Класс точности обработки металла
Обновлено: 04.10.2024
Выпуск велосипедов, мотоциклов, тракторов, автомобилей, электродвигателей, швейных и других машин осуществляется на заводах такими темпами, когда счет времени обработки и сборки ведется не только минутами, но и секундами. Детали этих машин должны быть изготовлены точно по чертежам и техническим условиям так, чтобы при сборке они подходили одна к другой без слесарной подгонки, что сокращает время на сборку и удешевляет стоимость изделия. Важно также, чтобы при ремонте машины новая деталь, заменяющая изношенную, могла быть установлена на ее место без подгонки. Детали, удовлетворяющие таким требованиям, называются взаимозаменяемыми. Взаимозаменяемость – это свойство деталей занимать свои места в узлах и изделиях без предварительного подбора или подгонки по месту.
Сопряжение деталей.
Две детали, подвижно или неподвижно соединяемые друг с другом, называют сопрягаемыми. Размеры, по которым происходит соединение этих деталей, называют сопрягаемыми размерами. Размеры, по которым не происходит соединение деталей, называют свободными размерами. Примером сопрягаемых размеров может служить наружный диаметр фрезерной оправки и соответствующий ему диаметр отверстия в насадной фрезе, диаметр шейки оправки и соответствующий ему диаметр отверстия в подшипнике подвески. Примером свободных размеров может служить наружный диаметр установочных колец фрезерной оправки, длина фрезерной оправки, ширина цилиндрической фрезы.
Сопрягаемые детали должны быть выполнены взаимозаменяемыми.
Понятие о точности обработки.
Изготовить партию взаимозаменяемых деталей абсолютно одинакового размера невозможно, так как на точность обработки влияют неточность и износ станка, износ фрезы, неточности при установке и закреплении заготовки и другие причины. Как правило, все детали данной партии при обработке имеют отклонения от заданных размеров и формы. Но величины этих отклонений должны быть назначены таким образом, чтобы сопрягаемые размеры могли обеспечить сборку деталей без подгонки, т.е. чтобы детали были взаимозаменяемыми.
Конструкторы изделий при назначении величины допускаемых отклонений на сопрягаемые детали руководствуются установленными государством стандартами – ГОСТ. Ниже вкратце излагаются основные понятия о допусках и предельных отклонениях, вытекающие их ГОСТ 7713-55.
Понятие о допуске и предельных отклонениях. Величина допустимых отклонений указывается в чертежах детали со знаками плюс и минус.
Знак минус показывает, что деталь может быть изготовлена с отклонением в меньшую сторону; знак плюс показывает, что деталь может быть изготовлена с отклонением в большую сторону. Например, поставленный в чертеже бруска размер 10-0,1 мм показывает, что брусок может быть отфрезерован так, чтобы после его обработки его размер лежал в пределах между 10 мм и 9,9 мм. Точно также поставленный в чертеже диаметр паза 10 +0,2 мм показывает, что паз может быть отфрезерован так, чтобы после обработки его размер лежал в пределах между 10 мм и 10,2 мм.
Поставленный в чертеже размер 10 +0,2 -0,1 мм показывает, что обработанная деталь будет годной, если ее размер составляет не менее 9,9 мм и не более 10,2 мм, т.е. лежит в этих пределах.
Номинальным размером называется основной расчетный размер, от которого исходят при назначении отклонений. Если в чертеже указан размер 10 +0,2 -0,1 мм, то размер 10 мм называется номинальным.
Действительным размером называется размер, полученный при измерении обработанной детали. Размеры, между которыми может находиться действительный размер годной детали, называются предельными размерами. Действительный размер детали с размерами 10 +0,2 -0,1 мм может лежать в пределах 10+0,2 = 10,02 мм и 10-0,1 =9,9 мм. Больший размер называется наибольшим предельным размером, а меньший – наименьшим предельным размером.
Разность между наибольшим и наименьшим предельными размерами называется допуском размера.
- Верхним предельным отклонением называется разность между наибольшим предельным размером и номинальным размером.
- Нижним предельным отклонением называется разность между наименьшим предельным размером и номинальным размером.
Допуск можно также определить, как разность между верхним и нижним предельными отклонениями.
Действительным отклонением называется разность между действительным и номинальным размерами.
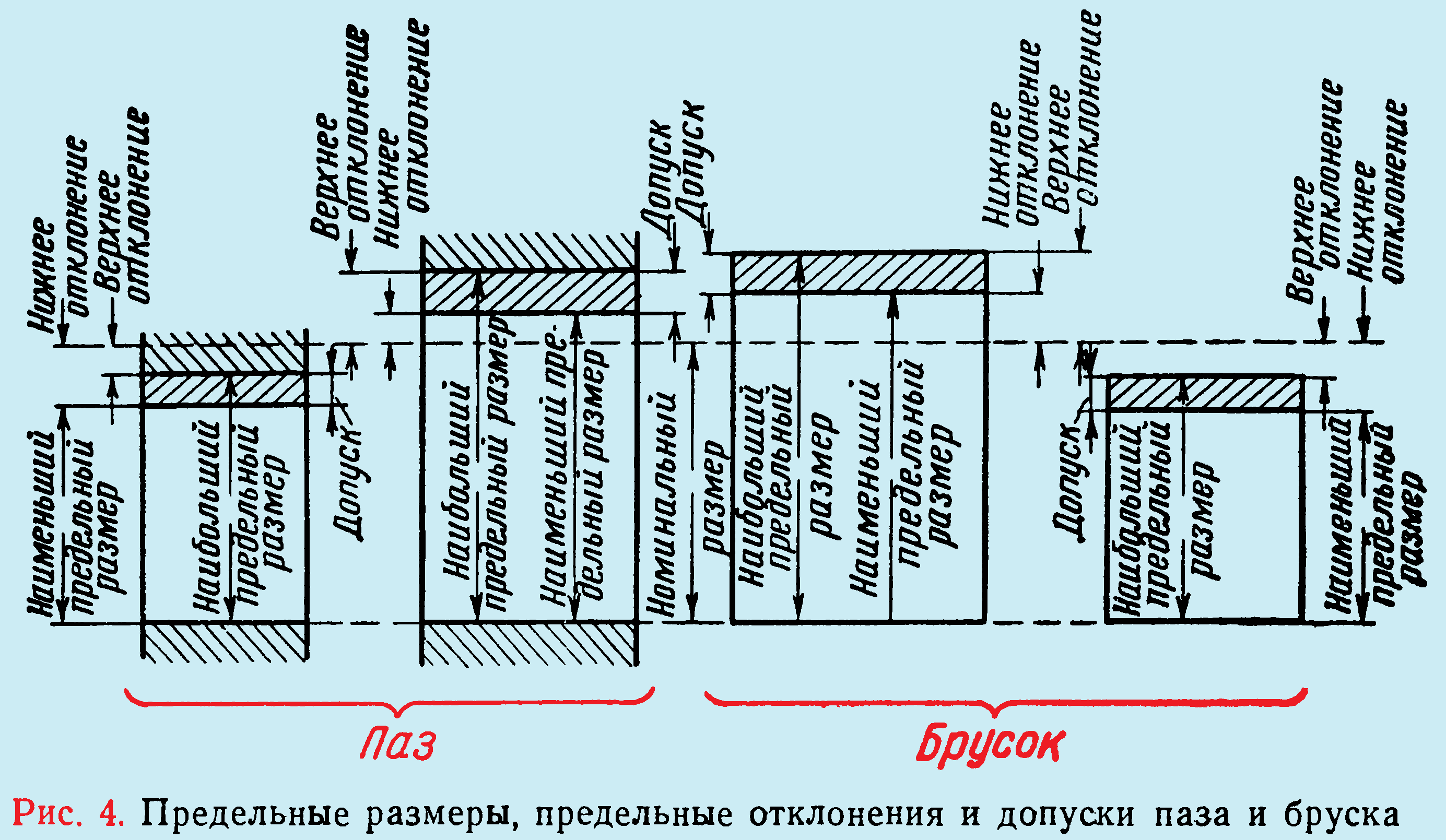
При графическом изображении допусков отклонения размеров откладываются от линии, соответствующей номинальному размеру и называемой нулевой линией; положительные отклонения откладываются вверх от нулевой линии, а отрицательные – вниз.
Зазоры и натяги.
Если брусок с размерами грани 10-0,1 мм посадить в паз с размерами грани 10 +0,2 +0,1 мм, то в соединении бруска с пазом получится зазор, и брусок можно будет передвигать вдоль паза. Такая посадка (сопряжение двух деталей) называется свободной. Наибольший зазор в этом случае составит 0,3 мм, а наименьший будет равен 0,1 мм.
Если же размер бруска будет 10 +0,2 +0,1 мм, а паза 10-0,1 мм, то брусок не войдет свободно в паз и его придется вставлять с силой или запрессовывать. В соединении получится натяг или отрицательный зазор, наименьшая величина которого равна 0,1 мм. А наибольшая 0,3 мм. Такая посадка называется неподвижной, так как брусок нельзя будет передвигать вдоль паза.
Таким образом, можно сделать следующие заключения.
- Зазором называется положительная разность между размером паза и размером бруска, обеспечивающая свободу их движения относительно друг друга.
- Натягом называется отрицательная разность между размером паза и размером бруска (размер бруска больше размера паза), которая после посадки бруска в паз создает неподвижное их соединение.
Посадки.
Посадкой называется характер соединения сопрягаемых деталей, определяемый разностью между размерами паза и бруска, создающий большую или меньшую свободу (зазор или натяг) их относительного перемещения или степень сопротивления взаимному перемещению. В зависимости от наличия в сопряжении бруска и паза зазора или натяга различают посадки с зазором, с натягом и переходные.
Посадками с зазором, или свободными, называют такие посадки, при которых обеспечивается возможность относительного перемещения сопряженных деталей во время работы. В зависимости от величины зазора степень относительного перемещения деталей, сопряженных свободной посадкой, может быть различной. Для вращения шпинделя фрезерного станка в подшипниках зазор должен быть меньшим и, следовательно, посадка более тугой, чем для посадки колец на фрезерную оправку.
Посадками с натягом, или неподвижными, называют посадки, при которых во время работы не должно происходить перемещения сопряженных деталей относительно друг друга. В зависимости от величины натяга степень свободы сопряженных деталей неподвижной посадки может быть различной. Так, посадку шейки вала в кольцо шарикоподшипника производят с меньшим натягом, чем посадку колеса железнодорожного вагона на шейку оси.
При переходных посадках возможно получение, как натягов, так и зазоров. При наибольшем предельном размере бруска и наименьшем предельном размере паза получается натяг, а при наименьшем предельном размере бруска и наибольшем предельном размере паза получается зазор (в таблицах допусков в графе «натяг» обозначен знаком минус).
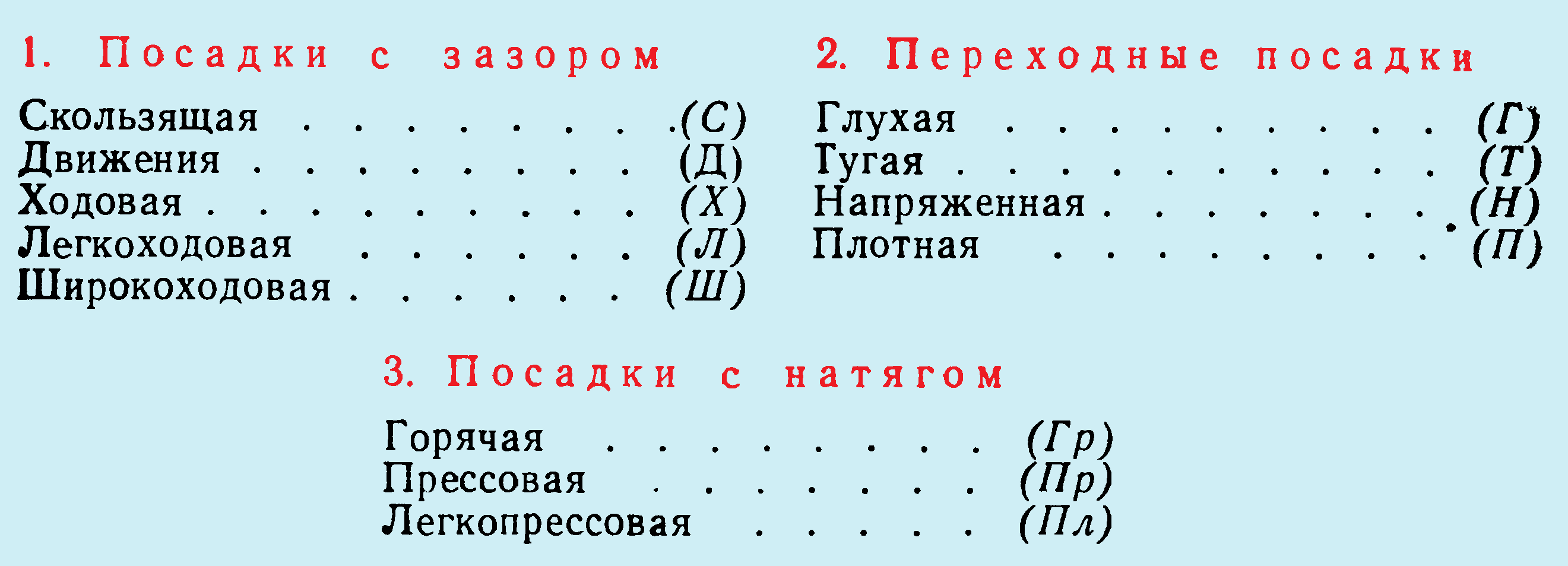
Ниже приводятся посадки, относящиеся к рассмотренным трем группам; в скобках даются их сокращенные обозначения.
Наибольший натяг получается при горячей посадке, меньший — при прессовых посадках; наименьший зазор получается при скользящей посадке, немного больший — при посадке движения, почти втрое больший при ходовой, затем еще больший при легкоходовой и, наконец, наибольший при широкоходовой посадке.
При глухой, тугой, напряженной и плотной посадках, как указывалось выше, возможны натяги и зазоры в зависимости от получающихся отклонений размера.
Классы точности.
Точность изготовления характеризуется величиной допускаемых отклонений от заданных размеров и формы. Для разных машин требуются детали с различной точностью обработки. Очевидно, что детали плуга, дорожного катка и других сельскохозяйственных и дорожных машин могут быть изготовлены менее точно, чем детали фрезерного станка, а детали фрезерного станка требуют меньшей точности, чем детали измерительного прибора. В связи с этим в машиностроении детали разных машин изготовляют по разным классам точности. В СССР (были) приняты десять классов точности.
Применение классов точности в различных областях
Чтобы показать, с какой посадкой и по какому классу точности нужно изготовить деталь, в чертежах на номинальных сопрягаемых размерах ставится буква, обозначающая посадку, и цифра, соответствующая классу точности. Например, С4 означает: скользящая посадка 4-го класса точности; Х3 — ходовая посадка 3-го класса точности и т. п. Для посадок 2-го класса точности (особенно широко распространенных) цифра 2 не ставится. Поэтому, если в чертеже на сопрягаемом размере рядом с буквой посадки нет цифры, то это значит, что деталь надо изготовить по 2-му классу точности. Например, Л означает легкоходовая посадка 2-го класса точности.
Допуски и посадки, точность обработки на станках

Требования в отношении точности обработки детали могут быть весьма различными; они зависят от назначения детали в конструкции машины и от тех технических условий, которым должна удовлетворять машина в целом.
Нет никакой необходимости изготовлять точно поверхности деталей, которые не сопрягаются с другими деталями, например: наружные поверхности станин, рам и т. п.; размеры этих поверхностей могут колебаться в значительных пределах.
Наоборот, поверхности сопряжения с совместно работающей деталью должны обрабатываться весьма точно.
Но высокие требования в отношении точности деталей снижают производительность оборудования, увеличивают брак в производстве и значительно повышают себестоимость деталей.
Поэтому следует предъявлять требования высокой точности обработки только в тех случаях, когда это вызывается условиями работы машины, и ограничиваться точностью, необходимой для нормальной работы детали в собранной машине.
Недостаточная точность ухудшает качество машины, но в то же время излишняя точность удорожает машину, и в тех случаях, где это не требуется по характеру конструкции, получится отрицательный результат: выпуск продукции за тот же период будет меньше и стоимость её выше.
Взаимозаменяемость

Получить размеры при обработке одинаково точные в обычных производственных условиях не представляется возможным; поэтому допускается изготовление размеров деталей с некоторыми колебаниями в определённых границах, обеспечивающих взаимозаменяемость деталей.
Взаимозаменяемыми называют детали, которые подходят к своему месту в машине без всякой пригонки и которые работают при этом так, как это необходимо для правильного действия машины.
Основное требование взаимозаменяемости заключается в том, чтобы детали работали в машине нормально без подгонки их по месту.
Технико-экономическое значение принципа взаимозаменяемости весьма велико. Избавляясь от ручной обработки, устраняя необходимость ручной подгонки деталей по месту, механизируя весь процесс изготовления деталей, мы тем самым упрощаем, удешевляем и ускоряем производство.
Точно так же взаимозаменяемость частей даёт возможность быстро, легко,- просто и дёшево производить ремонт машин во время эксплуатации, так как в этом случае не требуется при замене старой, износившейся или поломанной детали никакой пригонки: новая деталь ставится на место старой без всякой пригонки.
Такие машины, как: велосипед, швейная машина, пишущая машина, мотоцикл, автомобиль получили широкое применение только благодаря тому, что замена деталей может быть осуществлена без всяких затруднений самим потребителем.
Изготовление взаимозаменяемых деталей с получением окончательных размеров и форм их на механических станках даёт возможность вести производство отдельных деталей (или отдельных механизмов) в различных местах и в разное время, выполняя сборку всей машины отдельно в специальных сборочных мастерских.
Кроме того, обработка деталей по принципу взаимозаменяемости вследствие упрощения производственного процесса не требует высокой квалификации рабочего.
Работа по принципу взаимозаменяемости производится в серийном и. массовом производстве, где вследствие повторяемости процессов изготовления одних и тех же деталей затраты на необходимые для осуществления этого принципа средства производства дают такой технико-экономический эффект, который с значительной выгодой окупает их.
Допуски

Ввиду того, что получить во всех случаях одинаково точные размеры деталей не представляется возможным, как уже отмечалось, допускается изготовление деталей с размерами, имеющими разницу в определённых, ограниченных пределах, гарантирующих их, взаимозаменяемость.
Таким образом одни и те же детали могут иметь размеры, несколько отличающиеся один от другого, причём колебание их будет находиться в определённых границах — между наибольшим предельным размером (верхним) и наименьшим предельным размером (нижним).
Разность между наибольшим и наименьшим предельными размерами называется допуском.
Допуск определяет величину колебания точности в обработке отверстия или вала (допуск отверстия или допуск вала).
Если, например, необходимо изготовить отверстие, размер которого на чертеже обозначен 65 мм, то наибольший предельный размер может быть 65,030 мм, а наименьший 65,000 мм\ разность между этими размерами, определяющими границы, в которых могут колебаться их величины, равная 0,030 мм, будет выражать допуск на неточность обработки.
Размер, обозначаемый на чертеже в круглых единицах (в данном примере — 65 мм), называется номинальным размером.
Номинальный размер есть основной расчётный размер он получается в результате расчёта вала на действующие на него усилия (изгиб, кручение и т. д.), после округления полученных при расчёте теоретических величин до целых миллиметров или до ближайшей «круглой» цифры 5 или 10.
Фактический или действительный размер, полученный при обработке, будет находиться где-то между наибольшим и наименьшим предельными размерами. Действительным размером называется тот, который получается непосредственным измерением.
Отклонения
Разность между каким-либо предельным размером и номинальным размером называется отклонением.
Верхним отклонением называется разность между наибольшим предельным размером и номинальным размером.
Нижним отклонением называется разность между наименьшим размером и номинальным размером (ОСТ 1001).
В приведённом примере, на странице допусков, верхнее отклонение будет равно
65,030-65=0,030 мм, нижнее отклонение будет равно 65,000—65=0.
Системы расположения допусков
Величина допуска по отношению номинального размера может быть расположена по-разному.
Допуск может идти на увеличение или уменьшение номинального размера, т. е. идти в одну сторону от номинального размера (фиг. 22);
например, номинальный размер — 66 мм., наибольший предельный размер — 65,030 мм, наименьший предельный размер 66,000 мм, допуск 0,030 мм идёт в одну сторону от номинального размера.
Такая система расположения допусков называется несимметричной односторонней (так как допуск откладывается несимметрично по отношению номинального размера и в одну сторону от него).
В графическом изображении расположения допусков линия номинальных размеров называется нулевой линией.
Та же величина допуска может идти по обе стороны от номинального размера, причём она может быть расположена равными частями по обе стороны номинального размера (фиг. 23), или неравным (фиг.24);
в том же примере величина допуска 0,030 мм может быть расположена поровну от номинального размера — 66 мм, таким образом 0,015 мм идёт в сторону увеличения и 0,016 мм в сторону уменьшения номинального размера, т. е. наибольший предельный размер будет 65,015 мм и наименьший — 64,985 мм. Та же величина допуска 0,030 мм может быть расположена и не поровну от номинального размера — 65 мм — следующим образом:
0,020 мм идёт в сторону увеличения номинального размера, а 0,010 мм — в сторону уменьшения, т. е. наибольший предельный размер будет 65,020 мм и наименьший — 64,990 мм.

Фиг. 22. Несимметричная односторонняя система допусков.

Фиг. 23. Симметричная система допусков.

Фиг. 24. Несимметричная двусторонняя система допусков.
Если величина допуска располагается по обе стороны от номинального размера равными частями, то такая система расположения допусков называется симметричной системой; если же величина допуска располагается неравными частями по обе стороны от номинального размера, то такая система расположения допусков называется несимметричной двусторонней системой.
Различное расположение величины допуска не влияет на трудность работы; трудность выполнения размеров зависит не от расположения допуска по отношению номинального размера, а от абсолютной величины допуска.
Посадки
Соединяя вал и отверстие одного и того же номинального размера, можно получить в зависимости от величины зазора или натяга различный характер соединения, называемый посадкой.
«Посадка определяет характер соединения двух вставленных одна в другую деталей и обеспечивает в той или иной степени, за счёт разности фактических размеров, свободу их относительного перемещения или прочность их неподвижного соединения»
Таким образом посадка в зависимости от того, будет ли зазор или натяг и в зависимости от их величин даёт возможность валу свободно двигаться в отверстии или, наоборот, даёт неподвижное соединение вала с отверстием. Все посадки в связи с этим разделяют на две основные группы:
1) посадки подвижные, обеспечивающие возможность относительного перемещения соединённых деталей во время их работы; эта возможность обеспечивается наличием зазоров;
2) посадки неподвижные, при которых соединённые детали во время их работы не должны перемещаться одна относительно другой, что достигается наличием натягов.
Каждая из этих двух основных групп подразделяется на ряд отдельных посадок, характеризующихся большим или меньшим натягом (посадки неподвижные), или большим или меньшим зазором (посадки подвижные); соответственно характеру, им и даны названия. Располагая посадки в таком порядке, что первая в группе неподвижных будет с наибольшим натягом, а последняя в группе подвижных с наибольшим зазором, получим ряд, в который входит двенадцать посадок:
Неподвижные посадки
1) горячая посадка,
3) легко-прессовая посадка,
4) глухая посадка,
5) тугая посадка,
6) напряжённая посадка,
7) плотная посадка.
Подвижные посадки
1) посадка скольжения,
2) посадка движения,
3) ходовая посадка,
4) легко-ходовая посадка,
5) широко-ходовая посадка.
К группе подвижных относится посадка скольжения, которая по своему характеру находится на границе посадок неподвижных и подвижных; у ней наименьший зазор равен нулю. В нашей системе эта посадка отнесена к подвижным потому, что в среднем у неё имеется зазор.
Классы точности
Для того чтобы иметь возможность производить обработку деталей одного и того же размера с различными допусками в зависимости от характера и назначения этих деталей, системы допусков составляют из нескольких классов точности обработки.
Классам точности придают названия и порядковый номер; номер возрастает по мере убывания степени точности.
Таким образом первый класс является самым точным (весьма точный, очень точный), второй класс служит для точных работ (точный), третий класс — для работ средней или обыкновенной точности (средний); для более грубых работ применяются классы точности 4, 5, 6, 7, 8, 9 в порядке убывания степеней точности. Число классов в разных системах допусков бывает различное. В нашей системе ОСТ — 9 классов точности, причём 6-й класс временно не установлен; в германской системе DIN — 4 класса точности.
Каждый класс охватывает несколько посадок; число посадок в низших классах обычно меньше, чем в высших, исходя из того, что точность большого количества градаций не имеет смысла.
Второй класс является основным и в него входят все посадки. Это особое значение данного класса отмечено тем, что условное обозначение его на чертежах не ставится.
Точность обработки по тому или другому классу достигается на различных станках и разными способами.
Значение приспособлений для точности обработки
Для точности обработки деталей имеют большое значение приспособления широко применяемые в серийном и массовом производстве.
При пользовании приспособлением для обработки исключается необходимость в разметке деталей — операции дорогой, вносящей погрешности и зависящей от индивидуальных качеств разметчика.
Применение приспособлений обеспечивает точность обработки, и притом наиболее одинаковую для всех деталей, обрабатываемых с их помощью; благодаря этому в наибольшей степени обеспечивается соблюдение принципа взаимозаменяемости.
Помимо этого применение приспособлений, ускоряющих установку деталей и сокращающих время на измерение деталей, даёт возможность значительно сократить вспомогательное время, которое иногда достигает больших размеров и превышает основное время.
Для получения надлежащей точности размеров детали, обрабатываемой при помощи приспособления, необходимо, чтобы само приспособление было изготовлено весьма точно и чтобы нарастания погрешностей при обработке не происходило из-за неточности отдельных элементов приспособления.
В связи с этим необходимо при назначении допусков на размеры приспособлений давать такие пределы отклонений для размеров приспособлений, которые будут в два раза меньше соответственных пределов отклонений для обрабатываемой детали.
Точность обработки деталей
Классы чистоты обработки металла

Классы обработки металла являются показателем качества выполненной работы. А от этого в свою очередь зависят прочностные характеристики деталей, их стойкость к износу и даже внешний вид.
Благодаря введению классификации степени обработки поверхности изделий стало гораздо легче определять их соответствие стандартам. Это не только способствует увеличению срока эксплуатации полученных деталей, но и предупреждает разногласия между исполнителем и заказчиком.
Понятие качества поверхности металла после обработки
После обработки на фрезерном станке, как и после других работ с заготовкой, на ее поверхности образуются неровности – гребешки и впадины (иначе говоря, шероховатости и волнистости). В верхних слоях материала также появляется остаточное напряжение, на некоторых глубинах проката возникает разность твердости, которая проявляется как упрочнение или наклеп. Такие изменения влияют на свойства готовых изделий и, следовательно, на качество их поверхностей. Все эти характеристики и определяют класс обработки металла.

Качество готовых деталей определяется как их физическими, так и геометрическими показателями.
Качество поверхности изделия определяется соотношением физических и механических свойств его центральной части с наружной.
Во время обработки металлических заготовок их поверхность подвержена пластическим изменениям, поэтому и прочие характеристики материала в готовом изделии отличаются от первоначальных. Внешняя часть пластины при этом упрочняется, в ней появляются внутренние напряжения.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
После финального этапа обработки металла на фрезерной установке упрочненный слой распространяется всего на несколько сотых миллиметра, тогда как после первичного воздействия цилиндрической фрезой его толщина в среднем составляет 0,04–0,08 мм, достигая при этом и 0,12 мм. При воздействии торцевой фрезой параметр равняется 0,06–0,1 мм, хотя может быть и 0,2 мм. Возникающие внутренние напряжения и упрочнения поверхности понижают класс обработки металла за счет уменьшения усталостной прочности изделия. Такие деформации сокращают эксплуатационный срок детали, что приводит к необходимости ее скорой замены.
Рекомендуем статьи по металлообработке
- Микрогеометрические критерии качества.
При грубой черновой обработке зубчатой фрезой на больших оборотах и при повышенной глубине сечения на кромке изделия остаются неровности, которые заметны невооруженным глазом и легко определяются на ощупь. Шероховатости и волнистости, образующиеся при промежуточной и чистовой обработке на малых оборотах и при неглубокой резке, визуально незаметны и едва прощупываются.
Класс геометрической точности обработки металла зависит от наличия на поверхности изделия неровностей: впадин, гребешков, шероховатостей и пр. Подобные дефекты на малой площади поверхности называются ее микрогеометрией.
Микрогеометрия поверхности при обработке проката зависит от:
- геометрии фрезы, ее качества и степени износа;
- вибраций, возникающих из-за недостаточной жесткости станка или его рабочих элементов;
- установленных настроек работы фрезерной машины (скорости и глубины раскроя, подачи на зуб, охлаждения);
- механических свойств обрабатываемого листа и самой фрезы.

Влияние шероховатости на работу деталей
Как упоминалось ранее, в процессе придания металлическому листу нужной конфигурации на местах воздействия остаются шероховатости – небольшие впадины и гребешки, влияющие на определение класса обработки металла. Они могут возникнуть вследствие неровности режущего инструмента или вибраций, возникающих в ходе работы, остаться как отпечаток неровности на самом штампе или форме и т. д.
Наличие шероховатости детали, установленной в машину или другой агрегат, может привести к:
- некорректному сопряжению элементов за счет смятия материала или ускоренному износу выступов детали;
- падению прочности соединения, дефектам при наложении лакокрасочных и гальванических покрытий;
- некорректным результатам геометрических измерений элемента;
- снижению жесткости стыковых соединений;
- разрушению уплотнений, сопряженных с поверхностями валов;
- снижению усталой прочности элемента за счет концентрации напряжения в шероховатостях;
- ускоренному окислению и порче металла и др.
Категории чистоты обработки металла
Класс чистоты обработки металла зависит от степени шероховатости его поверхности. Он рассчитывается как высота неровностей и периодичность их повторений. На этот показатель влияет два основных фактора: метод воздействия и используемый инструмент.
Существует четыре категории чистоты обработки металлических заготовок:
- Грубая, когда шероховатости видны невооруженным глазом. Получается вследствие ручной обработки при помощи крупного напильника или при использовании фрез, ножей, сверл на первичном этапе машинной обработки.
- Получистая, когда неровности едва заметны или незаметны при визуальном осмотре. Достигается при использовании ручного мелкоабразивного напильника или специализированного станка в качестве чистовой обработки.
- Чистая, когда дефекты поверхности различимы только при использовании дополнительных инструментов. Получается при чистовой обработке бархатным напильником или при использовании специального шлифовального агрегата.
- Очень чистая, когда неровности поверхности отсутствуют практически полностью. Достигается в результате использования притирки или при высокоточной ручной шлифовке напильниками с минимальной степенью абразивности. Этот класс чистоты обработки металла считается эталонным.

14 классов обработки поверхности металла
Шероховатость готового изделия определяется специальным прибором. Единица измерения данного критерия – микрометр. Причем существует две категории шершавости: исходный, достигаемый за счет производственной обработки поверхности, и равновесный, который получается в процессе эксплуатации детали за счет ее естественного износа.
Чистота обработки металла регламентируется ГОСТом, который содержит четкие требования к характеристикам деталей той или иной категории. Всего существует 14 классов, при этом первый класс – наиболее грубый, четырнадцатый – максимально чистый.
Степень неровности поверхности определяется посредством трех числовых критериев:
- L – длина участка поверхности (мм);
- Rz – высота неровности (мкм);
- Ra – среднеарифметическое отклонение профиля (мкм).
Показатель среднеарифметического отклонения свидетельствует о степени шероховатости поверхности. Классы чистоты обработки металла с 6-го по 14-й имеют три разряда (а, б, в), поскольку характеризуются минимальными погрешностями.
Таблица. Значения параметров Ra и Rz, соответствующих той или иной категории шероховатости. Стоит отметить, что теоретически лучше использовать в качестве контрольного показателя Ra вместо Rz.
Класс чистоты обработки металла
Базовая длина l, мм
Ra предпочт., мкм
Ra допустимые, мкм
320; 250; 200; 160
1,60; 1,25; 1,00; 0,80
0,80; 0,63; 0,50; 0,40
0,40; 0,32; 0,25; 0,20
0,20; 0,16; 0,125; 0,100
0,100; 0,080; 0,063; 0,050
Методы определения степени шероховатости
Неровность поверхности определяется при помощи разных методик. В одних случаях она оценивается визуально, в других – посредством особых приборов. Причем контроль может производиться на разных этапах обработки. Стоит отметить, что визуальный осмотр не позволяет с точностью оценить уровень шероховатости изделия и, следовательно, определить класс обработки металла. Он лишь показывает, есть ли на детали выраженные дефекты.
Существует также два метода определения степени неровности металла: поэлементный, когда сравниваются отдельные показатели, и комплексный, когда проводится сравнение данного изделия с эталоном. Первый метод считается более точным. Его можно воплотить следующими способами:
1. Щуповой способ оценки класса обработки металла.
Замер осуществляется посредством непосредственного контакта с изделием при использовании особого прибора – профилометра. Он обладает тонкой и острой алмазной иглой, с помощью которой производится замер, а чувствительный датчик записывает показатели.
Алмазная игла устанавливается перпендикулярно измеряемой поверхности и равномерно перемещается. При обнаружении даже минимальных неровностей возникают механические колебания наконечника. Они направляются в датчик, который преобразует обычное волнение в сигнал, усиливает его с помощью преобразователя и замеряет. Полученные показатели предельно точно повторяют характеристики измеряемого объекта.
В зависимости от типа преобразователя профилометры делятся на электронные, пьезоэлектрические, индукционные и индуктивные. Последние являются наиболее распространенными.
Профилометры позволяют лишь измерить имеющиеся шероховатости, а полиграфы также обладают функцией их записи в рамках заранее определенного масштаба.
2. Оптический способ оценки класса обработки металла.
Определение неровности происходит бесконтактно. Существует целый ряд методов применения оптической оценки. К наиболее распространенным относятся: прием светового свечения и теневой метод, растровый и микроинтерференционный.
- Прием светового свечения и теневой метод.
Способ светового свечения предполагает следующий сценарий: поток света проходит через узкую щель, превращаясь в тонкий пучок световых волн.При помощи объектива этот пучок под определенным углом направляется на металлическую поверхность. Отражаясь от нее, поток света вновь проходит через объектив и, попадая на окуляр, генерирует изображение щели. Если изделие не имеет шероховатостей, то на окуляре проявится идеально ровная полоса света, если дефекты поверхности есть, то и световая линия будет искривленной.
Теневой метод – это, можно сказать, дополненный световой. Основное отличие состоит в том, что возле металлического изделия устанавливается линейка со скошенным краем. Световой луч подается на исследуемую поверхность и словно срезается ребром линейки. Из-за этого на детали появляется тень, которая точно повторяет ее форму. Для определения класса обработки металла таким способом полученную тень рассматривают под микроскопом и делают соответствующие выводы.
При оценке поверхности металлического изделия растровым методом на нее накладывается стеклянная пластина с нанесенными параллельными линиями, которые находятся на одинаково малом расстоянии друг от друга. При подаче на пластину светового луча под углом в местах шероховатостей тень от линий, нанесенных на стеклянную пластину, накладывается на реальные контуры. Образуются так называемые муаровые полосы, которые и говорят о наличии гребешков и впадин. Для более точной оценки показателей шершавости используют растровый микроскоп.
Метод предполагает применение особого устройства, который состоит из интерферометра и измерительного микроскопа. Первый элемент позволяет получить интерференционную карту поверхности с искривленными линиями в местах шероховатостей, а второй помогает их измерить.

Для оценки класса обработки металла в труднодоступных местах или на элементах со сложной геометрией можно применить метод слепков. Он предполагает выполнение негативных копий изделий при помощи гипса, парафина или воска и их исследование щуповым способом. То есть метод слепков является вспомогательным, а не самостоятельным и применить его можно только в комплексе с одним из измерительных приемов, описанных выше.
Внедрение категорий чистоты поверхностей металлических изделий позволило установить общепринятые нормы и проводить оценку деталей в соответствии с ними, составлять требования качества не для отдельных элементов детали, а целых групп, объединенных общими характеристиками. Разделение на классы обработки металла стало катализатором проектирования приборов, отвечающих тем или иным параметрам, появления единых принципов измерения и, как следствие, совершенствования процесса изготовления типовых элементов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: