Керамическое напыление на металл
Обновлено: 06.07.2024

Керамическое покрытие наносится на металлические поверхности с целью их защиты от термических и механических нагрузок, износа и коррозии. Этот метод обработки широко используется в аэрокосмической отрасли, медицине, атомной энергетике, автомобилестроении, а также в процессе тюнинга авто- и мототехники.
Виды покрытий
Все керамические покрытия можно разделить на две категории: износостойкие и жаростойкие. Часто их используют также для антикоррозионной обработки поверхностей.
Помимо основных видов, существуют покрытия:
Керамические покрытия обладают низким коэффициентом теплопроводности и высокой температурой плавления. Кроме этого, они выдерживают воздействие очень высоких нагрузок, не разрушаются под влиянием топлива, смазочных материалов и других химикатов.
По уровню износостойкости керамические покрытия схожи с антифрикционными. Однако последние намного проще в нанесении.
Благодаря технологии сухой (нелипкой) смазки покрытия MODENGY эффективны в запыленных средах. Они устойчивы к химически агрессивным веществам, обладают высокими противозадирными свойствами, могут работать в диапазоне температур от -200 °C до +560 °C. Некоторые из материалов не теряют своих свойства даже в условиях вакуума и радиации.
Результат нанесения покрытия MODENGY на детали смотрите ниже – на примере роторов винтового компрессора.

Назначение керамического покрытия
Технология нанесения керамического покрытия появилась в аэрокосмической отрасли, где она применялась в газотурбинных двигателях для обработки турбинных лопаток. Эти лопатки работают в условиях высокого коррозионного и эрозионного износа, а также при постоянных перепадах температур. Они должны выдерживать термические нагрузки, которые возникают при сгорании топлива.

Чем выше температура в камере сгорания, тем выше коэффициент полезного действия двигателя. Для того, чтобы увеличить КПД и мощность силовых агрегатов, повышается температура газа, для производства некоторых элементов двигателей используются высокотехнологичные покрытия.
Сами лопатки изготавливаются из сплавов на основе большого количества легирующих компонентов, которые могут работать в тяжелых условиях. Однако даже они без нанесения керамического покрытия могут разрушиться за несколько минут.
Например, на самолетах СУ-27 четвертого поколения в двигателях АЛ-31Ф температура газа перед турбиной достигала +1700 °C. В двигателях самолетов СУ-35 пятого поколения с двигателями АЛ-41Ф1 эта температура была еще выше – +2000 °C.
Нанесение керамического покрытия на детали газотурбинных двигателей позволяет защитить их от коррозии и износа, увеличить прочность и снизить температуру на поверхностях до 35 %.
После успешного применения в аэрокосмической отрасли керамические покрытия стали использоваться в мото- и автоспорте, для тюнинга автомобилей и т.д.
Область применения керамических покрытий
Благодаря своим свойствам керамические покрытия применяются в следующих сферах:
Атомная энергетика: для элементов реакторов, систем охлаждения, хранилищ отработанного ядерного топлива
Автомобилестроение: для деталей двигателя, АБС, колесных дисков, элементов ходовой части и т.д.
Медицина: для приборов и частей механизированных протезов
Металлообработка: финишное нанесение с целью увеличения прочности и срока службы
Оборонно-промышленный комплекс: для корпусов аппаратуры, прицелов, элементов корпуса оружия, изготовления специальных изделий
Бытовое применение: для создания износостойкого слоя выбранного цвета на посуде, элементах декора и других бытовых изделиях
Кроме этого, керамические покрытия могут использоваться для тюнинга автомобилей. В данном случае они наносятся на днище поршней, выпускные коллекторы, корпуса турбокомпрессоров и другие детали.
Методы нанесения
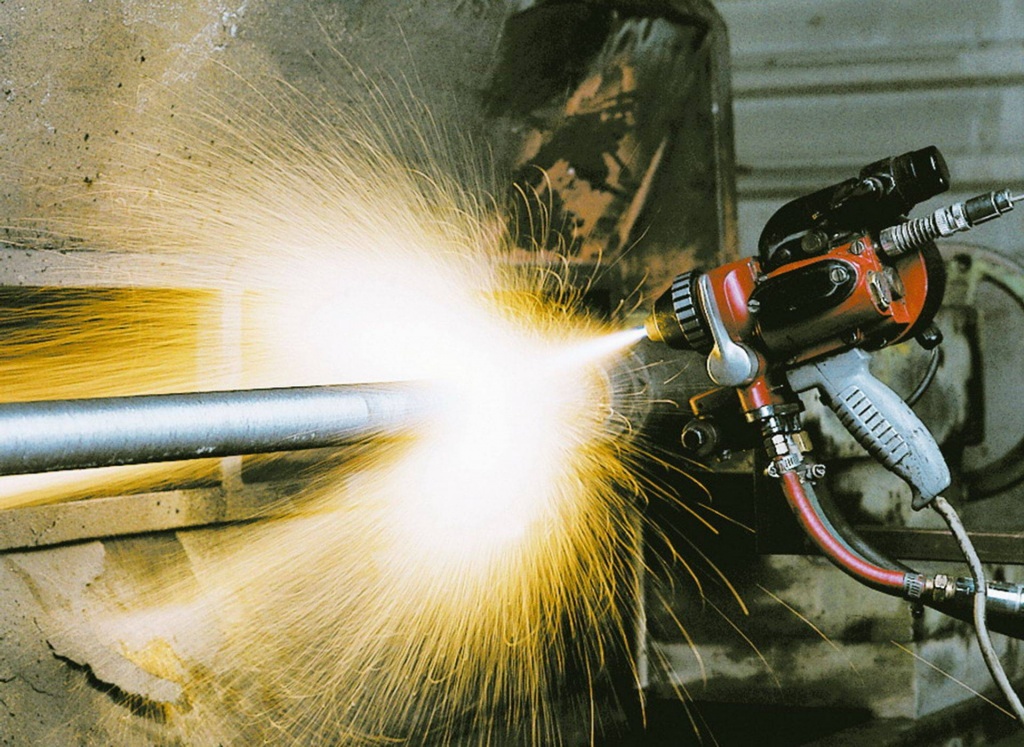
Для нанесения керамического покрытия на металлические поверхности чаще всего используется газотермическое напыление.
Газотермическое напыление – это все возможные процессы нанесения покрытий из материалов в виде порошка, прутка или проволоки, которые не разрушаются при высоких температурах. Они распыляются при помощи струи газа или сжатого воздуха. При этом образуются частицы малого размера, которые двигаются на большой скорости. Попадая на поверхность, они образуют слой с определенными свойствами.
Существует три основных метода газотермического напыления: металлизация, газопламенное и плазменное напыления.
В первом случае напыляемый материал представляет собой проволоку из металлов и сплавов, которая подается в электрическую дугу или ацетиленокислородное пламя. Нагретая до температуры плавления проволока проходит через струю сжатого воздуха или газа, после чего частицы материала попадают на обрабатываемую поверхность, где образуется слой покрытия.

Порошковое газопламенное напыление схоже с металлизацией. Однако есть один нюанс, который обусловлен невозможностью образования проволоки из некоторых материалов, например, термореагирующих сплавов. Порошок подается к ацетиленокислородному пламени, а затем попадает на поверхность, образуя слой покрытия. Такой метод напыления используется в тех случаях, когда невозможно или нерационально производить обработку поверхности детали в стационарных условиях.
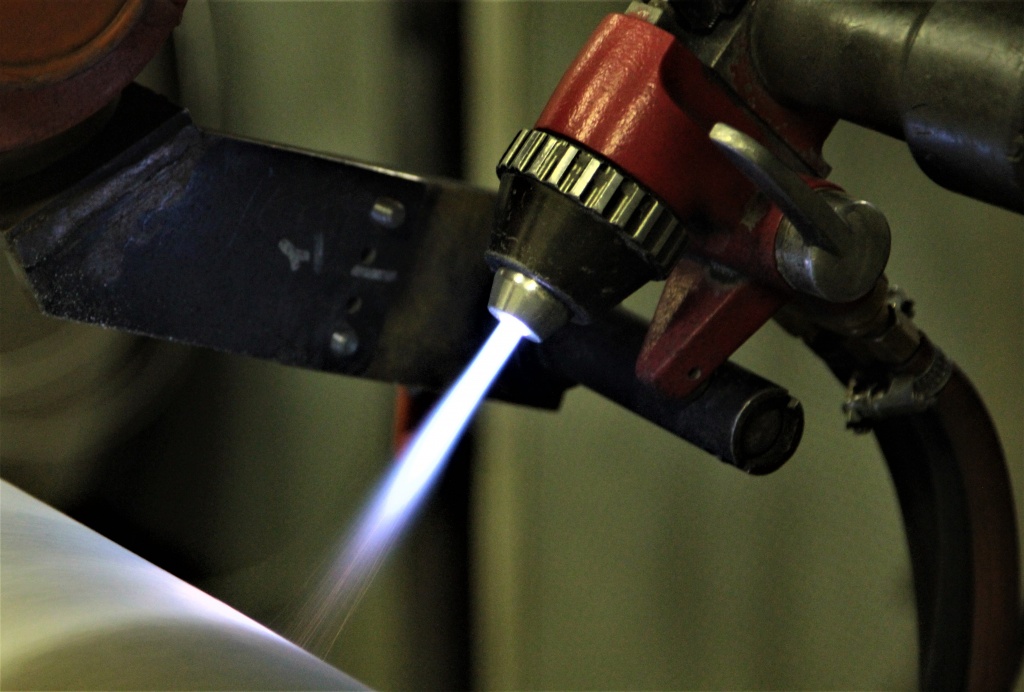
Плазменное напыление – метод, позволяющий получить покрытие высокого качества практически из любых материалов с различными температурами плавления: от баббитов (около +300 °C) до тугоплавких оксидов, карбидов, нитридов (свыше +3300 °C).
Этапы нанесения
Нанесение керамического покрытия включает в себя три этапа. Первый – подготовка поверхности. Обрабатываемая деталь подвергается пескоструйной обработке, после чего она продувается и обезжиривается. Это делается для того, чтобы увеличить адгезию будущего покрытия, удалить лишние загрязнения и убрать прочие дефекты.
После этого поверхность нужно загрунтовать при помощи специальных праймеров. Они препятствуют окислению и образованию трещин на основном слое покрытия из-за термического расширения и воздействующих на деталь нагрузок. Праймер также способствует увеличению адгезии будущего покрытия.
Последний этап – нанесение самого керамического покрытия. В зависимости от выбранного материала может различаться и технология нанесения, но чаще всего используют плазменное или газопламенное напыление порошков, которые обладают очень высокой тугоплавкостью и прочностью. Расплавленный керамический порошок попадая на поверхность не просто ложится как краска, а как бы «спаивается» с поверхностью. Даже при удалении такого покрытия на металлической поверхности останутся микрократеры, которые видны невооруженным глазом.
Керамическое покрытие как способ защиты поверхностей

В данной статье разберем, что представляет собой керамическое покрытие, его назначение, область применения и методы нанесения.
Керамическое покрытие предназначено для защиты металлических поверхностей от коррозии, износа, механических и термических нагрузок. Данный вид обработки используется в автомобилестроении, атомной энергетике, медицине, аэрокосмической отрасли, для тюнинга автомобильной и мототехники.
Выделяют следующие виды покрытий:
Керамические покрытия относятся к жаро- и износостойким. Они также подходят для антикоррозионной обработки металлических поверхностей.
Материалы, используемые для создания керамического слоя, обладают высокой температурой плавления и низким коэффициентом теплопроводности. Помимо этого, они не разрушаются под воздействием смазочных материалов, топлива и химикатов, защищают от износа и коррозии, выдерживают воздействие высоких и очень высоких нагрузок.
Покрытия изготавливаются на основе неорганических и органических связующих с добавлением твердых смазочных веществ: фторидов бария и кальция, нитрида бора, дисульфида вольфрама, дисульфида молибдена, политетрафторэтилена, поляризованного графита.
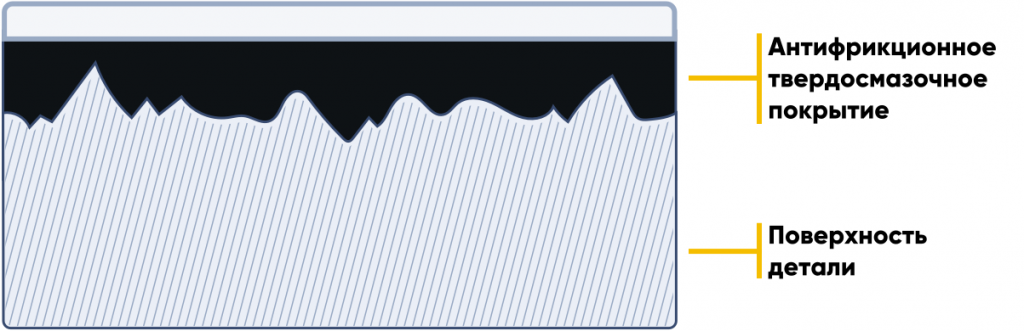
АСТП образуют на поверхностях полимерный слой, который представляет собой связующую смолу, в которой равномерно распределены частицы твердых смазочных веществ. Они заполняют микронеровности поверхностей, увеличивая их несущую способность и опорную площадь.
Покрытия обладают малым сопротивлением сдвигу и высоким сопротивлением сжатию, благодаря чему коэффициент их сухого трения составляет всего несколько сотых при контактных давлениях, соответствующих пределу текучести материала основы.
Такие составы работают в условиях радиации и вакуума, устойчивы к воздействию агрессивных химикатов, имеют высокие противозадирные свойства, а их несущая способность может составлять до 2500 МПа. После высыхания покрытия представляют собой сухой и скользкий смазочный слой, благодаря чему покрытия можно использовать для обслуживания узлов, эксплуатируемых в запыленной среде. Диапазон рабочих температур этих материалов составляет от -200 °C до +560 °C.
Нанесение покрытий осуществляется традиционными методами окрашивания. Поэтому внедрение технологии твердых смазок MODENGY не потребует существенных затрат на приобретение нового оборудования.
Зачем нужно керамическое покрытие?
Керамические покрытия впервые были использованы в аэрокосмической промышленности. Их применяли в газотурбинных двигателях для обработки лопаток турбин. Эти элементы работают в условиях высокого эрозионного и коррозионного износа, а также при постоянных перепадах температуры. Лопатки также должны выдерживать термонагрузки, возникающие при сгорании топлива.

КПД двигателя зависит от температуры в камере сгорания: чем она выше, тем больше коэффициент полезного действия агрегата. Поэтому производители для увеличения мощности и КПД силовых агрегатов повышали температуру газа, а для производства некоторых деталей двигателей использовали высокотехнологичные сплавы и покрытия.
Лопатки производятся из специальных сплавов на основе большого количества легирующих добавок. Такие изделия могут работать в тяжелых условиях эксплуатации, но без керамического покрытия они разрушаются буквально за несколько минут. К примеру, температура газа перед турбиной в двигателях АЛ-31Ф, используемых на самолетах СУ-35 IV поколения составляет до +1700 °C. В двигателях АЛ-41Ф1 на самолетах СУ-35 V поколения эта температура может превышать +2000 °C.
Благодаря керамическому покрытию обеспечивается защита деталей газотурбинных двигателей от износа и коррозии, а также увеличивается их прочность и снижается температура на поверхностях. В зависимости от метода нанесения и толщины слоя и состава керамики температуру поверхности можно снизить до 35 %.
После успешного применения керамических покрытий в аэрокосмической отрасли их начали использовать в мото- и автоспорте, для тюнинга автомобилей и т.д.
Где применяются керамические покрытия?
Эксплуатационные характеристики керамических покрытий позволяют применять их:
В атомной энергетике для обработки систем охлаждения, элементов реакторов, хранилищ отработанного ядерного топлива
В автомобилестроении для обработки элементов ходовой части, колесных дисков, АБС, деталей ДВС и т.д.
В медицине для обработки частей механизированных протезов и медицинских приборов
В металлообработке в качестве финишного покрытия для увеличения срока службы и прочности изделий
В оборонно-промышленном комплексе для обработки прицелов, корпусов аппаратуры, изготовления специальных изделий
В быту для создания износостойкого слоя определенного цвета на элементах декора, посуде и прочих бытовых изделиях
Для тюнинга автомобиля для обработки корпусов турбокомпрессоров, выпускных коллекторов, днищ поршней ДВС и других деталей
Способы нанесения
Наиболее распространенный способ нанесения керамического покрытия на поверхности – газотермическое напыление. Оно представляет собой все возможные процессы напыления покрытий из проволоки, прутка или порошка. Эти материалы подаются в зону высокой температуры и распыляются посредством сжатого воздуха или струи газа. Образованные частицы очень малого размера двигаются на большой скорости и, попадая на поверхность, образуют защитный слой.
В настоящее время используются 3 основных способа газотермического напыления:
Порошковое газопламенное напыление
Металлизация из проволоки
Плазменное напыление порошков
Для металлизации используется металлическая проволока, которая подается в ацетиленкислородное пламя или электрическую дугу. При нагреве до температуры плавления проволока, находящаяся в струе газа или сжатого воздуха, преобразуется в частицы и подается на обрабатываемую поверхность. Так образуется слой покрытия.
Газопламенное напыление порошков похожу на металлизацию. Но здесь есть один нюанс – невозможность образование проволоки из некоторых материалов, например, керамических составов, термореагирующих сплавов и различных порошков. Эти материалы подаются в ацетиленкислородное пламя, откуда поступают на поверхность и образуют слой покрытия. Данный способ нанесения используется, когда нет возможности произвести обработку поверхности деталей в стационарных условиях или она нецелесообразна.
Плазменное напыление позволяет получить высококачественное покрытие практически из любых материалов: от баббитов, температура плавления которых составляет около +300 °C, до тугоплавких карбидов, оксидов, нитридов, температура плавления которых – свыше +3300 °C.
Процесс нанесения керамического покрытия
Первый включает в себя подготовку поверхности. Детали подвергают пескоструйной обработке, продувке и обезжириванию. Это нужно для увеличения адгезии будущего покрытия, удаления загрязнений и прочих дефектов.
Затем производится грунтование поверхностей с применением специальных праймеров. Эти материалы предотвращают окисление и образование трещин на основном слое покрытия вследствие воздействия нагрузок и термического расширения. Праймер также увеличивает адгезию будущего покрытия.

На последнем этапе происходит нанесение керамического покрытия. В зависимости от выбранного материала различается технология нанесения, но наиболее используемый способ – газопламенное или плазменное напыление порошков, обладающих высокой прочностью и тугоплавкостью. Расплавленное покрытие попадая на поверхность «спаивается» с ней. Даже при удалении такого слоя на металлической поверхности останутся микрократеры, которые можно различить невооруженным глазом.
Керамическое покрытие: виды, особенности, правила нанесения

Керамическое покрытие наносят на металлические поверхности с целью их защиты от термических и механических нагрузок, коррозии и износа. Такой вид обработки широко применяется в медицине, автомобилестроении, аэрокосмической отрасли, атомной энергетике.
Керамическое покрытие является одной из операций при тюнинге мотоциклетной и автомобильной техники.
Виды керамических покрытий
В зависимости от особенностей и функций выделяют следующие виды керамических покрытий:
- Износостойкие
- Жаростойкие
- Коррозионностойкие
- Оптические
- Электропроводные
- Электроизоляционные
- Уплотнительные
- Декоративные
К первым двум видам, в целом, можно отнести все керамические покрытия. Износостойкие и жаростойкие составы используются в разных целях, в том числе для антикоррозионной обработки поверхностей.
Такие материалы обладают низким коэффициентом теплопроводности и высокой температурой плавления, выдерживают очень большие нагрузки, не разрушаются под воздействием топлива, смазочных материалов и других химически агрессивных веществ.
По степени износостойкости керамическим покрытиям не уступают только специальные антифрикционные твердосмазочные составы (АТСП). Рассмотрим их на примере продукции MODENGY.
АТСП формируют на обрабатываемых поверхностях достаточно тонкий (до 20 мкм), но очень прочный композиционный слой, состоящий из высокодисперсных частиц твердого смазочного материала, равномерно распределенных в связующем веществе. Твердосмазочные компоненты заполняют микронеровности поверхности, тем самым ее опорная площадь, а следовательно, и несущая способность увеличиваются.
Покрытия MODENGY имеют высокое сопротивление сжатию и малое сопротивление сдвигу – поэтому коэффициент их сухого трения достигает значений всего в несколько сотых при контактных давлениях, равных пределу текучести материала основы.
АТСП устойчивы к химически агрессивным средам, выдерживают как очень низкие, так и экстремально высокие температуры (от -200 °C до +560 °C), работоспособны даже в условиях вакуума и радиации. Они обладают высокими противозадирными свойствами, несущей способностью до 2500 МПа.
После полимеризации покрытия образуют на обработанных поверхностях сухую нелипкую пленку, что особенно важно для деталей, работающих в запыленных средах.
Сферы применения керамического покрытия
Впервые керамическое покрытие стали применять в аэрокосмической отрасли, где его наносили на лопатки газотурбинных двигателей. Эти элементы испытывали на себе постоянные перепады температур вследствие сгорания топлива, были подвержены усиленному коррозионному и эрозионному износу.
КПД и мощность газотурбинных двигателей зависит от температуры газа в камере сгорания, поэтому в процессе эксплуатации силовых агрегатов этот показатель специально повышали, а для производства некоторых элементов двигателей (в том числе лопаток) использовали высокопрочные легированные сплавы и специальные покрытия. Например, в двигателях самолетов СУ-35 пятого поколения температура газа перед турбиной может достигать +2000 °C и выше – в таких условиях детали от разрушения может защитить только керамическое покрытие. Оно позволяет увеличить прочность элементов и снизить температуру на поверхностях до 35 % (в зависимости от толщины слоя, метода нанесения и состава керамики).

После успешного применения в аэрокосмической отрасли керамические покрытия стали использовать в других промышленных сферах, медицине, мото- и автоспорте, тюнинговании автомобилей и т.д.
Сегодня нанесение керамических покрытий практикуется в следующих сферах:
- В атомной энергетике: для обработки элементов реакторов, систем охлаждения, хранилищ отработанного ядерного топлива
- В оборонно-промышленном комплексе: для обработка корпусов аппаратуры, элементов оружия, изготовления специальных изделий
- В металлообработке: в качестве финишного покрытия для увеличения прочности и срока службы деталей
- В автомобилестроении: для обработки компонентов ДВС, АБС, колесных дисков, ходовой части и т.д.
- В медицине: для медицинских приборов и частей протезов
- В быту: для создания износостойкого слоя нужного цвета на посуде, элементах декора и других предметах быта
В процессе тюнинга автомобилей керамическим покрытием обрабатывают днища поршней ДВС, выпускные коллекторы, корпусы турбокомпрессоров и другие детали.
Существует четыре основных способа нанесения керамических покрытий на металл:
- Эмалирование
- Газопламенный
- Парафазный
- Плазменный
Метод эмалирования – - наиболее старый. К определенному металлу подбирается соответствующее ему по составу керамическое сырье. Оно измельчается, расплавляется, обогащается добавками для лучшего сцепления с основой и превращается в нужную для нанесения массу – шликер. Шликер накладывается на подготовленные и нуждающиеся в защите поверхности, после чего обжигается в печи. Готовое изделие с подобным покрытием обладает отличной стойкостью к коррозии и окислению.
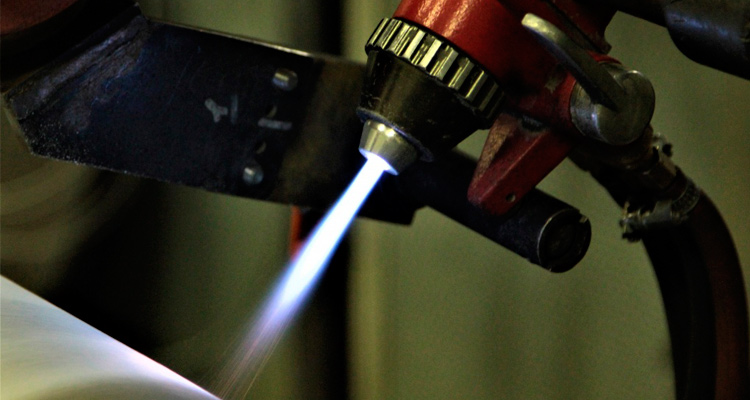
При пламенном методе порошок керамической массы или керамический стержень накладывается на металлическую основу (окись алюминия, окись циркония и другие тугоплавкие окислы) и подвергаются воздействию пламени кислородно-ацениленовой горелки. Под его действием керамическая масса расплавляется, охватывает поверхности и образует на них защитное покрытие.
Подача порошка может производиться также сжатым воздухом из наклонно расположенного питателя. Сцепление керамической массы с металлом при этом механическое, структура покрытия микропористая, слоистая, прочность слоя толщиной 0,3 мм на растяжение составляет 25-70 кг/см 2 .
Покрытие металла керамикой парафазным методом – весьма продолжительная операция. В час удается получить слой толщиной всего 0,0002-0,001 мм. Керамическое покрытие, полученное таким методом, обычно пористое.
Плазменный метод, используемый для покрытия термостойких металлов, состоит в получении плазмы огня (при температуре 15000 °С в момент возникновения вольтовой дуги).
Технология нанесения керамического покрытия зависит, в основном, от обрабатываемого материала. Сегодня чаще всего используют плазменное или газопламенное напыление, при которых расплавленный керамический порошок практически «спаивается» поверхностью металла.
При удалении такого покрытия остаются микрократеры, которые видны невооруженным глазом.
Перед нанесением керамического покрытия поверхность обязательно подготавливается – очищается (например, пескоструйным методом) и обезжиривается. Это делается для того, чтобы удалить лишние загрязнения, убрать некоторые дефекты и увеличить тем самым адгезию будущего покрытия.
После очищения и обезжиривания поверхность прогрунтовывается при помощи специальных праймеров. Они препятствуют окислению и образованию трещин на основном слое покрытия из-за термического расширения и воздействующих нагрузок. Праймеры также способствуют улучшению адгезии будущего покрытия.
Защитные покрытия для металлов

Различные покрытия металлов используются для изоляции этих материалов от агрессивной окружающей среды. Чтобы выполнять свою основную функцию, покрытия должны быть сплошными, непроницаемыми, равномерно распределяющимися по поверхности. Также они должны обладать хорошей адгезией, высокой износостойкостью, жаростойкостью и твердостью.
Защитные покрытия подразделяют на металлические и неметаллические. Рассмотрим подробнее обе категории.
Металлические защитные покрытия
Металлические покрытия наносятся на различные поверхности (не только на металл, но и на стекло, керамику, пластмассу и др.) в целях их защиты от коррозии, придания твердости и износостойкости, электропроводящих и декоративных функций.
Для придания поверхностям антикоррозионных свойств покрытия наносятся следующими способами:
- Гальванизацией (электролитическим методом): металл или сплав осаждается на поверхность в виде водных растворов солей путем постоянно пропускания тока через электролит
- Газотермическим напылением: расплавленный металл распыляется на обрабатываемую поверхность с помощью струи воздуха
- Окунанием: горячий способ нанесения покрытия методом погружения изделия в ванну с расплавленным металлом
- Плакированием (термомеханическим методом): на поверхность основного металла наносится другой, более устойчивый к агрессивной среде, путем литья, совместной прокатки, прессования или ковки
- Термодиффузионным методом: покрытие проникает в поверхностный слой основного металла под воздействием высокой температуры
По способу защиты металлические покрытия подразделяют на анодные и катодные – в зависимости от того, анодом или катодом является металлопокрытие к обрабатываемому изделию.
Электрохимическую защиту от коррозии осуществляют исключительно анодные покрытия, имеющие более отрицательный электрохимический потенциал. Под воздействием окружающей среды они постепенно разрушаются, но при этом сохраняют целостность изделий.
Хорошим примером анодного покрытия металлов является цинковый защитный слой не железе.

Катодные защитные покрытия, имеющие положительный электродный потенциал, используются намного реже, так как защищают детали лишь механически. Основной металл изделия, являющийся анодом, при подводе к нему влаги начинает интенсивно разрушаться, поэтому катодное покрытие должно быть сплошным, без малейших пор и царапин. Примером такого покрытия служит оловянная или медная защита на железе.
Гальванические покрытия
Гальванизация относится к электрохимическим методам нанесения металлических покрытий.
Получаемый защитный слой предупреждает коррозию и окисление, улучшает износостойкость и прочность изделий, придает им эстетичный внешний вид.
Гальванические покрытия распространены в строительстве, авиа- и машиностроении, радиотехнике и электронной промышленности.
В зависимости от назначения они бывают защитными, защитно-декоративными и специальными. Назначение первых двух понятны уже из названий. Специальные наносятся на изделия для придания им повышенной твердости и износостойкости, улучшенных электроизоляционных, магнитных и других свойств.

Разновидностями гальванизации являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение, покрытие оловом.
Газотермическое напыление
Газотермическое напыление – это метод переноса расплавленных частиц на обрабатываемую поверхность при помощи газового или плазменного потока. Покрытия, образованные газотермическим способом, обладают износостойкостью, коррозионной устойчивостью, антифрикционными, противозадирными, термостойкими, электропроводными и другими свойствами.
В качестве напыляемого материала используются проволоки, шнуры и порошки из металлов, керамики или металлокерамики.
Существуют следующие методы газотермическогого напыления:
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговое напыление: применяется для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Газопламенное напыление: самый простой и недорогой метод в плане внедрения и эксплуатации; используется для защиты больших поверхностей от коррозии и восстановления геометрии деталей
- Напыление с оплавлением: металлургически связывает покрытие с основанием; применяется в тех случаях, когда отсутствует риск деформации деталей или этот риск оправдан
Окунание в расплав
При использовании данного метода деталь окунается в расплавленный металл: олово, цинк, алюминий или свинец. Перед погружением поверхности обрабатываются флюсом, состоящим из хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Такая обработка позволяет удалить солевые и оксидные пленки, а также защитить расплав от окисления.

Данный метод не слишком распространен, так как расходует большое количество защитного покрытия, при этом не обеспечивая его равномерную толщину и не позволяя наносить металл в узкие зазоры.
Термодиффузионное покрытие
Данный вид обработки поверхностей по отношению к черным металлам является анодным и обеспечивает эффективную электрохимическую защиту стали. Покрытие обладает высокой адгезией с основой, в процессе эксплуатации не отслаивается. Оно также обладает высокой стойкостью к механическим нагрузкам и деформации.
Термодиффузионный метод позволяет добиться однородного по толщине слоя даже на деталях сложных форм. Кроме этого такое покрытие очень устойчиво к коррозии и не вызывает водородного охрупчивания металла. В качестве наносимого материала выступает цинк.
Неметаллические покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий от воздействия внешней среды (в первую очередь, влаги) и придания им эстетичного внешнего вида.
К неметаллическим относятся полимерные, резиновые, лакокрасочные, эмалевые, оксидные и др. покрытия.
Полимерные покрытия
На сегодняшний день данный вид покрытия металла является наиболее популярной альтернативой оцинковке и окраске изделий.
Детали, обработанные полимерными веществами, имеют долгий срок службы, эстетичный внешний вид, отличные электроизоляционные, высокотемпературные и противоизносные свойства.
В качестве напыляемого материала чаще всего выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид и некоторые другие.
Одной из самых современных и высокотехнологичных разновидностей полимерных покрытий являются антифрикционные покрытия (АФП).
По структуре они похожи на краски, однако вместо пигмента содержат высокодисперсные частицы твердых смазочных веществ: дисульфида молибдена, графита, политетрафторэтилена (ПТФЭ) и пр. Эти компоненты равномерно распределены в полимерной связующем, в качестве которого могут выступать эпоксидные, акриловые, титанатовые и другие смолы.
Например, в России такие покрытия разрабатывает компания «Моделирование и инжиниринг».
Основным предназначением АФП MODENGY являются:
- Средне- и тяжелонагруженные узлы трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.)
- Детали ДВС (юбки поршней, подшипники скольжения, дроссельная заслонка и др.)
- Пластиковые и металлические компоненты автомобилей (замки, петли, пружины, скобы, механизмы регулировки в салоне автомобиля и т.д.)
- Резьбовые соединения и крепеж
- Трубопроводная арматура
- Другие пары трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Антифрикционные твердосмазочные покрытия (АТСП) MODENGY наносятся однократно на весь срок службы узлов трения, что позволяет полностью отказаться от регулярно восполняемых масел и пластичных смазок.
Высокая популярность АТСП обусловлена их высокой несущей способностью, низким коэффициентом трения, широким диапазоном рабочих температур, устойчивостью к воздействию воды и химикатов, работоспособностью в запыленной среде, условиях радиации и вакуума.
Тонкий слой защитного покрытия практически не влияет на исходную точность размеров детали.
Эмалирование
Эмаль – это тонкое покрытие на металле, обладающее антикоррозионными свойствами. Получают его с помощью высокотемпературной обработки стекловидного порошка, смешанного с водой.
Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.

Оксидирование бывает анодным, химическим, термическим, плазменным, лазерным (последнее доступно только в промышленных условиях).
Окрашивание
Данный метод антикоррозионной защиты металла хорошо известен каждому. Однако лакокрасочные покрытия не отличаются термостойкостью и износостойкость, повредить их очень легко.
Основным преимуществом окрашивания является низкая стоимость и достаточно простая технология. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы лакокрасочных покрытий зависит от условий эксплуатации деталей. При высоких нагрузок и температурах их не применяют, используя чаще всего в качестве декоративного слоя.
Керамическое покрытие. Свойства, преимущества и возможные альтернативы

Керамические покрытия обладают низкой теплопроводностью и высокой температурой плавления, выдерживают очень большие нагрузки и не разрушаются под действием химически агрессивных сред. Рассмотрим особенности таких покрытий и их возможные аналоги подробнее.
Керамическое покрытие наносится на металлические поверхности в целях их защиты от термических и механических повреждений, коррозии, преждевременного износа. Такие покрытия широко применяются в автомобилестроении, аэрокосмической промышленности, атомной энергетике, медицине.
Обработка керамическим покрытием – одна из распространенных операций при тюнинге мотоциклов и автомобилей.
Разновидности керамических покрытий
В зависимости от предназначения и сферы применения выделяют износостойкие, жаропрочные, антикоррозионные, оптические, уплотнительные, декоративные, электропроводящие и электроизоляционные керамические покрытия.
Износостойкими и жаропрочными являются, по сути, все перечисленные виды. Используются они, в том числе, и для антикоррозионной обработки поверхностей.
Эти материалы обладают низкой теплопроводностью и высокой температурой плавления, выдерживают очень большие нагрузки и не разрушаются под действием химически агрессивных сред (топлива, масел, смазок и др.).
По степени износостойкости с керамическими составами способны конкурировать только антифрикционные твердосмазочные покрытия.
На поверхностях они формируют тонкий (до 20 мкм), но прочный композиционный слой, состоящий из мелкодисперсных частиц твердого смазочного материала. В результате заполнения микронеровностей увеличивается опорная площадь сопряженных поверхностей, максимально снижается коэффициент их трения и износа.
Более 16 видов покрытий выпускает российская компания «Моденжи». Материалы MODENGY на основе дисульфида молибдена, поляризованного графита, политетрафторэтилена (ПТФЭ), дисульфида вольфрама, нитрида бора, фторидов кальция и бария используются в самых различных отраслях промышленности, применяются при обслуживании автомобилей и техники наряду с другими материалами.

Благодаря высокому сопротивлению сжатию и малому сопротивлению сдвигу покрытия MODENGY имеют очень низкий коэффициент сухого трения – всего несколько сотых при контактных давлениях, равных пределу текучести материала основы.
Эти материалы обладают высокими противозадирными свойствами, несущей способностью до 2500 МПа. Они устойчивы к химически агрессивным средам, экстремально низким и высоким температурам (-200… +560 °C), условиям радиации и вакуума.
После полимеризации антифрикционные покрытия образуют на обработанных поверхностях сухую нелипкую пленку, что особенно важно для деталей, работающих в запыленных средах.
Области применения керамических покрытий
Впервые керамические покрытия начали использовать в аэрокосмической отрасли – для лопаток газотурбинных двигателей, подверженных усиленному коррозионному и эрозионному износу из-за постоянных перепадов температур.

Чтобы повысить КПД и мощность газотурбинных двигателей, температуру газа в камере сгорания специально повышали, а некоторые элементы (в том числе лопатки), изготовленные из высокопрочных легированных сплавов, дополнительно покрывали защитными материалами.
Температура газа перед турбиной двигателей некоторых самолетов достигает +2000 °C и выше – в таких условиях повысить прочность деталей и защитить их от разрушения может только керамическое покрытие. В зависимости от состава, толщины слоя и метода нанесения оно позволяет снизить температуру на поверхностях до 35 %.
Сегодня керамические покрытия широко используются не только в аэрокосмической отрасли, но и в других сферах.
В атомной энергетике их применяют для обработки элементов реакторов, систем охлаждения, хранилищ отработанного ядерного топлива.
В оборонно-промышленном комплексе керамическими составами покрывают корпусы аппаратуры, элементы оружия, специальные изделия.
Покрытия, используемые в металлообработке, увеличивают прочность и срок службы деталей.
В автомобилестроении керамическими материалами обрабатывают компоненты двигателей, АБС, колесных дисков, ходовой части, в медицине – приборы и части протезов.
В бытовой сфере с помощью керамических покрытий создают износостойкий слой нужного цвета на посуде, элементах декора и других предметах.
В процессе тюнинга авто- и мототехники ими обрабатывают кузовы, днища поршней двигателя, выпускные коллекторы, корпусы турбокомпрессоров и другие детали.
Способы нанесения покрытия
Керамические покрытия наносятся на металл четырьмя основными способами:
- Эмалированием
- Газопламенным напылением
- Парафазным методом
- Плазменным методом
Эмалирование – наиболее старый способ нанесения покрытия. Керамическое сырье подбирается к металлу в соответствие с его составом. Для получения готовой массы (шликера) сырье измельчают, расплавляют и обогащают добавками. Шликер накладывают на подготовленные поверхности, после чего обжигают в печи. Готовые эмалированные изделия обладают отличной устойчивостью к коррозии и окислению.
При газопламенном методе нанесения покрытия керамический порошок или стержень накладывают на металлическую основу (окись алюминия, окись циркония и другие тугоплавкие окислы) и подвергают воздействию пламени кислородно-ацениленовой горелки. В результате керамическая масса расплавляется, охватывает поверхности и образует на них защитное покрытие.
Порошок может подаваться также с помощью сжатого воздухом из наклонно расположенного питателя. При этом происходит механическое сцепление керамической массы с металлом, покрытие имеет микропористую и слоистую структуру, прочность слоя на растяжение составляет 25-70 кг/см2 при толщине 0,3 мм.
Парафазное нанесение керамики – весьма продолжительная операция. На получение слоя толщиной всего 0,0002-0,001 мм уходит около часа. Покрытие, полученное таким способом, обычно имеет пористую структуру.
Плазменный метод используется для обработки термостойких металлов, так как процесс получения плазмы огня происходит при температуре 15000 °С (в момент возникновения вольтовой дуги).
Выбор той или иной технологии нанесения керамического покрытия зависит, в основном, от обрабатываемого материала.
Сегодня чаще всего используются плазменное или газопламенное напыление, при которых расплавленный керамический порошок практически "спаивается" поверхностью металла.
После удаления такого покрытия остаются микрократеры, заметные невооруженным глазом.
Перед нанесением керамического покрытия поверхность обязательно очищается (например, пескоструйным методом) и обезжиривается. Удаление загрязнений и дефектов позволяет максимально повысить адгезию будущего покрытия.
После очищения и обезжиривания поверхность грунтуется специальными праймерами, препятствующими появлению окислению покрытия, а также появлению на нем трещин из-за высоких температур и нагрузок.
Все материалы сайта https://atf.ru/ принадлежат
ООО "НОВЫЕ РЕШЕНИЯ" ИНН 5751054390
Читайте также: