получил название участка перекристаллизации (нормализации). Он включает металл, приобретший в процессе нагрева полностью аустенитную структуру.
Четвертый участок околошовной зоны, получивший название участка неполной перекристаллизации, включает металл, нагретый от температуры, при которой во время нагрева начинаются аллотропические превращения (~720° С), до температуры около 880° С. Металл на этом участке подвергается только частичной перекристаллизации. Поэтому здесь наряду с зернами основного металла, не изменившимися в процессе сварки, присутствуют зерна, образовавшиеся при перекристаллизации. Изменения структуры металла на этом участке значительно меньше влияют на качество сварного соединения углеродистых конструкционных сталей, чем изменения, происходящие в первых трех участках.
На пятом участке околошовной зоны, именуемом участком старения при рекристаллизации, металл нагревается от температуры примерно 500° С до температуры несколько ниже температуры 720° С. Здесь происходит сращивание раздробленных при нагартовке (ковке, прокатке) зерен основного металла и некоторое разупрочнение его по сравнению с исходным состоянием. Снижение прочности наблюдается также при сварке основного металла, подвергшегося упрочняющей термообработке. На этом же участке околошовной зоны при сварке углеродистых конструкционных сталей с содержанием до 0,3% С при некоторых условиях наблюдается снижение пластичности и ударной вязкости и повышение прочности металла. Можно предположить, что это обусловливается старением после закалки и дисперсионным твердением.
Физико-металлургические процессы при сварке трубопроводов
Для обеспечения высокого качества и эксплуатационных свойств в ряде случаев металл шва отличается от основного металла, в частности по содержанию различных легирующих элементов. Легирование наплавленного металла проводится при соблюдении двух важных требований: в качестве раскислений необходимо применять элементы, сродство которых к кислороду больше, чем у легирующего элемента; вместе с легирующим элементом целесообразно вносить в зону сварки и его окисел, который сохраняет легирующий элемент от выгорания.
Легирование наплавленного металла осуществляют как через металлическую, так и через шлаковую фазу. В этом случае предусматривается несколько вариантов:
легирование через проволоку сплошного сечения является основным способом при сварке в среде защитных газов и при электрошлаковом процессе; этот способ применяют также при сварке высоколегированных сталей и сплавов под слоем плавленых флюсов и толстопокрытыми стержневыми электродами;
введение легирующих элементов в виде порошков чистых металлов или ферросплавов в электродные покрытия вида «Б», «Р», «Ц», керамические флюсы и во флюсы порошковых проволок;
одновременное легирование через проволоку сплошного сечения и флюс;
легирование на основе восстановления элементов от окислов, находящихся в шлаке, металлом - основой сплава; этот способ применяют при автоматической сварке под флюсом углеродистых и низколегированных сталей для обогащения сварочной ванны Мn и Si; восстановителем является железо [см. уравнения (13), (14)]; для дополнительного легирования наплавленного металла марганцем в количестве 0,4 % и кремнием в количестве 0,2 % при сварке проволокой Св-08 флюс должен иметь около 40 % МnО и подобное количество Si02, являясь высококремнистым и высокомарганцовистым.
Легирование возможно провести через газовую фазу, но этот процесс мало изучен. Легирование наплавленного металла протекает во всех участках зоны сварки, но особенно энергично и полно в процессе каплеобразования.
Раскисление и рафинирование металла при сварке плавлением
Процесс раскисления ванны при сварке позволяет проводить удаление растворенного кислорода из металла. При рафинировании происходит очищение металла от серы, фосфора, неметаллических включений и газов. Раскисление можно проводить двумя способами: диффузией растворенного в металле кислорода в шлак и химическим взаимодействием кислорода с раскислителем, при котором образуются нерастворимые в металле окислы. Раскислители обладают большим сродством к кислороду, чем металл - основа сплава. В качестве раскислителей при сварке используют углерод, водород, кремний, марганец и др. Обычно реакции раскисления протекают в следующем порядке:

В результате раскисления ванны углеродом (17) происходит снижение его концентрации, что является благоприятным фактором, хотя осуществление этой реакции в области кристаллизации металла может привести к образованию пор. В зоне кристаллизации металла при температуре ниже 1600°С проходит активно реакция (18), которая при легировании шва кремнием в количестве более 0,15% предотвращает образование пор. Образование нерастворимых в металле окислов (Si02, МnО, ТiO2 и др.) происходит с большой скоростью, но приводит к загрязнению шва неметаллическими включениями, которые снижают пластичность и вязкость сварных соединений.
Для уменьшения загрязнения шва неметаллическими включениями процесс проводят таким образом, чтобы продукты раскисления образовывали легкоплавкие эвтектики - шлаки, которые легко удаляются из ванны кристаллизующимся металлом на поверхность шва. Этого можно достичь при комплексном легировании шва марганцем и кремнием (соотношение 2,5:1).
Серу и фосфор из ванны удаляют шлаком в соответствии со следующими реакциями:
В процессе, сварки отмечается, что, чем сильнее в шлаке активность окислов кальция, тем больше происходит смещение реакции вправо и полнее удаляются из металла сера и фосфор. Наилучшими рафинирующими свойствами обладают высокоосновные шлаки, богатые СаО. Подобные шлаки образуются при плавлении покрытия вида «Б». Серу из сварочной ванны можно удалить частично в шлак при легировании металла марганцем, который образует с серой тугоплавкое соединение MnS (температура плавления 1620°С). Этот металлургический способ борьбы с серой является основным, когда шлаки не содержат СаО и имеют малую основность (флюс марки АН-348А, покрытия вида «А»). Сера и фосфор относятся к вредным примесям, которые снижают стойкость швов против образования горячих и холодных трещин, вязкость и хладостойкость металла шва.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Строение и кристаллизация сварного шва

Сварочная ванна представляет собой участок расплавленного метала, перемещающийся вместе со сварочной дугой вдоль шва со скоростью сварки. Она имеет в продольном сечении форму, показанную на рисунок справа. В головной части ванна глубже, так как здесь жидкий металл находится под давлением дуги РД, обусловленным давлением газов, ударами заряженных частиц о поверхность металла и электромагнитным дутьем дуги. Глубина ванны зависит от плотности тока и скорости сварки, возрастая с повышением плотности и уменьшением скорости.
Жидкий металл ванны находится в непрерывном движении и перемешивании. Давлением дуги он вытесняется со дна ванны на ее боковые поверхности, образуя кратер.
Жидкий металл откладывается отдельными порциями и давление дуги периодически изменяется, отчего при затвердевании металла шва на его поверхности образуются волны (чешуйки). Чем толще слой шлака над расплавленным металлом шва, тем чешуйки будут тоньше, а поверхность шва — более ровной и чистой. Особенно чистой поверхность шва получается при автоматической сварке под флюсом.
При сварке под флюсом размеры ванны примерно следующие, мм: длина = 80-120, ширина = 20-30, глубина = 15-20.
Время, в течение которого металл ванны находится в жидком состоянии, зависит от способа и скорости сварки. Например, при ручной сварке током 150—200 а со скоростью от 3 до 11 м/ч это время составляет от 24 до 6,5 сек при автоматической под флюсом со скоростью 50 м/ч — 4,4 сек.
По линии АБВ ванны (см. рис. 32) протекает процесс плавления основного металла, а по линии ВГА — кристаллизации металла шва.

Строение сварного шва
Рассмотрим вопрос о строении сварного шва на примере сварки низкоуглеродистой стали, имеющей наибольшее применение в сварных конструкциях.
На тщательно отшлифованной поверхности разреза сварного шва, протравленной специальным раствором, можно ясно видеть отдельные участки, имеющие различное строение зерен и называемые зонами сварного шва. Эти зоны следующие.

Основной металл, который в процессе сварки нагревается и частично расплавляется. Чем выше температура нагрева, тем большие изменения будет претерпевать металл. В той зоне основного металла, где температура нагрева углеродистой стали не превышает 720° С, сталь сохраняет те же свойства, которыми она обладала до сварки.
Металл шва образуется в результате кристаллизации расплавленных основного и электродного (присадочного) металла. Доля электродного металла шва составляет при ручной дуговой сварке от 50 до 70%, при сварке под флюсом от 30 до 40%. Химический состав металла шва может значительно отличаться от состава основного металла вследствие химических реакций и перемешивания, происходящих в сварочной ванне. На химический состав металла шва влияет также состав покрытия, флюса, режим сварки, защита дуги от окружающей атмосферы и пр.
Зона сплавления, расположенная на границе между основным и наплавленным металлом. Если зерна основного и наплавленного металла хорошо срослись и как бы проникают друг в друга, то такие швы обладают наибольшей прочностью. Зона сплавления имеет очень малую ширину и трудно различима, так как сливается с границей шва. Если между зернами основного металла и металла шва имеется пленка окислов, то в этом месте шов обладает пониженной прочностью из-за нарушения сцепления частиц основного и наплавленного металла.
Зона влияния. За зоной сплавления располагается участок основного металла, где он не изменяет своего первоначального химического состава. Однако структура основного металла, на этом участке меняется под влиянием нагревания при сварке. Этот участок носит название зоны термического (теплового) влияния или просто зоны влияния.
Строение зоны влияния при ручной дуговой сварке низкоуглеродистой стали схематически показано на рис. 34, а. Рядом с металлом шва расположена зона сплавления, с которой граничит участок перегрева. Здесь основной металл уже не нагревается до температуры плавления, хотя температура его достаточно высока и лежит в пределах 1100—1500° С, что вызывает значительный рост зерен на данном участке, и почти всегда сопровождается образованием игольчатой (видманштеттовой) структуры. Эта часть шва обычно является наиболее слабым местом и металл здесь обладает наибольшей хрупкостью, хотя это существенно не влияет на прочность сварного соединения в делом, за исключением тех случаев, когда перегрев значителен.
По мере удаления от оси шва температура металла понижается. В пределах температур 900—1100°С находится участок нормализации, характеризующийся наиболее мелкозернистым строением, так как здесь температура нагрева лишь незначительно превышает критическую* температуру. На участке нормализации металл сварного соединения обладает наибольшей прочностью и пластичностью.
Следующий участок основного металла, лежащий в пределах температур 720—900° С, подвержен лишь частичному изменению структуры и потому называется участком неполной перекристаллизации. В нем наряду с довольно крупными зернами имеются скопления мелких зерен. В этой части металла подведенного тепла уже оказалось недостаточно для перекристаллизации и измельчения всех зерен. Участок, соответствующий нагреву от 500 до 720°С, называется участком рекристаллизации; в нем структура стали не изменяется, а происходит лишь восстановление прежней формы и размеров зерен, разрушенных и деформированных при прокатке металла. При дальнейшем понижении температуры от 500° С и ниже нельзя заметить признаков теплового воздействия на основной металл.
Наименьшую ширину (около 2,5 мм) зона термического влияния имеет при ручной дуговой сварке голыми и тонкопокрытыми электродами. При ручной сварке толстопокрытыми' электродами зона влияния больше и составляет 5—6 мм. При газовой сварке она наибольшая и достигает 25—27 мм. Ширина зоны влияния зависит от основных условий процесса сварки, определяемых толщиной и видом свариваемого металла (величины тока, скорости сварки, условий отвода тепла от места сварки). Так, например, при автоматической сварке низкоуглеродистой стали толщиной 40 мм, со скоростью 10—12 м/ч, током 2000—2500 а ширина зоны влияния достигает 8—10 мм; при автоматической сварке этой же стали толщиной 2 мм, током 1200—1400 а, при скорости 360 м/ч ширина зоны влияния всего 0,5—0,7 мм.
При сварке среднеуглеродистых и низкоуглеродистых сталей, склонных к закалке, структура металла в зоне влияния будет несколько иной (рис. 34, б). В этом случае за участком сплавления будут расположены (в направлении слева — направо): 8 — участок закалки, 9 — участок неполной закалки, 10— зона отпуска, 11 — основной металл.
Читайте также: