Клапан металл по металлу
Обновлено: 20.05.2024
Настоящий стандарт распространяется на затворы запорных клапанов номинальных диаметров от DN 6 до DN 200 с уплотнением «металл по металлу», работающие при давлении жидких и газообразных сред от 13,5952 · 10 -7 до 150 МПа и температуре от минус 253 до 600 °С, включая затворы арматуры, подвергаемой восстановительному ремонту, и устанавливает типы затворов, конструкцию, размеры и технические требования к ним.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 8.064-94 Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений твердости по шкале Роквелла и Супер-Роквелла
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки
ГОСТ 9544-2005 Арматура трубопроводная запорная. Классы и нормы герметичности затворов
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 17711-93 Сплавы медно-цинковые (латуни) литейные. Марки
ГОСТ 18175-78 Бронзы безоловянные, обрабатываемые давлением. Марки
ГОСТ 21449-75 Прутки для наплавки. Технические условия
ТУ 3-145-81 Проволока стальная наплавочная
ТУ ИЭС 511-85 Проволока порошковая наплавочная марки ПП-АН133А
ТУ ИЭС 555-86 Лента порошковая наплавочная марки ПЛ-АН151
ТУ ИЭС 654-87 Проволока порошковая наплавочная ПП-АН157
РД 50-635-87 «Методические указания. Цепи размерные. Основные понятия. Методы расчета линейных и угловых цепей»
СТ ЦКБА 053-2008 «Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей. Технические требования»
«Специальные условия поставки оборудования, приборов, материалов и изделий для объектов атомной энергетики»
3 Классификация и основные параметры затворов
3.1 Классификация и основные параметры затворов приведены в таблице 1.
Таблица 1 - Классификация и основные параметры затворов
Рабочее давление, МПа
До DN 200 включ.
От DN 65 до DN 200 включ.
До DN 100 включ.
До DN 150 включ.
4 Технические требования
4.1 Конструкция затворов и их основные размеры должны соответствовать рисункам 1 - 5 и таблицам 2 - 6.

1 - золотник; 2 - седло.
Рисунок 1 - Затвор типа I
Таблица 2 - Размеры затвора типа I (см. рисунок 1)
Размеры в миллиметрах
Размеры для рабочих давлений, МПа
Св. 6,3 до 20 включ.
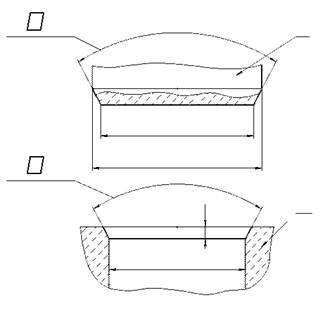
1 - золотник; 2 - седло
* Допускается 90° ± 16 ¢ .
Рисунок 2 - Затвор типа II
Таблица 3 - Размеры затвора типа II (см. рисунок 2)
От 13,5952 · 10 -7 до 150 включ.
От 13,5952 · 10 -7 до 40 включ.
* Допускается величину Н выбирать из условия максимально допустимых удельных нагрузок на уплотнительные поверхности

Рисунок 3 - Затвор типа III
Таблица 4 - Размеры затвора типа III (см. рисунок 3)
От 0,3 до 1 включ.

Рисунок 4 - Затвор типа IV
Таблица 5 - Размеры затвора типа IV (см. рисунок 4)

Рисунок 5 - Затвор типа V
Таблица 6 - Размеры затвора типа V (см. рисунок 5)
4.3 Параметры шероховатости уплотнительных поверхностей затворов всех типов в зависимости от класса герметичности по ГОСТ 9544 в соответствии с таблицей 7.
Таблица 7 - Параметры шероховатости уплотнительных поверхностей затворов всех типов в зависимости от класса герметичности по ГОСТ 9544
Примечание - Для обеспечения полной герметичности при вакууме до 13,5952 · 10 -7 МПа параметры шероховатости: Ra не более 0,08 мкм, Sm не более 0,025 мм.
4.4 Рекомендуемые допуски формы и взаимного расположения уплотнительных поверхностей затворов приведены в приложении А.
4.5 Твердость уплотнительных поверхностей золотника для всех типов затворов рекомендуется превышать твердость поверхности седла не менее чем на 5 единиц HRC.
4.6 Удельные нагрузки q y , МПа, необходимые для обеспечения герметичности затворов при контакте по поверхности (тип I - III) определяются по эмпирической формуле
где m - безразмерный коэффициент, учитывающий влияние рабочей среды, в соответствии с таблицей 8;
с - постоянная величина для примененного материала в уплотнении затворов, в соответствии с таблицей 9, МПа;
Р - рабочее давление, МПа;
В - ширина уплотнения (рис. 1 - 3), см.
Таблица 8 - Значение коэффициента, учитывающего влияние среды
Воздух, пар, паро-водяная смесь
Среды с высокой проникающей способностью (водород, керосин и др.)
Таблица 9 - Значение постоянной величины для применяемого материала
Сталь и твердые сплавы
Бронза, латунь, медь
4.7 Погонные нагрузки qn , Н/см, необходимые для обеспечения герметичности затворов при контакте по линии (рис. 4 - 5), определяются по эмпирической формуле
(2)
где т - безразмерный коэффициент в соответствии с таблицей 8;
q ¢ n - погонная нагрузка, зависящая от примененного материала в уплотнении затвора, Н/см, в соответствии с таблицей 10. При изготовлении уплотнений из разных материалов величина q ¢ n принимается по наиболее мягкому материалу.
Таблица 10 - Значение погонной нагрузки, зависящее от примененного материала
Медь, латунь мягкая
Латунь твердая, бронза, чугун
4.8 Предельно допустимые удельные нагрузки для различных материалов уплотнений q доп , приведены в таблице 11.
Таблица 11 - Предельно допустимые удельные нагрузки для различных материалов уплотнений
Температура применения, °С
Перемещение золотника без вращения
Перемещение золотника с вращением
Не менее 100 НВ
Сталь высоколегированная (коррозионностойкая, кислотостойкая, жаропрочная)
Сталь легированная конструкционная
Азотирование 750 - 900 HV
Наплавочные твердые износостойкие материалы
(марки УОНИ-13/Н1-БК, ЭЛ3-НВ1)
* Наплавочные материалы по СТ ЦКБА 053.
1 Для затворов с конусным контактом (тип II) допускается увеличение qдоп до 1,5 за исключением твердых наплавочных материалов.
2 Твердость в единицах HRC дана в соответствии с ГОСТ 8.064.
4.9 Направление подачи рабочей среды в арматуре для затворов всех типов, установленных настоящим стандартом, не регламентируется.
4.10 Для рабочих сред с твердыми включениями следует применять в арматуре затворы типов II, III. Размер твердых включений (частиц) не должен превышать (кроме особо оговоренных случаев) 70 мкм по максимальному измерению.
4.11 В криогенной арматуре, как правило, применяют затворы типов IV и V, допускается применять затвор типа I .
4.12 Затворы арматуры АЭС должны соответствовать требованиям НП-068.
4.13 Выбор материалов деталей затворов «металл по металлу» и их испытания для арматуры АЭС должны производиться с учетом требований «Специальных условий поставки оборудования, приборов, материалов и изделий для объектов атомной энергетики».
4.14 Отказ арматуры по затвору - негерметичность, превышающая установленную в соответствии с 4.2.
4.15 Критерий предельного состояния арматуры по затвору - достижение максимально допустимой протечки в соответствии с п. 4.2.
4.16 Рекомендуемые показатели надежности и технико-эксплуатационные характеристики затворов с уплотнением «металл по металлу» в составе арматуры приведены в приложении Б.
4.17 Допускается применение других конструктивных и материальных исполнений затворов при условии их отработки в установленном порядке по программам, согласованным с ЗАО «НПФ «ЦКБА» и государственными надзорными органами.
Приложение А
(рекомендуемое)
Допуски запорных клапанов
А.1 Допуски взаимного расположения уплотнительных поверхностей приведены в таблице А.1
Таблица А.1 - Допуски взаимного расположения уплотнительных поверхностей (параллельное и угловое смещение осей золотника и седла) для затворов типов I - V
1 Область применения





Материалы уплотнений трубопроводной арматуры

Герметичные уплотнения широко применяют во многих направлениях техники и технологий. От их работоспособности в значительной степени зависят функциональные возможности разных видов оборудования. Сама же работоспособность уплотнительных элементов в значительной степени определяется свойствами материалов, из которых они изготовлены. Поэтому к выбору этих материалов производители подходят очень ответственно.
В соответствии с «ГОСТ 24856-2014. Арматура трубопроводная. Термины и определения» уплотнение в трубопроводной арматуре ─ это совокупность сопрягаемых элементов, обеспечивающих необходимую герметичность подвижных или неподвижных соединений деталей и узлов. А уплотнительная поверхность ─ это поверхность сопрягаемого элемента, контактирующая с уплотнительным материалом или непосредственно с поверхностью другого сопрягаемого элемента при взаимодействии в процессе герметизации.
Уплотнения арматуры выполняют важнейшую функцию, значение которой переоценить невозможно, ведь герметичность определяет надежность трубопроводной арматуры, а потому является ее наиважнейшим качеством. Герметичность обеспечивают различные уплотнения: уплотнение затвора арматуры, сильфонное уплотнение, сальниковые уплотнения арматуры, уплотнения между отдельными фрагментами ─ крышкой и корпусом, например. Есть еще уплотнения соединительных патрубков, где используют материалы для уплотнения резьбовых соединений и материалы для уплотнения фланцевых соединений. Как свидетельствует статистика, более половины случаев выхода трубопроводной арматуры из строя происходит по причине износа уплотнительных поверхностей, приводящего к снижению герметизирующей способности уплотнительных соединений.
Износ уплотнительных поверхностей
Износ уплотнительных поверхностей ─ явление многогранное, включающее не только наиболее очевидный механический износ, возникающий из-за трения контактирующих поверхностей при открытии и закрытии затвора арматуры, но также коррозионный и эрозионный износ. Коррозионный износ обусловлен воздействием рабочей среды, а его масштабы ─ ее агрессивностью, т. е. химической активностью, проявляющейся в готовности вступать в химические реакции с материалом уплотнения. Эрозионный износ уплотнительных поверхностей ─ следствие газодинамического или гидродинамического воздействия на них рабочей среды. Особенно высокой эрозионной стойкостью должны обладать материалы уплотнений трубопроводной арматуры, работающей при высоком давлении.
Наиболее интенсивному износу подвержены подвижные элементы уплотнений. Так, в очень сложных условиях функционируют уплотнительные кольца в самом распространенном типе трубопроводной арматуры ─ задвижках, при каждом открывании-закрывании запорного органа которых имеет место интенсивное трение уплотнительных поверхностей затвора.
Степень износа уплотнительных поверхностей зависит от того, насколько внутренняя структура материала уплотнения способна противостоять действию внешних нагрузок с учетом таких их особенностей, как характер распределения, вид, интенсивность.
Материалы ─ уплотнительные, прокладочные, герметизирующие
Классифицируя материалы, используемые для изготовления трубопроводной арматуры, те из них, которые служат для обеспечения герметичности, часто разделяют на несколько групп ─ уплотнительные, прокладочные, герметизирующие.
Уплотнительные материалы применяют для создания уплотнительных поверхностей затворов трубопроводной арматуры. Прокладочные ─ для изготовления уплотнительных прокладок. Герметизирующие─ для герметизации узлов прохода через крышку корпуса шпинделя или штока. Такое разделение, несмотря на то, что всеми перечисленными категориями материалов решается общая задача ─ обеспечить заданную герметичность арматуры ─ объяснимо, поскольку в наборе требований, которым они должны соответствовать, существуют определенные различия. Так, наряду с необходимой всем им упругостью, материалы уплотнения затворов обязательно должны обладать антифрикционными свойствами, совсем необязательными для прокладочных материалов.
Материалы для уплотнений в затворах трубопроводной арматуры «металл по металлу»
Уплотнения затворов «металл по металлу» позволяют обеспечивать эффективную работу трубопроводной арматуры в условиях высокой температуры и давления при управлении сложными ─ агрессивными, пожароопасными, токсичными и проч. ─ рабочими средами.
Одно из распространенных технических решений ─ когда уплотнительные поверхности запирающего элемента и корпуса получают путем шлифовки и доводки металлов, из которых они выполнены. Т. е. нет наплавленных или вставных колец. В этом случае материалом уплотнительной поверхности служат медные сплавы в латунной и бронзовой арматуре, углеродистая или легированная сталь ─ в стальной, чугун ─ в чугунной. Если таким образом обеспечить требуемое качество уплотнительной поверхности не получается, применяют специальные уплотнительные материалы.
Для стальной и чугунной арматуры это ─ устанавливаемые на седлах уплотнительные кольца из бронзы, латуни, монель-металла, различных специальных сталей ─ высокоуглеродистых, хромистых, молибденовых, нитрованных (азотированных).
Кольца из другого металла можно присоединять с помощью сварки, биметаллическим литьем, пайкой. Используют и другие технологические операции, например, механическую фиксацию колец в цилиндрических расточках полостей корпуса посредством запрессовки, крепление на резьбе или с помощью гайки. Важно, чтобы у материалов корпуса трубопроводной арматуры и уплотнительных поверхностей были как можно более близкие по значению коэффициенты линейного теплового расширения.
Часто материалом таких колец являются бронза и латунь. Бронза ─ медный сплав, в котором ни цинк, ни никель не являются основными легирующими элементами. Если не вдаваться в подробности, то сплав меди и цинка ─ это латунь, а сплав меди и никеля ─ монель-металл.
В оловянных бронзах основной легирующий элемент ─олово. Но это не отменяет присутствия других элементов, прежде всего, свинца и цинка. В безоловянных бронзах олова нет или совсем мало. А вот видов безоловянных бронз много: получающая все большее распространение алюминиевая, бериллиевая, кремнистая, марганцевая, калиевая, магниевая, серебряная, хромовая, теллуровая.
Бронзы обладают хорошими антифрикционными свойствами; они отличаются коррозионной устойчивостью, и, будучи пластичными, технологичностью ─ хорошо поддаются таким широко применяемым в металлообработке процессам, как обработка металлов резанием и давлением. Еще одно достоинство бронз ─ способность образовывать сварные соединения.
Латунь ─ медный сплав, в котором главным легирующим элементом является цинк. Чем цинка больше, тем латунь прочнее и пластичнее. Добавление других легирующих элементов позволяет увеличить ее коррозионную стойкость. Латунь обладает хорошими трибологическими характеристиками, что для материалов уплотнений затворов трубопроводной арматуры особенно важно, поскольку для них вопросы трения и изнашивания имеют первостепенное значение. Как и бронза, латунь ─ высокотехнологичный, «легкий» в механической обработке материал.
Медно-никелевый сплав монель (монель-металл) существенно моложе бронзы и латуни ─ он был получен только в начале XX столетия. Его отличают хорошие механические свойства при температуре до более чем 500 O C и коррозионная стойкость в большинстве сред.
Для получения более твердой и износостойкой уплотнительной поверхности применяют наплавку уплотнительных поверхностей трубопроводной арматуры.
Дуговую наплавку можно выполнять электродами ЦН-6Л и ЦН-12. В химическом составе наплавляемого ими металла преобладает железо, но при этом достаточно много хрома (15─16%) и никеля (6─9%).Такая наплавка предполагает предварительный и сопутствующий подогрев металла, а сразу же по ее окончании выполняется термическая обработка. Покрытие уплотнительных поверхностей чугунной арматуры хромоникелевой сталью позволяет повысить ее эксплуатационную стойкость как минимум вчетверо.
Электроды ЦН-2 используют для наплавки стеллита ─ сплава кобальта и хрома, содержащего примерно 4-5% вольфрама. Твердость наплавленного металла чрезвычайно высока ─ HRC 41,5-51,5(при использовании электродов ЦН-6Л она почти на треть меньше).Стеллит марки ВЗК наплавляется под слоем флюса в среде защитных газов.
Стеллит ─ уникальный материал. Наряду с высокой твердостью он обладает повышенной износостойкостью, вязкостью, коррозионной стойкостью и низким коэффициентом трения.
В формируемой посредством плазменной наплавки уплотнительной поверхности из сплавов ПГ-СР2 и ПГ-СРЗ основным компонентом является никель.
Азотирование ─ насыщение азотом ─ делает поверхностный слой легированной стали (добавки ─ алюминий, хром, молибден) более твердым и стойким к воздействию коррозии. Азотированная сталь не боится непосредственного контакта с бензином, минеральными маслами, слабыми щелочными растворами, перегретым водяным паром, продуктами, выделяемыми при горении газов. Азотирование существенно повышает эрозионную устойчивость стали в потоках водяного пара и горячей воды. Значительно возрастает ее теплостойкость, при этом твердость сохраняется после воздействия высоких температур. Азотированная сталь более износостойкая, чем цементированная или закаленная.
Сормайт ─ твердый (около 50 HRC) сплав на основе железа, содержащий помимо углерода также кремний, марганец, никель, хром.
Наплавку сормайта выполняют как электродуговым способом, так и газовой сваркой пламенем с избытком ацетилена.
Материалы для мягких уплотнений затвора
Сегодня, благодаря развитию химических технологий, в качестве материалов для уплотнения широко используют мягкие неметаллические материалы. Хотя нельзя не отметить, что мягкое уплотнение затвора трубопроводной арматуры появилось намного раньше обычно ассоциируемых с ним полимеров. Уже в древности для этого применяли обыкновенную сыромятную кожу. И сегодня она продолжает служить в качестве материала уплотнительной поверхности затвора, но конкурировать на равных с продуктами современных химических технологий ей очень сложно.
Использование неметаллических уплотнительных материалов с низким модулем упругости позволяет обеспечить требуемую герметичность без значительных усилий уплотнения, сопровождающихся дополнительным нагружением узлов трубопроводной арматуры.
Сегодня фторопласт (он же ─ тефлон, политетрафторэтилен, материал уплотнения PTFE (Polytetrafluoroethylene)) получил чрезвычайно широкое распространение при устройстве уплотнительных поверхностей затворов трубопроводной арматуры. Фторопласт обладает высокой химической стойкостью и почти безразличен к воздействию кислот, щелочей и растворителей. Он сохраняет свои физико-механические параметры в широком диапазоне температур, имеет низкий коэффициент трения. И при этом ─ экологически безвреден. Есть, правда, одно «но» ─ текучесть даже при сравнительно небольших нагрузках. Для улучшения физико-механических показателей его армируют стекловолокном или т. н. «углеволокном».
Перспективным материалом для изготовления уплотнений является термопласт PEEK (Poly-etheretherketone или Полиэфирэфиркетон), обладающий высокой износостойкостью и сохраняющий механические свойства при температуре до 300 O C. Важное качество PEEK ─ устойчивость к воздействию водяного пара. Его использование позволяет получить износоустойчивое и термостойкое уплотнение.
Широкое распространение получили эластомеры ─ материалы, которые при приложении небольших усилий способны значительно деформироваться, а после снятия нагрузки немедленно возвращаться в исходное положение.
В качестве материала для уплотнений затворов трубопроводной арматуры используются различные резины. Высокой прочностью и хорошей сопротивляемостью к истиранию обладают резины на основе СКН (бутадиен-нитрильного каучука).
Достаточно широко для изготовления седловых уплотнений применяется EPDM ─материал уплотнения, относящийся к синтетическим эластомерам. Этилен-пропиленовый каучук или этилен-пропилен-диен-каучук (аббревиатура EPDM означает Ethylene Propylene Diene Monomer rubber) отличается хорошими механическими свойствами и может работать в широком ─ от минус 500 O C до плюс 150 O C ─ температурном диапазоне. Материал устойчив к высокотемпературным и агрессивным рабочим средам ─ горячей воде, пару, щелочам. Русская аббревиатура ─ СКЭП (двойной) или СКЭПТ (тройной) этилен-пропиленовый каучук.
NBR─ материал уплотнения, также являющийся эластомером, только на другой ─ акрил-нитрил-бутадиен-каучуковой ─ основе. Обладает высокой твердостью и достаточно высокой износостойкостью. В уплотнениях затворов трубопроводной арматуры также используется H-NBR ─гидрированный акрил-нитрил-бутадиен-каучук.
Сополимеризацией фторсодержащих мономеров получают т. н. фторкаучуки (или фторорганические каучуки, фторэластомеры). Присутствие фтора делает их термостойкими и устойчивыми к воздействию многих агрессивных сред. В России применительно к этим материалам используется аббревиатура СКФ. Материал уплотнения FKM (Fluorinated propylene monomer) и FPM (Fluorocarbon) ─ это разные у различных занимающихся стандартизацией организаций, названия одного и того же продукта. Материал уплотнения Viton─ торговая марка. FKM (FPM) ─ материал уплотнения, имеющий набор важных качеств: высокую теплостойкость, хорошую износостойкость и стойкость к абразивному истиранию, химическую инертность.
Сегодня ведется интенсивная работа по повышению функциональных возможностей уплотнений трубопроводной арматуры. Без этого добиться обеспечения ее высоких эксплуатационных качеств не получится. Важным направлением этой работы является создание конструкций комбинированных уплотнений. Например, резинометаллических или резинофторопластовых. Чрезвычайно высокими параметрами отличаются многослойные металлографитовые уплотнения.
Важный акцент ставится на разработку новых материалов. Ведь то, насколько успешно уплотнения справятся со стоящими перед ними задачами, и сколь долго они будут сохранять требуемую работоспособность, во многом зависит не только от конструктивного оформления и качества изготовления уплотнений, но и от используемых для их устройства материалов.
Дисковые затворы

Дисковый затвор ─ один из типов арматуры наряду с задвижкой, краном и клапаном. Имеющий форму диска запирающий или регулирующий элемент дискового затвора поворачивается вокруг оси, расположенной перпендикулярно либо под углом к направлению потока рабочей среды.
Ходом дискового затвора, как и еще одного типа трубопроводной арматуры ─ крана─ является вращательное перемещение запирающего (регулирующего) элемента.
Дисковые затворы ─ надежный и перспективный тип трубопроводной арматуры, используемый при широком диапазоне рабочих давлений и температур.
Несколько слов об истории дискового затвора
История изобретения дискового затвора, как, впрочем, и других типов трубопроводной арматуры, теряется в глубине веков. Во всяком случае, т. н. захлопки или их прототипы (захлопкой называли конструктивно выполненную в виде дискового затвора обратную арматуру) использовались в водяных насосах, появившихся еще в цивилизациях Древнего мира ─ в Греции и Риме.
Есть несколько дат, на которых обязательно акцентируют внимание подавляющее большинство зарубежных и отечественных информационных источников, так или иначе затрагивающих тему прошлого дисковых затворов.
Это период с 1774 по 1784 годы, в течение которого над совершенствованием паровой машины работал знаменитый британский изобретатель Джеймс Уатт, именем которого названа единица мощности в системе СИ ─ ватт. В конструкцию созданного им без всяких кавычек величайшего технического устройства входил поворотный затвор.
Вторая дата ─ самое начало XX столетия, 1901 год, когда затвор поворотный дисковый под названием «дроссельная заслонка» был использован в топливной системе собранного в Германии автомобиля Mercedes.
И если на первом этапе своего существования дисковые затворы использовались преимущественно в качестве не очень герметичной арматуры на трубопроводах большого диаметра, совершенствование конструкции позволило применять их при более высоких значениях температуры и давления, что обеспечило продвижение в области производства с тяжелыми условиями эксплуатации.
Успехи химической индустрии, результатом которых стало появление новых материалов для изготовления уплотнительных элементов, еще больше расширили возможности дисковых затворов.
«Имена» дискового затвора
Применительно к дисковому затвору всегда использовали самые разные названия: заслонка, дроссельная заслонка, дроссель-клапан, герметический клапан (гермоклапан), поворотный элемент и другие.
«ГОСТ 24856-81. Арматура трубопроводная промышленная. Термины и определения» именовал его предельно коротко ─ затвор.
В «СТ ЦКБА 011-2004. Арматура трубопроводная. Термины и определения» указано, что использовать названия «заслонка» и «затвор» не рекомендуется, а «клапан герметический» и «гермоклапан» ─ вообще недопустимо.
«ГОСТ Р 52720-2007 Арматура трубопроводная. Термины и определения» свое отношение к терминам «герметический клапан» и «гермоклапан» смягчил, «переведя» их из «недопустимых» в «нерекомендуемые».
В ГОСТ 24856-2014 они полностью «узаконены», но только для трубопроводной арматуры систем вентиляции. Именовать затвор дисковый «заслонкой», «затвором поворотным», «поворотно-дисковым затвором» этот нормативный документ не рекомендует.
Название «дисковый затвор» может видоизменяться. Например, обратную арматуру, конструктивно выполненную в виде дискового затвора, предназначенного для предотвращения обратного потока рабочей среды, называют обратный затвор или, если он снаряжен диском, состоящим из двух половин, прижимающихся к седлу пружинами, ─ обратный двустворчатый затвор. Кстати, ГОСТ 24856-2014 не рекомендует называть его захлопка.
О конструкции дискового затвора и об эксцентриситете в трубопроводной арматуре

Самый простой вариант конструкции дискового затвора ─ затвор без эксцентриситета ─ вращающийся на валу диск, помещен в корпус, представляющий собой короткий отрезок трубы. Ось вращения диска пересекает ось уплотнительного седла. Полный угол поворота ─ 90 градусов. В открытом до конца положении, когда диск устанавливается вдоль оси корпуса, движение потока испытывает с его стороны минимальное сопротивление.
Дисковые затворы с симметрично установленным диском, как правило, используют в трубопроводах с низким давлением.
Значительным шагом вперед в развитии дисковых затворов стало расположение диска с эксцентриситетом. В этом случае ось, вокруг которой происходит вращательное движение диска, смещена относительно своего «классического» (когда она пересекает ось уплотнения) положения.
Эксцентриситет может быть двойным и даже тройным. Добиваются его, сдвигая ось вращения диска не только относительно оси симметрии уплотнения (трубопровода, корпуса затвора), но и относительно центра самого диска.
Такое техническое решение принесло сразу несколько существенных преимуществ.
Удалось обеспечить коническое прилегание диска к уплотнительным поверхностям, гарантирующее их надежный контакт по всей площади соприкосновения. Выход диска из этого контакта происходит уже при минимальном угле открытия. Такое немедленное отделение, не сопровождающееся деформациями и проскальзыванием, исключает трение, которое, имей оно место, приводило бы к быстрому износу уплотнений. При возвращении диска в положение «Закрыто» снова обеспечивается очень высокая, вплоть до класса A, герметичность.
Дисковые затворы с двойным или тройным эксцентриситетом способны работать в более тяжелых условиях, чем затворы с симметричным диском. Им не страшны воздействие агрессивных рабочих сред, повышенные давление и температура, увеличился их ресурс (число циклов срабатывания) и, соответственно, вырос срок службы.
Диск затвора имеет форму круга с отношением толщины к диаметру меньше единицы. Он может быть плоским или двояковыпуклым (в форме линзы).
Используются диски с диаметром, превышающим величину проходного отверстия в корпусе, и потому обеспечивающие положение «Закрыто», будучи расположенными под углом к его поперечному сечению.
От конструкции и качества диска во многом зависят запорные и регулирующие характеристики дискового затвора. Диски стараются делать максимально обтекаемыми, чтобы свести к минимуму гидравлические потери.
Из чего изготавливают дисковые затворы. Металлы
Корпуса дисковых затворов выполнены преимущественно из чугуна и стали. Первый представлен серым чугуном и высокопрочным чугуном с шаровидным графитом. Сталь ─ разными видами: углеродистая, низколегированная хладостойкая, нержавеющая, в т. ч. с повышенным содержанием молибдена. Реже используют цветные металлы: алюминиевые сплавы, бронзу, монель (сплав никеля и меди).
Также преимущественно из стали и чугуна изготавливают диски. Они могут быть выполнены из титана и цветных металлов, например, бронзы. Бронзовые диски уместны, когда рабочей средой является морская вода. Нержавеющая сталь лучше других материалов подходит для контакта с пищевыми рабочими средами.
Для изготовления штоков применяют легированные или нержавеющие стали.
Прежде, чем говорить о других материалах, которые используют при изготовлении дисковых затворов, сделаем небольшое отступление.
О пользе «разделения труда» среди материалов
Для защиты от агрессивного воздействия рабочей среды корпус и диск дискового затвора снаряжают дополнительной защитой. Например, снаружи и изнутри наносят эпоксидное покрытие, предохраняющее от влияния погодных условий снаружи и агрессивных испарений изнутри.
Используют полную футеровку корпуса и диска, покрывая их фторопластом, резиной (т. н. гуммирование) и другими материалами.
Одной из тенденций развития научно-технического прогресса является разделение круга решаемых задач между используемыми «в связке» материалами. Один из них обеспечивает необходимую конструктивную прочность, другой ─ требуемые функциональные качества. Такое объединение усилий позволяет не только повысить эксплуатационные параметры выполненных из этих материалов частей сооружений или деталей технических устройств, но и добиться существенного снижения материалоемкости. Наглядный пример такого «союза» ─ кирпич и минеральная вата. Используя их вместе, можно возводить не очень толстые, но при этом крепкие и обладающие высокой тепло эффективностью стены.
В чем-то сродни этому использование в дисковых затворах вкладышей, выполняющих роль второго корпуса. (Такой вкладыш называют также седлом, рубашкой и т. д.). Он может быть монолитным с корпусом затвора или съемным. Используя вкладыши, удается оптимальным образом разделить нагрузки между принимающим на себя их механическую составляющую «первым» корпусом, и отражающим агрессию рабочей среды механически менее прочным, зато отличающимся повышенной коррозионной устойчивостью, ─ «вторым».
Рабочая среда при наличии вкладыша контактирует только с диском и уплотнением. Поэтому задача подобрать наилучшим образом подходящий для конкретной рабочей среды материал корпуса отпадает. В большинстве случаев можно остановиться на чугуне, что значительно уменьшает стоимость готовых изделий.
Конструкция вкладыша позволяет отказаться от использования дополнительных уплотнений при монтаже дискового затвора между фланцами трубопровода.
Специальными покрытиями может быть защищена поверхность диска. Использование гуммированных (с резиновым покрытием) и футерованных (с полимерным покрытием) дисков позволяет эксплуатировать затворы в агрессивных средах или пищевых средах, крайне чувствительных к материалам, с которыми они контактируют. При изготовлении дисков можно применять углеродистые стали вместо легированных, что снижает стоимость дисковых затворов без ухудшения их эксплуатационных параметров.
Гуммированные и футерованные диски использованы в дисковых затворах производства компании АРМАТЭК серий «Универсал», «Стандарт», «Эксклюзив».
Из чего изготавливают дисковые затворы. Неметаллические материалы
А теперь снова к материалам. На этот раз к неметаллическим, прогрессу в развитии которых дисковые затворы обязаны очень многим.
Для футеровки корпусов дисковых затворов способом вулканизации, в результате которой формируется несъемное монолитное седло, используют композитные армированные пластики, высокомолекулярный полиэтилен, поливинилдиенфторид, поливинилхлорид, политетрафторэтилен (фторопласт-4), полихлортрифторэтилен и другие материалы.
Съемные вкладыши изготавливают из различных каучуков ─ каучука на основе сополимера этилена ЭПДМ (EPDM), фторорганических каучуков (торговая марка Viton), хлоропреновых каучуков (Neoprene), а также нитрильной резины, полиэтилена (Hypalon), силикона и др.
Вкладыши могут быть как эластомерными, так и комбинированными ─ резинометаллическими.
Например, в компании АРМАТЭК резинометаллические вкладыши применяются в дисковых затворах серий «Эксклюзив», «Эксклюзив-М». Износостойкие резинометаллические вкладыши увеличивают надежность и ресурс дисковых затворов, помогают им выдерживать повышенные давление и температуру. Такие затворы применяются в горячем водоснабжении, при перекачке агрессивных сред, содержащих абразивные включения и других сложных условиях.
Уплотнения. Герметичность
Функции уплотнения могут выполнять не только вкладыши (седла, рубашки), но и кольца, расположенные на кромках диска или в корпусе.
Для изготовления уплотнительных колец используют в т. ч. те же материалы, что и для вкладышей. Очень высокую (класс A) герметичность обеспечивают многослойные металло-графитовые уплотнения. Уплотнение, расположенное в корпусе, испытывает меньшее воздействие среды, чем установленное на диске, а потому отличается большей долговечностью.
Дисковые затворы разделяются на затворы с уплотнением металл по металлу («металл-металл») и мягким эластичным уплотнением. Изначально вариант металл по металлу был единственно возможным, но по мере развития химических технологий стали использоваться более герметичные и химически стойкие эластичные уплотнения.
О классификации дисковых затворов. Приводы
В зависимости от исходного положения запирающего (регулирующего) элемента дисковые затворы бывают нормально-открытыми и нормально-закрытыми. У первых, при прекращении подвода энергии, создающей перестановочное усилие, затвор открывается, у вторых ─ закрывается.
По разновидности присоединения к трубопроводу различают затворы фланцевые (дисковый затвор фланцевый), межфланцевые (стяжные), муфтовые и затворы под приварку. Межфланцевые дисковые затворы вставляются между фланцами трубопровода. Для затворов фланцевого исполнения могут в комплекте поставляться ответные детали трубопровода.
В зависимости от типа привода выделяют следующие разновидности дисковых затворов: электрические пневматические, гидравлические, ручные, ручные с редуктором, под дистанционное управление.

Приводы дисковых затворов должны иметь блокировку одновременной работы привода и ручного дублера.
Обычно приводные устройства оснащают автоблокировкой, чтобы привод мог противодействовать усилиям со стороны потока рабочей среды, направленным на поворот диска.
Ручной дисковый затвор может управляться с помощью обеспечивающей его быстрое открытие и закрытие рукоятки или маховика.
Отличающийся точностью позиционирования, высокими эксплуатационными параметрами и простотой управления дисковый затвор с электроприводом идеально подходит для систем автоматического управления производственными процессами.
Преимущества пневмоприводов: компактные размеры, небольшая масса, легкость монтажа, быстродействие. Они не станут источником перегрева и являются идеальным вариантом при работе с взрывопожароопасными средами.
Где используют дисковые затворы
В соответствии с «ГОСТ Р 53673-2009. Арматура трубопроводная. Затворы дисковые. Общие технические условия» дисковые затворы по своему функциональному назначению делятся на запорные, запорно-регулирующие, регулирующие. В качестве запорной регулирующей и запорно-регулирующей арматуры их применяют фактически во всех отраслях промышленности, только перечисление которых займет не одну страницу. Вот лишь некоторые них: химическая, черная и цветная металлургия, нефтяная, газовая, фармацевтическая, пищевая. А также ─ криогенная техника, обогащение полезных ископаемых, электро- и теплоэнергетика, холодное и горячее водоснабжение, системы пожаротушения и т. д. и т. п.
Дисковые затворы присутствуют почти во всех газовых и масляных системах, которыми укомплектованы различные виды технологического оборудования. Они получили широкое распространение при устройстве трубопроводов, по которым транспортируются как неагрессивные (пар, вода, воздух, пищевые жидкости, например, безалкогольные напитки), так и агрессивные среды. Примеры последних: кислоты, щелочи, аммиак, спирты, нефтепродукты, морская вода. В соответствующем исполнении дисковые затворы используются для абразивных (сыпучих) рабочих сред.

Преимущества дисковых затворов
У дискового затвора немало преимуществ, выгодно отличающих его от других типов и разновидностей трубопроводной арматуры, которые используются на аналогичных «позициях». Это, прежде всего, ─ шаровой кран и задвижка.
В отличие от шарового крана он лишен такого недостатка, как прикипание и заклинивание после длительной эксплуатации. Если сравнивать дисковый затвор с задвижкой, то он быстрее, легче, меньше по размерам.
Да и стоимость дискового затвора (по крайней мере, если речь идет о давлении до 2,5 МПа) ниже, чем у его оппонентов.
Ушли в прошлое времена, когда дисковым затворам ставили в упрек недостаточную герметичность, а область их применения ограничивали большими диаметрами трубопроводов и малым давлением рабочей среды. О том, что дисковые затворы могут иметь очень высокую герметичность, уже было сказано выше.
Огромное достоинство дисковых затворов ─ компактность (малая строительная высота и строительная длина), что существенно облегчает их монтаж. Занимая минимум места, они обеспечивают высокую производительность. Следствие компактных размеров ─ низкая масса.
Важнейшее для любой трубопроводной арматуры свойство дисковых затворов ─ простота эксплуатации, обусловленная особенностями конструкции. Например, отсутствием застойных зон, в которых может скапливаться грязь, и небольшим количеством деталей. Это качество выражается в высокой ремонтопригодности ─ минимум трудозатрат, не требуются высокая квалификация обслуживающего персонала и использование специального оборудования.
Дисковые затворы отличаются хорошей управляемостью, причем как при ручном управлении, так и посредством разнообразных приводов. Конструкция дисковых затворов позволяет обеспечить высокий уровень автоматизации трубопроводных систем.
При качественном изготовлении и правильной эксплуатации с учетом своевременной замены узлов уплотнения срок службы дисковых затворов от лучших производителей составляет до 30 лет. Этому в т. ч. способствует отсутствие трущихся частей и резьбовых рабочих пар.
К преимуществам дисковых затворов следует также отнести высокую пропускную способность, быстрое срабатывание и низкие гидравлические потери.
Перечисленные достоинства позволяют говорить о дисковых затворах как об одном из наиболее динамично развивающихся сегментов трубопроводной арматуры. За короткое время они сумели стать серьезной альтернативой другим ее типам. Но их стремительное, происходящее буквально на глазах совершенствование, не тормозит развитие «коллег-оппонентов», а, напротив, стало мощным стимулом для общего ускорения научно-технического прогресса в трубопроводной отрасли в целом.
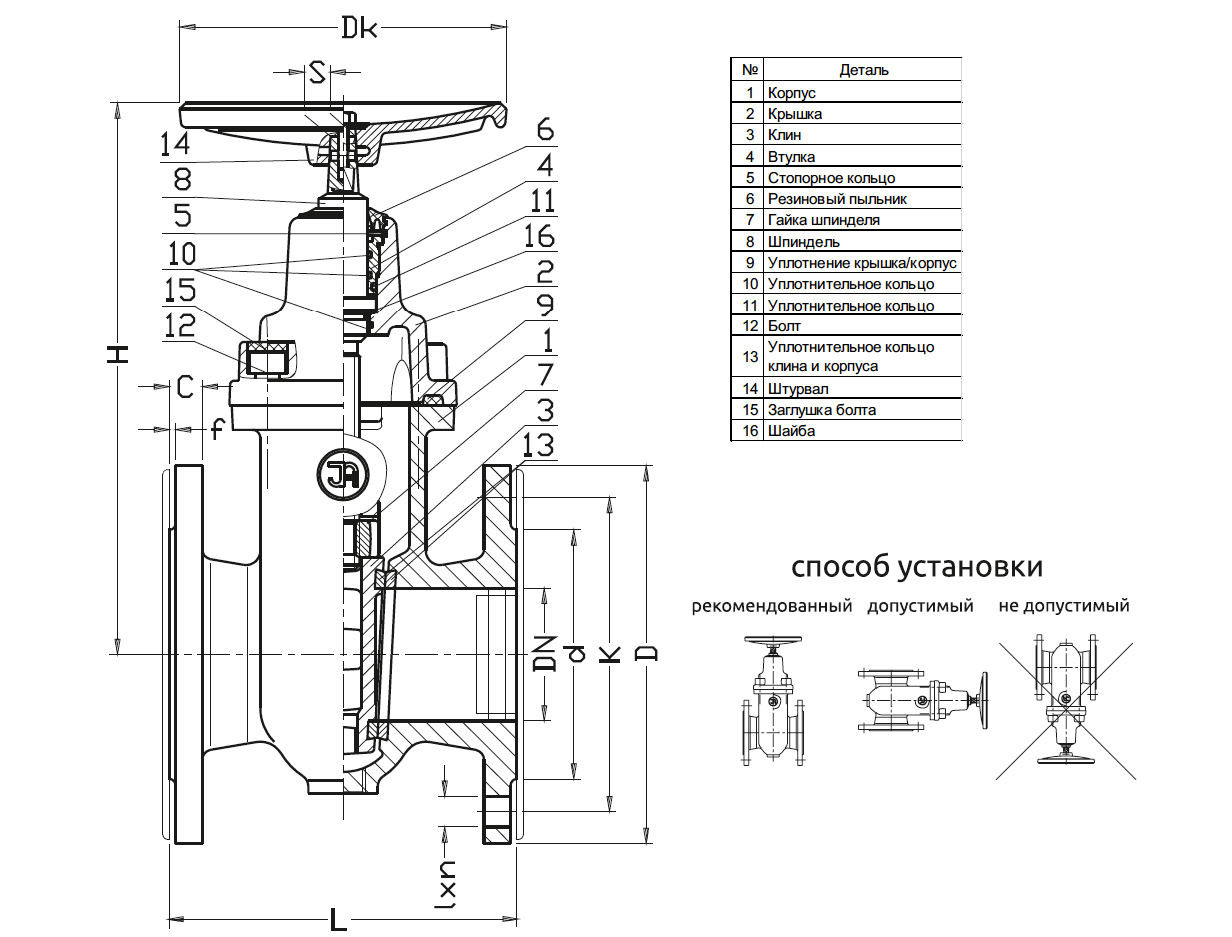
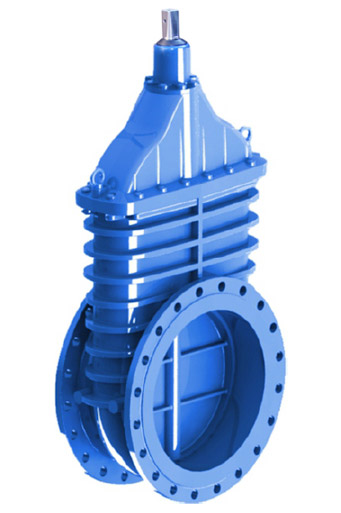
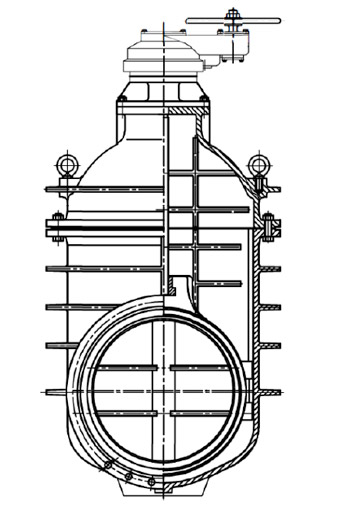
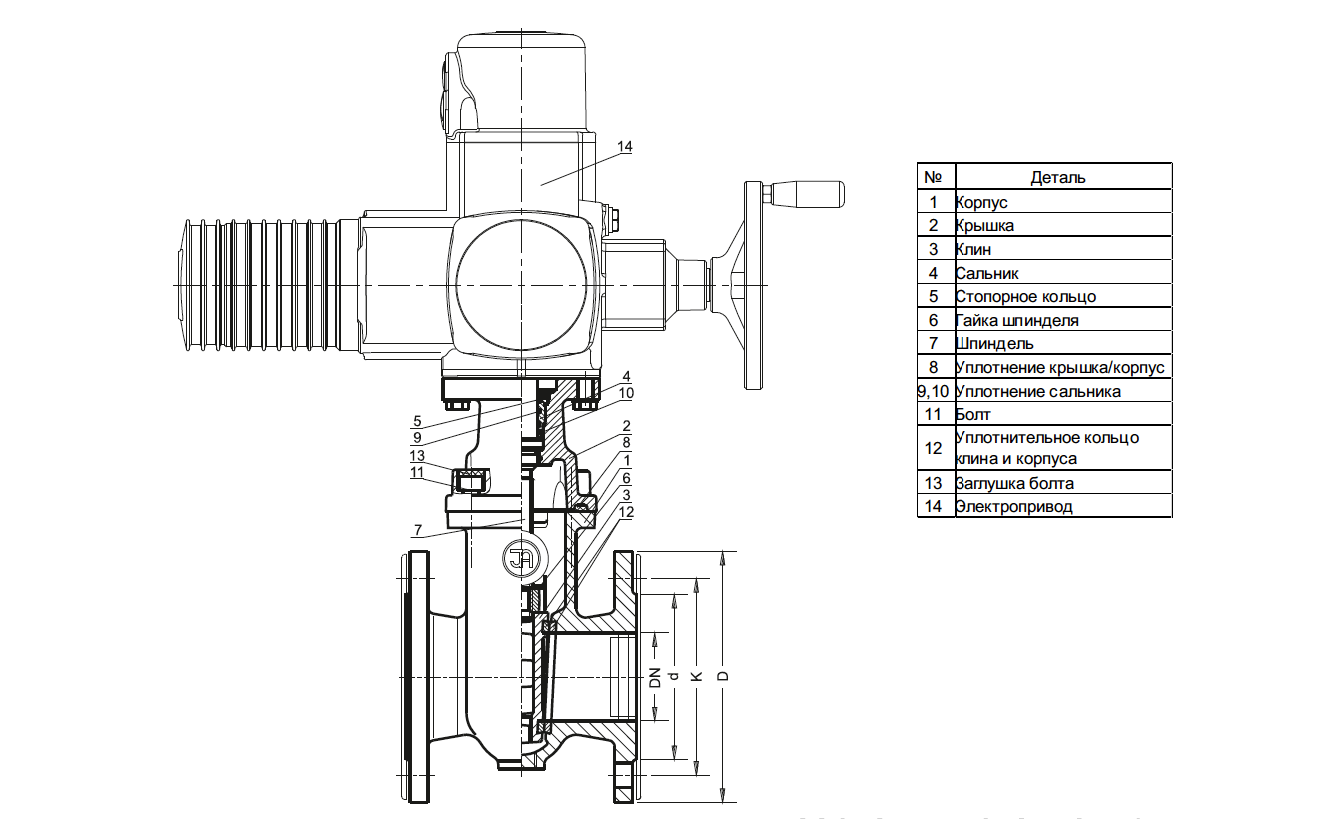
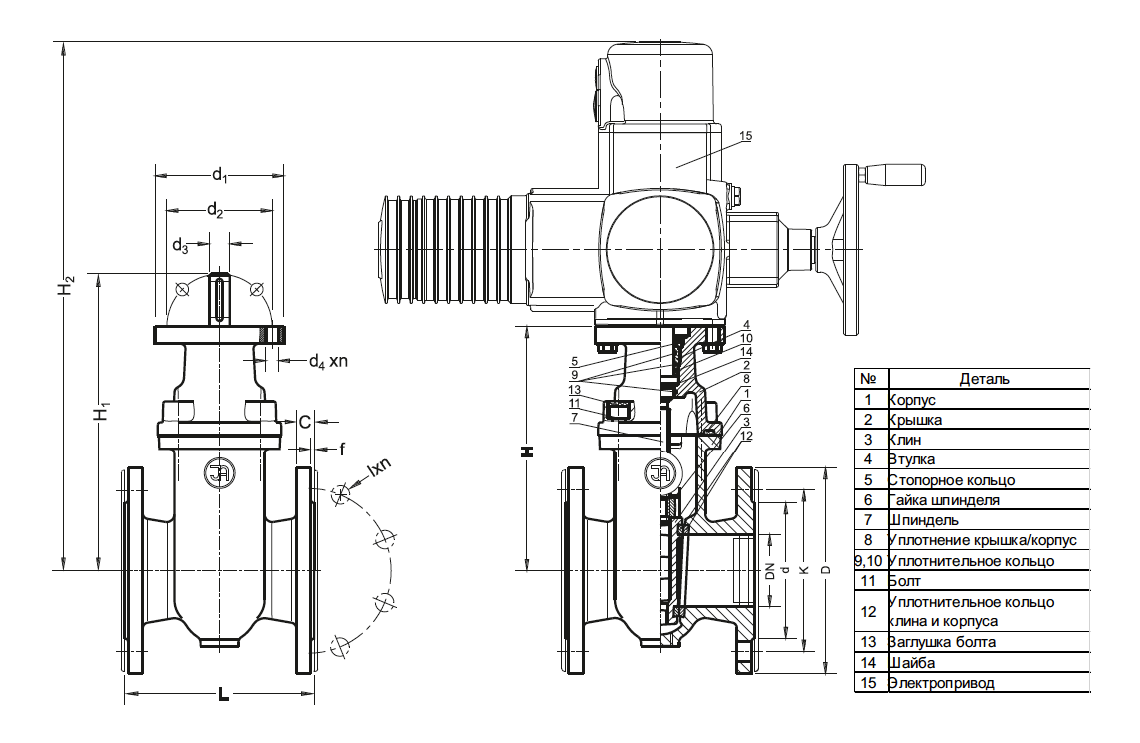
Задвижки с уплотнением металл/металл синие

Применение: Канализационные насосные станции, ливневая канализация, промышленные и другие химически нейтральные жидкости.
- Уплотнительные кольца клина и корпуса из нержавеющей стали
- Заменяемая гайка шпинделя из бронзы
- Шпиндель невыдвижной с холоднокатаной резьбой и буртом
- Прокладка крышка/корпус без асбеста с плоским сечением
- Болты, соединяющие крышку с корпусом, из нержавеющей стали
- Антикоррозийное покрытие на основе эпоксидной смолы - минимум 250 микрон
Все элементы защищены от коррозии
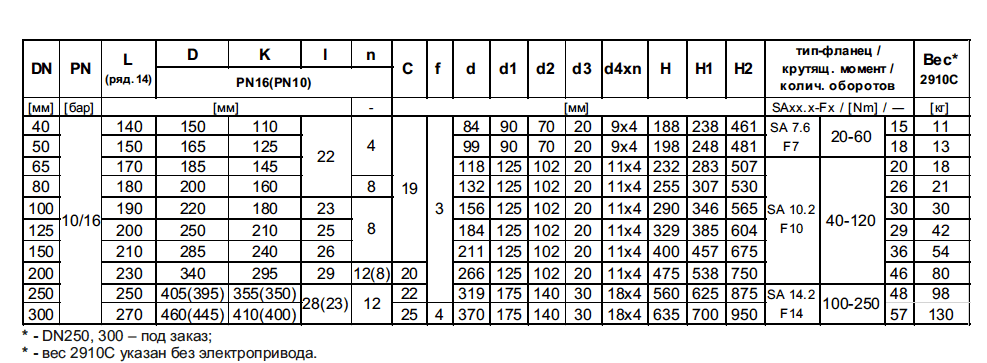
Доступные размеры для заказа:
| Задвижка кольцевая фланцевая Jafar 2109C DN350 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2109C DN400 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2109C DN500 | по запросу |

Доступные размеры для заказа:
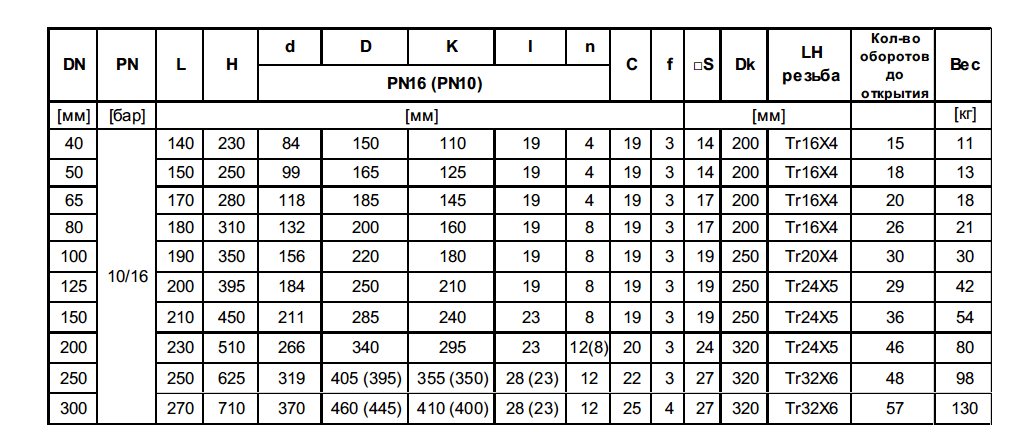
| Задвижка кольцевая фланцевая Jafar 2110С DN40 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN50 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN65 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN80 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN100 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN125 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN150 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN200 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN250 | по запросу |
| Задвижка кольцевая фланцевая Jafar 2110С DN300 | по запросу |
Доступные размеры для заказа:
| Задвижка кольцевая фланцевая Jafar 2110С DN600 | по запросу |
Доступные размеры для заказа:
| Задвижка кольцевая фланцевая Jafar 2110С DN1000 | по запросу |

Доступные размеры для заказа:
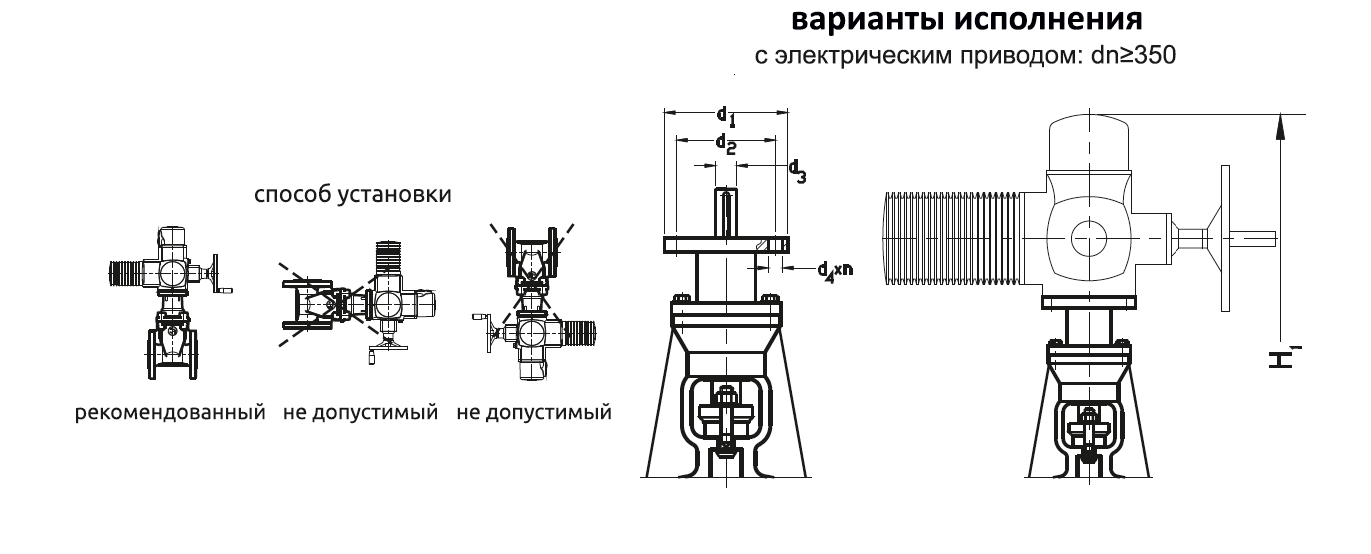
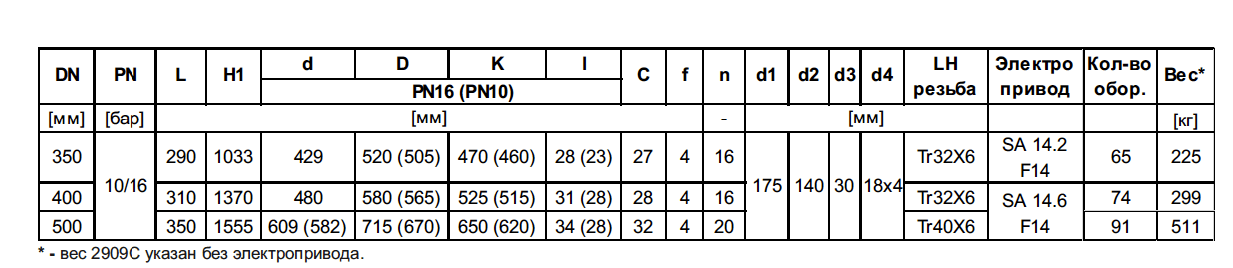
| Задвижка кольцевая фланцевая с электроприводом Jafar 2909С DN350 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2909С DN400 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2909С DN500 | по запросу |

Доступные размеры для заказа:
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN40 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN50 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN65 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN80 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN100 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN125 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN150 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN200 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN250 | по запросу |
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN300 | по запросу |

Доступные размеры для заказа:
| Задвижка кольцевая фланцевая с электроприводом Jafar 2910С DN600 | по запросу |
Задвижка с уплотнением металл по металлу – трубопроводная арматура повышенной прочности. Она рекомендована для тех случаев, когда использование затворов с мягким уплотнением невозможно или нежелательно.
Сфера применения
Синие задвижки металл/металл рекомендованы для систем водоотведения:
- ливневой канализации;
- канализационной насосной станции;
- системы промышленных стоков (химически нейтральные жидкости).
Плюсы уплотнения металл по металлу
- Широкий температурный диапазон эксплуатации.
- Устойчивость к высокому давлению.
- Герметичность класса А, нулевые показатели протечек.
- Возможность использования с загрязненными средами, в том числе содержащими твердые механические включения.
- Устойчивость к коррозии благодаря использованию нержавеющей стали и эпоксидному покрытию.
- Возможность подключения электропривода.
Покупайте лучшее с ООО «ГК ТоталДэБ»
Задача нашей компании – обеспечение клиентов прочной и долговечной трубопроводной арматурой. Мы сотрудничаем с производителями, которым доверяют специалисты по всему миру. В их числе – Jafar, AVK, Hawle и другие. Работа с лидерами рынка гарантирует: в нашем каталоге вы найдете только лучшее.
Возникли проблемы с подбором арматуры? Мы поможем купить задвижки с уплотнением металл/металл. Пишите и звоните!
Читайте также: