Клепка металла инструменты и приспособления для клепки
Обновлено: 17.05.2024
Оснащение рабочего места: верстак, плита (или наковальня), сверлильный станок, тиски слесарные, тиски ручные, струбцины, молотки слесарные, обжимки, поддержки, натяжки разные, напильники с насечкой №2 и №3, ножовки слесарные, разметочный инструмент, штангенциркуль, сверла, зенковки, заклепки 5. 8 мм стальные или алюминиевые с полукруглыми головками и потайными, заготовки.
Клепкой называется процесс получения неразъемного соединения двух или нескольких деталей с помощью заклепок. Заклепочные соединения широко применяют при изготовлении различных металлических конструкций, ферм, балок, емкостей, в самолетостроении, судостроении и т.п.
Закладная головка создается при изготовлении заклепки, а замыкающая – при расклепывании стержня заклепки (рис. 14.1, а,б).
При изготовлении заклепок между стержнем и головкой делают закругление (галтель), что увеличивает прочность заклепки и герметичность шва. В соответствии с назначением заклепки имеют различные формы головок (рис.14.2, а. ж). В зависимости от материала соединяемых деталей заклепки изготовляют из углеродистой, легированной, нержавеющей стали, цветных металлов и сплавов, алюминия. Заклепки должны быть изготовлены из того же металла, что и соединяемые детали.
Заклепки, расположенные в определенном порядке в один или несколько рядов для получения неразъемного соединения, образуют заклепочный шов. Заклепочные швы делятся на три типа: прочные, от которых требуется только механическая прочность; плотно-прочные и плотные, от которых требуется герметичность соединения.
В зависимости от расположения соединяемых деталей различают соединения нахлесточные (рис.14.3, а), когда один край одного листа накладывается на другой; стыковые, когда соединяемые детали своими торцами плотно примыкают друг к другу и соединяются с помощью одной (рис.14.3,б) или двух (рис.14.3, в) накладок. В заклепочном соединении заклепки могут быть расположены в один, два и более рядов, в соответствии с чем швы делят на одно, двух- и многорядные, параллельные и шахматные (рис.14.3, г).
Инструментами и приспособлениями при ручной клепке являются слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы. Молоток выбирают в зависимости от диаметра заклепки:
Диаметр заклепки, мм 2. 2,5 3. 3,5 4. 5 6. 8
Масса молотка, г 100 200 400 500
Поддержка 2 (рис.14.4) служит опорой при расклепывании стержня заклепок и должна быть в 3. 5 раз массивнее молотка. Форма рабочей поверхности поддержки зависит от конструкции скрепляемых деталей, диаметра стержня заклепки и от метода клепки – прямого или обратного. Обжимка 1 служит для придания требуемой формы замыкающей головке заклепки после осадки. На рабочем конце обжимки должно быть углубление по форме головки заклепки. Натяжка представляет собой стержень с отверстием на конце диаметром на 0,2 мм больше диаметра стержня заклепки. Чекан – слесарное зубило с плоской рабочей частью, применяется для создания герметичности заклепочного шва, достигаемой подчеканкой замыкающей головки и края листов.
Различают два метода клепки: прямой (рис.14.4, а) с двусторонним подходом, когда имеется свободный доступ как к закладной, так и к замыкающей головке, и обратный (рис.14.4, б) с односторонним подходом, когда доступ к замыкающей головке невозможен.
Прямой метод клепки характеризируется тем, что удары молотком наносят по стержню со стороны вновь образуемой, замыкающей головки. При этом методе необходимо: разметить шов, соблюдая, шаг t между заклепками и расстояние а от центра крайней заклепки до края кромки детали (рис.14.5, а. в): при однорядном шве t = 3d; a = 1,5d; при двухрядном шве t = 4d; a = 1,5d; совместить детали и сжать их вместе ручными тисками или струбцинами; просверлить по разметке отверстия под заклепки в обеих деталях одновременно (рис.14.6); для заклепок с потайными головками зенковать места (гнезда) под головки на глубину, равную 0,8 диаметра стержня заклепки, на деталях, где будут расположены полукруглые головки, снять сверлом или зенковкой фаски 1. 1,5 мм; ввести в отверстие снизу стержень заклепки (рис.14.4) и под закладную головку подвести массивную поддержку 2 (для заклепок с потайными головками применяют плоские поддержки, для заклепок с полукруглыми закладными головками – сферические поддержки); осадить (уплотнить) детали в месте склепки с помощью натяжки, которую устанавливают на выступающий конец стержня, и ударами молотка по вершине натяжки 1 устранить зазор между склепываемыми деталями (рис14.7, а); осадить (расклепать) стержень крайней заклепки бойком молотка (сначала несколькими ударами молотка осаживают стержень, а затем боковыми ударами молотка придают полученной головке необходимую форму (рис. 14.7, б); окончательно оформить замыкающую головку с помощью обжимки 3).
Обратный метод клепки характеризуется тем, что удары молотком наносят по закладной головке через оправку 3 с внутренней сферической поверхностью (рис. 14.7, в).
Длина стержня заклепки зависит от толщины скрепляемых листов (пакета) и формы замыкающей головки. Для образования потайной замыкающей головки стержень должен выступать на длину, равную 0,8. 1,2 диаметра заклепки, для образования полукруглой замыкающей головки стержень должен выступать на длину, равную 1,2. 1,5 диаметра заклепки (см. рис.14.4).
Диаметр заклепки выбирают в зависимости от толщины пакета склепываемых листов по формуле
d = 2 s.
Диаметр отверстия под заклепку должен быть больше диаметра заклепки на 0,1. 0,2 мм при точной сборке и на 0,3. 1,0 мм при грубой сборке. При выборе диаметра сверла для отверстия под заклепку можно пользоваться следующими данными:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
Качество клепки определяют наружным осмотром, плотность прилегания соединенных деталей проверяют щупом, форму и размеры замыкающих головок, а также расстояние между ними – шаблонами. Наиболее характерные виды брака при клепке: смещение и изгиб замыкающей головки, прогиб металла, недотяжка металла, неплотное прилегание замыкающей головки, малый размер замыкающей головки, рваные края головки и т.п.
Бракованную заклепку срубают зубилом, а затем бородком выбивают стержень. Заклепку можно также высверлить сверлом несколько меньшего диаметра, чем заклепка. Для этого закладную головку накернивают и сверлят на глубину, равную высоте головки. Недосверленную головку надламывают бородком или зубилом, а затем выбивают заклепку.
Заклепочные соединения для обеспечения герметичности зачеканивают одним из двух способов: в первом случае зачеканивание производят одним острокромочным чеканом, когда на верхнем листе выбивают канавки и металл отжимают к нижнему листу, заполняя зазор между листами и усиливая контакт склепанных листов. Во втором случае зачеканивание производят последовательно двумя чеканами, первый раз чеканом с закругленным бойком, а второй проход кромки выполняют чеканом с плоским бойком, которым окончательно уплотняют отжатый к нижнему листу металл. Закладные и замыкающие заклепочные головки чеканят закругленными по контуру головки чеканом.
1. Перед началом работы следует проверить:
· совпадение отверстий в склепываемых деталях;
· соответствие диаметра стержня заклепки диаметру отверстия (диаметр заклепки должен быть меньше диаметра отверстия на 0,1. 0,5 мм в зависимости от размеров);
· длину стержня заклепки для получения полноценной замыкающей головки (определять расчетом или по таблице).
2. Зенкование отверстия под потайную головку (закладную или замыкающую) следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки.
3. Склепывание деталей необходимо производить с упором потайной закладной головки заклепки в плиту, полукруглой закладной заготовки – в поддержку со сферическим углублением соответствующего размера.
4. Следует обязательно осаживать склепываемые детали (особенно небольшой толщины – до 5 мм) натяжкой с отверстием, соответствующим диаметру стержня заклепки.
5. Запрещается забивать заклепку в отверстие, если она не входит в него свободно.
6. При расклепывании заклепок шарнирного соединения (типа плоскогубцев) необходимо подкладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу расклепывания стержня заклепки периодически проверять подвижность шарнирного соединения.
7. При клепке «на весу», т.е. когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирает в закладную головку поддержки, а второй расклепывает стержень заклепки для образования замыкающей головки (рис.14.8).
8. При кустарном изготовлении заклепки следует использовать пруток или проволоку из мягкой стали, меди или алюминия, применяя для этого специальное приспособление (рис.11.9).
2.12. Клепальные работы и инструмент для клепки
Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку.
Заклепочные соединения применяются:
в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна;
когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях;
в случаях соединения различных металлов и материалов, для которых сварка неприменима.
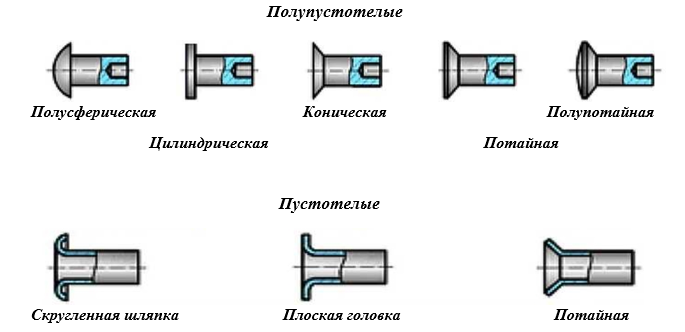
Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (рис. 29). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы.
Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
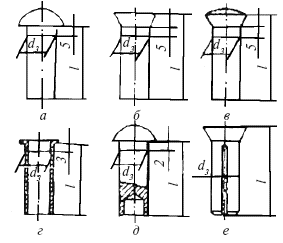
Рис. 29. Заклепки:
а – с полукруглой головкой; б – с потайной головкой; в– с полупотайной головкой; г – трубчатая; д – взрывная; е – разрезная
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела заклепки.
Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания головки. Диаметр отверстия под заклепку при горячей клепке должен быть на 1 мм больше диаметра заклепки.
Стальную заклепку диаметром до 14 мм можно расклепывать в холодном состоянии. Заклепки диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм.
При клепке используются просверленные, проколотые или пробитые отверстия. При прочных, плотных и прочно-плотных заклепочных соединениях используются исключительно просверленные отверстия.
Заклепочные соединения бывают внахлестку, встык с одной накладкой, встык с двумя накладками симметрично, встык с двумя накладками несимметрично (рис. 30).
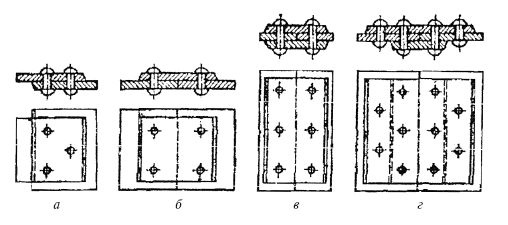
Рис. 30. Виды заклепочных соединений:
а – внахлестку; б – встык с одной накладкой; в – встык с двумя накладками, симметричные; г – встык с двумя накладками, несимметричные
С точки зрения прочности и плотности используются следующие виды заклепочных соединений: прочные, от которых требуется только механическая прочность; плотные, к которым предъявляются только требования плотности и герметичности; прочно-плотные, от которых помимо механической прочности требуется также герметичность соединения. Последнее достигается увеличением головки и наличием подголовка заклепки, достаточно частым размещением заклепок подчеканкой обреза соединяемых листов и головок заклепок.
Заклепочные швы делятся на продольные, поперечные и наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок). Швы могут быть полные и неполные (рис. 31).
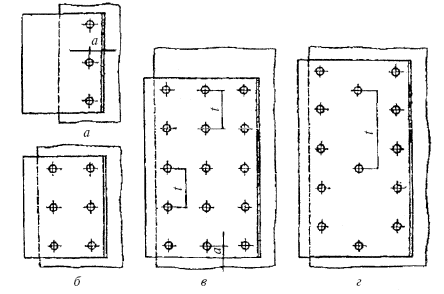
Рис. 31. Виды заклепочных швов:
а – однорядный; б – двухрядный; в – многорядный полный; г – многорядный неполный
Перед клепкой различных видов заклепочных соединений следует определить шаг клепки (шаг данного ряда – это расстояние между двумя ближайшими заклепками в этом ряду, шаг шва – это наименьшая кратность всех шагов в рядах) и расстояние от оси заклепок до края полосы.
В зависимости от диаметра заклепки, потребности и вида клепки используются ручная и механическая клепка.
Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная; клепка давлением более качественна и бесшумна.
Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи.
Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры подголовки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины – эксцентриковые и гидравлические.
Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем.
Неправильная клепка имеет место вследствие недогретой или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного для потайной головки.
Для клепки необходимо использовать исправный инструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки нельзя касаться обжимки рукой.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
6. Прокладочный инструмент
6. Прокладочный инструмент Основной работой судоводителя на морской навигационной карте является прокладка, которая включает графические работы, связанные с учетом движения корабля. Прокладка ведется простым карандашом с помощью прокладочного инструмента:
Начало и окончание работы, закрепление нитей, их перенос во время работы
Начало и окончание работы, закрепление нитей, их перенос во время работы При вышивке обычно не делают узелков, закрепляя нить разными способами. Можно просто сделать на одном месте несколько крохотных стежков. Или же в начале работы оставляют небольшой кончик нитки
Гипсокартон и его применение. Необходимый инструмент и материалы для работы с гипсокартоном
Гипсокартон и его применение. Необходимый инструмент и материалы для работы с гипсокартоном Если мы обратимся к руководству по отделочным работам периода 70—80-х годов и ранее, то встретим описания довольно трудоемких процессов предварительной подготовки стеновых
Необходимый ручной электрический инструмент для работы с гипсокартоном
Необходимый ручной электрический инструмент для работы с гипсокартоном Углошлифовальные машины известны каждому, кто хоть немного пользовался электроинструментом. Этот электрический инструмент в народе называется «болгарка». Термин родился в середине 70-х годов,
Как правильно выбрать инструмент для работы
Как правильно выбрать инструмент для работы Для печных работ, как и при любом строительстве, помимо стандартного набора, необходимы еще и специальные инструменты. Рассмотрим самые распространенные из них.Инструменты для кладки кирпичейПечной молотокПечной молоток
Инструмент
Инструмент Общие сведения. Инструмент столяра — предмет его неустанной заботы и гордости. По набору инструмента, по его состоянию и внешнему виду можно судить и о мастере.Наверное нет нужды доказывать, что плохим инструментом нельзя прилично сделать работу даже и при
Клепка металла
Под клепкой металла понимается процесс формирования неразъемного соединения элементов создаваемой конструкции, характеризующихся сравнительно небольшой толщиной. К нему прибегают, когда сварку применять неудобно, либо если сопряжению подлежат детали из несвариваемого материала. Еще один доступный вариант – использование болтового соединения – тоже имеет минусы: его монтаж занимает более продолжительный отрезок времени, да и стоят входящие в него компоненты дороже.
Процедура клепки
Простота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
препятствует свободному извлечению заклепки из монтажного отверстия;
обеспечивает надежное скрепление элементов
Типы заклепочных соединений
По критерию «способ соединения пластин» заклепочные швы принято подразделять на 2 типа:
внахлестку – на одну металлическую пластину накладывается другая;
встык – листы располагают так, чтобы соприкасались их боковые грани. А их соединение осуществляется одной либо двумя плоскими накладками.
Применяется еще один критерий – расположение заклепок. Согласно ему соединения, формируемые посредством данных крепежных деталей, бывают одно-, двух- и многорядными. Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой.
В зависимости от сферы предназначения заклепочные швы подразделяются на:
прочные. Реализуются в ходе клепки опор, выполняющих несущую функцию – проще говоря колонн, элементов мостовых сооружений, металлических балок жесткого каркаса и т.д.;
прочноплотные. Наряду с прочностью, обеспечивают герметичность скрепления. Широко применяются при клепке котлов и трубопроводных магистралей, функционирующих под воздействием повышенного давления рабочих субстанций, находящихся в газообразном либо жидком агрегатном состоянии;
плотные. Реализуются, когда критичным параметром соединения является только прочность шва. Встречаются в таких видах оборудования, как резервуары, цистерны и слабонагруженные, характеризующихся разной степенью сложности, трубопроводы.
Разновидности заклепок
Заклепка –это крепежная деталь с цилиндрическим стержнем (может выпускаться полым), созданным из пластичного мягкого металла. На его одном конце находится шляпка определенной конфигурации.
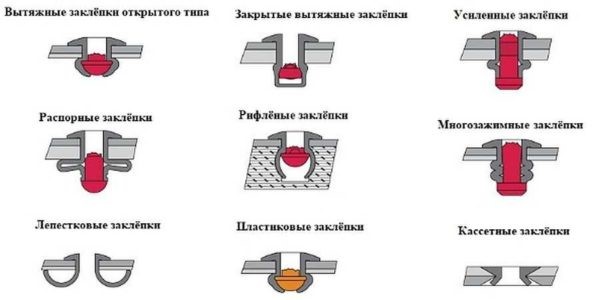
Современной металлургией производятся и составные заклепки, в конструкцию которых входят корпус и ножка/стержень. Но принцип действия остается прежним: закладная шляпка упирается в поверхность одной детали, а с другой стороны стержня – на его выступающем конце – формируется замыкающая головка. Однако при этом клепка, как таковая, не применяется. Просто в ходе извлекания самого стержня его расширенный участок деформирует вторую часть, как бы сминает ее.
Типы закладных шляпок и стержней
Головки заклепок подразделяются на следующие виды:
полусферическая (бывает низкой и высокой). Другое ее широко распространенное название – полукруглая. Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
плоская цилиндрическая и конусообразная. Заклепки, головки которых имеют такую конфигурацию, рекомендованы к применению, если в ходе эксплуатации возможен их контакт с химически агрессивной средой;
под потай и под полупотай. Заклепки со шляпками такой формы, применяются исключительно при выдвижении строгого требования, чтобы крепеж не выступал над плоскостью прикрепляемого листа. Формируемое соединение наиболее ненадежно.
На рисунке представлены заклепки со шляпками перечисленных конфигураций.

Что же касается стержней, то они бывают:
сплошными, как это показано на выше размещенном рисунке. Установка таких заклепок сопряжена с некоторыми трудностями. Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
полупустотелыми. Отрезок стержня, примыкающий к закладной шляпке – сплошной, оставшийся участок – пустотелый;
пустотелыми. В шляпке и в самом стержне заклепки проделано сквозное отверстие. Крепежная деталь данного типа легко подвергается расклепыванию. Однако такая конструкция обусловливает низкую устойчивость соединения к воздействию внешних нагрузок.
Как выглядят заклепки со стержнями последних двух типов, можно узнать, изучив ниже размещенные рисунки
Каждый вид стержня встречается с каждым из типов закладных головок. Их подбор осуществляется с учетом предполагаемой нагрузки. Пустотелые подходят для формирования не слишком нагруженных швов, но только если к герметичности не предъявляются никакие требования. Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки. Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.
Инструмент для клепки
Для создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись.
Слесарные молотки
Если планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.

Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
даже от одного неприцельного удара молотком с тяжелой головкой, заклепка может безвозвратно повредиться;
когда же импульсные воздействия наносятся легкой головкой, процедура расклепывания может затянуться.
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77. Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно. Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.

Сварка – пожалуй, лучший способ соединения деталей, но не везде эта технология применима из-за особых условий. На помощь приходит клепка металла – скрепление частей изделия между собой механическим способом. Сам процесс – легок и прост и длится всего пару секунд. Главное – правильно подобрать комплектующие.
Мастеру придется приобрести заклепки, стержни и головки, а также специальные инструменты (хотя можно обойтись и молотком). Однако подбирать все материалы следует, исходя из параметров металла, который будет подвергнут клепке. На что обращать внимание при выборе комплектующих и как скреплять металл, подробно рассказано ниже в статье.
Процесс клепки металла
Технологический процесс, во время которого происходит скрепление металлических деталей при помощи заклепок, называется клепкой. Для работы используется специальный инструмент, который бывает как пневматическим, так и ручным.
Данный способ соединения используется, как правило, в том случае, когда сварка не может быть применена.
Среди домашних мастеров слесарного дела популярность клепки металла обусловлена простотой данного процесса.
В сделанное заранее сквозное отверстие вставляется крепежный элемент (заклепка), состоящий из шляпки, которая в процессе упирается в поверхность одной из соединяемых деталей, и стержня, выходящего с противоположной стороны гнезда за пределами второй.
В результате воздействия внешней силы происходит расплющивание последнего с образованием замыкающей головки, которая позволяет обеспечить:
- фиксацию заклепки в монтажном отверстии;
- надежное соединение деталей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Перечисленные классы сварки включают в себя разнообразные виды сварочных работ, где в качестве главного критерия для разделения выступает источник энергии, воздействующий на поверхности.
Клепка листового металла может быть холодной и горячей. Выбор той или иной технологии осуществляется в зависимости от ситуации:
- Горячая клепка металла. Соединение элементов осуществляется с помощью нагретого стержня. Необходимая температура определяется по цвету металла, он должен быть красным. Для этой технологии используются стержни, толщина которых не менее 8 мм.
- Холодная клепка. Этот вид соединения используется чаще всего, особенно в домашних условиях и небольших мастерских. Как правило, холодная клепка применяется для соединения деталей, которые не будут впоследствии испытывать на себе большие нагрузки. В данном случае толщина стержня должна быть не более 8 мм.
Типы заклепочных соединений
По типу соединения металлических пластин заклепочные швы могут быть двух типов:
- внахлест, когда одна деталь накладывается на другую;
- встык – для соединения используются плоские накладки (одна или две) таким образом, чтобы боковые поверхности изделий соприкасались.
Есть еще один критерий, который касается расположения заклепок. Во время соединения деталей они могут монтироваться в один ряд или несколько, а также в шахматном порядке или одна напротив другой.

Заклепочные швы бывают разных видов, выбор делается в зависимости от того, где они будут использоваться:
- Прочные – применяются для клепки опор несущих конструкций (колонн, металлических балок, деталей мостов).
- Прочноплотные – швы, обеспечивающие не только прочное соединение, но и герметичное. Поэтому они используются для клепки котлов, трубопроводных магистралей, которые постоянно испытывают воздействие повышенного давления газа или жидкости.
- Плотные – используются, когда главным параметром соединения деталей является прочность шва. Часто они встречаются в цистернах, резервуарах, слабонагруженных трубопроводах разной степени сложности.
Виды заклепок, стержней и головок
Виды заклепок для клепки металла:
- Полутрубчатые – отличаются простотой монтажа, но малой прочностью. Их можно использовать для клепки металлических изделий, которые не будут подвергаться большой нагрузке механического характера.
- Пистонные – больше подходят для мягких металлов и отличаются простотой монтажа. Используются в основном для простых соединений.
- Закладные, вытяжные – заклепки, состоящие из двух частей и отличающиеся удобной установкой.
- Стандартные – применяются для создания разных видов швов.
Если планируется соединять тонкостенные элементы, то применяются заклепки резьбовые или гаечные.

В зависимости от типа стержня заклепки делятся на:
- Пустотелые – в стержне есть отверстие цилиндрической формы. Их нельзя использовать для соединения изделий, которые будут подвергаться высоким нагрузкам. Однако плюс в том, что их можно легко расклепать.
- Полупустотелые – там, где находится закладная головка, стержень сплошной.
- Сплошной стержень – подходят для соединения деталей, которые будут подвергаться высоким нагрузкам, однако при этом их сложно монтировать.
Что касается головок заклепок, то они тоже бывают разными: цилиндрическими, коническими и полукруглыми.
Критерии выбора заклепок
В зависимости от того, какой толщины металлические листы планируется соединять, подбираются заклепки. Кроме того, учитывается и диаметр стержня.
Диаметр крепежного элемента рассчитывается следующим образом: толщина металлических заготовок умножается на два. Что касается длины, то он должен быть равен как минимум двум диаметрам стержня.
Для клепки металла размеры используемого крепежного элемента составляют:
- диаметр – от 1 до 36 мм;
- длина – от 2 до 180 мм.
Многие заблуждаются, думая, что чем толще стержень, тем прочнее соединение. На самом деле все зависит от того, из какого материала изготовлена заклепка.
Крепежные детали, которые используются для клепки металла, должны быть изготовлены из того же материала, что и соединяемые изделия. Выполнение данного требования позволит исключить электромеханическую коррозию.
Если же говорить о пластинах, изготовленных из меди, то для их скрепления могут использоваться заклепки не только из этого же металла, но и латунные.
Инструменты для клепки металла
Для клепки металла используются инструменты и приспособления, без которых осуществить данный процесс не получится:
Слесарный молоток
Если клепку металла планируется проводить постоянно, то лучше приобрести набор таких молотков. При этом главное условие – боек должен иметь квадратную форму.

Чтобы правильно подобрать инструмент, необходимо знать длину заклепок и их диаметр. Именно от этих параметров зависит площадь бойка и вес головки молотка. Нужно понимать, что от массы последнего элемента зависит многое во время клепки металла:
- если головка молотка будет слишком тяжелой, то при неприцельном ударе заклепка может быть безвозвратно повреждена;
- при слишком легком элементе процесс расклепывания может затянуться.
Площадь бойка слесарного молотка прямо пропорциональна диаметру заклепочной шляпки. И та, и другая характеристика инструмента в численном выражении прописаны в ГОСТ 2310-77. И, несмотря на то, что площадь там не указана, есть данные относительно размеров стороны бойка, поэтому вычислить ее несложно.
В таблице можно найти информацию относительно веса головки для инструмента с такой конфигурацией бойка (по ГОСТу 2310-77), а также длину стороны для разных типов элемента:
Обозначения головок молотков по ГОСТ 2310-77
Сторона квадрата ударной плоскости бойка (мм)
Номинальный вес квадратных головок молотков (кг)
Профессионалы рекомендуют использовать определенный инструмент в зависимости от диаметра заклепки (D):
- молоток с головкой весом 0,4 кг для D = 4-5 мм;
- молоток с головкой весом 0,5 кг для D = 6–8 мм.
Натяжка
Представляет собой бородок с проделанным на конце гнездом, диаметр которого немного больше, чем у заклепочного стержня. С помощью натяжки осуществляется сжатие металлических пластин перед их сопряжением.
Работа с натяжкой заключается в следующем:
- в отверстие вставляется выступающий участок стержня заклепки;
- наносится несколько ударов молотком по ударной части приспособления.
В результате поверхности соединяемых металлических листов должны плотно соприкасаться друг с другом. То есть операция закончится полным устранением зазора между ними.
Чекан
На вид данный инструмент напоминает слесарное зубило, но отличается от него формой рабочей части, у чекана она плоская. Используется, чтобы сделать клепочное соединение более герметичным.

Во время процесса зачеканивания происходит уплотнение соприкасающихся плоскостей соединяемых деталей. Объектами применения в данном случае являются замыкающая головка заклепки и края металлической пластины.
Поддержка
Это приспособление необходимо для обеспечения опоры при расклепывании заклепочного стержня. Что касается его формы и размера, то данные параметры определяются, исходя из:
- Конструкции деталей, которые планируется соединить.
- Диаметра заклепочного стержня.
- Способа клепки металла, который может быть двух видов.
Первый – это прямой, когда в лунку поддержки заводится закладная головка, после чего молотком наносятся удары по верхней части обжимки, в результате чего осуществляется образование необходимой формы замыкающего элемента заклепки.
Второй – обратный, который используется в местах с ограниченным доступом. В данном случае удары наносятся по закладной головке крепежного элемента. В результате происходит деформация замыкающей головки в специальной выемке, которая находится в рабочей части поддержки, и она приобретает необходимую конфигурацию.
Поддержка должна весить больше используемого молотка как минимум в три раза (лучше в пять).
Обжимка
Это инструмент в виде стержня с углублением на рабочей части, который используется, чтобы придать замыкающей головке необходимую конфигурацию. Для этого наносятся удары молотком по плоскому торцу. Обжимка производится в одном исполнении, а делается это с целью унификации.

В таблице ниже указаны значения параметров, которые отображены на чертеже:
Диаметр стержня заклепки
Общая длина обжимки (L), мм
Радиус углубления (R), мм
Глубина лунки (h), мм
Диаметр лунки в рабочей части (d1), мм
Диаметр стержня обжимки (D), мм
Как правило, обжимки изготавливаются из инструментальной углеродистой стали высокого качества марки У8А и У7А.
Этапы клепки металла и возможный дефект
Кратко клепка металла состоит из следующих этапов:
- Осуществляется подготовка соединяемых изделий.
- Делается разметка отверстий.
- Производится высверливание гнезд.
- Осуществляется зенковка отверстий.
- Монтируются заклепки.
- Производится обжимка.
Однако перед тем как приступать к основным работам, требуется сделать следующие подготовительные процедуры:
- Произвести очистку поверхности металлических листов от грязи, налета и ржавчины.
- Наметить места, где будут располагаться отверстия и накернить их, чтобы сверло не уходило в сторону.
Для высверливания отверстий в поверхностях, изготовленных из металла, можно использовать ручной электроинструмент или сверлильный станок, что является более предпочтительным, поскольку он позволяет обрабатывать более толстые детали.
При использовании для клепки металла ручного электроинструмента, необходимо следить за тем, чтобы во время сверления он не отклонялся в сторону. Важно помнить, что пользоваться можно только заточенным сверлом, а в процессе использовать охлаждающие жидкости.

Вставка заклепок состоит из следующих этапов:
- В отверстие стержнем снизу вверх вставить крепежный элемент.
- Установить под закладную головку поддержку (плоская используется при потайной головке).
- Уплотнить детали, осадить в местах клепки, а зазоры между листами устранить при помощи молотка.
Замыкающая головка образуется двумя методами:
- Прямым – когда удары молотком по стержню заклепки наносятся со стороны образования замыкающей головки.
- Обратным – удары производятся по закладной головке.
Если клепку металла осуществляет новичок, который никогда не сталкивался с данным процессом, то он может допустить ошибки, которые приведут к образованию дефектов:
- Если допустить перекос при обжиме, то примыкание замыкающей головки к металлической поверхности будет неплотным.
- Если отверстие просверлить не ровно, а под уклоном, то головки будут смещены (в одну сторону или в разные).
- При использовании заклепки, изготовленной из материала плохого качества, замыкающая головка при клепке может иметь рваные края.
- Когда стержень используется длиннее, чем нужно, или он неровный, головка может оказаться смещенной в сторону.
Техника безопасности при клепке металла
Во время клепки металла нужно обязательно соблюдать правила техники безопасности, которые заключаются в следующем:
- До тех пор, пока не осуществлена полная настройка пневматического инструмента, пользоваться им нельзя, поскольку придерживать обжимку руками достаточно сложно из-за того, что удар получается мощным, можно легко получить травму.
- Желательно использовать плотные наушники, так как процесс клепки металла сопровождается громкими и резкими звуками, которые отрицательно воздействует на слух и нервную систему.
- Прежде чем приступать к работе, инструмент следует проверить и убедиться в том, что он исправный. На рабочем столе не должно быть ничего лишнего (ненужных предметов, приспособлений).
- Детали, которые необходимо соединить, следует зафиксировать в тисках.
Если необходимо удалить старые заклепки и соединить детали в том же месте заново, то с помощью острого зубила удаляется полукруглая головка, а остальная часть крепежного элемента выбивается пробойником.
Рекомендуем статьи
Во время клепки металла обязательно следует использовать защитные перчатки и очки. Для предотвращения смещения детали следует зафиксировать в тисках либо консоли. Ни в коем случае во время работы нельзя касаться обжимки руками.
Если соблюдать все правила техники безопасности, процесс будет произведен качественно и без травм.
Таким образом, с помощью клепки металла удается получить соединение, отличающееся высокой стойкостью к вибрационным и ударным нагрузкам.
И, несмотря на то, что на современном этапе развития технологий есть более производительные способы, такие как сварка или болтовое крепление, метод с использованием заклепок отлично подходит для домашнего применения.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Клёпка.

Клёпка — получение неразъемных соединений при помощи заклепок. Применяется клепка при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой металлический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что головки заклепок образуются в результате пластического деформирования стержня. При выполнении заклепочного соединения заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов: подготовительного и собственно клепки. Подготовительный этап включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в отверстии при помощи зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1 000… 1 100°C) способами. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром более 12 мм.
Типы заклепок и заклепочных швов.
Наиболее часто при монтажных работах применяют заклепки с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применяют ограниченно. Такие заклепки используются только в тех случаях, когда головки заклепок по условиям эксплуатации конструкции не должны выступать над поверхностью соединяемых деталей. В зависимости от назначения и условий эксплуатации возможно использование заклепок с другими формами головок (рис. 1).

Рис. 1. Типы заклепок:
а, б — с полукруглой головкой; в — с цилиндрической головкой; г — с потайной головкой; д — с полупотайной головкой; е — взрывная; ж — трубчатая
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенками отверстия под нее (рис. 2).

Рис. 2. Заклепочные соединения: а — с потайной головкой; б — с полукруглой головкой; 1 — замыкающая головка; 2 — стержень; 3 — закладная головка; l — длина заклепки; d — диаметр стержня; l0 — длина заклепки под замыкающую головку, S — толщина соединяемых деталей
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:

Таблица диаметров сверла в зависимости от диаметра заклепки.
В случае, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки. Такая заклепка, заполняемая взрывчатым веществом, устанавливается в отверстия соединяемых деталей и осаждается легкими ударами молотка в холодном состоянии. После этого заклепку нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки, и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используют трубчатые заклепки, замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и его назначения заклепочные швы подразделяются на прочные, плотные и прочно плотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.

Рис. 3. Типы заклепочных швов в зависимости от расположения соединяемых заготовок:
а — внахлестку; б — встык с одной накладкой; в — встык с двумя накладками;
t — шаг соединения; а — расстояние от края детали до центра отверстия под заклепку
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортирования газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному расположению деталей соединения различают два типа швов: встык и внахлестку (рис. 3, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используются одна (рис. 3, б) или две (рис, 3, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от числа рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 4).
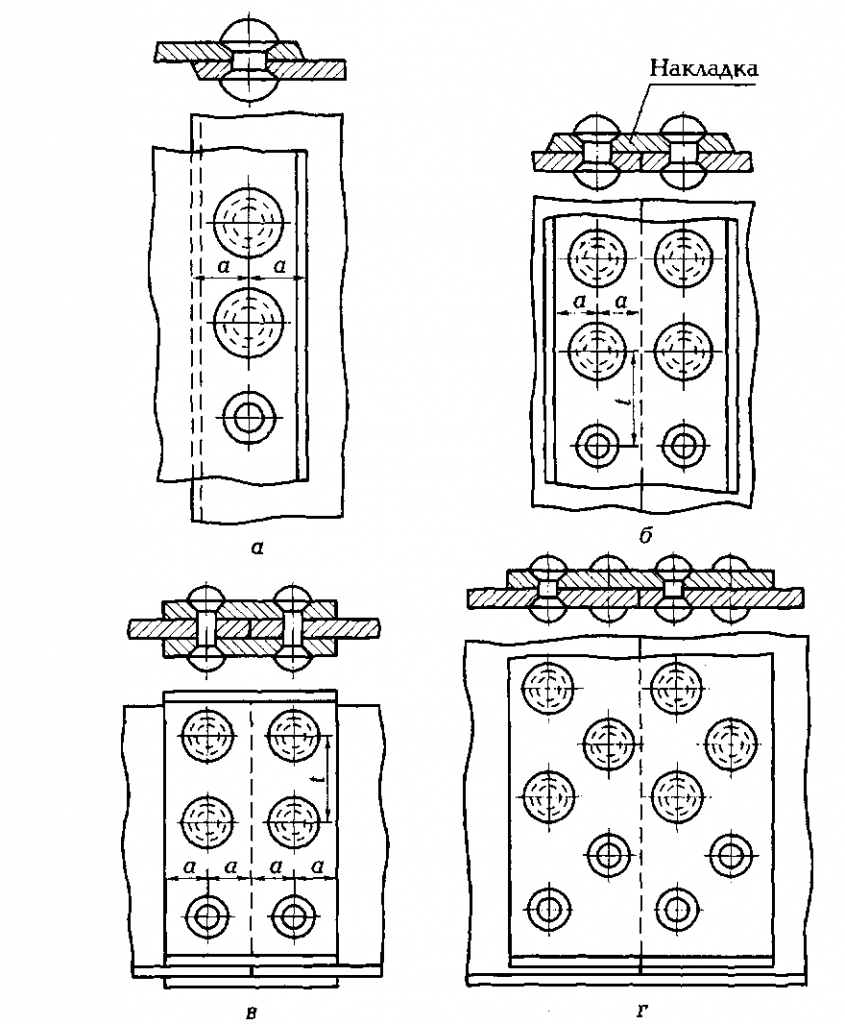
Рис. 4. Типы заклепочных швов в зависимости от расположения заклепок:
а — однорядный; б, в — двурядный; г — многорядный;
t — шаг соединения; а — расстояние от края детали до центра отверстия под заклепку
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двурядных швов эти расстояния соответственно должны быть равны четырем и полутора диаметрам заклепки. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра заклепки.
Инструменты и приспособления для ручной клепки.
Для ручной клепки применяют следующие инструменты: слесарный молоток (как правило, используется молоток с квадратным бойком), поддержка под закладную головку и обжимка.
Молоток для выполнения клепки выбирается по массе в зависимости от диаметра заклепки:

Таблица массы молотка в зависимости от диаметра заклёпки.
Поддержка служит опорой при расклепывании стержня заклепки; масса поддержки должна быть в 4—5 раз больше массы молотка. Поддержка, на которую опирается полукруглая закладная головка заклепки, должна иметь лунку с формой, соответствующей форме замыкающей головки заклепки.
Натяжка служит для осаживания листов, подлежащих клепке, вдоль стержня заклепки. По оси натяжки выполняется глухое отверстие, в которое входит стержень заклепки при осаживании заготовок, подлежащих соединению. Диаметр отверстия натяжки не должен превышать диаметр стержня заклепки более чем на 1… 1,5 мм.
Обжимка представляет собой стержень, на конце которого выполнено отверстие для формирования после осаживания замыкающей полукруглой головки заклепочного соединения. Форма этого отверстия должна соответствовать форме замыкающей головки. Потайные замыкающие головки формируются бойком молотка без обжимки.
Чеканы представляют собой зубило с плоской и закругленной рабочей частью и применяются для создания герметичности заклепочного шва, которая достигается за счет подчеканивания краев заготовок в заклепочном шве.
Поддержки, натяжки и чеканы изготавливаются из инструментальной углеродистой стали, а их рабочие части закаливаются.
С помощью этих инструментов ручная клепка осуществляется двумя методами: прямым и обратным.
Прямой метод характеризуется тем, что удары наносятся по стержню заклепки со стороны замыкающей головки.
При обратном методе удары наносят по закладной головке через оправку, а формирование замыкающей головки осуществляется за счет поддержки и обжимки. Качество клепки при этом несколько ниже, чем при прямом методе, поэтому метод обратной клепки применяется только в тех случаях, когда прямой метод применить невозможно,
Пистонница (рис. 5) представляет собой специальный инструмент для развальцовывания трубчатых заклепок. Заклепку 4 устанавливают в отверстие, под замыкающую головку подводят крючок 1, пистонницей 2 осаживают заклепку, подтягивая соединяемые детали друг к другу, и, вращая рукоятку пистонницы, развальцовывают замыкающую головку.
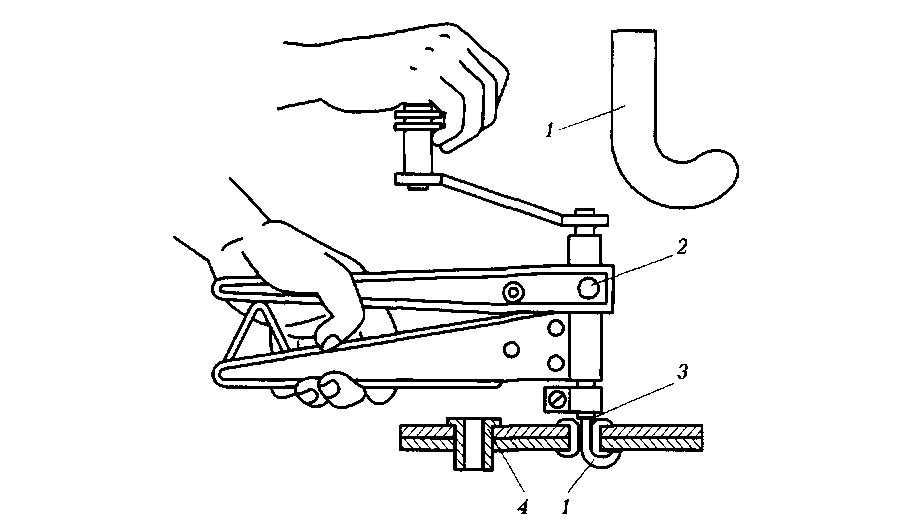
Рис. 5. Пистонница: 1 — крючок; 2 — пистонница; 3 — обжимка; 4 — заклепка
При ручной клепке необходимо соблюдать следующие правила:
- Перед началом работы следует проверить:
- совпадение отверстий в склепываемых деталях;
- соответствие диаметра стержня заклепки диаметру отверстия;
- длину стержня заклепки для получения полноценной замыкающей головки.
2. Зенкование отверстия под потайную головку следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки.
3. Склепывание деталей необходимо производить с упором потайной головки заклепки в плиту, полукруглой закладной головки — в поддержку со сферическим отверстием соответствующего размера.
4. Следует обязательно осаживать склепываемые детали натяжкой с отверстием, соответствующим диаметру стержня заклепки.
5. Запрещается забивать заклепку в отверстие, если заклепка не входит свободно в отверстие.
6. При расклепывании заклепок шарнирного соединения, например плоскогубцев, необходимо прокладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу расклепывания стержня заклепки периодически проверять подвижность шарнирного соединения.
7. При клепке «на весу», т.е. когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирает в закладную головку поддержку, а второй расклепывает стержень заклепки для образования замыкающей головки.
Рис. 6. Приспособление для изготовления заклепок. Рис. 7. Ручной переносной пневматический пресс мод. ПРП5-2:
1 — цилиндр; 2 — скоба; 3,4 — обжимки
8. При кустарном изготовлении заклепок следует использовать пруток или проволоку из мягкой стали, меди или алюминия, применяя для этого специальное приспособление (рис. 6).

Рис. 8. Пневморычажный стационарный пресс мод. КП204-М:
1 — пневматический цилиндр; 2 — скоба; 3,4 — обжимки; 5 — упор; 6 — контргайка; 7 — винт; 8 — тумба; 9 — ограждение; 10 — педаль включения; 11 — автоматическая масленка; 12 — фильтр
Механизация клепки. При выполнении клепки крупногабаритных деталей широко применяют ручные механизированные инструменты и стационарное клепальное оборудование.
Наиболее распространенным механизированным инструментом для клепки является пневматический (реже электрический) клепальный молоток. Клепальные молотки отличаются разнообразием конструкций, но все молотки должны снабжаться гасителями вибраций, которые предупреждают появление профессиональных заболеваний, связанных с постоянным воздействием вибраций на организм.
Для соединения заготовок из листового материала толщиной 4…6 мм заклепками диаметром до 6 мм применяют пневматические прессы: ручной мод. ПРП5-2 (рис. 7) и стационарный мод. КП204-М (рис. 8).
Для соединения заготовок из листовой оцинкованной стали толщиной до 1 мм с использованием трубчатых алюминиевых заклепок широко применяют клепальные клещи.
Читайте также: