Классификация фрезерных станков по металлу
Обновлено: 18.05.2024
Фрезерный станок — это оборудование для обработки фасонных и плоских металлических заготовок с винтовыми и прямыми образующими. С помощью машин можно выполнять пазы, канавки, отверстия, наносить внутреннюю и внешнюю резьбу, а также производить целый ряд других технологических операций. В зависимости от направления движения рабочего органа различают горизонтальные и вертикальные фрезерные станки. Основные узлы и механизмы в оборудовании обоих типов одинаковые, кроме поддержки и хобота, которых нет в вертикальных модификациях.
Основание
Основа изготавливается цельнолитой из серого чугуна. При установке оборудования деталь одной стороной плотно прилегает к полу, а к другой болтами фиксируется станина. В основании также имеется специальное корыто, в которое собирается охлаждающая жидкость, и электронасос для подачи теплоносителя к инструменту.
Станина
На деталь крепятся все основные узлы и механизмы фрезерного станка. Шпиндель, коробка скоростей, двигатели скрыты внутри конструкции, а остальные агрегаты монтируются на наружных поверхностях. В верхней части станины могут быть расположены горизонтальные направляющие для перемещения хобота, на передней стенке — вертикальные направляющие для консоли или шпиндельной бабки. Изнутри деталь усилена ребрами жесткости. Станина может быть литой или сварной. Первый вариант считается более надежным и выносливым, но сваркой получают более сложные по строению конструкции.
Хобот (ползун)
Данный узел имеется у фрезерных станков горизонтального и универсального типа и редко встречается на станках ЧПУ. Основное назначение хобота — правильная установка и надежная поддержка оправки. Механизм смонтирован на горизонтальных направляющих станины и допускает изменение вылета, то есть расстояния до зеркал. При обработке массивных деталей, когда получается стружка большого сечения, для дополнительной фиксации заготовки используют специальные поддержки, которые образуют связь между хоботом и консолью.
Консоль
Деталь отливается из чугуна и устанавливается на вертикальные направляющие станины. При перемещении консоль, в свою очередь, несет горизонтальные направляющие для салазок. Для поддержания узла предусмотрена стойка с телескопическим винтом, позволяющим регулировать высоту. От жесткости консоли, точности исполнения ее направляющих во многом зависит работа оборудования. К элементу с помощью двух болтов крепятся поддержки, которые обеспечивают устойчивость всей системы во время работы. У бесконсольных станков вертикальное перемещение организовано шпиндельной бабкой по вертикальным направляющим
Салазки
Назначение механизма — обеспечение взаимосвязи между осями X и Y. Верхние направляющие салазок служат для перемещения стола в продольном направлении, а нижние — для движения самих салазок по направляющим консоли.
Основной рабочий элемент фрезерного станка, который перемещается на салазках. На поверхности стола располагаются зажимные и другие фиксирующие приспособления для прочного крепления заготовок. Для этого деталь имеет продольные пазы. Совместная работа стола, консоли и салазок обеспечивает подачу заготовки к фрезе. Возможно движение в продольном, вертикальном и поперечном направлении. Типовое оборудование обычно имеет ручную и механическую подачу. Использование того или иного метода зависит от поставленных задач:
- для холостых пробегов и установочных перемещений стола используется ручной, механический способ
- для рабочей подачи применяют чаще всего механизированную подачу.
Дополнительно предусмотрена возможность ускоренного перемещения стола, так называемый быстрый ход во всех трех направлениях. Движение осуществляется с постоянной скоростью (большая часть станков оснащена дополнительной муфтой или двигателем быстрых ходов), в то время как рабочие подачи имеют многоступенчатую коробку переключения. Оператор самостоятельно выбирает режим в зависимости от материала заготовки и фрезы, а также от типа обработки.
Шпиндель

Один из основных механизмов типового оборудования, назначение которого заключается в передаче крутящего момента от коробки скоростей режущему инструменту. Деталь изготавливается жесткой, прочной, с высокой точностью размеров, так как от ее параметров зависит правильность и качество работы оправки с надетой фрезой. Шпиндель производится из легированной стали, проходит термическую закалку, шлифовку, балансировку.
Электродвигатели
Главного движения - осуществляет вращение шпинделя, располагается в шпиндельной бабке или колонне.
Рабочих подач, ускоренных перемещений - закреплен на коробке подач
Перемещения консоли - крепится на консоли, при ее наличии
Подачи СОЖ. Расположено в поддоне или стружкосборнике. Прочее вспомогательное оборудование - расположено в местах, выбранных производителем.
Коробка скоростей
Посредством вращения зубчатых колес и их переключения усилие от электродвигателя передается шпинделю. Механизм также позволяет регулировать число оборотов режущего инструмента.
Коробка подач
Назначение узла в изменении скорости подач стола во всех трех направлениях.
Заключение
В целом можно сказать, что типовые фрезерные станки различного вида и назначения состоят из трех основных частей:
- двигательной (электродвигатель, коробка скоростей и шпиндель);
- передаточной (совокупность устройств, которые передают вращение от двигателей к исполнительным органам);
- исполнительной (стол, суппорт, шпиндель, режущий инструмент).
Системы управления также присутствуют практически во всех моделях современного типового оборудования. Вариантов ЧПУ множество, каждый их них имеет свои достоинства и недостатки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Назначение и классификация фрезерных станков
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. 1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.
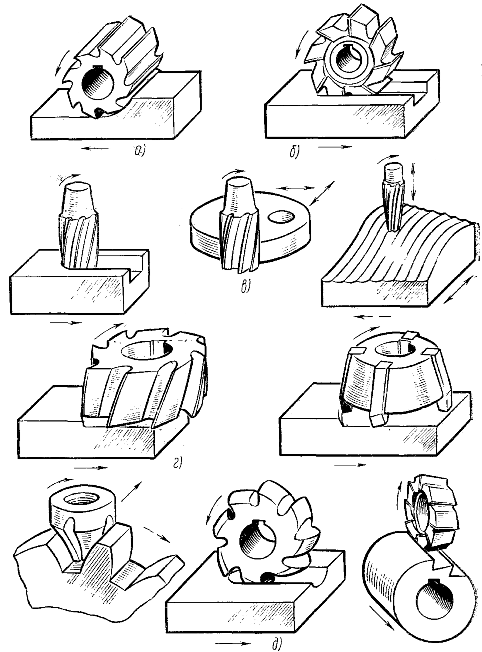
Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
- 1 – вертикально-фрезерные консольные;
- 2 – фрезерные станки непрерывного действия;
- 3 – свободная группа;
- 4 – копировально и гравировально-фрезерные;
- 5 – вертикальные бесконсольные;
- 6 – продольно-фрезерные,
- 7 – широкоуниверсальные консольные,
- 8 – горизонтальные консольные,
- 9 – разные.
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82Г, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р83Г, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение - коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
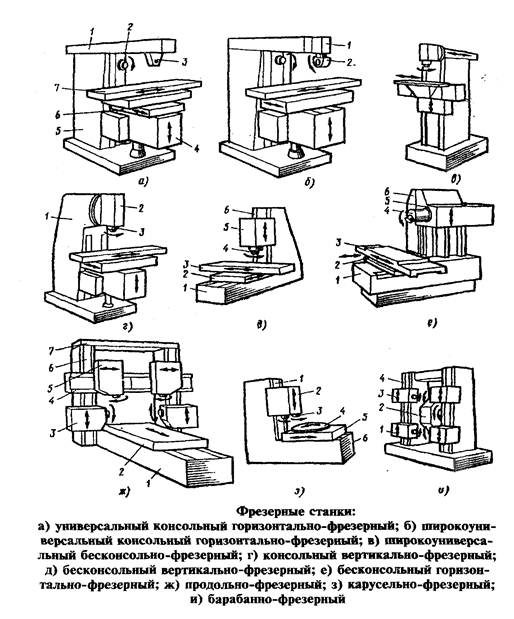
Основные типы фрезерных станков и их компоновка

Фрезерованием обрабатывают различные по форме и размерам детали со сложными поверхностями. Все это обусловливает большое конструктивное разнообразие фрезерных станков. Различают станки консольно-фрезерные (универсальные, горизонтальные, широкоуниверсальные, вертикальные); продольно-фрезерные (одно- и двухстоечные); фрезерные непрерывного действия (барабанные и карусельные); копировально-фрезерные и гравировально-фрезерные; бесконсольные вертикально-фрезерные и разные (шпоночно-фрезерные, фрезерно-центровальные, торцефрезерные и др.).
На рис. 1—16 изображены основные виды компоновок фрезерных станков, перечисленных выше, (стрелками указаны рабочие движения). Отличительной особенностью консольно-фрезерных станков является наличие консоли, которая несет на себе каретку со столом и перемещается по направляющим станины в вертикальном направлении. На фрезерных станках консольного типа удобно вести наблюдение за обработкой, так как перемещением консоли можно обеспечить необходимое положение фрезеруемой поверхности. Станки имеют удобное ручное управление, универсальны. Универсальность станков расширяется при применении различных приспособлений, позволяющих кроме фрезерования выполнять операции сверления, зенкерования, развертывания и др. Однако наличие консоли снижает жесткость станка, точность обработки и ограничивает массу деталей, обрабатываемых на станке.
Компоновки фрезерных станков
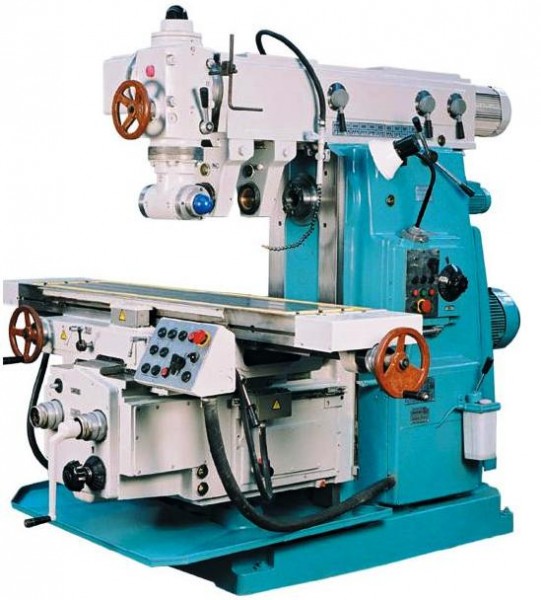
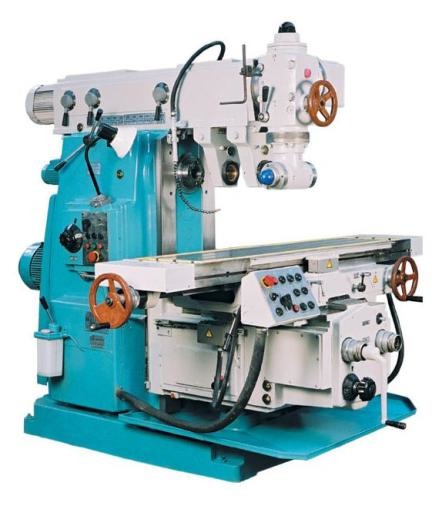
Универсально-фрезерный станок (рис. 1) имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и нетяже.лых. деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине 2 смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот 7 с серьгами 8. По вертикальным направляющим станины перемещается консоль 3, несущая коробку подач 1.
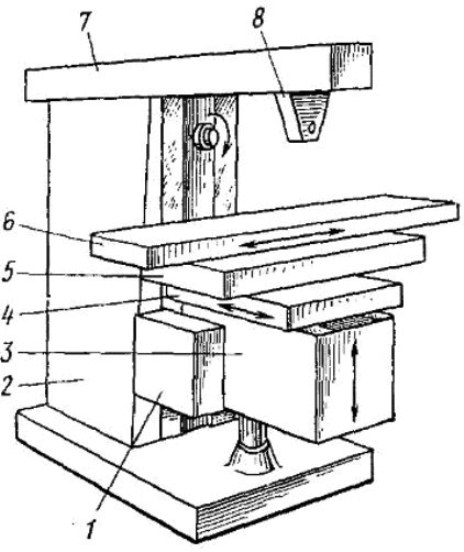
Рис. 1. Универсальный фрезерный станок
По направляющим консоли в поперечном направлении движутся салазки 4 с поворотным устройством 5, которое несет продольный стол 6 и позволяет поворачивать стол вокруг вертикальной оси на 45 0 в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя.
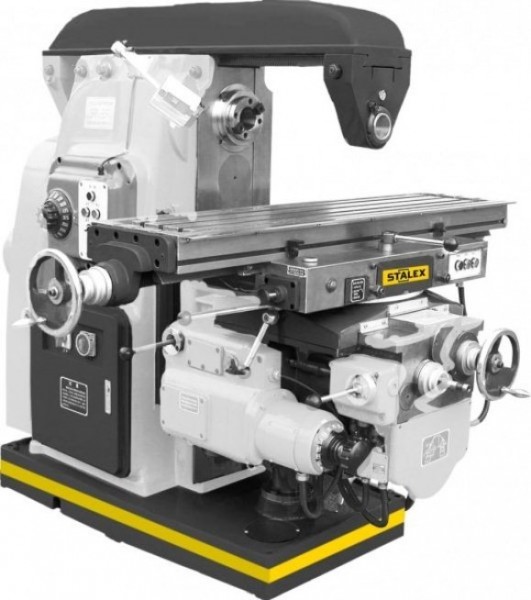
Горизонтально-фрезерный станок отличается от универсально-фрезерного станка отсутствием поворотного устройства, т. е. стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.

Широкоуниверсальный фрезерный станок (рис. 2) в отличие от горизонтально-фрезерного станка имеет еще одну шпиндельную головку 1, смонтированную на выдвижном. хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями.
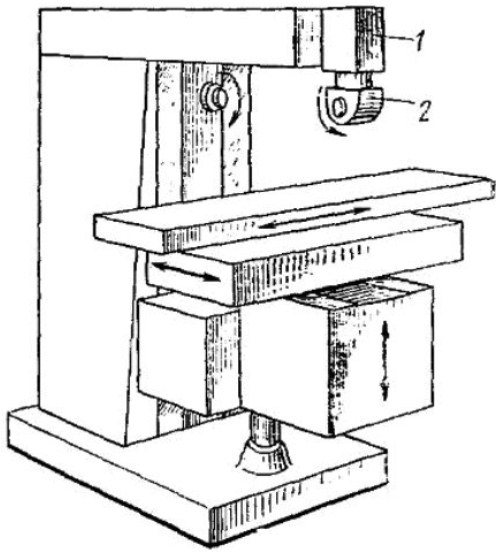
Рис.2. Широкоуниверсальный фрезерный станок
Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку 2, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д..
В некоторых станках этого типа (рис. 3) отсутствует консоль, а вместо нее по вертикальным направляющим станины 1 перемещается каретка 2. Каретка имеет горизонтальные направляющие для салазок З с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол 4, делительные и другие приспособления.
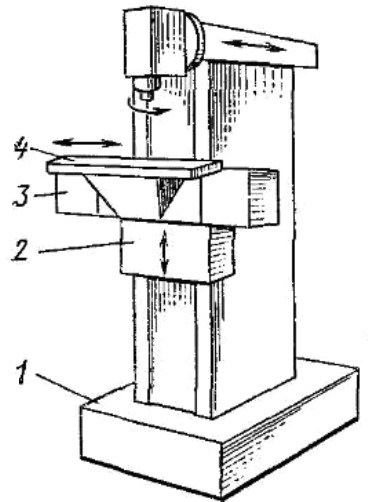
Рис. 3 Бесконсольный универсальный станок
Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
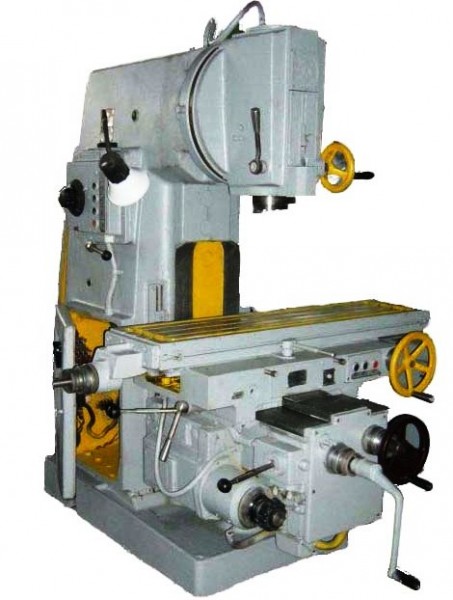
Вертикальный консольно-фрезерный станок (рис. 4) в отличие от горизонтально-фрезерного имеет вертикально расположенный 8 шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.
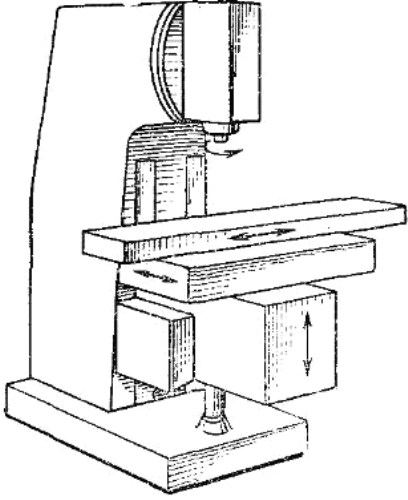
Рис. 4. Вертикально-фрезерный станок
Вертикально- и горизонтально-фрезерные бесконсольные станки (рис. 5, 6) предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки 2 и стол З перемещаются по направляющим станины 1, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров.
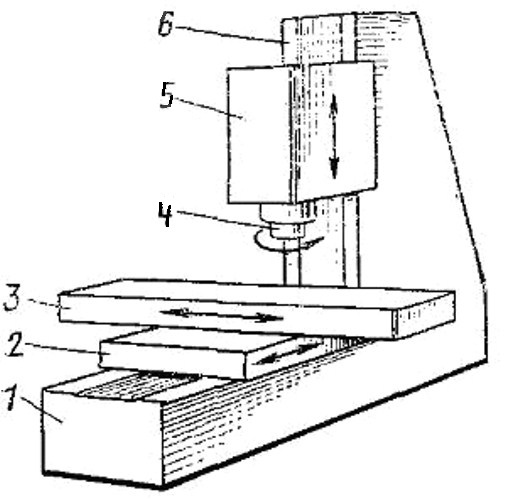
Рис. 5. Вертикально-фрезерный бесконсольный станок

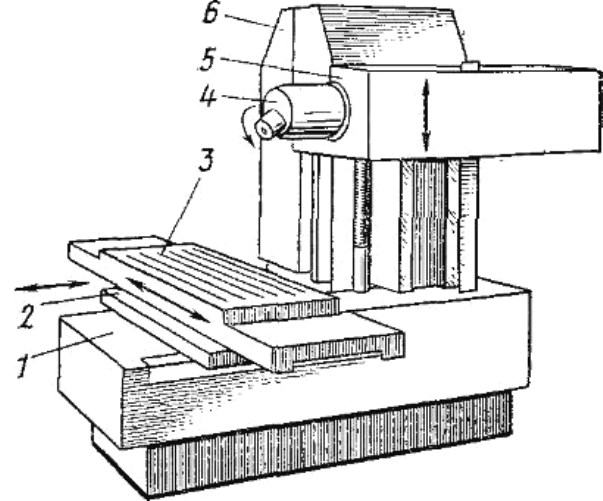
Рис. 6. Горизонтально-фрезерный бесконсольный станок
Шпиндельная головка 5, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки 6. Кроме того, шпиндель 4 вместе с гильзой можно сдвигать в, осевом направлении пр њ точной установке фрезы на требуемый размер.
Другой группой фрезерных станков являются продольно-фрезерные станки (рис. 7), которые используют для обработки крупногабаритных деталей, главным образом, торцовыми, а также цилиндрическими, Рис. 8. Продольно-фрезерный станок концевыми, дисковыми кт фасонными фрезами.
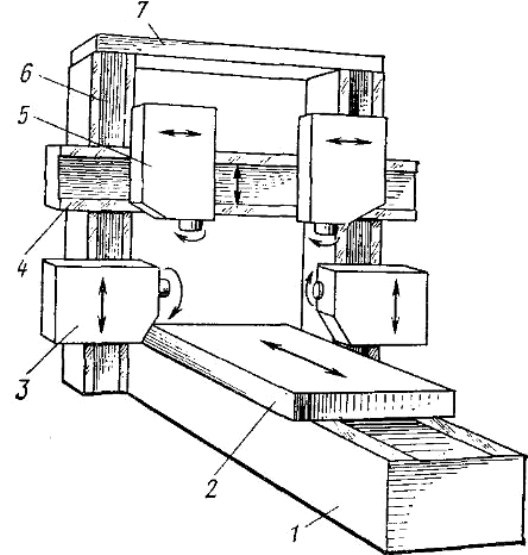
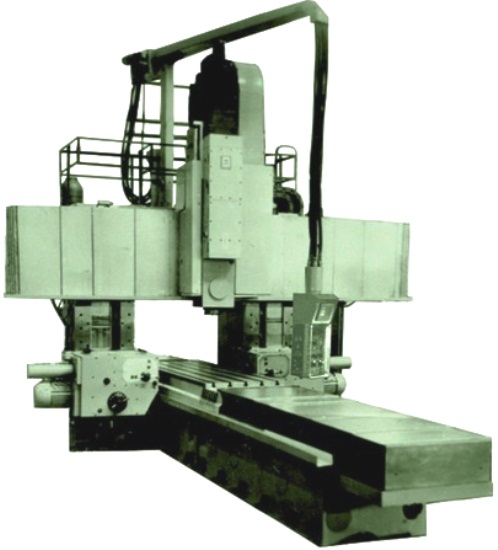
Рис. 7. Продольно-фрезерный станок
Станки делятся на одностоечные и двухстоечные. В четырехшпиндельном двухстоечном продольно-фрезерном станке станина 1 имеет стол 2 и портал, состоящий из двух стоек 6 и балки 7.
По направляющим стоек перемещается траверса 4 и две горизонтальные поворотные фрезерные головки З. Две другие фрезерные головки 5 перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе- м подаче головок или при одновременно движущихся столе и фрезерных головках.
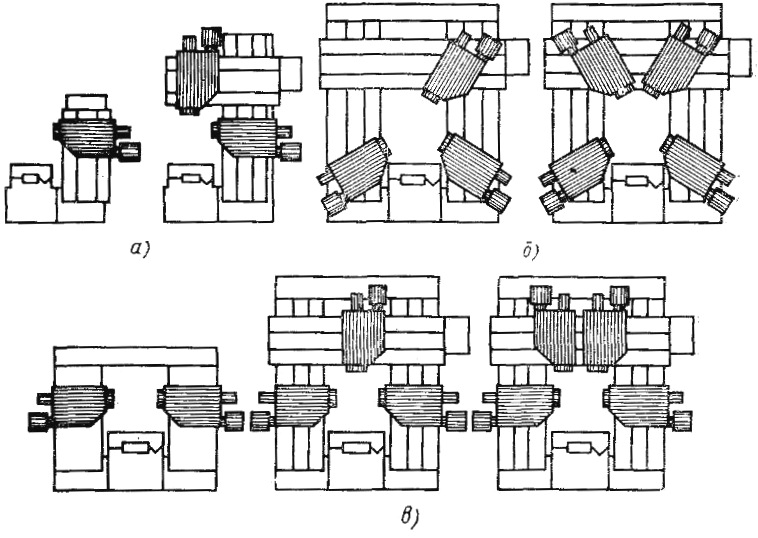
Рис. 8. Схемы компоновок продольно-фрезерных станков:
а—одностоечных; б—двухстоечных с поворотными фрезерными головками; в— двухстоечных с неповоротными фрезерными головками
Схемы других компоновок продольно-фрезерных станков с различным числом фрезерных головок приведены на рис. 8.
Фрезерные станки непрерывного действия (барабанно-фрезерные и карусельно-фрезерные) позволяют вести установку и съем заготовок без остановки рабочих движений станка.
Карусельно-фрезерные станки (рис. 9) предназначены для обработки поверхностей различных деталей торцовыми фрезами в условиях массового, крупносерийного и единичного производства. Станок может иметь один или несколько шпинделей З. В последнем случае в один из шпинделей устанавливают фрезу для чистовой обработки. Шпиндельная головка 2 перемещается по• вертикальным направляющим стойки 1.

Рис. 9. Карусельно-фрезерный станок
Конструктивной особенностью станок этого типа является непрерывно вращающийся стол 4, который сообщает установленным на нем деталям движение подачи. Таким образом, детали последовательно вводят в зону обработки. Стол, кроме того, имеет установочное полеречное перемещение вместе с салазками 5 по направляющим станины 6.
Барабанно-фрезерные станки (рис. 10) применяют при обработке поверхностей корпусных деталей в условиях массового и крупносерийного производства. Обрабатываемые заготовки закрепляют на вращающемся барабане 2 и получают от него движение подачи, четыре фрезерные головки (две верхних З— для черновой обработки, а две нижние 1— для чистовой) установлены на двух стойках 4 и перемещаются по вертикальным направляаощим.
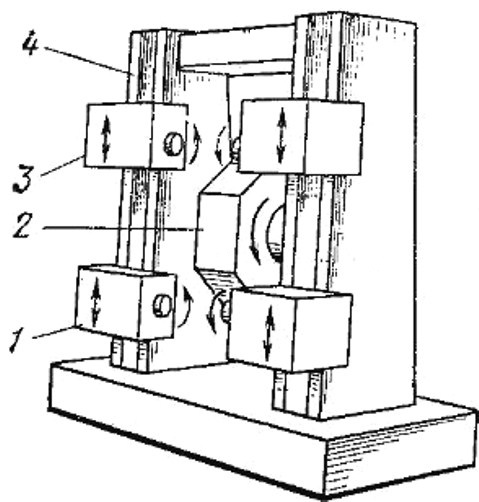
Рис. 10. Барабанно-фрезерный станок
Копировально-фрезерные станки (рис. 11 и 12) предназначены для фрезерования поверхностей сложной формы: штампов, пресс-форм, лопаток турбин, кокилей, металлических моделейг копиров, заготовок некруглых колес и т. п. Процесс обработки осуществляют по копиру 4, действие которого на копировальное устройство З вызывает соответствующее перемещение инструмента 2 относительно заготовки 1.
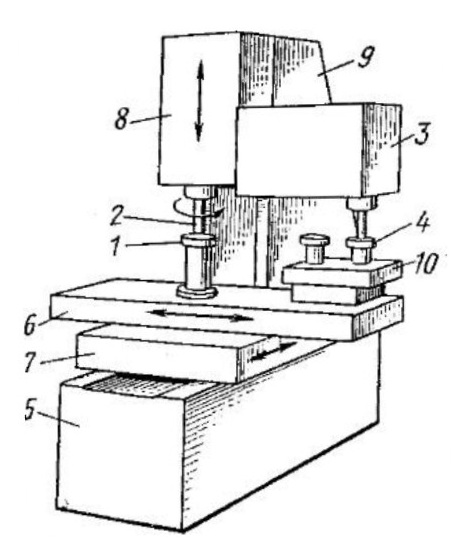
Рис. 11. Вертикальный копировально-фрезерный станок

Рис. 12. Горизонтальный копировально-фрезерный станок
В качестве копира может служить шаблон, эталонная деталь, модель, чертеж и др., а в качестве копировального устройства — щуп, копировальный палец или ролик, фотоэлемент. Копир через копировальное устройство воздействует на исполнительные органы (стол 6, салазки или траверсу 7, шпиндельный узел 8) , при этом фреза и заготовка в относительном движении воссоздают поверхность, заданную на копире.
Существует два вида копировального фрезерования — контурное и объемное. При контурном копировании кривая копира
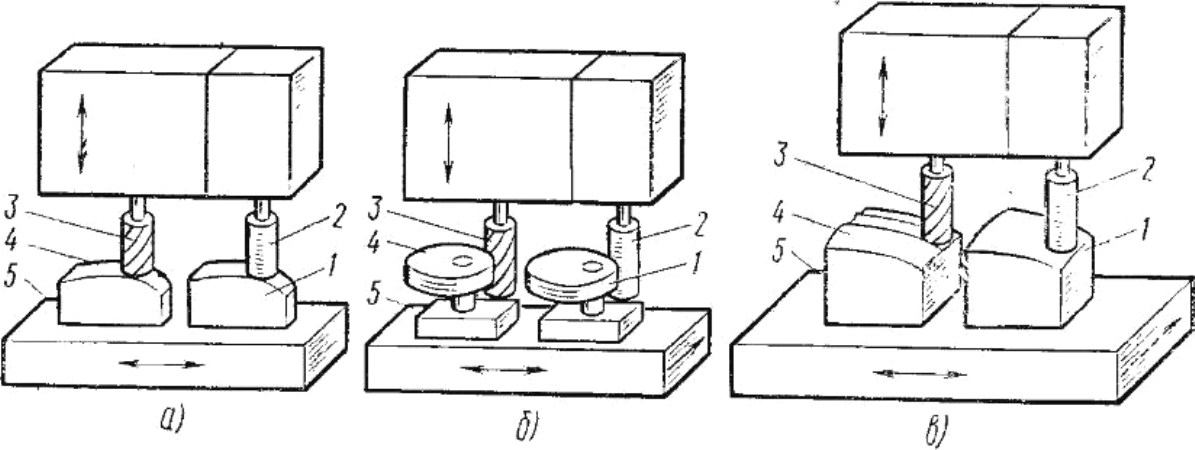
Рис. 13. Виды копировального фрезерования: а, б—контурное; в—объемное
может располагаться в плоскости, параллельной (рис. 13,a) или перпендикулярной (рис. 13, б) оси фрезы. В первом случае стол 5 с заготовкой 4 и копиром 1 перемещаются в продольном направлении, а слежение за изменением кривой осуществляется за счет вертикального перемещения копирного пальца 2 и фрезы 3 (или стола). Во втором случае стол 5 с заготовкой 4 и копиром 1 перемещается в продольном и поперечном направлениях соответственно форме кривой копира.
При объемном копировании (рис. 13, в) пространственно-сложная поверхность заготовки 4 обрабатывается фрезой 3 последовательно, путем нескольких параллельных рабочих ходов (строк) стола 5, т. е. при каждом рабочем ходе фактически выполняется контурное копирование. В конце прохода происходит смещение фрезы относительно заготовки в направлении, перпендикулярном строке, на величину поперечной подачи и выполняется следующий рабочий ход и т. д..
Копировально-фрезерные станки могут работать по двум схемам слежения: простого действия и с обратной связью. В схеме простого действия фреза и копировальный щуп жестко связаны между собой и перемещение щупа по копиру непосредственно передается фрезе. В схеме с обратной связью отклонение копкровального щупа вызывает рассогласование в положении щупа относительно фрезы. Результат этого рассогласования поступает в следящую систему, которая выдает сигнал исполнительному устройству (столу или фрезе) на корректировку траектории движения режущего инструмента.
В этом случае нет не только жесткой связи копира и фрезы, по копир не воспринимает силы резания, а только передает сигнал исполнительным органам о необходимости изменения их относительного положения.
Копировально-фрезерные станки выполняют с вертикальным расположением шпинделя и горизонтальной поверхностью стола, а также с горизонтальным расположением шпинделя и вертикальной поверхностью для крепления заготовок.
На станине 5 копировально-фрезерного станка с вертикальным шпинделем (см. рис. 11) установлены поперечные салазки 7, по направляющим которых в продольном направлении перемещается стол 6 со столом 10 копиров. Шпиндельная головка 8 с копировальным устройством З смонтирована на стойке 9. Копирующими движениями являются продольное движение стола и поперечное перемещение салазок, а в некоторых моделях станков и вертикальное перемещение шпиндельной головки.
Копировально-фрезерный станок с горизонтальным шпинделем и вертикально расположенной плоскостью для крепления заготовок изображен на рис. 12. По горизонтальным направляющим станины 5 перемещается стол 6 с нижней 9 стойкой для закрепления заготовки 1 и верхней 10 стойкой для» установки копира 4. Шпиндельная бабка с копировальным следящим устройством 3 перемещается в поперечном направлении по траверсе 7, которая движется по вертикальным направляющим передней стойки 11.
Работу на станке можно выполнять методом строк (при этом задающей является горизонтальная подача стола или вертикальная подача шпиндельной бабки, а следящей — поперечное перемещение шпиндельной бабки) и методом контурного копирования (в этом случае обход фрезеруемого контура осуществляется вертикальной подачей шпиндельной бабки и горизонтальной подачей стола) .
К числу копировально-фрезерных станков прямого действия относятся станки (рис. 14), в которых копировальный щуп 2 передает движение фрезе через пантограф 6.
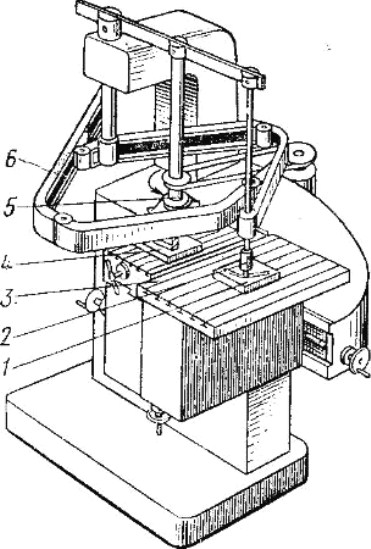
Рис. 14. Копировально-фрезерный станок с пантографом
Такие станки применяют в основном для легких фрезерных и гравировальных работ. При использовании пантографа производят не только копирование, нр и уменьшение масштаба заготовки по отношению щкопиру.
Перемещение щупа по копиру 1, установленному на столе 3 станка, передается фрезерному шпинделю 5, который при обработке заготовки 4 описывает контур, геометрически подобный копиру. Стол станка с заготовкой может перемещаться вручную в трех взаимно-перпендикулярных направлениях.
К типу разных фрезерных станков относятся шпоночно-фрезерные, фрезерно-центровальные, торцефрезерные и др..
Шпоночно-фрезерные станки предназначены для фрезерования врезных шпоночных канавок концевыми фрезами. Существует два способа прорезания шпоночных канавок. При первом способе фреза сначала врезается на полную глубину канавки, а затем перемещается в продольном направлении. При втором способе (маятниковом) фреза совершает возвратно-поступательное движение вдоль шпоночной канавки, врезаясь после каждого хода на некоторую глубину.

Рис. 15. Шпоночно-фрезерный станок
Вертикальный шпоночно-фрезерный станок (рис. 15) имеет основание 1, на котором установлена стойка 2. По вертикальным направляющим стойки перемещается консоль 3. Стол 4 станка имеет только установочное поперечное перемещение по направляющим консоли. На верхней части стойки закреплена головка 5 с продольными направляющими для движущейся возвратно-поступательно шпиндельной каретки 6. Шпиндельный узел 7 каретки перемещается по вертикали в конце каждого рабочего хода на заданную глубину резания.
Фрезерно-центровальные станки предназначены для двустороннего фрезерования и зацентровки торцов валиков, которые затем обрабатывают на токарном станке.
На рис. 16. a показан один из фрезерно-центровальных станков. На продольных направляющих станины 1 расположены две каретки 2, по направляющим которых в поперечном направлении перемещаются фрезерные 4 и сверлильные 5 головки.
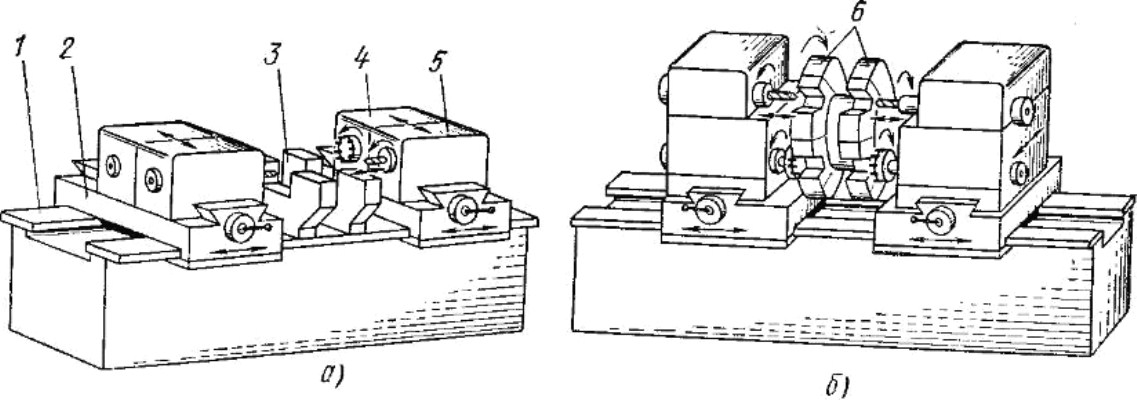
Рис. 16. Фрезерно-центровальные станки
Заготовку закрепляют в тисках 3, установленных неподвижно на станине. Заготовку обрабатывают последовательно — при перемещении кареток с головками сначала фрезеруют торцы заготовки, а затем, когда каретка доходит до упора, включают сверлильные головки и производят зацентровку торцов.
На фрезерно-центровальных станках барабанного типа (рис. 16, б) заготовки устанавливают в трехпозиционном барабане 6, который периодически поворачивается. На станке можно фрезеровать оба торца, сверлить центровые отверстия и одновременно разгружать — загружать заготовки, что значительно повышает производительность станка.
Кроме рассмотренных фрезерных станков промышленность выпускает еще много других специализированных агрегатных станков. Отдельную группу составляют зубо- и резьбофрезерные станки, применяемые для нарезания зубчатых колес и резьб.
За последнее время широкое применение в промышленности находят фрезерные станки с ЧПУ. Основные части этих станков, рабочие и вспомогательные движения такие же, как и у станков, рассмотренных выше. Однако имеются отличия в конструкции отдельных узлов и механизмов станков, кинематике и особенно в принципе их работы.
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные ЧПУ
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные системой числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими специалистами компании «СМК» по телефонам 8 (4822) 620-620
Классификация металлорежущих станков
Металлорежущий станок служит для обтачивания заготовок до заданных технологическим регламентом размеров и форм поверхности. Обработка осуществляется резцовым или абразивным инструментом.
Все металлообрабатывающее оборудование классифицируется по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
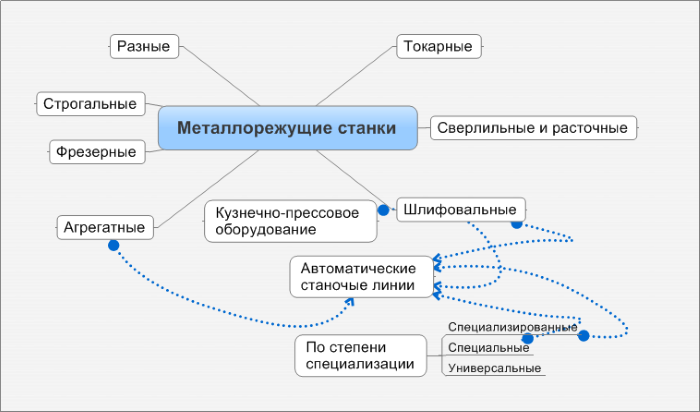
Пример классификации станков в зависимости от типа обработки
Общая классификация
Оборудование для обработки металла подразделяются на 11 групп:
- Токарные станки по металлу. Обрабатывают внешние и внутренние поверхности вращения. Их объединяет одно: вращение детали вокруг своей оси.
- Сверлильные станки. В эту группу входят и расточные станки. Используются для прохода сквозных и глухих отверстий. Их объединяет вращение рабочего инструмента с одновременной его подачей. В горизонтально-расточных механизмах подача происходит благодаря перемещению рабочего стола с закрепленной деталью.
- Шлифовальные станки. У всех подобных станков в качестве рабочего инструмента выступает абразивный шлифовальный круг.
- Полировальные и доводочные станки. Общий признак — использование абразивных кругов, полировальных пастообразных материалов.
- Зубообрабатывающие станки. Предназначены для нарезки зубьев шестерен и колес. Сюда же входят и шлифовальные станки.
- Фрезерные станки. В этой группе рабочим инструментом выступает многолезвийная фреза.
- Строгальные станки. У этих станков рабочим ходом является возвратно-поступательное перемещение резца или заготовки.
- Разрезные станки. Служат для деления на части способом разрезания металлического профиля (уголок, швеллер, пруток и т. д.).
- Протяжные станки. Рабочим инструментом служат специальные многолезвийные протяжки.
- Резьбообрабатывающие станки. Сюда входит оборудование, специально предназначенное для нарезания резьбы. К этой группе не относятся токарные станки.
- Вспомогательные и разные станки. Относятся к отдельной группе, выполняют различные вспомогательные операции.
Классификация по типам
Оборудование одного типа может иметь разную компоновку. Фрезерный станок может называться горизонтальным или вертикальным - по расположению оси шпинделя. Различаются кинематические схемы передачи перемещений, системы управления, параметры точности резания.
Однотипные станки со схожей компоновкой, кинематикой, но имеющие различные размеры, объединятся в размерный ряд. Например, зубофрезерные станки делятся на 12 типоразмеров в зависимости от изготавливаемых деталей (от 80 мм до 12000 мм). Каждый типоразмер станка, предназначенный для определенной обработки деталей, называется моделью. Каждая модель имеет свои обозначения: сочетание цифр и букв, указывающие на группу станка, предельные размеры заготовки, отличие от базовой модели.
Классификация по универсальности
Обрабатывающие механизмы одной и той же группы могут выполнять различные задачи:
- Универсальные обрабатывают изделия широкой номенклатуры. Размеры заготовок могут быть различными. Способны выполнять любые технологические операции, предусмотренные для данной группы.
- Специализированные изготавливают однотипные детали (детали корпусов, валы, сходные по форме, но отличающиеся размерами).
- Специальные выполняют операции с одной деталью различных размеров.
Классификация по степени точности
Степень точности обработки на данном станке указывается буквой, входящей в его обозначение:
- Н — нормальная точность;
- П — повышенная точность;
- В — высокая точность;
- А — особо высокая точность;
- С — особо точные мастер-станки.
Пример: 16К20П — станок токарный, имеющий повышенную точность.
Классификация по степени автоматизации
Обрабатывающее оборудование делится на автоматы и полуавтоматы. Рабочий цикл у автоматов полностью автономный. В полуавтоматах загрузку заготовок и снятие обработанных изделий проводит оператор. Он же выполняет запуск очередного цикла обработки.
Комплексная автоматизация крупносерийного изготовления металлопродукции подразумевает установку автоматических технологических линий из отдельных станков-автоматов. Выпуск продукции небольшими партиями осуществляется гибкими производственными модулями.
Станки, производящие продукцию под управлением ЧПУ, обозначаются буквой Ц (цикл) или Ф. Цифры обозначают особенность системы управления:
- Ф1 — цифровая индикация и предварительный выбор координат;
- Ф2 — позиционная система управления;
- Ф3 — контурная система управления;
- Ф4 — универсальная система управления.
Например, ассортимент токарных станков по металлу с ЧПУ от компании СтанкоМашКомплекс можно посмотреть по указанной ссылке.
Классификация по массе
В зависимости от массы изготавливаемых деталей станки делятся на:
- легкие, весом до 1000 кг;
- средние, весом до 10000 кг;
- тяжелые, весом от 10000 кг, которые, в свою очередь, подразделяются на крупные (16000—30000 кг) и собственно тяжелые (до 100000 кг);
- особо тяжелые — свыше 100000 кг.
Нумерация станков
Идентификация любого металлообрабатывающего станка основана на присвоении ему буквенно-цифрового шифра.
Цифры говорят, к какой группе относится станок (токарной, фрезерной и т. д.), указывают на тип и условный размер оборудования. Расшифровав нумерацию, можно узнать высоту центров, предельные размеры заготовок или диаметры сверления обрабатываемых деталей.
Обрабатывающие станки одного размера, но с разными характеристиками обозначаются буквой, введенной между первой и второй цифрой. Например, токарные станки моделей 162 и 1К62 различаются максимальной скоростью вращения. У первого она 600 об/мин, у второго — 2000 об/мин.
Различие модификаций станков одной и той же модели можно определить по букве в конце номера. Если нумерация базовой модели горизонтально-фрезерного станка — 6Н82, то упрощенная модификация этого станка — 6Н82Г.
Встречается нумерация, когда четвертая цифра определяет усовершенствованный вариант станка того же типоразмера. Так, горизонтально-расточной станок модели 262 имеет современную модификацию, обозначаемую 2620.
Присвоение металлообрабатывающим станкам буквенно-цифровых индексов позволяет с легкостью найти соответствующее оборудование по специальным каталогам. Также индексация дает возможность быстрого поиска необходимых запасных частей.
Читайте также: