Карусельная печь для нагрева металла
Обновлено: 04.10.2024
3. В чем заключаются основные преимущества элеваторных вакуумных печей?
Печи непрерывного действия также называют методическими или проходными. По сравнению с садочными печами они имеют более высокую производительность и меньший удельный расход электроэнергии.
Наибольшее распространение получили методические печи как агрегаты термической обработки черных и цветных металлов, но они применяются и для нагрева под ковку и штамповку, для термообработки стекла и керамики, процессов сушки и т. д. Они преимущественно применяются в тех случаях, когда имеется вполне установившийся технологический процесс термообработки в цехе и требуется большая производительность. Их характерной особенностью является перемещениеизделии в процессе нагрева от загрузочного проема к разгрузочному. Методические печи, как правило, выполняются многозонными. Мощность и рабочая температура зоны зависят от назначения печи, и технологического режима термообработки. По сравнению с печами садочного типа печи методического действия обычно имеют значительно большую производительность и меньший удельный расход электроэнергии.
Название типов печей методического действия чаще всего соответствует виду механизма перемещения загрузки. Вид механизма перемещения нагреваемых деталей предопределяет конструкцию методической печи. На рис. 4.1 приведены часто применяемые механизмы для перемещения изделий в печах сопротивления – конвейерных, толкательных, рольганговых, протяжных, с пульсирующим подом, карусельных, с шагающим подом.
В зависимости от технологического процесса в них может осуществляться или только нагрев изделий до заданной температуры или нагрев и выдержка или нагрев - выдержка - остывание.
Печи выполняются из нескольких зон. Мощность и рабочая температура зоны зависит от назначения печи и технологического режима термообработки. Как правило, последней зоной является зона выдержки. Длина этой зоны зависит о длительности периода выдержки. При закалке она невелика, а при цементации она занимает значительную часть печи.
При отжиге, когда требуется длительное остывание изделий в печи, к зоне выдержки пристраивается теплоизоляционная камера охлаждения, не имеющая нагревателей.
Рис. 4.1. Схемы механизмов, используемых для перемещения изделий в методических печах: а –конвейерная печь; б –толкающая печь; в –толкающая печь с роликовым подом; г –рольганговая печь; д –протяжная; е –печь с пульсирующим подом; ж – карусельная печь; з – печь с шагающим подом
Методические печи могут быть объединены по несколько штук в единый полностью механизм и автоматизированный агрегат. Например, могут быть объединены в один агрегат закалочная и отпускная печи вместе с закалочным баком, моечной машиной, может и с сушилкой. В таком агрегате изделия поступают сначала в закалочную печь, затем они сбрасываются в масляный бак, извлекаются из него и поступают в моечную машину, в которой с них смывается масло, затем высушивается в сушилке и, наконец, попадают в отпускную печь.
Для того чтобы такой агрегат мог работать, его механизмы связывают в одно целое при помощи блокировок, с тем, чтобы обеспечить определенную последовательность их срабатывания. При этом входящие в состав агрегата печи и другие механизмы должны обеспечить одинаковую производительность.
Конструкция всех печей непрерывного действия предусматривает устройство для перемещения нагреваемого металла через рабочую камеру. Выбор способа транспортирования металла зависит от размеров и массы перемещаемых изделий и от рабочей температуры печи. Название типов печей методического действия чаще всего соответствует виду механизма перемещения загрузки.
Наибольшее распространение получили толкательные, конвейерные, рольганговые и карусельные печи, которые можно использовать для большинства операций термообработки.
Такие печи как барабанные, с пульсирующим подом, протяжные используются обычно для проведения какой-либо одной операции термообработки. Туннельные, с шагающими подовыми балками, с наклонным подом применяют ограниченно.
Большая Энциклопедия Нефти и Газа
Карусельная печь может быть выполнена без жароупорных деталей и конструкций в рабочей камере, поэтому работая температура карусельной печи ограничивается только предельной температурой нагревательных элементов и футеровки. Это является основным достоинством печи. [16]
Карусельные печи представляют собой разновидность конвейерных печей, которые выполняются свернутыми в кольцо. [17]
Большие карусельные печи удобны в крупносерийном а массовом производстве для нагрева слитков и крупных заготовок. [18]
Карусельная печь отжига с электрическим подогревом для отжига анодных выводов некоторых типов генераторных ламп после заварки, приведенная на рис. 15 - 8, а, является 12-позиционной печью с отдельными нагревателями на каждой позиции. Печь состоит из привода /, карусели 2, электрического коллектора 3, ротора 4 с токосъемными щетками, контактных устройств 5 и 6, кожухов 7 и 8 и пульта управления. Периодическое движение на карусель печи сообщается кулачко-во-роликовым механизмом поворота, роликовый диск 10 которого укреплен на пустотелой оси / /, общей с каруселью. На карусели установлены двенадцать чугунных корпусов 12, в стаканах 13 которых вложены нагреватели 14, состоящие из нихромовых спиралей и керамики. [19]
Карусельная печь отжига с электрическим подогревном для отжига анодных выводов некоторых типов генераторных ламп после заварки, приведенная на рис. 15 - 8 а, является 12-позиционной печью с отдельными нагревателями на каждой позиции. Печь состоит из привода 1, карусели 2, электрического коллектора 3, ротора 4 с токосъемными щетками, контактных устройств 5 и 6, кожухов 7 и 8 и пульта управления. Периодическое движение на карусель печи сообщается кулачко-во-роликовым механизмом поворота, роликовый диск 10 которого укреплен на пустотелой оси / /, общей с каруселью. На карусели установлены двенадцать чугунных корпусов 12, в стаканах 13 которых вложены нагреватели 14, состоящие из нихромовых спиралей и керамики. [20]
Однако карусельные печи имеют и существенные недостатки: высокую стоимость, сложность обслуживания и недостаточную герметичность подового затвора. [21]
Недостаток карусельных печей заключается в трудности создания герметичности и равномерной температуры в рабочем пространстве. [23]
В карусельной печи загрузка укладывается на футерованный кольцевой под, вращающийся непрерывно или периодически. [24]
Преимущество карусельных печей заключается в возможности использования их при высоких температурах, так как несущая часть подины может быть выполнена керамической, а рабочая камера печн не имеет металлических деталей, ограничивающих температуру нагрева. [25]
В карусельных печах механизированная посадка и выдача нагретых заготовок производится специальными устройствами. [26]
В карусельных печах медленно вращается сам под около вертикальной оси. Карусельные печи за-нимают меньше места, чем, например, толкательные или конвейер - ные, и в этом состоит одно из их преимуществ. [27]
В карусельных печах можно нагревать изделия сложной конфигурации без поддонов, что не всегда возможно в конвейерных лечах. Недостатки карусельных печей заключаются в трудности механизации и неудобстве использования их в поточных линиях из-за того, что загрузочное н разгрузочное окна расположены рядом. [28]
В карусельных печах стены и свод неподвижны, а кольцевой под вращается, перемещаясь с помощью катков по рельсам, замкнутым по кругу. Загрузочное и разгрузочное окна расположены рядом, одно вблизи другого. Продолжительность нагрева определяется длиной печи ( по окружности) и регулируется скоростью движения подины и температурным режимом. [29]
Так, карусельные печи имеют кольцевой вращающийся под, на который через загрузочный проем подаются изделия. Перемещаясь вместе с кольцевым подом, изделия нагреваются и, совершив почти полный оборот, выгружаются через разгрузочный проем. [30]
На рис. 15 - 7 представлена карусельная печь для отжига гребешковых ножек прием-но-усилительных ламп. В печи в качестве нагревательного элемента использованы газовые горелки. Печь состоит из привода 1, карусели 2, на которой расположены в два ряда 180 гнезд, составляющих 90 технологических позиций, газовой системы 3, состоящей из газового и воздушного трубопроводов, смесителей, регуляторов давления и горелок. Рабочие позиции печи образуют три зоны: зону загрузки и выгрузки, включающую десять позиций, зону нагрева, состоящую из пяти позиций, и зону охлаждения, занимающую семьдесят пять позиций. Ножки, загруженные в гнезда, разогреваются в зоне нагрева шестью газовыми горелками до температуры 480 С. Охлаждение колб ведется внутри кожуха 4, футерованного асбестом и предназначенного для поддержания температурного режима. Пройдя зону охлаждения, ножки должны остыть до температуры 150 С. [47]
На рис. 4.12 приведена кинематическая схема 90-позиционной карусельной печи для отжига гребешковых ножек радиоламп. [49]
В полной мере этот недостаток устраняется применением карусельной печи с тарельчатым подом ( см. фиг. При нагреве толстых заготовок О 100 мм) для ответственных поковок целесообразно применять конструкцию камерной печи с выносной форкамерой ( см. фиг. [50]
Для механизации загрузки и выгрузки заготовок на карусельных печах может быть применен механизм, представленный на фиг. Вместе с лотком 2 перемещается регулирующая линейка /, которая, набегая на ролик 7, расклинивает толкатель, и он начинает отходить вместе с лотком. При достижении лотком крайнего заднего положения воздух переключается, и лоток подается вперед. При этом линейка ухо дит из-поц ролика 7, и упор заклинивается, в результате чего между его наконечником и заготовками в лотке образуется зазор, равный длине очередной заготовки. При выдаче заготовки крючок 8 откидывается в вертикальное положение, и желоб выводится из зоны высокой температуры. Выданная из окна печи заготовка падает на наклонную поверхность порога печи, попадает на транспортер и по нему к штамповочному молоту. [51]
В массовом производстве для термической обработки-однотипных деталей используют карусельные печи . [52]
По своим технологическим особенностям к методическим печам близки карусельные печи , являющиеся также агрегатами непрерывного действия для нагрева небольших по линейным размерам заготовок разной конфигурации. [53]
Для закалки колец подшипников в отечественной промышленности применяются карусельные печи , соляные ванны, печи с пульсирующим подом, конвейерные ручьевые, рольганговые и шахтные печи. [55]
Во всех случаях в первую очередь следует стре вейерные, карусельные печи и только, если объем производства, часто меня менять печи других типов. [56]
В массовом производстве для термической обработки однотипных деталей используют карусельные печи . В карусельных печах обычно под вращается вокруг оси. Загрузка деталей осуществляется в одно окно, а выгрузка в другое. Под вращается с такой скоростью, чтобы за один оборот деталь успела полностью прогреться. [57]
Для методического нагрева мелких и средних заготовок целесообразно применять небольшие карусельные печи с кольцевым подом упрощенной конструкции. [58]
К электропечам сопротивления непрерывного действия ( методическим) относятся конвейерные, толкательные, барабанные, карусельные печи . [60]
Карусельные печи (с вращающимся подом)
1. Расскажите, для каких видов термообработки предназначены барабанные печи, и где эти печи применяются.
2. Почему эти печи называются барабанными?
3. Какого типа детали нагреваются в этих печах
4. На какие температуры нагрева используются эти печи
5. Где размещаются нагреватели?
6. Как маркируются барабанные печи?
7. За счет какого элемента барабана осуществляется перемещение нагреваемых деталей?
Работают на мазуте, газе и электроэнергии. Эти печи используются в массовом производстве. Газовые карусельные печи с вращающимся подом обозначаются ТАЗК (Т — термическая пламенная, А — с вращающимся подом, 3 — с защитной атмосферой, К—под кольцевой). Электрические карусельные печи обозначают САЗ (С — нагрев сопротивлением, другие буквы имеют то же значение, что и для газовых печей).
Карусельные печи представляют собой конвейерную печь, свернутую в кольцо. Печь кольцеобразная, стены и свод ее неподвижны, а под вращается вокруг вертикальной оси. Перемещение деталей осуществляется при вращении кольцевого пода. За время его неполного оборота изделие проходит путь от окна загрузки до окна выдачи. Загрузка и выгрузка осуществляется загрузочными машинами.
Вращение пода осуществляется с помощью электромеханического привода путем его перевода каждый раз на заданный угол, зависящий от размеров изделий и способа их укладки на поду печи.
Горелки по стенкам, нагреватели - по стенкам и на своде.
ТАОК - 16.2,5/9,5 ТАОК - 80.10.8/9,5
ТАОК - 30.4,5/9,5 ТАОК - 100.16.10/9,5
Герметизация рабочей камеры - гидравлическим затвором
САЗ - 21.11.3/12 (£ 25кг/г)
САЗ - 53.21.7/11 (£ 600)
САЗ - 21.7.3/11 (£ 350)
САЗ - 53.21.7/10 (£ 600)
САО - 21.11.3/5 (£ 250)
Эти печи можно строить до 1250 °С.
Общий вид карусельной электропечи САЗ-11.5.3/10 приведен на рис. 4.3. Мощность печи 40 кВт. Печь предназначена для нагрева до 950 °С в контролируемой атмосфере стальных деталей под закалку. Под печи вращается с такой скоростью, чтобы за один оборот деталь успела полностью прогреться.
Основание печи имеет два слоя: легковесный шамотный кирпич и ультралегковес. Стены и свод футерованы в три слоя: легковесный шамот, ультралегковес и минераловатные плиты. Продолжительность нагрева деталей 14…60 мин. Для предохранения от попадания воздуха в печь через загрузочный проем у дверцы имеется газовая завеса. Вращение пода производится через коническую зубчатую передачу. Привод состоит из электродвигателя постоянного тока и двух редукторов. Нагревательные элементы изготовлены из проволоки Ø9 мм сплава Х27Н70Ю3. Газ подается из городской сети или другого источника. Расход газа 15 м 3 /ч, производительность печи 100 кг/ч.
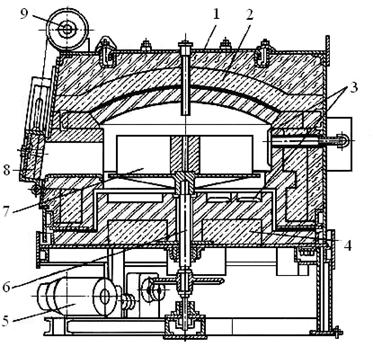
Рис. 4.3. Карусельная электропечь типа САЗ-11.5.3/10: 1—кожух; 2—футеровка; 3—электронагреватели; 4— вращающийся под; 5—механизм вращения пода; 6— вал; 7 — сталь; 8 — дверца; 9 — механизм подъема дверцы
На рис. 3.35 альбомаизображена электрическая карусельная печь, а в табл. 3.7 альбома - даны основные характеристики карусельных печей.
Рис. 3.35, а: 1 - труба подачи защитного газа; 2 – заслонка; 3 – песочный затвор; 4 - съемный свод; 5 – электронагреватели; 6 - шамотный столбик; 7 – электродвигатель; 8 - двух ступенчатый редуктор; 9 – шестерня; 10 - ролики вращения пода; 11 - конический обод; 12 - затвор песочный; 13 - масляный затвор.
Рис. 3.35, б - Отпускная карусельная электрическая печь: 1 – крышка; 2 - ц.б. вентилятор; 3 – кожух; 4 – нагреватель; 5 - вращающийся под; 6 – лапы; 7 – вал; 8 – подшипник; 9 – подпятник; 10 - пара шестерен; 11 – редуктор; 12 – вариатор; 13 - электродвигатель
Основные технические данные по карусельным печам (см Аль. Стр 23)
| Индекс печи | Габариты, м | Площадь, м 2 | Темпера-тура, °С | Произ. кг/ч | Мощно-сть, кВт | Расход газа, м 3 |
| диа-метр | высота | |||||
| Пламенные Теплопроекта с кольцевым подом | ||||||
| ТАОК – 16.2,5.5/9,5 | 2,9 | 2,3 | 1,1 | – | ||
| ТАОК -20.4,1.5/9,5 | 3.3 | 2,3 | 2,0 | – | ||
| ТАОК - 30.4.5./ 9,5 | 4,3 | 2,3 | 3.3 | – | ||
| ТАОК - 40.6.5/ 9,5 | 5,3 | 2,3 | 6,4 | – | ||
| ТАОК – 50.10.8/9,5 | 6,3 | 2,6 | 12,6 | – | ||
| ТАОК - 60.10.8/9,5 | 7,3 | 2,6 | 15,7 | – | ||
| ТАОК - 80.10.8/9,5 | 9,3 | 2,6 | 22,0 | – | ||
| ТАОК - 80.16.10/9,5 | 9,3 | 2,8 | 32,0 | – | ||
| ТАОК - 100.16.10/9,5 | 11,3 | 2,8 | 42,2 | – | ||
| С тарельчатым подом | ||||||
| ТАОТ-16.2,5.6/9,5 | 2,6 | 2,5 | 1,1 | – | ||
| ТАОТ-20.4.8/9,5 | 3,1 | 2,7 | 2,0 | – | ||
| Электрические заводов ЭТО | ||||||
| САЗ -14.9.2/12 | 2,5 | 3,2 | 0,85 | – | ||
| САЗ - 21.11.3/12 | 3,5 | 4,0 | 2,66 | – | ||
| САЗ -34.21.4/12 | 5,0 | 4,2 | 6,1 | – | ||
| САЗ -85.45.6/12 | 11,1 | 6,9 | 40,8 | – | ||
| САЗ -11.5.3/10 | 2,2 | 3,2 | 0,75 | – | ||
| САЗ -14.9.3/10 | 2,5 | 3,4 | 0,85 | – | ||
| САЗ -21.11.3/10 | 3,0 | 4,0 | 1,46 | – | ||
| САЗ -34.21.4/10 | 5,0 | 4,4 | 6,90 | – | ||
| САЗ -53.21.7/10 | 7,4 | 5,4 | 18,6 | – | ||
| САЗ -53.30.6/10 | 7,5 | 5,2 | 15,1 | – | ||
| САЗ -185.53.6/10 | 11,0 | 5,2 | 34,8 | – | ||
| САО -14.9.2/7 | 2,5 | 3,4 | 0,85 | – | ||
| САО -21.11.3/7 | 3,2 | 4,0 | 2,50 | – | ||
| САО -34.21.4/7 | 4,5 | 4,0 | 5,90 | – |
Преимущество карусельных печей - все части механизма привода вынесены из горячей зоны, поэтому отсутствуют жароупорные части.
Недостатки карусельных печей: 1) трудность создания герметичности и равномерной температуры в рабочем пространстве печи; 2) расположенные рядом загрузочное и разгрузочное окна затрудняют механизировать погрузочно-разгрузочных работ.
Читайте также: