Какую зернистость выбрать для шлифовки металла
Обновлено: 04.05.2024
Для шлифовки, выравнивания древесины, металла, камня, пластика применяют абразивные материалы. Для ручной доводки или с использованием шлифовальных ручных машин, нужна наждачная бумага. Это такой материал с шершавой поверхностью. Степень «шершавости» определяет зернистость наждачной бумаги. Что это такое и как выбирается, какие еще разновидности наждачки могут быть, как ее выбирать. Обо всем этом читаем дальше.
Что такое наждачная бумага
Наждак, шлифовальная шкурка (или просто шкурка), шлифшкурка, абразивная или наждачная бумага — это все названия одного и того же материала. Этот материал представляет собой абразив на гибкой основе для ручной или аппаратной обработки различных материалов. Есть наждак для металла, древесины, пластика, стекла. Применяют иногда и для обработки штукатурки и шпатлевки, но для этих целей удобнее может быть шлифовочная сетка. Она не так забивается.

Наждачная бумага, шлифовальная шкурка или бумага, наждак, шлифшкурка — это все об этом материале
Абразив для шкурки — это небольшие частицы жестких материалов разного размера. Эти частицы называют зернами, а их размер — зернистостью. Они приклеиваются на гибкую основу. Чаще встречается шлифовальная/абразивная шкурка на бумажной основе. Это самый дешевый вид, но не самый прочный. Тканевая основа более надежна, но может тянуться, что тоже не всегда удобно при работе. Наждак на полиэтиленовой основе — водостойкий шлифовальный материал. Это наиболее дорогой вид, но можно работать даже в воде. Для мокрой обработки также применяется наждак на водопрочной бумаге.

Применяют наждачную бумагу для обработки металла, древесины, пластика, стекла
Наждачную бумагу применяют для устранения неровностей и дефектов, для получения гладкой поверхности, шлифовки и полировки. Так что обработка наждаком может быть грубой или тонкой. Под грубой понимают устранение краски или ржавчины, заусенцев, первичное выравнивание поверхности. Для этой работы применяют материал с крупным (от 500 мкм до 1 мм и более) и средним (от 200 мкм до 500 мкм) зерном. Получение ровной и гладкой поверхности — шлифовка, полировка — это уже тонкая или финишная обработка. Для этого типа работ применяют шкурку с мелким зерном (менее 200 мкм).
Формы выпуска и виды
Привычная нам форма выпуска — в рулонах или листах. Листовая может быть на основе картона, а может быть на плотной бумаге. Чаще всего она более жесткая, чем рулонная. Рулонную чаще применяют на ленточных шлифовальных машинах, да и при ручном использовании тоже. Кроме того, есть следующие виды абразивных материалов:
- Абразивные круги. Используются для установки на насадки для специальных машин. Это могут быть шлифовальные машинки, насадки на дрель, УШМ. Есть разного типа:
- Обычные круги разного диаметра и разной зернистости.
- С липучкой, приклеенной с тыльной стороны.
- Лепестковые — это когда на основу наклеены полоски наждачной бумаги. Могут быть разной зернистости. Применяются для черновой обработки металлов (обычно), для снятия краски (в том числе и с бетона).
Есть еще шлифовальные губки. Это абразив, который нанесен на вспененный полиуретан. Этот тип абразива применяют для доведения до гладкости поверхностей с пазами, резьбой, углублениями. Абразивные частицы могут наноситься на одну, две или четыре стороны губки. Могут быть одного размера или разного. Но обычно, это мелкое зерно, просто разной степени «мелкости». Губки более удобны, так как принимают любую форму, кроме того их можно промыть от пыли и высушить. Количество промывок не ограничено. От мытья они не страдают, можно применять пока зерно не осыпалось. А это зависит от качества.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Стандарты России
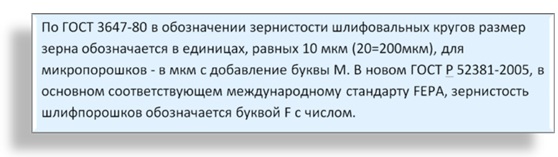
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
- По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить.
- Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 63 микрометра (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 80 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
- При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
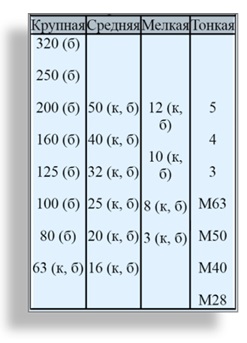
Таблица обозначения зернистости для разных стандартов: крупное зерно Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются. Для работы это может быть важно.
Маркировка наждачной бумаги
Маркировка наждачной бумаги — набор букв и цифр, в которой закодирована полная информация о типе основы, абразива, способа нанесения, состава и размеров зерна. Зернистость мы уже рассмотрели. Это параметр стоит в конце ряда букв и чисел. С ним более-менее понятно. А вообще, маркировка наждачной бумаги отображает следующие данные (начиная с первого знака):
- из какого материала сделано зерно;
- основа шкурки;
- связующее, которым зерно приклеено к основе;
- способы нанесения зерна;
- тип основы (бумаги или ткани);
- водостойкость (если неводостойкая, никакого значка нет);
- зернистость наждачной бумаги.
Давайте разбираться с остальными характеристиками, которые зашифрованы в маркировке. Буквы тут стоят латинские. Давайте для примера разберем, что значит следующая маркировка: KK19XW. Итак:
- первая K — тип абразива — нормальный электрокорунд;
- вторая K — основа — хлопчатобумажная ткань;
- 1 — двухслойное нанесение связующего (смола + смола).
- 9 — тип нанесения неясен;
- Х — тип текстиля — жесткий.
- W — обозначает то, что материал водостойкий.
Далее должна стоять буква P и цифры, по которым определяется зернистость наждака.
Виды абразива
Первая буква в маркировке обозначает материал, из которого сделан абразив. Именно абразивный материал отвечает за то, сколько усилий надо прилагать при обработке. Чем прочнее он, тем дольше можно работать одним куском шкурки. К сожалению, тут справедливо правило — чем лучше, тем дороже.
- К — «нормальный» электрокорунд. Абразив имеет коричневый цвет (оттенки могут быть разные). Самый распространенный и относительно недорогой материал.
- C — карбид кремния. Очень прочный материал. Длительное время не стирается и мало забивается. Для обработки стекла и пластика, для финишной полировки металла.
Если глядя на фото, вы решили, что наждак подкрашен, то зря. Разные цвета ему придают различные добавки, применяемые при изготовлении веществ для абразива. Другое дело, что чаще всего мы видим коричневую, серую или темно-серую шкурку для шлифовки. Они просто самые дешевые и наиболее ходовые.
Виды основы
Основа шлифовальной шкурки — это материал, на который наклеен абразив. Этот материал определяет степень гибкости, устойчивость к деформациям. Также от основы зависит, для сухой или влажной шлифовки можно использовать этот тип шкурки.
В маркировке вид основы зашифрован второй буквой.
- Тканая основа. Полотна ткутся из хлопковых и синтетических волокон:
- K — хлопковая ткань. Высокая прочность, износостойкость, не боится намокания. Из недостатков — может удлиняться во время работы. Для ленточных шлифмашин это плохо.
- X — текстиль из полиэстера. По сравнению с хлопком отличается большей износостойкостью. Идет на изготовление лент различной ширины. Основа плотная. Может слегка растягиваться при заправке в шлифовальные машины и при этом длительное время не деформируется.
Если говорить об основе, то наиболее дешевый наждак на основе бумаги. Его обычно применяют для ручной обработки или закрепляют на ручном держаке. Для шлифмашин чаще берут тканую основу. А вот хлопок или полиэстер — это уже на ваш выбор. Кому что больше нравится.
Связующее
На третьей позиции в маркировке шлифовальной шкурки стоит цифра, которой закодирован способ закрепления абразива на основе. Используют клей или полимерные смолы, их комбинации. Клей хорошо «сцепляется» с абразивом и основой. Однослойное нанесение связующего (на маркировке цифра 2 в соответствующей позиции) применяют там, где наждак не подвергается сильной нагрузке.
![Связующие материалы могут использоваться поодиночке и комбинациях]()
Способы приклеивания абразива к основе. Применяется клей или смола, их сочетания в разном порядке
Для более прочного удержания зерен, поверх клея наливается второй слой. Чаще всего это смола (фенольная или любая другая). Получается связка — клей + смола (цифра 3 в маркировке). Второй слой связующего делает наждак более устойчивым к истиранию.
Есть еще вариант — смола+смола (это 1 в кодировке). То есть, и первый, и второй слой делают из бакелитовой смолы. Стоимость такого варианта выше, что обусловило ее область использования — производства.
Способ нанесения и насыпки зерна
Есть два способа нанесения зерна на первичный слой связующего: свободный и электростатический. При свободном, частицы абразива просто насыпаются. Они лежат в свободном порядке, их направление случайно. При электростатическом способе засыпки зерна, бумагу пропускают через электрическое поле. В результате зерна имеют одинаковую ориентацию, что делает поверхность более шероховатой.
Кроме того, есть два типа насыпки зерна: открытая и закрытая. Отличаются они количеством частиц на единицу площади. При открытой засыпке острые фрагменты расположены на расстоянии друг от друга, видна (открыта) основа. Такая бумага хороша при работе с рыхлыми материалами. Например, с древесиной. Древесная пыль просыпается, абразив не забивается.
Закрытая засыпка зерна на наждаке более плотная. Частицы абразива лежат одна возле другой, основа практически закрыта, не просматривается. Такой тип шлифовальной шкурки хорош для жестких материалов (стали, например).
Какой должна быть зернистость наждачной бумаги для работы
Как вы понимаете, для разной обработки материалов применяется разная шлифовальная шкурка. Речь сейчас не о форме выпуска, а о размере зерна, способе его нанесения. Тип абразива и способ нанесения имеет вторичное значение. Они больше влияют на долговечность использования материала. Но как обычно, лучше — значит дороже. Тут каждый уже выбирает сам. А вот размер зерна лучше подбирать под конкретные задачи.
![Как выбрать шкурку шлифовальную]()
Наждачка для шлифования дерева под покраску: выбор размера зерна
Какой наждачкой шлифовать дерево
Для того чтобы шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется часто ее «выбивать» или менять. Тип основы — бумага или ткань. Бумага дешевле, ткань дороже. Если есть шлифмашинка, смотрите в рекомендациях к ней. Для обработки вручную, можно закрепить кусок на специальный держатель или прибить к бруску.
![Для разных этапов обработки древесины применяют разное зерно]()
Как выбрать зернистость наждачной бумаги для обработки древесины
Рекомендации по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесины. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 или P400. А доведение до гладкости — собственно полировка и лакировка — это уже совсем мелкие P500 и выше. Вообще, полировка — это отдельная тема, и там надо пошагово шлифовать и наносить краску или лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообще мягким полировочным (войлочным) материалом.
Каким наждаком обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а значит и более дорогие. Обычный корунд справится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый или легированный электрокорунд. А еще лучше — керамический. Еще обратите внимание — способ нанесения должен быть закрытым.
![Выбор зернистости шкурки для обработки металла]()
Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
Принцип подбора зернистости тот же: для грубой обработки повышенная «шершавость» крупного зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания основных шероховатостей берут самую грубую наждачку. Чем тоньше слой, тем меньше размер зерна. Так что тут все логично. Но обратите внимание, что на каждый вид работы приходится два или три размера зернистости. Это не значит, что надо брать любой из указанных. Это значит, что для получения хорошего результата надо обрабатывать каждым размером. Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных.
Наждачная бумага для пластика, камня, керамики и стекла
По типу абразива и его нанесения рекомендации те же: более прочные, более плотное расположение. Но шлифовка рекомендована с подачей воды, так что требуется водостойкая модификация наждака.
![Чем шлифовать пластик и стекло]()
Наждачная бумага для пластика: выбор зернистости
Для финишной доводки пластика и стекла, шлифовальная шкурка даже с самым маленьким зерном — та самая нулевка или P800 — будет слишком грубой. Она будет оставлять видимые царапины. Доводят до гладкости эти материалы при помощи пасты ГОИ и еще более тонких шлифовальных составов. Но это уже отдельная история и свои технологии.
Зернистость шлифовальной ленты
![Зернистость шлифовальной ленты]()
Шлифовальная лента требуется при проведении разных работ с твердыми шероховатыми поверхностями. Это эффективный абразивный инструмент. Для обработки разных материалов требуются строго определенные ленты с заданным размером абразива.
Шлифлента: варианты и особенности
Рабочая лента — это обычная ткань или плотная бумага с прикрепленным слоем абразива. Каждая из них имеет свою частоту зерен для обработки и производительность. Зернистость шлифовальных лент подбирается в зависимости от поставленной задачи. Это — ее базовая характеристика.
![Полировальная (корковая) лента 533х30 мм для полировки стекла]()
Перечень материалов, подлежащих обработке ею, достаточно большой. По сути, это универсальный инструмент.
Он актуален для работы с поверхностями:
- металлическими;
- стеклянными;
- стекловолоконными;
- деревянными;
- пластиковыми.
Спектр выполняемых работ также разнообразен. Абразивные ленты шлифуют и полируют заготовки. С их помощью выполняется зачистка грубых швов, которые мешают общему эстетическому восприятию готового продукта. Они помогают снять лишний слой краски с изделия перед реставрационными работами. Благодаря им уже обработанное изделие после полировки начинает сверкать и обретает светоотражающие свойства.
Согласно классификации абразивных частиц, они подразделяются по степени твердости:
- сверхтвердые;
- твердые;
- мягкие.
Первые два вида требуются при проведении черновых работ. Их задействуют в самом начале проекта, когда продукт имеет максимальное количество дефектов поверхности. Шлифлента с мягкой абразивной составляющей позволяет обрабатывать практически до идеального состояния заготовки любой формы. С ней можно придать элементам, имеющим сложную конфигурацию, привлекательный и аккуратный вид.
Для чего нужны гранулы
Зернистость имеет буквенное обозначение — «P». Его наносят на тыльную сторону. Далее следует цифровое обозначение размера зерна. Зернистость измеряется в пределах от 4 до 1000 мкм. Это самые востребованные на различных производствах параметры. Есть варианты с зернистостью до 2000 мкм. Они нужны для выполнения особенно тонких операций или для художественных работ по стеклу.
Итак, чем больше число, следующее за P, тем более грубую обработку предстоит сделать.
Категории абразива (таблица)
Крупная зернистость
Назначение ленты
Размер зерна (мкм)
- Грубая работа (черновая обработка).
- Устранение шероховатости верхнего слоя.
Изначальная обработка. Рекомендована для манипуляций с деревом.
**Позволяет обрабатывать особенно большие партии материала, поскольку лента практически не забивается.
**Подходит для операций с лакокрасочными поверхностями.
**Подходят для формирования гладкости перед окрашиванием.
Мелкая зернистость
- Финишная шлифовка деревянных элементов (твердых пород).
- Зачистка детали перед покрытием.
*Рекомендована для выполнения сложных работ с керамикой и пластиком.
- Деликатная обработка.
- Придание тактильной шелковистости и блеска.
В стекольном производстве ориентируются на общепринятые стандарты, объединяющие размеры гранул.
К ним относятся:
- Российский: ГОСТ 3647-80.
- Европейский: ISO 6344 или FEPA.
- Американский: ANSI.
- Китайский: GB2478.
- Канадский: JIS.
Существуют также инновационные материалы, появившиеся на рынке профессионального инструментария не так давно. Они объединены стандартами «3Mтм Trizactтм» и «Scotch-Briteтм».
Материалы изготовления
Конкретные производственные задачи решаются разными инструментами.
При выборе ленты важен не только размер, но и материал, из которого гранулы изготавливаются:
![Абразивная лента 533х30 мм для притупления стекла]()
- Карбид кремния. Отличается максимальной прочностью. Используется в работе с пластмассовыми, металлическими и стекловолоконными заготовками. Полезен при снятии лакокрасочных наслоений.
- Гранат. Натуральный абразив, наделенный высоким коэффициентом твердости. Хорошо справляется с деревянными изделиями.
- Керамика. Достаточно твердый вариант. Отлично выравнивает дефекты деревянных поверхностей.
- Окись алюминия. Весьма хрупкий материал. Полезен на деревообрабатывающих предприятиях. Наделен самовосстанавливающимися свойствами. Гранулы буквально «разматываются» при нагревании. Но при этом они образуют новые грани, поэтому лента долго сохраняет свои рабочие качества.
- Циркониевый корунд. Его применяют для шлифования пластиковых предметов.
- Компакт-зерно. Используется в металлообрабатывающей промышленности.
Нельзя забывать также и о таком важном параметре, как размер. Стандартная комплектация шлифовальных машин предполагает использование лент шириною 12 / 150 мм и длиною 457 / 2000 мм. В промышленном оборудовании чаще всего используется шлифлента, ширина которой не превышает 75 мм.
Комбинация лент и методик обработки заготовок позволяет выполнять самые сложные проекты.
Какой шлифовальный круг выбрать
![Какой шлифовальный круг выбрать]()
Выбор шлифовального круга — 3 главных параметра
Самыми важными при покупке этого материала являются:
- характеристики шлифовального инструмента — они должны совпадать с расходным материалом;
- обрабатываемая поверхность — подбирается круг с подходящим для работы с ним абразивным материалом;
- срок годности.
Круг и инструмент, на который он устанавливается, должны совпадать по размерам и скорости вращения. Диаметр отрезного круга должен соответствовать инструменту. На рынке есть модели с диаметром от 80 до 500 мм, для бытовых приборов подходят стандартные размеры 230 мм, 180мм, 150 мм, 125 мм, 115 мм. Также при покупке важно проверить диаметр посадочного отверстия — он бывает 32 мм и 22 мм.
Скорость вращения круга, которую обязательно указывают в маркировке, должна совпадать с данным параметром у инструмента.
Для её обозначения многие производители используют цветовую схему:
- белая полоса — скорость до 25-35 м/с;
- синяя указывает на максимальный параметр 45-50 м/с;
- желтая — до 60 м/с;
- красная полоса говорит о скорости 80 м/с;
- зеленая — указывает на вращение до 100 м/с.
Определиться, какой шлифовальный круг выбрать для шлифовки определённой поверхности, не так уж сложно — большинство изделий универсальны. Однако такие круги имеют более высокую стоимость и меньшую производительность, поэтому лучше подбирать специальные. Производитель обычно маркирует изделие специальными значками: керамическая плитка, армированный бетон или камень, вид металла и другое.
Если с первыми двумя параметрами все понятно, то третий может вызвать недоумение. Однако на самом деле, на рынке можно встретить круги известных производителей, которые точно не являются подделкой, по очень подкупающей цене. В этом случае стоит обратить внимание на срок годности — он либо закончился, либо уже подходит к концу. Выбор шлифовального круга с таким сроками — это угроза здоровью и безопасности для мастера и окружающих.
Как правильно подобрать шлифовальный круг по материалу и связке?
Связкой называют специальный материал основу, который используют для соединения и удерживания зёрен вместе. Правильно подобранный по связке круг порадует мастера высокой эффективностью работы.
- Круги на бакелитовой связке предназначены для резьбошлифования, силового шлифования на высоких скоростях, обработки металлов, заточки режущих инструментов, финишной обработки цилиндров и другого.
- Шлифкруги на вулканитовой связке предназначены для полировки, чистовых операций, бесцентровой шлифовки.
- Шлифкруги на керамической связке подходят для шлицешлифования, зубошлифования и заточки инструментов, профильной, бесцентровой и других видов шлифовки.
О чем говорит маркировка?
На каждом шлифкруге можно увидеть множество значков и надписей — конечно, их наносят не для украшения изделия. У серьезных производителей такие надписи максимально информативны. Первое, на что надо посмотреть — для какого оборудования подходит данный шлифкруг: стационарного станка или ручного инструмента.
Перед тем, как выбрать данный расходный материал для своих нужд, следует обратить внимание на:
- зернистость — бывает до 2000 мкм, а иногда и больше;
- высоту круга;
- точность размеров.
Зернистость — характеристика, отвечающая за размер абразивных частиц. Соответственно, чем она больше, тем быстрей можно обрабатывать материал. Для тонких работ, требующих высокой точности, нужны круги с мелким зерном. Общепринятым стандартом считается система FEPA —для обозначения зернистости используют букву «F» и числовое обозначение от 4 до 1200. Чем меньше число, тем о большем размере частиц идет речь. Для бытовых потребностей стоит подобрать шлифовальный круг в следующих диапазонах зернистости:
- мелкая — от 70 до 220;
- средняя — от 30 до 60;
- грубая — от 16 до 24.
Крупнозернистый круг используют:
- для удаления больших припусков, при обдирке и предварительных операциях;
- при работе на жестких и мощных станках;
- при обработке некоторых металлов — алюминия, меди, латуни;
- при больших площадях соприкосновения круга и обрабатываемой поверхности.
Круг со средним и мелким зерном нужен:
- для создания шероховатости в пределах 0,32-0,08 мкм;
- для окончательной шлифовки и доводки детали;
- при обработке твердых сплавов и закалённой стали;
- если предъявляются высокие требования к точности.
Толщину кромки круга называют высотой — бывает от 1 до 5 мм. Чем меньшее числовое значение у этой характеристики, тем более легким и простым будет рабочий процесс, однако скорость износа круга возрастает.
Точность размеров классифицируется тремя типами: АА, А и Б. Чтобы понять, как выбрать шлифовальный круг по типу точности, нужно определиться с видом операции и требованиями к точности результата. Для большинства обычных операций применяют круг класса Б. Для работы на высоких скоростях и обработки точных деталей применяют класс А. Для высокоточного оборудования необходимо приобрести шлифкруг с классом точности АА.
Как выбрать шлифовальный круг для дерева?
Для обработки дерева применяют лепестковые шлифовальные круги, которые изготавливают из наждачной бумаги, зафиксированной на жёсткой основе. Если древесину нужно сделать гладкой, используют круг с мелкой зернистостью, если нужно снять только часть слоя — подойдет средняя зернистость. Для снятия с деревянной поверхности старой краски применяют крупнозернистый круг. По конструкции круги для дерева делятся на твёрдые, подвижные, лепестковые. Последние используют для финишной обработки, с помощью которой можно добиться идеально гладкой поверхности.
Владея необходимой информацией, а также учитывая указанную производителем на изделии информацию, приобрести нужный диск в Москве не представит особого труда ни для опытного мастера, ни для начинающего.
Как выбрать зернистость шлифовального круга?
![Виды кругов]()
На поверхности шлифовального круга находится огромное количество твердых частиц. Они распределены по всей площади круга и во время обработки материала удаляют верхний слой в виде микроскопических стружек. Прежде чем выбрать инструмент для шлифовки, необходимо выяснить зернистость алмазного шлифовального круга и определиться с физико-химическими характеристиками материала, подлежащего обработке. Большой ассортимент кругов для обработки представлен в Москве в магазине «Заубер Машинери».
Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Кроме того, на поверхности шлифовального круга обязательно имеются поры. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки. Такие инструменты называют «импрегнированными».
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
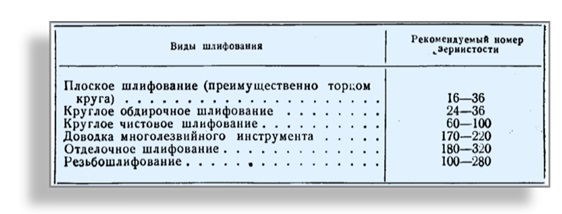
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
![Таблица зернистости кругов]()
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
![Классификация по зернистости кругов]()
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
![ГОСТ зернистости кругов]()
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение по ГОСТ 3647-80
Обозначение по ГОСТ
9206-80 (алмазные порошки)Обозначение для абразивных материалов, исключая материалы на гибкой основе
Средний размер, мкм
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом.
Маркировка инструментов
От зернистости абразивов напрямую зависит чистота формируемой поверхности. Зерно может иметь форму сростков или мелких осколков кристаллов произвольной формы. Выпускаются также образцы, в которых зерно имеет форму кристалла.
Зерно шлифовального круга имеет три основных параметра:
Однако в большинстве существующих классификаций специалисты оперируют только шириной как определяющим фактором. Размер зерна шлифовального круга определяет количество металла (или иного материала), которое снимается за один проход и общая производительность шлифования.
Детальная маркировка шлифовальных кругов включает в себя:
- тип;
- размер;
- вид абразивного материала;
- степень твердости;
- номер зернистости;
- структуру;
- максимальную скорость обработки;
- характер связки;
- уровень точности;
- степень неуравновешенности.
Следует отметить, что ГОСТ зернистости шлифовальных кругов на рынке представлен в разных редакциях. Они касаются в основном обозначения зернистости и марки абразива. В связи с этим производители иногда маркируют по-разному свою продукцию. Кроме того, на рынке можно встретить модели, которые имеют и новые обозначения, и старые.
Расшифровка зернистости шлифовальных кругов достаточно проста, специалистам на производстве она понятна. Суть ее состоит в следующем: чем больше численное наименование в префиксе, тем, соответственно, лучше качество шлифующего материала. Это значит, что максимально высокая твердость достигается минимизацией ненужных примесей. От этого и зависит высокий коэффициент режущей способности материала. Подобрать подходящей зернистости шлифовальный круг Вы можете перейдя в наш каталог.
Таблица зернистости шлифовальных кругов
![Таблица зернистости шлифовальных кругов]()
Абразивные инструменты отличаются разными параметрами, один из которых – зернистость круга шлифовального. Этот показатель непосредственно влияет на качество обработанной поверхности, производительность механической обработки и количество материала, снимаемого наждачным кругом за один проход.
Зернистость – это размер кристалла абразивного вещества в микронах. Если размер обычных тел определяется несколькими параметрами (длина, ширина, высота), то в случае с абразивными зернами речь идет только о ширине. В качестве такого вещества может выступать электрокорунд, карбида кремния, алмаз и другие материалы, обладающие высокой твердостью. Механическое воздействие этих частиц на обрабатываемую поверхность позволяет изменять шероховатость поверхности удалять загрязнения.
Особенности маркировки
Существует несколько вариантов обозначения зернистости. Например, согласно советской маркировке по ГОСТ 3647-80, этот параметр обозначался цифрами (1 – это кристалл абразива размером 10 мкм). Существует еще международная система маркировки FEPA, в которой параметр обозначается латинской литерой «F». После нее идет число, чем оно больше, тем мельче фракция абразивных частиц. Исключением из правила стали шлифовальные круги, абразивные частицы которых сделаны из алмазной крошки или эльбора. В таких кругах зернистость обозначается дробью: в числителе указывается величина стороны верхнего сита в микронах, а в знаменателе – величина нижнего сита.
![Абразивная поверхность]()
Как определиться со значением зернистости?
Несколько стандартов определения зернистости делают установление этой величины не самым простым занятием. Чтобы упростить задачу, была разработана специальная таблица зернистости шлифовальных кругов. В ней приводится обозначение зернистости по ГОСТ 3647-80, а также по ГОСТ 9206-80 (для алмазной крошки) и средний размер абразивных частиц в микронах. Благодаря этому покупатели могут без труда подобрать зернистость шлифовального круга с различным типом маркировки изделия.
Таблица соотношений зернистости шлифовальных кругов
Чтобы выбрать оптимальное значение зернистости шлифовального диска, необходимо принимать во внимание:
- величину снимаемого припуска,
- заданную шероховатость поверхности и другие факторы.
Например, если необходимо уменьшить шероховатость поверхности, то потребуется выбирать круг с меньшей зернистостью. Далеко не всегда целесообразно выбирать круг со слишком мелким зерном, так как в этом случае может происходить прижог обрабатываемого материала и засаливание самого круга. Не стоит забывать и о том, что использование круга с мелким зерном влечет за собой снижение производительности механической обработки материала.
Таблица назначений зернистости
Номера зернистости по ГОСТ 3647-80 Номера зернистости по ГОСТ Р 52381-2005 Назначение 125; 100; 80 F14; F16; F20; F22 Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. 63; 50 F24; F30; F36 Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. 40; 32 F40; F46 Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. 25; 20; 16 F54; F60; F70; F80 Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. 12; 10 F90; F100; F120 Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. 8; 6; 5; 4 F150; F180; F220; F230; F240 Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. М40-М5 F280; F320; F360; F400; F500; F600; F800 Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, су
Выбор шлифовального диска определяется и характером выполняемых работ, при помощи этого абразивного инструмента можно выполнять следующие операции:
- правка шлифовальных кругов;
- обдирочные операции;
- зачистка поковок и сварных швов;
- доводка режущего инструмента;
- резьбошлифовальные операции;
- предварительное и финишное шлифование;
- окончательная доводка детали.
Каждая из вышеперечисленных операций имеет определенный класс чистоты, который тоже надо учитывать при выборе зернистости шлифовального диска.
Купить данную продукцию вы можете на странице с товарами
Читайте также: