Кислород в резке металлов
Обновлено: 18.05.2024
Копьевая резка - с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м 3 | Расход кислорода, м 3 |
|---|---|---|---|---|
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.
Расход газа при резке металла
| Рабочий диапазон, мм | Резательное сопло NX | Кислород (давление, bar) | Горючий газ (давление, bar) | Кислород (потребление, m3/h) | Горючий газ (потребление, m3/h) |
|---|---|---|---|---|---|
| 3-5 | 000 NX | 1,0-2,0 | 0,5 | 1,5-2,0 | 0,20 |
| 5-10 | 00 NX | 1,5-2,0 | 0,5 | 2,0-3,0 | 0,30 |
| 10-15 | 0 NX | 2,0-3,0 | 0,5 | 3,0-3,5 | 0,35 |
| 15-25 | 1 NX | 2,5-3,5 | 0,5 | 3,5-4,5 | 0,40 |
| 25-50 | 2 NX | 3,5-4,0 | 0,5 | 4,0-4,8 | 0,40 |
| 50-75 | 3 NX | 3,0-4,5 | 0,5 | 5,0-6,5 | 0,40 |
| 75-150 | 4 NX | 3,5-5,5 | 0,5 | 6,5-9,5 | 0,50 |
| 150-200 | 5 NX | 4,5-5,5 | 0,5 | 10,0-14,0 | 0,60 |
| 200-300 | 6 NX | 5,5-6,5 | 0,5 | 15,0-19,0 | 0,70 |
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
- ● быстрота и универсальность
- ● оптимальная стоимость и высокое качество
- ● любой уровень сложности
- ● любая конфигурация реза
- ● возможность работы с металлом разной толщины
Возможность деформации
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол - 84-85 градусов), сторона - противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
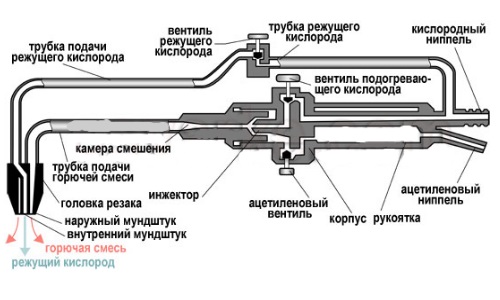
Устройство ручного газового резака
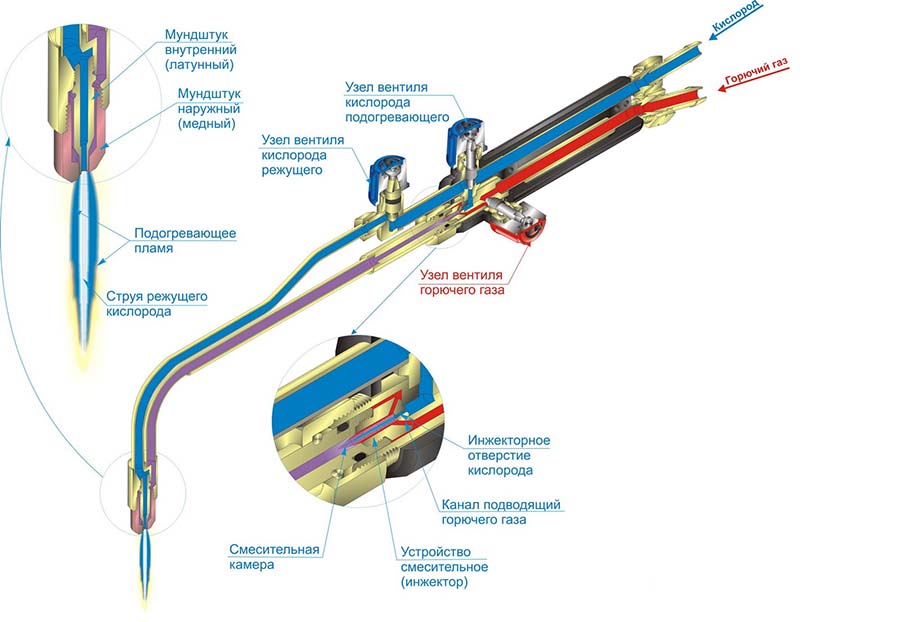
Устройство инжекторного резака
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза
Технология кислородно-флюсовой резки металла
В отличие от других способов техника кислородно-флюсовой резки на 15-20% результативнее благодаря мощности пламени, а также отсутствия дополниельного прогрева маталла и сплавов. Данный метод значительно эффективнее ранее применяемых способов. Высокая скорость обработки, используемая в данной технологии позволяет получить чистый срез высокого качества. Чаще всего используют флюс с термомеханическими или механическими свойствами. В отдельных случаях для улучшения теплоотдачи в железную стружку добавляют 10% алюминия.
Сущность процесса
В момент образования кислородной струи медленно и непрерывно подается флюс, чаще всего – железный порошок. Сгорая, порошок выделяет необходимое дополнительное количество тепла, тем самым повышая температурный диапазон резки. Такой способ позволяет образовавшимся окислам не затвердевать. Кислородную резку с использованием флюса применяют для:
- • высоколегированных сталей с содержанием хрома и никеля, компоненты которых в процессе сварки образуют тугоплавкие окислы, не ликвидирующиеся кислородной струей;
- • работы с чугуном и цветными металлами, чувствительным к температурным колебаниям.
Виды флюсов – железный и алюминиевый порошки, кварцевый песок, силикокальций и ферросилиций – керамические флюсы (для низколегированной стали), феррофосфор (для чугуна).
Виды кислородно-флюсовой резки
Технологией кислородно-флюсовой резки производят обработку металлов напором газового пламени, смешанного со струёй кислорода, которая выполняет функцию «режущего пламени». Таким способом резку прочных металлов можно делать и вручную, и как механически. Для автоматической кислородно-флюсовой резки используют газорезательные устройства, в которые устанавливают резаки. Аппаратами мастер может делать поверхностную резку или разделительную. При ручном раскрое используют специальные держатели, в которых также под напором подаётся газ и кислород. И ручным, и машинным способами можно обработать высокопрочные металлы толщиной до двухсот миллиметров на большой скорости (около 300-700 мм/мин).
Аппараты для кислородно-флюсовой обработки металлов
Обработку металлоизделий кислородно-флюсовым способом совершают на специальных устройствах. В конструкции аппарата предусмотрены такие элементы как резак, флюсопитатель, передатчик флюса в резак. Металлорежущий инструмент в устройстве имеет больший диаметр, по сравнению с аналогичным аппаратом для резания только кислородом. В роли горючего сырья выступают окислители, пропан, азот, флюсонесущие газы, СО2. В ручном процессе разрезания помогает аппарат копьедержатель "КД-1". Машинную резку флюсом и кислородом осуществляют на портальных автоматических устройствах и установках УКФР-6М. Аппаратами для ручной и автоматической резки обрабатывают такие материалы как стали, чугун, бетон, алюминий, различные сплавы цветмета.
Процесс кислородно-флюсовой резки высокохромистых сталей
Изделия из высокохромистой и хромоникелевой стали невозможно обработать одним кислородом из-за того, что, окисляясь, хром становится тугоплавким, и его сложно удалить из среза заготовки. Для таких материалов была изобретена технология кислородно-флюсовой резки. Стальные заготовки с высоким содержанием хрома режут струёй кислорода, в которую добавлен порошок (флюс). Порошковое вещество сгорает, соприкасаясь с кислородом, тепловая отдача усиливается, и хромистая сталь начинает плавиться точно в местах резки. Работа по такой технологии получают чистую поверхность разреза.
Кислородно-флюсовая резка чугуна
Чугунные изделия плавятся при очень высоких температурах, поэтому для чугуна также применяют процесс обработки кислородным флюсом. Кислородная резка не подойдет из-за того, что в составе чугуна содержится кремний, который образует под воздействием СО2 прочную плёнку. Расплавить её, чтобы получить аккуратный рез на изделии можно только с добавлением флюсового порошка. Кислородно-флюсовая резка чугуна предотвращает загрязнение кислородной струи и не даёт произойти окислению в местах разреза.
Кислородно-флюсовая резка цветных металлов
Технология кислородной резки высокоуглеродистой и легированной стали.

Простая углеродистая сталь (с содержанием углерода до 0,3%) режется кислородом без особых предосторожностей, так как она не так чувствительна к резким изменениям температуры. Твердость кромок реза такой стали от высокого нагрева и быстрого охлаждения увеличивается незначительно.
Чувствительность стали к резким изменениям температуры увеличивается по мере повышения содержания углерода или добавления легирующих элементов. При наличии легирующих элементов сталь легко закаливается на воздухе. Поэтому при кислородной резке высокоуглеродистой и легированной стали очень часто по кромке реза образуются трещины от закалки. Наличие в стали многих легирующих элементов замедляет процесс резки.
Влияние различных элементов па условия кислородной резки приведено в табл. 1.
Таблица 1. Влияние химических элементов металла на процесс кислородной резки.
На процесс резки не влияют.
Подготовка металла к резке.
К кислородной резке высокоуглеродистой и легированной стали допускаются резчики, прошедшие специальный техминимум и квалификационное испытание и имеющие соответствующее свидетельство.
Листы перед резкой должны быть выправлены и уложены так, чтобы обеспечить горизонтальность положения и исключить их прогиб от собственного веса, а также падение тяжелых отходов или деталей после резки.
Линия реза должна быть тщательно очищена от окалины и грязи.
Для получения требуемой точности обработки резка высокоуглеродистой и легированной стали должна производиться на газорезательных машинах. Ручную резку следует применять только при невозможности применения машин.
Газорезчик перед началом резки должен подробно ознакомиться с технологической картой на обработку высокоуглеродистой и легированной стали, в которой помимо маркировки детали должны быть указаны оптимальные режимы резки (давление газов, номера применяемых мундштуков, скорость резки и др.), а также последовательность и направление резки.
Особенности резки металла.
Кислородная резка высокоуглеродистой и легированной стали, обладающей повышенной чувствительностью к образованию трещин, требует соблюдения режимов и целого ряда особых технологических мероприятий.
Основной причиной появления трещин при кислородной резке такой стали является большая скорость охлаждения металла в месте реза после сильного нагрева.
Технологические мероприятия при резке высокоуглеродистой и легированной стали сводятся к уменьшению скорости охлаждения, т. е. к предотвращению возможного образования трещин.
Уменьшить скорость охлаждения при резке можно:
а) предварительным и последующим подогревом металла;
б) уменьшением скорости резки;
в) выбором правильного направления и порядка резки с целью рационального использования тепла, выделяемого при резке;
г) оставлением детали в вырезаемом контуре, т. е. удалением отходов после их остывания.
При резке высокоуглеродистой и легированной стали нужно придерживаться тех же режимов, что и при резке малоуглеродистой стали, но давление кислорода должно быть несколько большим. В случае обильного шлакообразования следует уменьшить скорость резки, пока стекание шлака не станет свободным.
Для резки допускается кислород чистоты не ниже 99%, поэтому лучше всего брать кислород из баллонов. В качестве горючего рекомендуется ацетилен.
Для получения чистого реза при снятии фасок с помощью переносных газорезательных машин необходимо соблюдать порядок резки, при этом V-образные скосы с лицевой стороны за один проход нужно делать до 30°, а с обратной стороны — до 20°. При больших углах и при разделках с притуплением необходимо снимать фаски за два прохода резака, при этом второй рез всегда нужно производить при положении резака для резки с обратной стороны (см. рис. 1, б, в).
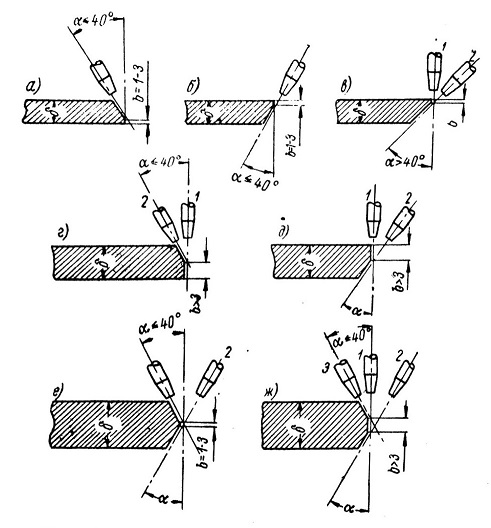
Рис.1. Основные виды односторонних и двусторонних разделок.
Резку стали с повышенной чувствительностью к образованию трещин рекомендуется производить с предварительным нагревом до температуры 150—200°С. Однако метод нагрева и величину температуры необходимо в каждом отдельном случае согласовать с технологическим бюро.
Запрещается производить резку высокоуглеродистой и легированной стали при температуре ниже —5° С. |
Отходы вокруг вырезанной детали уменьшают скорость охлаждения ее, поэтому их нужно удалять после полного остывания.
Рез должен быть непрерывным, без остановок, так как повторные нагревы могут вызвать образование трещин.
Кислородная резка металла

Процесс кислородной резки металлов основан на свойстве металлов сгорать в кислороде. Если сталь нагреть до определенной температуры и на нагретое место пустить струю кислорода начнется немедленное окисление, т. е. интенсивное сгорание металла средних и больших толщин, во много раз превышает количество тепла подогревательного пламени. Тем не менее, подогревательное пламя после начала резки выключить нельзя, и оно горит непрерывно, пока передвигается резак. Так как окисление металла происходит не мгновенно, тепло от сгорания металла в кислороде выделяется несколько ниже верхней кромки разреза.
Поэтому недостаток тепла в верхней кромке щели реза надо возмещать подогревательным пламенем резака. Оно же является основным источником нагрева при резке металла малых толщин. Кроме того, подогревательное пламя покрывает охлаждающее действие быстро вытекающей струи режущего кислорода и потери тепла на теплопроводность и лучеиспускание.
Процесс кислородной резки показан на схеме (рис. 1).

Рис. 1. Схема кислородной резки.
1 — режущий кислород; 2 — смесь ацетилена с кислородом; 3 — наружный мундштук; 4 — подогревательное пламя; 5 — шлак; 6 — разрезаемый металл; 7 — режущая струя кислорода; 8 — внутренний мундштук.
Кислородная резка металла
В наружный мундштук резака поступает смесь ацетилена (или другого горючего газа) с кислородом. При выходе из мундштука смесь зажигается, образуя подогревательное пламя, которым место начала реза нагревается до температуры начала горения. Затем на нагретую поверхность металла по каналу внутреннего мундштука направляется струя чистого кислорода, вследствие чего происходит горение металла.
От тепла, выделяющегося при сгорании верхних слоев металла, а также от тепла подогревательного пламени нагреваются нижележащие слои металла, которые также воспламеняются и сгорают. Таким образом металл сгорает на ширину струи по всей своей толщине. Образующийся в результате сгорания металла в кислороде шлак почти полностью выдувается из щели реза кислородной струей, небольшая часть его по окончании резки легко отделяется от кромок разрезаемого металла при ударах.
Сгорание металла будет непрерывным полиции движения резака. Таким образом лист металла может быть разрезан на отдельные детали.
Условия кислородной резки
Металл, обрабатываемый кислородной резкой, должен обладать следующими свойствами.
1.Начальная температура горения металла должна быть ниже температуры его плавления если же это условие не соблюдается, то при резке металл будет не сгорать, а выплавляться, образуя некачественный разрез.
От химического состава стали и чугуна зависит их температура начала горения, а именно от количества углерода. Значит, чем больше содержания углерода, тем выше начальная температура горения, но в то же время понижается температура плавления стали. Таким образом, из сплавов железа с углеродом первому условию осуществления кислородной резки отвечает только та сталь, в которой содержание углерода будет до 0,7%. Температура начала горения меди и алюминия выше температуры плавления, и обычная кислородная резка их невозможна.
2.Температура плавления металла должна быть всегда выше температуры плавления окислов металла. Окислы должны обладать соответствующей легкоплавкостью и жидкотекучестью. При соблюдении этого условия окислы будут легко выдуваться в жидком виде струей кислорода и не будут нарушать процесс резки.
3.При осуществлении процесса непрерывной резки должно выделятся достаточное количество тепла для нагрева прилегающий к месту разреза участков. При сгорании железа — самого распространенного металла, подвергающегося кислородной резке,— выделяется большое количество тепла, достаточное для плавления окислов и нагревания соседних слоев металла.
4.Теплопроводность металла должна быть низкой, иначе будет происходить быстрый отвод тепла и охлаждение места реза. Высокая теплопроводность является одной из основных причин, препятствующих обычной кислородной резке меди и ее сплавов.
5.В разрезаемом металле не должно содержаться примесей, затрудняющих процесс кислородной резки. Металл должен быть плотным, без раковин и пор, поверхность его должна быть чистой.
Всем перечисленным условиям полностью удовлетворяют железо и сталь с содержанием углерода не свыше 0,7%, а также в достаточной степени легированная сталь некоторых марок. Другие металлы или вовсе не подвергаются обычной кислородной резке или требуют специальных методов.
Читайте также: