Какова будет зона зачистки основного металла в околошовной зоне сварного соединения
Обновлено: 07.05.2024
Аннотация: Данная статья посвящена вопросу области применения ручного ультразвукового контроля (УЗК) сварных соединений сосудов и трубопроводов из сталей перлитных классов и мартенситно-ферритных классов, кроме литых деталей.
Ключевые слова: ультразвуковой контроль, неразрушающий контроль, эхо-метод, электронное сканирование, линейное сканирование, секторное сканирование.
Ручной ультразвуковой контроль (УЗК) сварных соединений, рассмотренный в настоящей статье, может использоваться при диагностике сосудов и трубопроводов из сталей перлитных классов и мартенситно-ферритных классов, кроме литых деталей.
УЗК контроль обеспечивает обнаружение и оценку допустимости несплошностей с эквивалентной площадью, предусмотренной нормами, регламентированными Ростехнадзором.
Описанная в данной статье методика контроля может быть применена при выполнении ультразвукового контроля оборудования основного металла и сварных соединений технических устройств, применяемых на опасном производственном объекте.
В сварных соединениях контролю и одинаковой оценке качества подлежит металл сварного шва и околошовной зоны. Ширина контролируемой околошовной зоны основного металла определяется в соответствии с требованиями Таблицы 1.
Таблица 1 – Размер околошовной зоны основного металла, оцениваемой по нормам для сварных соединений
| Вид сварки | Тип соединения | Номинальная толщина сваренных элементов Н, мм | Ширина контролируемой околошовной зоны В, не менее, мм |
|---|---|---|---|
| Дуговая и ЭЛС | Стыковое | до 5 вкл. | 5 |
| св. 5 до 20 вкл. | номинальная толщина | ||
| св.20 | 20 | ||
| ЭШС | Стыковое | независимо | 50 |
| Независимо | Угловое | основной элемент | 3 |
| притыкаемый элемент | как для дуговой сварки, так и для ЭЛС |
Ширина контролируемых участков околошовной зоны определяется от граничной поверхности его разделки, указанной в конструкторской документации.
В сварных соединениях деталей различной толщины ширина указанной зоны определяется отдельно для каждой из сваренных деталей.
Ультразвуковой контроль проводят после исправления дефектов, обнаруженных при визуальном и измерительном контроле, при температурах окружающего воздуха и поверхности изделия в месте проведения контроля от + 5 до + 40 °C. Поверхности сварных соединений, включая зоны термического влияния и зоны перемещения ПЭП, должны быть очищены от сварочного грата, пыли, грязи, окалины, ржавчины. С них должны быть удалены забоины, отслаивающаяся окалина по всей длине контролируемого участка. При подготовке поверхности сканирования, ее шероховатость должна быть не хуже Rz=40 мкм.
Ширина подготовленной под контроль зоны должна быть не менее:
Htgб + A + B - при контроле совмещенным ПЭП прямым лучом;
2Htgб + A + B - при контроле однажды отраженным лучом и по схеме "тандем";
Н + A + B - при контроле PC ПЭП хордового типа, где А — длина контактной поверхности ПЭП (ширина для PC ПЭП).
Проведение контроля предусматривает использование следующего оборудования, материалов и инструментов:
- импульсные ультразвуковые дефектоскопы с комплектами преобразователей и соединительными высокочастотными кабелями;
- СО, ОСО, СОП, вспомогательные устройства, включая средства определения шероховатости поверхности (образцы шероховатости, профилометры);
- АРД и SKH-диаграммы, номограммы;
- вспомогательные приспособления, материалы и инструменты.
При контроле используются дефектоскопы с диапазоном регулировки измерительного аттенюатора не менее 60 дБ и шагом ступени не более 2 дБ (динамический диапазон экрана дефектоскопа - не менее 20 дБ). Скорость распространения ультразвука в материалах должна составлять 2500-6500 м/с для продольных волн и 1200-3300 м/с для поперечных. Диапазон прозвучивания по стали при работе с прямым совмещённым ПЭП в эхо-импульсном режиме - не менее 3000 мм, а при работе наклонным ПЭП - не менее 200 мм (по лучу). Диапазон измерений глубин залегания дефектов по глубиномерному устройству в эхо-импульсном режиме не менее 1000 мм по стали при работе прямым ПЭП, и не менее 100 мм по обеим координатам при работе с наклонным ПЭП.
Выбор наклонных совмещенных преобразователей и прямых преобразователей проводится с учетом толщины контролируемого сварного соединения по Таблицам 2 и 3.
Таблица 2 – Выбор наклонных совмещенных преобразователей
| Номинальная толщина сваренных элементов, мм | Частота, МГц | Угол ввода, град, при контроле лучом | |
|---|---|---|---|
| прямым | отраженным | ||
| от 2 до 8 вкл. | 4,0 - 10 | 70 - 75 | 70 - 75 |
| св. 8 до 12 вкл. | 2,5 - 5,0 | 65 - 70 | 65 - 70 |
| св. 12 до 20 вкл. | 2,5 - 5,0 | 65 - 70 | 60 - 70 |
| св. 20 до 40 вкл. | 1,8 - 4,0 | 60 - 65 | 45 - 65 |
| св. 40 до 70 вкл. | 1,25 - 2,5 | 50 - 65 | 40 - 50 |
| св. 70 до 125 вкл. | 1,25 - 2,0 | 45 - 65 | Контроль не проводится |
Таблица 3 - Выбор прямых преобразователей
| Номинальная толщина сваренных элементов, мм | Тип ПЭП | Частота, МГц |
|---|---|---|
| до 20 вкл. | PC или совмещенный | 4 - 6 |
| св. 20 до 40 вкл. | PC или совмещенный | 2,5 - 5,0 |
| св. 40 до 60 вкл. | PC или совмещенный | 1,8 - 5,0 |
| св.60 | совмещенный | 1,25 - 2,5 |
Процедура ультразвукового контроля включает следующие операции:
- настройка скорости развертки и глубиномера дефектоскопа;
- установка поискового, контрольного и браковочного уровня чувствительности, параметров ВРЧ (при необходимости);
- сканирование;
- при появлении эхо-сигнала от возможной несплошности: определение его максимума и идентификация несплошности (выделение полезного сигнала на фоне ложных сигналов);
- определение предельных значений характеристик несплошностей и сравнение их с нормативными;
- измерение и регистрация характеристик несплошности, если ее эквивалентная площадь равна или превышает контрольный уровень;
- оформление документации по результатам контроля.
Результаты контроля оцениваются с точки зрения соответствия измеренных характеристик максимально допустимым значениям, установленным в нормативных документах. По тем же нормам оценивают качество околошовной зоны, размеры которой указаны в таблице 1.
Нормативы качества по результатам УЗК определяются по действующей на момент проведения контроля руководящей нормативно-технической документацией (РД, ПКД, ТУ, ПК). Если специальные нормативы для конкретного контролируемого сварного узла отсутствуют, допускается руководствоваться нормами, приведенными в Таблице 4.
Таблица 4 - Максимально допустимые значения характеристик несплошностей, выявляемых при контроле
| Номинальная толщина сварного соединения, мм | Эквивалентная площадь одиночных несплошностей, мм2 | Число фиксируемых одиночных несплошностей на любых 100 мм длины сварного соединения | Протяженность несплошностей | |
|---|---|---|---|---|
| Суммарная в корне шва | Одиночных в сечении шва | |||
| от 2 до 3 | 0,6 | 6 | 20 % внутреннего периметра сварного соединения | Условная протяженность компактной (точечной) несплошности |
| от 3 до 4 | 0,9 | 6 | ||
| от 4 до 5 | 1,2 | 7 | ||
| от 5 до 6 | 1,2 | 7 | ||
| от 6 до 9 | 1,8 | 7 | ||
| от 9 до 10 | 2,5 | 7 | ||
| от 10 до 12 | 2,5 | 8 | ||
| от 12 до 18 | 3,5 | 8 | ||
| от 18 до 26 | 5,0 | 8 | ||
| от 26 до 40 | 7,0 | 9 | ||
| от 40 до 60 | 10,0 | 10 | ||
| от 60 до 80 | 15,0 | 11 | ||
| от 80 до 120 | 20,0 | 11 | ||
Качество сварных соединений оценивается по двухбалльной системе:
- балл 1 – неудовлетворительное качество: сварные соединения с несплошностями, измеренные характеристики или количество которых превышают максимально допустимые значения по действующим нормам;
- балл 2 – удовлетворительное качество: сварные соединения с несплошностями, измеренные характеристики или количество которых не превышают установленных норм. При этом сварные соединения считают ограниченно годными (балл 2а), если в них обнаружены несплошности с Акбр; ∆L 0; n< n0, и абсолютно годными (балл 2б), если в них не обнаружены несплошности с А ≥ Ак, где А - измеренная амплитуда эхо-сигнала от несплошности; Ак и Абр - амплитуды контрольного и браковочного уровней чувствительности на глубине залегания несплошности; ∆L и ∆L0 - измеренная условная протяженность несплошности и ее предельно допустимое значение; n и n0 - измеренное количество несплошностей с Aк ≤ A ≤ Aбр и ДL ≤ ДL0 на единицу длины сварного соединения (удельное количество) и предельно допустимое количество.
Основными измеряемыми характеристиками выявленной несплошности являются:
- соотношение амплитудной и/или временной характеристики принятого сигнала и соответствующей характеристики опорного сигнала;
- эквивалентная площадь несплошности;
- координаты несплошности в сварном соединении;
- условные размеры несплошности;
- условное расстояние между несплошностями;
- количество несплошностей на определенной длине соединения.
Измеряемые характеристики, используемые для оценки качества конкретных соединений, должны быть регламентированы технологической документацией на контроль.
Несплошность считают поперечной (тип «Т» по ГОСТ Р 55724-2013, приложение Г), если амплитуда эхо-сигнала от нее при озвучивании наклонным совмещенным ПЭП вдоль шва (независимо от условной протяженности) Aпоп не менее, чем на 9 дБ больше, чем при озвучивании поперек шва Апрод. При этом рассматриваются только эхо-сигналы с амплитудой, равной или большей контрольного уровня чувствительности Ак для глубины залегания данной несплошности.
Если разница амплитуд эхо-сигналов в указанных направлениях озвучивания меньше 9 дБ, несплошность считают продольной.
При измерении ориентации несплошности усиление шва в месте измерений должно быть удалено и заглажено заподлицо с основным металлом.
Несплошность считают или объемной, или плоскостной в зависимости от измеренных значений идентификационных характеристик (признаков) по ГОСТ Р 55724-2013, раздел 10.
Идентификацию формы несплошности допускается проводить с помощью дефектоскопов с визуализацией дефектов.
При контроле сварных соединений с проточкой под подкладное кольцо оценку дефектов проводят для номинальной толщины сваренных элементов (в зоне проточки).
При экспертном или дублирующем контроле результаты контроля двумя дефектоскопистами следует считать сопоставимыми, если эквивалентные площади одной и той же несплошности отличаются не более, чем в 1,4 раза (3 дБ).
Отступления от норм оценки обнаруженных несплошностей допускаются в соответствии с порядком, предусмотренным Правилами Ростехнадзора, а также по специальным техническим решениям, согласованным в установленном порядке.
Список информационных источников:
- ГОСТ Р 55724-2013 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые».
- ГОСТ 12.1.001 «Ультразвук Общие требования безопасности».
- ГОСТ 12.3.019 «Испытания и измерения электрические. Общие требования безопасности».
- ГОСТ 26266-90 «Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования».
- ПБ 03-440-02 «Правил аттестации специалистов неразрушающего контроля».
- РД 34.10.133-97 «Инструкция по настройке чувствительности ультразвукового дефектоскопа».
- СП 53-101-98 «Изготовление и контроль качества стальных конструкций».
С.А. Шевченко, Н.Л. Михайлова, А.А. Шестаков, С.Г. Царева, Э.В. Шишков
Характерные зоны сварных соединений
Сварные соединения, выполненные сваркой плавлением, можно разделить на несколько зон, отличающихся макро- и микро- структурой, химическим составом, механическими свойствами и другими признаками; сварной шов, зону сплавления, зону термического влияния и основной металл (рис. 1). Характерные признаки зон связаны с фазовыми и структурными превращениями, которые претерпевают при сварке металл в каждой зоне.
Сварной шов характеризуется литой макроструктурой металла. Ему присуща первичная микроструктура кристаллизации, тип которой зависит от состава шва и условий фазового перехода из жидкого состояния в твердое.
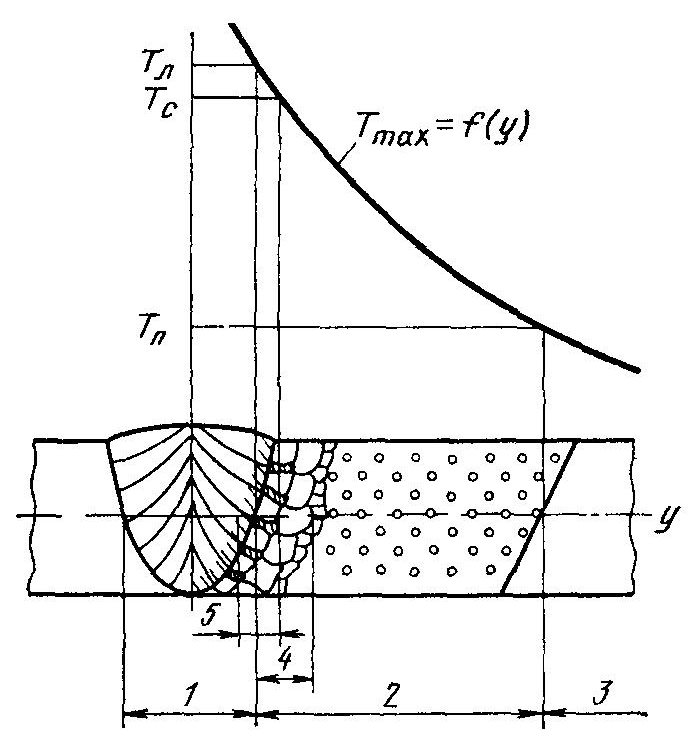
Рис 1 Характерные зоны сварных соединений 1 – шов, 2 – зона термического влияния, 3 – основной металл, 4 – околошовный участок зоны термического влияния, 5– зона сплавления, Тл, Тси Тп – температуры ликвидуса солидуса и начала фазовых и структурных превращений
Зона термического влияния (3TB) – участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения в твердом металле. В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ). Она располагается непосредственно у сварного шва и включает несколько рядов крупных зерен. Металл шва, имеющий литую макроструктуру, и ЗТВ в основном металле, имеющая макроструктуру проката или рекристаллизованную макроструктуру литой или кованой заготовки, разделяются друг от друга поверхностью сплавления. На поверхности шлифов, вырезанных из сварного соединения и подвергнутых травлению реактивами, она при небольших увеличениях наблюдается как линия или граница сплавления.
Зона сплавления (ЗС) – это зона сварного соединения, где происходит сплавление наплавленного и основного металла. В нее входит узкий участок шва, расположенный у линии сплавления, а также оплавленный участок ОШЗ. Первый участок образуется вследствие недостаточно эффективного переноса, расплавленного основного металла в центральные части сварочной ванны. Здесь имеет место перемешивание наплавленного и основного металлов в соизмеримых долях. На оплавленном участке ОШЗ возможно появление между оплавленными зернами жидких прослоек, имеющих аналогичный состав. В случае применения разнородных наплавленного и основного металлов (например, аустенитного и перлитного) ЗС отчетливо наблюдается в виде переходной прослойки. Она имеет часто существенно отличающиеся от металла шва и ЗТВ химический состав, вторичную микроструктуру и свойства. Распределение элементов по ширине ЗС имеет сложный характер, который определяется процессами перемешивания направленного и основного металла, диффузионного перераспределения элементов между твердой и жидкой фазами и в твердой фазе на этапе охлаждения.
Основной металл располагается за пределами ЗТВ и не претерпевает изменений при сварке. Может влиять на превращения в ЗТВ в зависимости от eгo макро- и микроструктуры, определяемых способом первичной обработки металла (прокат, литье, ковка, деформирование в холодном состоянии) и последующей термообработкой (отжиг, нормализация, закалка с отпуском, закалка со старением и т. п.).
способ снятия остаточных напряжений в сварных соединениях металлов
Приветствую тебя на Территории сварки! Тема этой статьи — околошовная зона, её еще называют зоной термического влияния. Насколько важно знать сварщику свойства этой зоны? Сейчас разберемся!
Околошовная зона, это участок сварного соединения, который находится в непосредственной близости к шву. Хоть эта зона и не нагревается до температуры плавления, она все равно испытывает такие температуры, которых достаточно для изменения структуры металла. Изменения в структуре, влекут за собой снижение прочности и сопротивление к нагрузкам. По этому, на зону термического влияния выделяют отдельное внимание.
Ширина околошовной зоны

Ширина околошовной зоны не имеет определенных значений. Она переменна и зависит от нескольких факторов.
- Вид сварки
- Толщина металла
- Режим сварки
Выше перечислены три основных фактора, влияющих непосредственно на ширину околошовной зоны. Если вам интересны приблизительные значения ширины околошовной зоны при той или иной сварке, обратите внимание на таблицу ниже.
Таблица размеров околошовной зоны
| Вид сварки | Ширина, мм, от — до |
| Ручная дуговая сварка(РДС) | 3 — 6 |
| Под флюсом | 2 — 4 |
| Полуавтомат в среде защитного газа Co2 | 1 — 3 |
| Газовая сварка | 8 — 28 |
Чем выше область нагрева во время сварки, тем шире околошовная зона. Так у газовой сварки самое высокое значение размера околошовной зоны.
Обратите внимание на статью — ожог глаз от сварки. В ней мы рассказали о причинах, видах и их характерных признаках. А так же о том, как лечить его в домашних условиях, народными средствами или медикаментами.
Структура околошовной зоны
Как мы уже поняли, зона термического влияния или околошовная зона — участок сварного соединения, который находится в непосредственной близости к сварному шву. Простыми словами, это металл, рядом со швом, который подвергается нагреву.
Более того, вы уже узнали о том, что при нагреве, металл околошовной зоны меняет свою структуру, кристаллическую решетку. В связи с чем, меняются и свойства металла, прочностные показатели.
Пришло время узнать, что околошовная зона имеет определенную структуру, которую можно разбить на несколько участков.

Участки околошовной зоны или зоны термического влияния с характеристиками
Участок 1
Данный участок околошовной зоны называется участком частичного расплавления. Здесь переходный участок от металла шва к основному металлу. Температура данного участка достигает более 1500 градусов по цельсию.
Участок 2
Второй участок — самый слабый участок околошовной зоны. Имеет название «участок перегрева«. Данное название обусловлено тем, что температура данной зоны варьируется от 1100 до 1500 градусов цельсии. Но температуры не достаточно для плавления, по этому структура металла становится крупнозернистой. Что и является причиной хрупкости и низкой ударной вязкости. Ширина данного участка составляет от 3-х до 4-х миллиметров.
Участок 3
Участок нормализации. Температура данного участка колеблется от 900 до 1100 градусов цельсии. Ширина зоны от половины до полутора миллиметров. Название данного участка говорит на о том, что после плавного охлаждения, структура металла становится мелкозернистой. Соответственно, свойства металла гораздо благоприятны по сравнению с первыми двумя участками.
Нормализация — процедура специального нагрева металла, до температуры достаточной для смены структуры металла. Данная процедура необходима для повышения механических свойств. Нагрев происходит до 900 градусов по цельсию.
Участок 4
Участок характеризует его температура, которая находится на отметках от 700 до 900 градусов по цельсию. А так же, свой групно -зернистой структурой. Которая характеризует участок с номером 4 плохим по механическим свойствам. Данный участок хуже чем участок №3. Ширина участка от 0.5 до 1.2 мм. Название — участок неполной перекристаллизации.
Участок 5
Участок старения или рекристаллизации. Характерная температура данного участка — 400 — 700 градусов цельсии. В случае, если металл до сварки подвергался деформации на холодную, то после сварки этот участок имеет заниженные прочностные свойства ударной вязкости. А если не подвергался деформации, то изменений не происходит.
Участок 6
Температура участка варьируется от 200 до 450 градусов цельсии. Является зоной перехода от околошовной зоны к основному металлу. Особых изменений в структуре не наблюдается. Однако, при сварке низкоуглеродистых сталей, после остывания, металл приобретает повышенные прочностные свойства, но снижается пластичность.
Лекция «Устранение деформации сварной конструкции»
СПОСОБЫ УСТРАНЕНИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ
1. Термическая обработка после сварки проводится для снятия напряжений, полученных в результате сварки и для улучшения механических свойств
При сварке применяют следующие виды термической обработки.
. После сварки изделие помещают в нагревательную печь, нагрев осуществляют
до 600—680°С.
После нагрева изделие выдерживают в печи при этой температуре в течение 2,5 мин на 1 мм толщины металла, и охлаждают вместе с печью.
Отжиг применяется, когда изготовление сварной конструкции связано с последующей обработкой резанием, повышенными требованиями к точности размеров, а также в тех случаях, когда необходимо повысить сопротивляемость хрупким разрушениям при низких температурах.
2.Полный отжиг. С
тальное изделие нагревают до температуры
820—930° С
, выдерживают при этой температуре и затем медленно охлаждают вместе с печью до температуры
300°
С, после охлаждают на воздухе. При полном отжиге устраняются внутренние напряжения и улучшается структура металла. Металл становится мелкозернистым и более пластичным.
3. Нормализация
— это термическая обработка, подобная отжигу, но с охлаждением на воздухе. При нормализации сварное изделие нагревают до температуры
850—900° С
, выдерживают при этой температуре и затем охлаждают на воздухе В этом случае металл шва и околошовной зоны приобретает мелкозернистую структуру, повышается его прочность и твердость.
к . Изделие нагревают до температуры
400—700° С
, выдерживают при этой температуре, медленно охлаждают вместе с печью до нормальной температуры. Поскольку изделия в этом случае нагреваются до температуры, лежащей ниже критической (723°С), структурных изменений в сварном шве и околошовной зоне не происходит.
Нагрев для термической обработки может производиться в печах, горнах, ямах, а также с помощью индукторов. Для местного нагрева применяют сварочные горелки
2. Механические способы обработки
Для снятия остаточных напряжений после сварки используют проковку, прокатку (прил. 2), вибрацию, обработку взрывом устраняющие растягивающие остаточные напряжения в сварной конструкции.
СПОСОБЫ УСТРАНЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ
Изменение размеров и формы сварной конструкции снижает ее работоспособность и портит ее внешний вид.
Для устранения деформаций применяют различные способы правки путём приложения статического
силового либо
динамического
ударного воздействия.
, следует проводить
только в случае действительной необходимости,
когда остаточные деформации выходят за пределы допустимых. Любая правка
снижает надёжность
сварной конструкции.
В зависимости от конструкции изделия, величины деформации, типа материала и его термического состояния используют три основных вида правки:
При правке этим методом нагревают растянутую часть деформированной детали. В этих участках металл испытывает пластическую деформацию сжатия и укорочения растянутых волокон металла. При последующем охлаждении эти участки, сокращаясь, выпрямляют изделие.
Термическую правку применяют в основном для устранения деформаций коробления листовых конструкций и ликвидации изгиба балочных конструкций.
При правке выпучин листовых деталей нагревают выпуклую часть в отдельных точках в шахматном порядке.

Рис. 1 Правка местным нагревом: а
– по ребру,
б
– по плоскости
После охлаждения диаметр нагреваемой окружности уменьшается, что и приводит к исчезновению выпучины. Нагрев можно производить газовой горелкой, электрической дугой, угольным электродом, на машинах для точечной сварки.
Правка убыстряется при сочетании местного нагрева с приложением статических нагрузок при использовании специальных правочных приспособлений.
Схема исправления сварной тавровой балки путем приложения статической нагрузки

Схема исправления деформированных изделий из тонколистового металла
– листы после сварки до прокатки,
б
– схема процесса прокатки,
1
– сварной шов,
– накладка,
3
– прокатные валки

Расположение участков нагрева при термической правке а
– балки швеллерного сечения,
в
– рамы из швеллеров
Схема правки листовой стали
2. Термическая правка с общим нагревом (отжиг)
Её производят в правочных приспособлениях, в которых конструкция фиксируется в нужном положении с предварительным натягом в жёстком приспособлении . Затем приспособление с изделием загружается в печь и подвергается общему нагреву. Нагретый металл пластически деформируется в приспособлении и при последующем охлаждении сохраняет приданную ему форму.
3.
Холодная механическая правка
.Для этой же цели используют ручные прессы, специальные правочные приспособления, стальные пуансоны для обжатия на механизированных прессах, а также прокатку на трехвалковых станах. Для правки крупногабаритных сварных узлов применяют гидравлические правильные прессы и специализированные правильные машины.
Так, грибовидность сварных двутавровых балок (рис. 1, д
), выправляют на специализированной машине, ролики 1 и 3 служат для подачи балки в процессе правки, нажимной ролик 2 совершает возвратно-поступательное движение.
Рис. Схемы механической правки сварных двутавровых балок (а
и цилиндрических оболочек (б
Сварные цилиндрические оболочки правят на трёх- и четырёхвалковых листогибочных машинах (рис. 14, б
4. Термомеханическая правка
Она заключается в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции в нужном направлении. Эта нагрузка может создаваться домкратами, прессами или другими устройствами (рис. 14). Такой способ правки применяют для жёстких сварных узлов.
Рис. Термомеханическая правка сварного фундамента с применением домкрата (цифрами показана последовательность мест нагрева): 1
– опоры;
2 –
места нагрева;
3
– домкрат
Околошовная зона и трещины
Сварщики часто встречаются с проблемой возникновения трещин в околошовной зоне. Такие трещины могут быть как горячими так и холодными. Трещины в зоне термического влияния являются дефектом сварного соединения. Что бы была возможность снизить вероятность образования данного дефекта, необходимо понимать причины и знать определенные меры предотвращения.

Трещины внутренние и наружные в околошовной зоне
Холодные трещины в околошовной зоне
Во-первых, нужно понимать, что холодные трещины — те, которые образуются при низких температурах основного металла. На пример во время остывания. Образуются они по причине недостатка или полного отсутствия структурных зерен в определенной области находящейся в зоне термического влияния.
Для того, что бы избежать образования таких трещин, необходимо постепенно и максимально плавно охлаждать деталь. Как правило, после сварки, деталь подогревают и постепенно снижают ёё температуру до температуру окружающей среды.
Горячие трещины в околошовной зоне
Горячие трещины возникают непосредственно во время сварки. Причиной этого является работа со среднелегированными сталями. Связанно это непосредственно с составом стали.
Что бы предотвратить появление горячих трещин в околошовной зоне, следует прибегнуть к предварительному подогреву металла.
Заключение
В заключении обращу ваше внимание. Околошовная зона или зона термического влияния образуется во всех случаях сварки. Единственное, может отличаться размеры околошовной зоны при работе разными видами сварки.
Дорогие коллеги, кому статья была полезной, не забывайте делиться ею в социальных сетях с помощью кнопок ниже, так вы поможете нам рассказать о Территории сварки другим сварщикам. Спасибо за понимание!
Комментарии с критикой, советами и рекомендациями приветствуются. А так же, всегда рады комментариям с предложениями по улучшению контента и сайта в целом. Спасибо!
Методы противодействия напряжениям и деформациям
Предварительный и сопроводительный подогрев
Предварительный и сопроводительный подогрев сталей улучшает механические качества шва и прилегающей зоны, уменьшает пластические деформации и остаточные напряжения. Используют для сталей склонных к закалке и образованию кристаллизационных трещин.
Обратно ступенчатый порядок наложения швов
Рис. Обратно ступенчатый порядок наложения швов
Длинные швы (свыше 1000 мм) разбиваются на участки по 100-150 мм и каждый из них ведется в направлении обратном направлению сварки. Используя обратно ступенчатый порядок наложения швов можно добиться более равномерного нагревания металла в сравнении с последовательным наложением. Равномерное нагревание металла значительно уменьшает деформации.
Проковка швов
Проковывать можно как нагретый так и холодный металл. При ударе металл разжимается в разные стороны, что уменьшает растягивающие напряжения. Сварочные швы на металле склонному к образованию закалочных структур не проковывают.
Уравновешивание деформаций
Способ заключается в выборе такого порядка наложения швов при котором каждый следующий шов создает деформацию противодействующую предыдущему. Например, поочередное наложение слоев при сварке двусторонних соединений.
Создание обратных деформаций
Детали собирают под сварку изначально под определенным углом. Когда во время сварки детали сближаются друг к другу деформация уменьшается.
Жесткое крепление деталей
Для этого используют жесткое закрепление деталей в кондукторах. Детали находятся закрепленными все время сварки, вынимают их после охлаждения. Недостатком является возможность возникновения внутренних напряжений.
МЕТОДЫ БОРЬБЫ СО СВАРОЧНЫМИ ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ

Разновидности деформационных швов
Всего существует три разновидности деформационных швов:
- изоляционные;
- усадочные;
- конструкционные.
Изоляционные швы обустраиваются в местах касания стяжки с остальными конструкциями – стенами, фундаментом либо колоннами. Шов прорезается на всю толщу стяжки, устраняя жесткое сцепление с фиксированным объектом, что позволяет полу не зависеть от прочих конструкций здания и не реагировать на произошедшие с ними изменения.
Для создания изоляционного шва по периметру помещения, а также вокруг отдельно стоящих колонн, до начала заливки бетона укладывается изоляционная лента. Его допустимая толщина 10 мм.
В некоторых случаях нарезка швов выполняется в затвердевшем бетоне. Организуются пропилы на всю глубину стяжки и заполняются изоляционными составами.
Усадочные швы помогают избежать появления хаотичных трещин на поверхности бетонного покрытия, вызванных неравномерным усыханием стяжки. Нарезка швов данной разновидности создает в толще стяжки прямые плоскости слабины. По мере застывания бетона швы будут слегка расходиться, а трещины формироваться строго в заданных областях.
Конструкционные швы организуются в местах соприкосновения стяжек, залитых в разные сроки. Выполняются они на расстоянии 1,5 метра от швов бетонной основы и располагаются в параллельном направлении.
Общая технология нарезки швов в бетонных полах
При создании деформационных швов необходимо соблюдение следующих рекомендаций:
- нарезка швов должна выполняться либо после завершения заливки, либо позднее, когда стяжка получит необходимую прочность. При создании швов по влажному составу работы можно начинать через 4 – 12 часов после окончания заливки. Проведение работ может быть отложено на сутки, но не более. При полном высыхании стяжки нарезка швов в бетоне – технология по сухому составу – выполняется как можно раньше, чтобы избежать разрушения краев шва;
- первый пробный шов нарезается через несколько часов после заливки, когда бетон начинает затвердевать. Если в процессе работы из стяжки выпадают зерна наполнителя, то бетон еще не готов;
- перед началом работ необходимо выполнить разметку поверхности при помощи веревки либо длинной линейки. В толще свежего бетона швы можно делать при помощи резчика, а в сухой стяжке методом пропила;
- технология нарезки швов в бетонных полах имеет свои особенности. Так, глубина шва в среднем должна достигать 1/3 – 1⁄4 части от толщины стяжки. Но если нарезка выполняется по свежему покрытию, то показатель может быть уменьшен. Необходимо избегать т-образного пересечения нарезаемых швов, поскольку такое расположение может провоцировать появление непредусмотренных трещин.


Проковка и контроль сварных швов
Правда, он не считается безупречным, так как на порядок уменьшает продуктивность труда сварщика. Все таки, его можно советовать, в основном, после убирания трещины, при повторном наложении шва. Такие трещины, в основном, появляются при сварке в жёстком контуре, на участках «замыкания» шва, при варке заплат, заварке трещин, в варке в лист жёстких колец, наложении кольцевых швов на трубы, цилиндры и т. п.
Отличают холодную и горячую проковку. В первом варианте, горячей проковки, каждый отдельный валик чеканят тут же после сплавления электрода при температуре не меньше 500°С, в другом варианте — при температуре не больше 100°С. Не лучше всего проводить проковку швов сварки при температуре от 100 до 500°С, так же как и при этом уменьшается эластичность металла в районе шва, что нежелательно.
Радиус округления острия зубила обязан быть приблизительно 3 мм. Лезвие зубила необходимо размещать поперек чешуек шва. На последний прокованный слой накладуют отжигающий валик для снимания наклепа. Согласно литературным данным, самой эффективной считается проковка скоростным пневматическим молотком конструкции инженера Милехина. В данном случае металл шва хранит большие прочностные и пластические свойства.
Абсолютно ясно, что качество швов сварки оказывает влияние на функциональность всей сваренной конструкции. Изъяны приводят к ослаблению прочности изделий и их разрушению во время эксплуатации. Из-за проницаемости швов нарушается непроницаемость сосудов и систем, которые работают под давлением.
Контроль сварных соединений
После окончания работ по сварке, изделия должны подвергаться контролю сварных соединений с целью нахождения и исправления недостатков. Неподготовленным глазом можно рассмотреть только часть из них — большие внешние трещины и подрезы, непровары, поры и т.п. Значительная часть недостатков спрятана в глубине металла либо имеет такие небольшие размеры, что выявить их можно исключительно с применением специализированных приборов и материалов. Если вам нужен контроль сварных швов вам поможет лаборатория .





Сварка потолочных швов
Прокладка потолочного шва происходит в два технологических этапа, первый из которых – проваривание коренного шва.
Для этого, как правило, используется электрод “тройка” – 3 мм. и малая сила тока при нарастающем напряжении.
В зависимости от условий, в которых предстоит осуществлять работу, сварочные работы можно выполнить двумя методами:
- если есть возможность, то потолочный шов желательно класть короткими отрывистыми швами. Все дело в том, что сварочная ванна удерживается в шве только благодаря силам поверхностного натяжения, если масса шва превысит эти силы, то расплавленный металл прольется вниз.Требуется отдельное провариание в начале и конце общего шва (корни шва). После необходимо проварить металлические плиты с обратной стороны – потолочный валик – сварка горизонтальных швов;
- если есть возможность, то лучше проваривать металл в потолочном положении на максимально, короткой дуге. В этом случае метал будет застывать до раскаленной жесткой формации сразу же после отвода дуги.
Для того, чтобы шов не был сильно выпуклым и не выдавался над уровнем металла необходимо поддерживать постоянную скорость сварки. Точно таким же образом производится сварка вертикальных швов.
Читайте также: