Клинико лабораторные этапы изготовления штампованных металлических коронок
Обновлено: 28.09.2024
Коронка предложена Белкиным в 1947 г., которую он назвал «коронка из пластмассы на металлическом базисе». У коронки имеется вырезанное окно с впрессованной пластмассой, по периметру которого имеются дополнительные закрепляющие элементы в виде «ласточкина хвоста». Они и облегание пластмассой культи зуба и металлической основы фиксируют облицовку.
Показания к изготовлению комбинированной коронки по Белкину:
Значительное разрушение зуба вследствие кариеса, его осложнений или других причин, которые не могут быть устранены пломбой или вкладкой;
По эстетическим соображениям;
Если коронка не будет использована в качестве опоры мостовидного протеза большой протяженности.
Достоинства:
Простота изготовления (по сравнению с цельнолитыми);
Щадящая препаровка опорных зубов;
Удобство снятия коронок и удаления из полости рта;
Слабое механическое соединение пластмассы с металлом
Отсутствие основ для длительного плотного прилегания облицовочного материала к металлической конструкции;
Дефекты пластмассовых облицовок (трещины, изменения цвета, выпадение);
Недостаточное прилегание коронки в области шейки зуба, приводящее к травме маргинального пародонта.
Клинико-лабораторные этапы изготовления
1-ый клинический этап – обследование, постановка диагноза, выбор метода лечения, психотерапевтическая подготовка больного, премедикация (если необходима), препарирование зуба, снятие слепков.
1-ый лабораторный этап – получение моделей зубов и фиксация их в окклюдаторе, получение гипсового и металлического штампов, штамповка металлической коронки.
2-ой клинический этап – припасовка металлической коронки, допрепарирование зуба, снятие слепка с культи зуба коронкой с воском и гипсом – со всего зубного ряда.
2-ой лабораторный этап – получение из гипса рабочей модели с коронкой, отбеливание, механическая обработка и полировка коронки, удаление вестибулярной стенки коронки, создание ретенционных пунктов по краям окна. Моделирование вестибулярной поверхности коронки из воска и замена его на пластмассу. Окончательная обработка коронки после полимеризации пластмассы – шлифовка, полировка.
3-ий клинический этап – припасовка готовой коронки после полимеризации пластмассы и фиксация её в полости рта на препарированный зуб.
1-ый клинический этап
Препарируют зуб и получают оттиск так же, как и для штампованной металлической коронки.
1-ый лабораторный этап
Аналогичен первому лабораторному этапу при изготовлении штампованной коронки.
2-ой клинический этап
Припасовка коронки по общепринятой методике. Затем ее снимают с зуба и просверливают в центре передней стенки отверстие диаметром 1,5-2 мм шаровидным или колесовидным бором. Дополнительно сошлифовывают твердые ткани зуба с вестибулярной и с контактных поверхностей с целью создания пространства для пластмассы, что может быть болезненно, поэтому необходимо обезболивание.
После заполняют коронку расплавленным моделировочным воском и накладывают на культю зуба, при этом избыток воска выходит через отверстие в коронке.
Определяют места недостаточного препарирования и дополнительно сошлифовывают их;
Повторно заполнить коронку расплавленным воском;
Вновь накладывают на культю зуба, проверяют окклюзионные взаимоотношения;
Получают общий оттиск вместе с коронкой;
Определяют цвет пластмассы;
Передают коронку в лабораторию.
2-ой лабораторный этап
По оттиску, в котором находится коронка, обычным путем получают гипсовую модель (не допускаются никакие исправления воска внутри коронки);
Коронку снимают с модели;
Шлифуют и полируют как обычно;
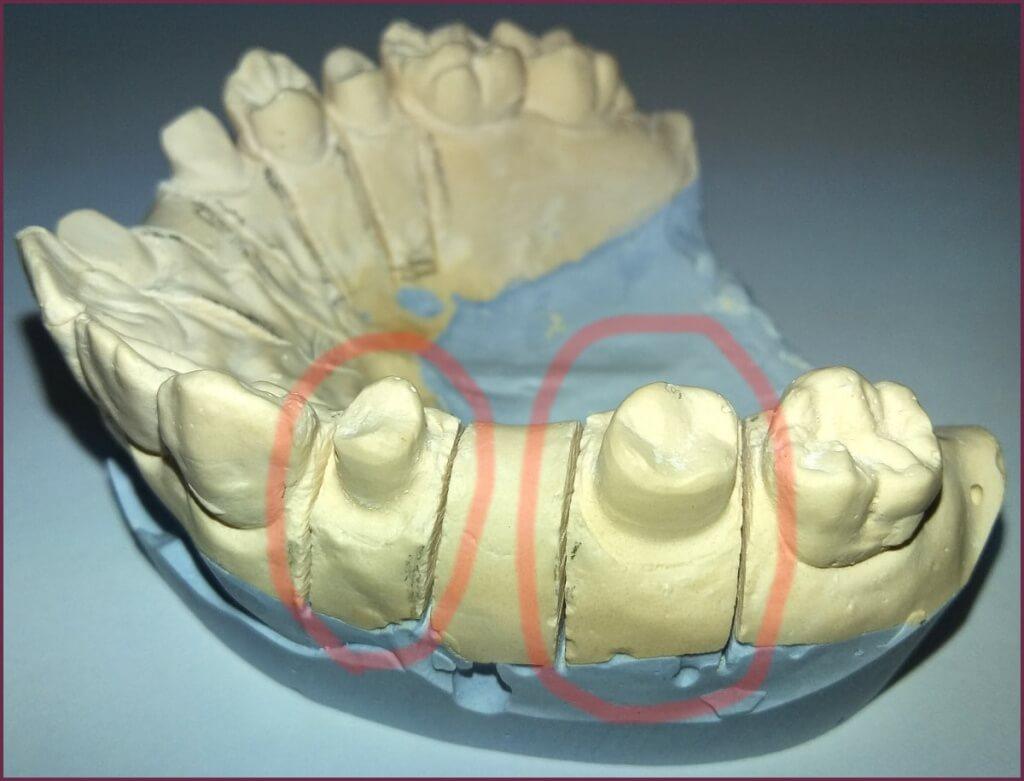
На ее вестибулярной поверхности вырезают сепарационным диском «окно», оставляя узкий (примерно 0,5 мм) ободок в пришеечной части и по режущему краю;
Для укрепления пластмассы по периметру вырезанного отверстия делают колесовидным бором нарезки в форме зубцов;
Подготовленный каркас штампованной коронки устанавливают на рабочую модели, проверяют на деформации после выпиливания «окна»;
Снимают с модели, обезжиривают, маскируют придесневой ободок и остальные участки края коронки у окна специальным белым изоляционным лаком (типа ЭДА).
Вновь устанавливают на рабочую модель и моделируют воском вестибулярную поверхность с учетом рядом стоящих зубов;
Вырезают гипсовый блок, включающий зуб с коронкой и стоящие рядом соседние зубы;
Гипсуют в кювете вестибулярной поверхностью вверх, отливают гипсовый контрштамп;
Собранную кювету - под пресс до окончания кристаллизации гипса;
Вскрывают кювету, выплавляют воск струей кипящей воды и после охлаждения формуют пластмассу соответствующего цвета;
Извлекают из кюветы, отделывают и полируют.
Модификации металлопластмассовой штампованной коронки:
метод Свердлова: зуб препарируют сразу и делают Т-образный разрез посередине вестибулярной поверхности, которая не полируется, а покрывается клеем БФ-2, двуокисью титана, а затем пластмассой.
метод B.C. Куриленко; при втором посещении пациента сам врач вырезает сразу «окно», далее технология аналогична.
3-ий клинический этап
Проверка готовой коронки в полости рта производится по тем же правилам, что и проверка пластмассовой коронки.
Особенности: проверяют точность прилегания коронки к культе зуба, пользуясь копировальной бумагой. Окрасившиеся участки удаляют борами.
Критерии наложения протеза:
Минимальное погружение края коронки под десну по всему периметру шейки зуба; плотный охват культи зуба;
Смыкание с антагонистами без изменения межальвеолярной высоты.
Причины, мешающие правильному установлению коронки на опорном зубе:
неточное изготовление коронки по отношению к рядом стоящим зубам;
плохое качество штампованной коронки;
отлом и смещения культи гипсового зуба при формовке пластмассового теста в кювету.
Точно установив коронку на опорном зубе, приступают к оценке качества воспроизведения анатомической формы. При необходимости сошлифовывают часть пластмассы. При недостатке облицовочного материала вместе с коронкой снимают оттиск, отливают модель и на ней обозначают места повторного наслоения пластмассы. Техник-лаборант моделирует недостающие участки воском, и заменяет его пластмассой по обычной технологии. Готовый протез вновь оценивают в полости рта. Если коронка удовлетворяет всем требованиям, ее подвергают окончательной полировке и укрепляют на опорном зубе фиксирующим цементом.
1.Марков Б.П., Лебеденко И.Ю., Еричев В.В. Руководство к практическим занятиям по ортопедической стоматологии. Ч.1. – М.: ГОУ ВУНМЦ МЗ РФ, 2001. – 662 с.
2.Марков Б.П., Лебеденко И.Ю., Еричев В.В. Руководство к практическим занятиям по ортопедической стоматологии. Ч.2 – М.: ГОУ ВУНМЦ МЗ РФ, 2001. – 235с.
3.Ортопедическая стоматология: Учебник для студентов стоматлогич. фак. мед. вузов. / Под ред. В.Н. Копейкина, М.З. Миргазизова. – 2-е изд. доп. – М.: Медицина, 2001. – 621 с.
4.Трезубов В.Н., Штейнгарт М.З., Мишнев Л.М. Ортопедическая стоматология: Прикладное материаловедение: Учебник для мед. вузов. – СПб.: СпецЛит, 2001. – 480 с.
5.Трезубов В.Н., Щербаков А.С., Мишнев Л.М. Ортопедическая стоматология: Пропедевтика и основы частного курса: Учебник для мед. вузов. – СПб.: СпецЛит, 2001. – 480 с.
6.Руководство по ортопедической стоматологии. / Под ред. В.Н. Копейкина. – М.: Триада-Х, 1998. – 495 с.
Тема №8. Ортопедическое лечение цельнолитыми коронками. Показания к применению. Принципы и методика препарирования под литые коронки. Припасовка и фиксация цельнолитой коронки. Сплавы, применяемые для изготовления цельнолитых зубных протезов.
Цель занятия: научиться определять показания к восстановлению дефектов коронковой части зуба цельнолитой коронкой. Изучить правила и освоить методику препарирования твердых тканей зуба под цельнолитую коронку. Изучить клинико-лабораторные этапы изготовления цельнолитой коронки. Ознакомиться со сплавами металлов, применяемых в ортопедической стоматологии.
Продолжительность занятия: 3 часов.
План практического занятия: Время
1. Организационный момент 5 мин
2. Оценка знаний студентов:
вопросы к исходному уровню знаний: 10 мин
1.Особенности обследования больных при повреждении твердых тканей зуба, показания к проведению дополнительных методов исследования (ЭОД, рентгенография)
2.Какие вы знаете виды уступов при препарировании твердых тканей зуба под литые коронки?
3.Что такое сплавы? Какие сплавы используются для изготовления цельнолитых металлических коронок?
4.Из каких этапов состоит припасовка искусственных коронок?
контрольные вопросы по теме 30 мин
Показания к применению цельнолитых коронок
Клинико-лабораторные этапы изготовления цельнолитой металлической коронки. Клинические и топографо-анатомические обоснования препарирования коронки зуба. Требования к культе зуба.
Сплавы, используемые для изготовления цельнолитых металлических коронок
Хромокобальтовый сплав (химический состав, механические свойства, применение)
Назовите критерии качества изготовления цельнолитой коронки
Какова последовательность фиксации цельнолитой коронки?
3. Обследование тематического пациента ассистентом 30 мин
4. Аудиторная самостоятельная работа студентов: 60 мин
препарирование зуба под литую коронку;
снятие слепков, рабочих («двойной» уточненный) и вспомогательных (альгинатный).
Клинико-лабораторные этапы изготовления штамповано-паяных мостовидных протезов
Замещения дефектов зубных рядов мостовидными протезами является одной из наиболее распространенных и важных проблем ортопедической стоматологии. Одним из методов замещения дефектов зубных рядов является изготовление штамповано-паяных мостовидных протезов. Изложение данного материала обусловлено необходимостью правильного понимания клинических и лабораторных этапов изготовления не только паяных мостовидных протезов, которые можно считать историей ортопедической стоматологи, но и современных технологий изготовления мостовидных протезов.
2. Учебные цели занятия.
- знать показания к изготовлению штамповано-паяных мостовидных зубных протезов;
- знать противопоказания к изготовлению штамповано-паяных мостовидных протезов;
- усвоить лабораторные этапы изготовления штамповано-паяных мостовидных протезов;
- усвоить особенности моделирования промежуточной части мостовидного протеза;
- усвоить технологию пайки.
3. Воспитательная цель:
- Воспитывать у студентов чувство ответственности при оказании стоматологической помощи больным.
Міждисциплінарна інтеграція
| Дисциплины | Знать | Уметь |
| Нормальная анатомия | Строение органов полости рта | Графически изобразить анатомическую форму зуба |
| Гистология | Особенности строения тканей полости рта | Графически изобразить гистологическое строение зуба |
5. Содержание темы:
Клинико-лабораторные этапы изготовления штамповано-паяных мостовидных протезов
Клинический этап:
- подготовка полости рта к протезированию;
- составление плана лечения, препарирование опорных зубов;
- снятие рабочего оттиска и оттиска зубов-антагонистов;
Лабораторный этап:
- изготовление металлических штампованных коронок.
- припасовывание по штампованных коронок;
- моделирование промежуточной части из воска;
- отливка промежуточной части из металла;
- спаивание промежуточной части с коронками;
- припасовка каркаса штамповано-паяного мостовидного протеза;
- определение цвета облицовочного материала.
- моделирование фасеток с воска;
- замена воска на пластмассу;
- обработка, шлифовка, полировка.
- фиксация мостовидного штамповано-паяного протеза;
- удаление остатков цемента.
В зуботехнической лаборатории по полученным оттискам отливают гипсовые модели, проводят гипсрвание в оклюдатор (артикулятор) в положении центрального соотношения челюстей при помощи восковых, гипсовых или силиконовых шаблонов.
После загипсовки моделей в оклюдатор проводят моделирование анатомической формы отпрепарированных опорных зубов, изготовления гипсовых и металлических штампов и контрштампов, штампованных полных металлических коронок. На этом заканчивается первый лабораторный этап.
Изготовленные коронки иногда отбеливают (но не полируют), чаще в чёрном внешнем виде (с окалиной) отправляют в клинику, где проводится второй или третий (в зависимости от способа определения центральной окклюзии) клинический этап.
На этом клиническом этапе опорные коронки примеряют, проверяют центральные соотношения челюстей, получают оттиск вместе с коронками для изготовления промежуточной части мостовидного протеза. После получения окклюзионного оттиска снимают все опорные коронки и направляют в зуботехническую лабораторию.
При склеивании оттиска коронки тщательно размещают в их ложе, следят за тем, чтобы они плотно прилегали не только ко дну, но и в области краёв лунки. Если коронка не будет доведена ко дну лунки, то она будет вне контакта с антагонистами. Особенное внимание необходимо уделять предотвращению поворота зуба вокруг своей оси.
Если коронку трудно ввести в оттиск, то лучше его разъединить и в большую часть вставить коронку, после чего присоединить к нему меньшую, заливают их расплавленным воском. Так же приклеивают коронки до края ячейки сильно разогретым воском с целью предотвращения их смещения после отливки моделей. В середину коронок также необходимо налить воск и вставить по центру небольшие деревянные штифты, чтобы впоследствии коронки можно было легко снять с модели; штифты защищают гипс в таких участках от поломок. Модель отливают, предварительно положив гипсовый отпечаток в воду до насыщения, сопоставляют с моделью антагонирующей челюсти и загипсовуют в оклюдатор, а лучше - в артикулятор.
После фиксации модели в артикуляторе (оклюдаторе) приступают к моделированию промежуточной части мостовидного протеза. В области жевательных зубов, которые незаметны при улыбке, целесообразно отмоделировать литую металлическую конструкцию промежуточной части протеза, в области фронтальных зубов, а иногда и в области премоляров моделируют комбинированную конструкцию, состоящую из металлической основы и пластмассы.
Зубной техник при моделировании промежуточной части должен особое внимание обратить на форму жевательной поверхности. Неправильное моделирование может быть причиной потери опорных зубов или их антагонистов в случае функциональной перегрузки при движении нижней челюсти. Бугорки жевательных зубов должны быть закругленными, не резко выраженными, не создавать блокировочных моментов во время движений нижней челюсти.
Особые требования существуют к конструкции промежуточной части. Большое значение имеет ее форма и отношение к прилегающим тканям протезного ложа слизистой оболочки альвеолярного отростка и воротниковой части.
Во фронтальном и в боковых отделах зубной дуги положения промежуточной части неодинаково. Если во фронтальном отделе она должна касаться слизистой оболочки без давления на нее, для этого модель в этой проекции покрывается изоляционным лаком, то в боковом отделе между промежуточной частью протеза и слизистой оболочкой, покрывающей беззубый альвеолярный отросток, должно оставаться свободное пространство, которое не будет препятствовать прохождению пищевых компонентов (промывное пространство).
При касательной форме отсутствие давления на слизистую оболочку проверяют зондом, проводя острым концом между слизистой оболочкой и промежуточной частью. В боковых отделах зубного ряда создают промывное пространство, примерно 2-3,5 мм (на толщину спички), это особенно касается нижней челюсти. На верхней челюсти промывное пространство делают меньших размеров, учитывая степень обнажения зубов при улыбке. В каждом конкретном случае этот вопрос решается индивидуально (рис. 1.).
Рис. 1. Формы промывной части мостовидного протеза: а - касательная для фронтальной группы зубов, б – промывная часть при высоких клинических коронках; в – промывная часть при низких клинических коронках; г - седловидная металлическая д, е – промывная часть с облицовкой вестибулярной или вестибуло-жевательной поверхности; є- седловидная часть с облицовкой жевательной и боковой поверхностей.
В литейной лаборатории проводят замену воска на металл.
Для получения металлических деталей с помощью литья используют два способа:
1) метод литья из моделирующих восков, который выгорает;
2) метод литья на огнеупорных моделях.
Процесс литья включает ряд последовательных операций:
1) изготовления восковых моделей;
2) установку литнико-образующих штифтов и создание литниковой системы;
3) покрытие моделей огнеупорным слоем;
4) формирование модели огнеупорной массой;
5) выплавления воска;
6) высушивание и спекания модели;
7) плавления сплава;
9) высвобождения деталей от огнеупорной массы и литников.
При литье зубопротезных деталей важна борьба с усадкой металла. Этому подчинены все промежуточные операции уменьшения усадки восковых композиций, создания специальных компенсационных формовочных масс, создания системы и определение характера литников, методов плавки.
Литье может производиться как в специальных литьевых аппаратах, так и в аппаратах, где сочетаются плавка и литье металла.
В зависимости от характера воздействия на металл различают следующие методы литья:
а) литье под давлением;
б) центробежное литье;
в) вакуумное литье.
После окончания процесса литья техник-литейщик высвобождает зуботехнические детали из опоки. При литье деталей из нержавеющей стали приходится порой наблюдать плотное спекание первого огнеупорного слоя с металлом. В таких случаях очистку деталей проводят раствором кислоты или щелочи, ультразвуком в специальной ванне или с помощью пескоструйной аппарата.
Промежуточную часть мостовидного протеза можно спаять с опорными коронками непосредственно на модели или без нее. В первом случае плотно прилегающую промежуточную часть скрепляют с короткими частями липким воском и загипсовывают протез в огнеупорную смесь гипса с пемзой, песком и т.д. так, чтобы жевательные поверхности коронок и литых зубов оставались открытыми. Такой способ использовался раньше при спайке золотых мостовидных протезов.
Если мостовидный протез должен быть спаян без модели, тогда коронки надо легонько подогреть над пламенем горелки, чтобы освободить их от воска, которым они были заполнены ранее. Коронки и модель очищают от остатков воска, поверхности, которые будут спаиваться, должны быть чистыми, без окалины, жирного налета. Коронки и литые зубы снова располагают на модели и скрепляют липким воском. Охладив модель, осторожно снимают мостовидный протез с модели и гипсуют в огнеупорной массе.
Существует относительно новый метод точечной электросварки с помощью специального аппарата. Поверхности стальных и хромокобальтовых протезов должны быть очищены от окалины, их размещают на рабочей модели. К двум участкам подводят электроды и включают ток на очень короткий промежуток времени. На контактных поверхностях проходит точечная сварка, которая позволяет проводить в будущем спаивание деталей без гипсования.
Пайка деталей из стали и золотых сплавов, как отмечалось ранее, проходит по-разному при помощи подобного сплава с более низкой температурой плавления.
Припой должен отвечать следующим требованиям:
1) иметь температуру плавления ниже, чем у основных металлов, на 50-100 ° С и узкий температурный интервал плавления;
2) хорошо флюсовать, т.е. быть жидкотекущим;
3) хорошо диффундировать, проникать в толщу основных металлов;
4) быть устойчивым к воздействию кислот и щелочей;
5) быть подобным к основным металлам по цвету;
6) обладать стойкостью против коррозии в полости рта;
7) по физико-механическим свойствам приближаться к металлам, которые спаивают;
8) не создавать раковин и пузырьков.
Флюсы должны иметь следующие свойства:
1) температуру плавления ниже, чем температура плавления припоя;
2) легко растекаться по металлической поверхности;
3) распадаться и выветриваться при температуре плавления;
4) удалять все окислы (окислители), образующиеся на поверхности металла при пайке;
5) легко удаляться с поверхности по окончании процесса пайки.
После пайки мостовидный протез погружают в воду, отбеливают, промывают в кипящей воде, снимают остатки припоя и начинают шлифовка и полировка.
Вещества, которые служат для растворения окалины, называются отбеливателями. Отбеливатели подбирают с таким расчетом, чтобы они хорошо растворяли окалину и как можно меньше действовали на металл. Нержавеющая сталь при термической обработке покрывается толстым слоем окислительной плёнки, для снятия которой необходимо применить сильные химические средства, содержащие соляную и серную кислоты. Технику рекомендуется пользоваться этими растворами, знать режим отбеливания и соблюдать его.
После отбеливания и обработки мостовидного протеза его шлифуют различными кругами, жёсткими и мягкими щетками. После этого полируют, используя различные пасты в зависимости от материала, из которого изготовлен мостовидный протез. Промежуточную часть мостовидных протезов облицовывают акриловой пластмассой "Синма-М". После замены воска на пластмассу протез опять шлифуют и полируют. После полировки его промывают водой с мылом, затем спиртом и отправляют в клинику для фиксации. На этом заканчивается последний лабораторный этап изготовления паяного мостовидного протеза.
Клинико-лабораторные этапы изготовления штампованных коронок. Основные и вспомогательные материалы, применяемые при изготовлении данной конструкции.
1. Значительное разрушение зуба вследствие кариеса, его осложнений, дефекты коронковой части зубов, которые не могут быть устранены пломбой или вкладкой.
2. Для покрытия зубов, которые являются опорными, особенно если надо изменить их форму.
3. В качестве опорных коронок при изготовлении мостовидных протезов.
4. При патологической стираемости для предупреждения развития дальнейшего стирания.
5. При аномалии формы, цвета, структуры зубов.
6. Для крепления различных ортодонтических или челюстно-лицевых аппаратов.
7. Для шинирования при заболеваниях пародонта и при переломах челюстей.
Виды искусственных коронок :
. По конструкции или по величине и способу охвата зуба:
1) полные, то есть покрывающие все поверхности зуба;
2) экваторные, то есть доходящие до экватора зуба;
3) коронки со штифтом;
4) телескопические коронки;
5) окончатые или фенстер-коронки.
II. По методу изготовления:
3) паяные (шовные) — сейчас практически не применяются.
III. В зависимости от материала:
1) металлические (сплавы золота, нержавеющая сталь, кобальтохромовые сплавы (КХС), серебрянопалладиевые, титановые);
2) неметаллические (пластмассовые, фарфоровые);
3) комбинированные, то есть облицованные пластмассой, фарфором или другими керамическими массами (ме-таллопластмассовые и металлокерамические).
IV. По назначению:
Правила препарирования зубов под различные виды искусственных корок. (штампованную, цельнолитую металлическую, пластмассовую, керамическую, металлокерамическую)
Препарирование зуба под штампованную коронку
1. Сначала препарируют с помощью алмазных или карборундовых кругов окклюзионную поверхность на 0,28 – 0,5 мм. Толщина меняется в зависимости от материала, будет ли напыление. В случаях, когда берется золотой сплав или серебряно-палладиевый, то сошлифовывают больше тканей, особенно с жевательной поверхности у коренных и с режущего края у резцов, так как на внутреннюю поверхность будет заливаться припой из золота для увеличения сроков службы протеза.
2. Проверяют наличие достаточного пространства между препарируемым зубом и антагонистом с помощью мягкой полоски воска, прося больного накусить её, оценку разобщенности делают по отпечаткам.
3. Затем приступают к препарированию апроксимальных поверхностей сепарционными алмазными дисками, фасонными головками.
4. Заканчивают препарирование под штампованную коронку с щечной и небной поверхностей. Культя должна стать цилиндрической, её диаметр должен быть совпадать с диаметром шейки. Тогда штампованная коронка сядет плотно и легко зайдёт в десневой карман. Если диаметр будет отличаться, то искусственная коронка либо не залезет, либо будет болтаться.
Препарирование зубов под цельнолитые металлические коронки
Отличительной особенностью препарирования под цельнолитые коронки является необходимость создания конвергенции стенок зуба от 2° (для изготовления одиночных коронок) до 6-8° (при препарировании 3-4 рядом
стоящих зубов). Величина сошлифовываемых твердых тканей зуба составляет 0,5-0,8 мм, а с жевательной поверхности до 1 мм. В придесневой части желательно создавать символ уступа, как ориентир края коронки для зубного техника. В остальном препарирование зубов ведется по тем же правилам, что и препарирование зубов под штампованную коронку.
Препарирование зубов под фарфоровые, пластмассовые и комбинированные коронки
Подготовку зуба начинают с сепарации контактных поверхностей. Для этого используют тонкие цилиндрические алмазные головки, диаметр которых должен быть меньше ширины уступа. Режущую поверхность головки располагают отступя от рядом стоящего зуба и удерживают ее под небольшим углом к оси зуба (3-5°). Сняв ткани в области межзубного контакта, постепенно продвигаются к шейке зуба, где на уровне десны намечают уступ. Ширина уступа для фарфоровых и пластмассовых коронок составляет 0.3-0.5мм, для комбинированных с пластмассовой и керамической облицовкой -1-1.5мм.
Приступая к подготовке вестибулярной поверхности необходимо предварительно нанести маркировочные борозды. Глубина борозд должна соответствовать слою твердых тканей зуба, который планируется сошлифовывать, и может варьировать от 1 до 2 мм. Аналогичные борозды наносятся на оральной поверхности. Для этого применяют специальные калибровочные боры, с заданным диаметром рабочей поверхности. При их отсутствии, возможно ориентироваться на диаметр хвостовика алмазной головки для турбинного наконечника (1,6 мм). Затем твердые ткани зуба сошлифовываюг с губной и оральной поверхности до дна ориентировочных борозд, используя крупнозернистые алмазы (величина зерна -140-120 мкм - черная маркировка). В пришеечной части ткани снимают, отступив от десны на 0.5-1 мм, одновременно формируя наддесневой уступ. Проведя грубую обработку боковых поверхностей зуба, переходят к укорочению клинической коронки. На передних зубах поверхность режущего края скашивается в оральном направлении примерно под углом 45° к продольной оси зуба. Жевательную поверхность удобнее подготавливать специальными бочкообразными алмазными головками, сохраняя присущую ей индивидуальную клиническую форму. Толщина снимаемых тканей для пластмассовых и фарфоровых коронок должна составлять 1 - 2 мм, для комбинированных - 1.5-2 мм. Вершины бугров жевательных зубов должны быть закруглены. Жевательной поверхности необходимо придавать вид,
151-В, тема №2, Таримов Кирилл Олегович
присущий другим функционирующим зубам с учетом возрастного стирания твердых тканей.
Уступ, виды уступов.
Существуют способы обточки зубов с уступом:
Ножевидный уступ (на англ. Knife-edge). Очень часто используется. Его ширина составляет 0,3-0,4 мм. Это оптимальный вариант для препарирования наклонных зубов и под литые металлические коронки.
Плечевой уступ (на англ. Shoulder). Самый неэкономичный вид с шириной 2 мм, он требует удаления нерва зуба (то есть депульпирования). Он обладает самыми высокими показателями с эстетической точки зрения, а также позволяет добиться надежной фиксации.
Обточка зуба без уступа является сложной проблемой для стоматолога, коронка не сможет плотно прилегать к зубной поверхности. Все это значительно усложнит уход за зубными коронками и увеличит риск развития кариеса.
Клинико-лабораторные этапы изготовления штампованных коронок. Основные и вспомогательные материалы, применяемые при изготовлении данной конструкции.
Клинические этапы изготовления штампованной коронки
2. Выбор цвета вместе с пациентов
3. Снятие слепка
4. Передача конструкции технику, лабораторные этапы, возврат готовой коронки врачу
5. Примерка протеза, коррекция
6. Окончательная фиксация на цемент.
Лабораторные этапы изготовления штампованной коронки
1. Получение гипсовой модели.
2. Загипсовка моделей в положении центральной окклюзии в ртикулятор или окклюдатор.
3. Послойно наносят моделирующий воск в расплавленном состоянии на десну, создание восковой модели.
4. Изготовление гипсового штампа, замена его на штамп из легкосплавного металла
штампованные коронки
2) обезболивание твердых тканей зуба (при необходимости). Препарирование зуба. Эта манипуляция является закономерной необходимостью, вытекающей из требований, предъявляемых к искусственной коронке.
а) препарирование проводят острыми центрированными алмазными инструментами;
б) движения прерывистые и плавные;
в) используют воздушные и водяные охлаждения, орошение полости рта перманганатом калия;
г) применяют высокооборотные турбинные установки со скоростью вращения бора от 300–350 тыс. об/мин;
д) необходимо по возможности экономно сошлифовывать твердые ткани зуба.
Этапы препаровки зуба для изготовления металлической штампованной
а) сошлифовывание жевательной поверхности (режущего края) на толщину коронки — 0,3 мм, сохраняя анатомическую форму (бугры и фиссуры у жевательных зубов, медиальные и дистальные углыу фронтальных зубов); 29
б) препаровка вестибулярной и оральной поверхностей. Толщина снимаемого слоя зависит от формызуба и диаметра шейки;
в) сепарация и обработка медиальной и дистальной контактных поверхностей;
г) заглаживание острых краев.
Удаление твердых тканей производят с таким расчетом, чтобы диаметр коронки зуба был равен диаметру шейки зуба. После препарирования зуб должен иметь гладкую поверхность, по возможности цилиндрическую форму, а при невозможности этого — конусную с основанием у шейки;
3) получение оттисков (рабочего и вспомогательного), определение центрального соотношения челюстей.
Первый лабораторный этап:
1) изготовление гипсовых моделей (рабочей и вспомогательной), сопоставление их положения центральной окклюзии по определенным признакам,загипсовка в окклюдатор или артикулятор; 2) моделирование формы восстанавливаемого зуба (очерчивание клинической шейки зуба, наслоение моделировочного воска, окончательная моделировка на затвердевшем воске). Отмоделированный зуб по объему должен быть меньше восстанавливаемого на толщину слоя металла (0,25–0,3 мм); 3) вырезание гипсового штампа, его разметка; 4) изготовление металлического штампа из легкоплавкого металла. Для каждого зуба отливают 2 штампа, из которых первый используют для окончательной штамповки, а второй — для предварительной; 5) подготовка (нержавеющая сталь) или изготовление (золото, платина)гильз к штамповке. Для получения гильзы соответствующего диаметра необходимо ее уменьшить по диаметру с помощью аппарата для протягивания гильз«Самсон» или «Шарп». В процессе работы гильзу необходимо неоднократноподвергать термической обработке для восстановления прежней структуры металла; 6) предварительная штамповка коронки. Для ее проведения используют
штамп из легкоплавкого сплава№ 2, наковальню, свинцовое основание, молоток;
7) окончательная штамповка коронки. Она может быть наружной, внут-
ренней и комбинированной:
Метод наружной штамповки коронок по Паркеру. Аппарат Паркера
состоит из двух частей — пустотелого основания и входящего в него цилиндра,
наружный конец которого представляет собой массивную гладкую площадку.
Полость основания заполняется мольдином (смесь белой глины и глицерина)
или невулканизированным каучуком. Для этих же целей могут применяться ме-
ханические, гидравлические или пневматические прессы, облегчающие и уско-
ряющие процесс штамповки коронок. Металлический штамп зуба с надетой на
него предварительно отштампованной коронкой обертывают полотняной мате-
рией или плотной бумагой (для предупреждения попадания мольдина между30
коронкой и штампом) и после установления его строго по центру жевательной
поверхностью вниз ударами молотка или прессовкой в специальном прессе
вколачивают в массу. При этом мольдин или каучук выполняют роль контр-
штампа, равномерно передающего давление во всех направлениях и способст-
вующего плотному прилеганию коронки к поверхностиметаллического штампа.
Метод внутренней штамповки коронок. Этот метод применялся рань-
ше при наличии сильно разрушенных зубов, на которые нужно было изготовить
коронки, а гипсовый оттиск не мог точно передать отпечаток шейки зуба. Для
внутренней штамповки применялся аппарат, состоящий из трех частей: массив-
ной медной или стальной кюветы с выступами внутри для облегчения раскалы-
вания контрштампа из легкоплавкого металла, подставки для удаления легко-
плавкого металла из кюветы и резинового конуса, составляющего дно кюветы,
с металлическим штифтом для укрепления гипсового зуба.
Методика штамповки: вначале укрепляют на штифте гипсовый штамп с
кольцом, затем устанавливают на конус кювету и заполняют ее металлом. По-
сле этого удаляют металл, раскалывают его для извлечения гипсового зуба с
кольцом. Подбирают гильзу соответствующего диаметра, устанавливают ее
между половинами контрштампа и вводят в кювету. Гильзу наполняют дробью
или мягким каучуком и вколачивают внутрь металлической формы вначале де-
ревянными палочками, затем металлическими стержнями.
Метод комбинированной штамповки коронок. Этот метод включает
элементы наружной и внутренней штамповки и поэтому называется комбини-
рованным, а именно: из наружной штамповки заимствован способ изготовления
металлического штампа, а из внутренней — металлического контрштампа. Ап-
парат состоит из стальной кюветы, внутренние поверхности которой сведены
на конус и имеют по средней линии два выступа, облегчающих раскалывание
контрштампа. Кювета имеет подставку в виде металлического кольца. Дно кю-
веты имеет отверстие диаметром 1 см, чтобы можно было удалить контрштамп.
Для центрирования металлического штампа к кювете прилагается держатель,
который, фиксируя штамп, устанавливается в центральные вырезки ее верхней
Методика штамповки: поверхность металлического штампа обертывают
одним слоем липкого пластыря, оставляя свободной окклюзионную поверх-
ность или режущий край. Это соответствует толщине металлической коронки.
Для этого же можно смазать поверхность штампа маслом и обсыпать тальком.
Установив держатель со штампом по центру кюветы, в нее наливают расплав-
ленный легкоплавкий сплав, после затвердевания которого кювету устанавли-
вают на подставке кверху дном, удаляют вату из отверстия дна кюветы и, вста-
вив в отверстие пестик, ударами молотка удаляют контрштамп. Раскалывание
контрштампа и освобождение из него металлического штампа осуществляют с
помощью зубила или гипсового ножа, которые вставляют в углубление на бо-
ковой поверхности штампа. С поверхности металлического зуба удаляют лип-
кий пластырь, наколачивают предварительно отштампованную коронку и, ус-
тановив в углублении контрштампа, заколачивают последний в кювету, чтобы31
он занял прежнее положение. Штамп с коронкой освобождают от контрштампа
описанным выше способом, т. е. выбиванием контрштампа, разъединением его
на части, выделением штампа, его расплавлением и освобождением коронки.
Отштампованную коронку термически обрабатывают, подрезают края
соответственно проштампованной канавке от металлического штампа, создают
фальц по краю и проверяют ее на гипсовом штампе. Одиночные коронки перед
направлением в клинику отбеливают, кипятят, протирают; если же коронка
предназначена для якорного крепления мостовидного протеза, то ее не отбели-
вают из-за опасности истончения. Такие коронки отбеливают после оконча-
тельного изготовления мостовидного протеза.
Второй клинический этап: припасовка коронки в полости рта. Проводит-
ся, исходя из перечисленных выше требований, которым должна отвечать ис-
кусственная коронка. При проведении припасовки обращают внимание:
а) на анатомическую форму коронки;
б) наличие экватора, взаимоотношение с соседними зубами (контактный
в) рельеф отштампованной жевательной поверхности или режущего края,
учитывая возрастные особенности пациента;
г) соотношение края искусственной коронки и шейки зуба, длину корон-
ки, положение края коронки в области межзубных десневых сосочков;
д) взаимоотношение с зубами-антагонистами во всех видах окклюзии;
е) на топографию эмалево-цементной границы.
Второй лабораторный этап: отбеливание, шлифовка и полировка искусст-
венной коронки. Отбеливание проводят в специальном растворе, согласно ин-
струкции, до снятия окалины. Механическую обработку проводят порошком,
шлифовальной бумагой, эластическими кругами, после чего проводят оконча-
тельную шлифовку и полировку (паста ГОИ, фильц, бархотка).
Третий клинический этап: окончательная припасовка коронки и ее фик-
сация в полости рта на цемент.
а) обработка коронки (промывание перекисью водорода, обезжиривание
спиртом, высушивание воздухом);
б) подготовка фиксирующего материала. Нанесение на стеклянную пла-
стинку порциижидкости и порошка, изоляция зуба ватными тампонами;
в) медикаментозная обработка культи зуба 3 %-ным раствором перекиси
водорода, спиртом, высушивание теплым воздухом;
г) приготовление цементной массы. Порошок цемента постепенно добав-
ляют к жидкости и тщательно растирают до сметанообразной консистенции.
Коронку заполняют на 2/3 глубины цементом;
д) фиксация коронки. Наложение коронки на зуб, больной плотно смыка-
ет зубные ряды. Проводится проверка окклюзионных взаимоотношений при
центральной окклюзии; 32
е) удаление остатков цемента, наставления больному. После затвердева-
ния цемента его излишки удаляются с помощью экскаватора. Через 2 ч больной
может принимать пищу.
Ошибки и осложнения
при примененииметаллических штампованных коронок
1. Ошибки, допущенные в процессе препарирования:
а) препарирование зубов без обезболивания при гиперестезии эмали и
дентина и у пациентов с сердечно-сосудистыми заболеваниями (изменение кро-
вяного давления, ритма сердечной деятельности, чувство страха, возбуждение);
б) недостаточное препарирование твердых тканей зубов на жевательной
(или режущей), вестибулярной, оральной, медиальной, дистальной поверхно-
стях зуба. Это приводит к повышению прикуса при смыкании зубных рядов,
вызывает перегрузку периодонта в различных фазах артикуляционных движе-
ний нижней челюсти и, как следствие, приводит к травматическому периодон-
титу. При недостаточном сошлифовывании твердых тканей зуба с его вестибу-
лярной, оральной, медиальной, дистальной поверхностей диаметр зуба будет
больше диаметра его шейки. В этом случае искусственная коронка будет не-
плотно охватывать шейку зуба. Это, в свою очередь, будет способствовать по-
явлению циркуляторного кариеса, расцементировке коронки и развитию хро-
нического воспаления десны;
в) чрезмерное сошлифовывание эмали и дентина (перегрев твердых тка-
ней зуба, пульпы, вскрытие полости зуба, пульпит);
г) ранение слизистой оболочки десны, щеки, дна полости рта, языка.
2. Ошибки, допущенные в процессе получения оттисков и определения
центрального соотношения челюстей:
а) оттиск с расплывчатым, нечетким отображением шейки препарирован-
ного зуба не позволяет зубному технику изготовить точную, плотно охваты-
вающую шейку зуба коронку;
б) моделировка жевательной поверхности (режущего края) наугад или от-
сутствие такой моделировки.
3. Ошибки, допущенные в процессе лабораторных этапов изготовления
a) неправильная моделировка;
б) чрезмерное удлинение искусственной коронки на гипсовом штампе,
сужение или расширение в области шейки зуба;
в) недоштамповка жевательной поверхности (режущего края) или прише-
ечной части искусственной коронки.
4. Ошибки, допущенные в процессе припасовки коронки в полости рта:
a) невыявление и неустранение ошибок, допущенных на предыдущих
б) несоответствие коронки предъявляемым требованиям;
в) чрезмерное продвижение края коронки под десну и, как следствие, грубое
разрушение циркулярной связки имягких тканеймаргинального периодонта. 33
5. Ошибки, допущенные в процессе фиксации коронки в полости рта:
а) недостаточное обезжиривание и высушивание культи зуба (расцемен-
б) применение слишком жидкого фиксирующего материала (расцементи-
в) применение слишком густого фиксирующего материала (повышение
прикуса на коронке, травматическая перегрузка зуба, тяжелые патологические
Изготовление штампованной коронки этапы изготовления
Штампованные коронки представляют собой один из распространенных вариантов реставраций для восстановления эстетики зубных рядов, функциональных характеристик. Это имитации естественной формы зуба в виде колпачка, который одевается на подготовленную культю, либо стандартный абатмент или индивидуальный.
Все этапы процесса изготовления и установки делят на клинический и лабораторный, предлагаем подробнее ознакомиться с каждым из них.

Изготовление коронок для зубов, препарирование

Затем формируется два оттиска с верхней и нижней челюсти пациента:
В этом случае задействуются оттискные массы, альгинатные или полиэфирные. Процесс проходит по классической схеме с использованием ложек, в которые загружается состав, после чего вдавливается на челюсть и фиксируется до схватывания отпечатка. Готовые изделия оцениваются на предмет соответствия требованиям реставрации, дезинфицируются.
Изготовление коронок — чередование этапов
Далее начинается первый лабораторный этап – отливаются гипсовые модели челюстей, а так же формируются восковые базисы с окклюзионными валиками, которые позволяют выявить соотношения челюстей и единиц при естественных движениях. Валики используются не для всех операций.
Затем снова проводится клинический этап, который сводится к определению центральной окклюзии. Это основное отношение челюстей, которое необходимо для создания качественной реставрации.
Снова лабораторный этап, подразумевающий подготовку придесневой части гипсовой единицы, это необходимо для изготовления штампованной коронки. В процессе происходит гравировка шейки скальпелем, придающая контуру четкость и выраженную ступеньку границы, шейка обозначается химическим карандашом.
Модели из гипса фиксируются в артикуляторе или окклюдаторе, осматриваются визуально на предмет явных отклонений, проверяется степень разобщения с антагонистами. Четкость контуров шейки повышается за счет снятия излишков или наплывов гипса, для этого задействуется глазной скальпель. Шейка обводится химическим карандашом, по апроксимальным сторонам штампа проводится сепарация.
Изготовление коронок — моделирование и штампы
Моделирование проводят при помощи специального одноименного воска, на гипсовую культю он укладывается слой за слоем до получения необходимого объема. Затем заготовка обрабатывается для передачи естественной геометрии и всех поверхностей коронковой части.

Последовательность следующая:
До линии шейки сохраняется небольшой отступ, буквально в 1-1,5 мм, в противном случае будет увеличен объем этого участка и не удастся добиться плотного обхвата основания искусственным изделием. Важно воссоздать компонент не полностью идентичный природному, а уменьшить его объем на толщину металла будущей коронки.

Затем формируется штамп из гипса – заготовка для металлического. Из гипса плоской пилочкой вырезается модель, диаметр нижней части которой равен диаметру шейки зуба. После выпиливания штамп опускается в холодную воду на 5-10 минут.
Более сложным и многоэтапным является изготовление штампа из металла.
Для этого создается форма из двух половин, которая создается на основе металлической рамки со следующими параметрами:
— борта высотой 20 мм;
— длина 150-200 мм, но может быть больше.

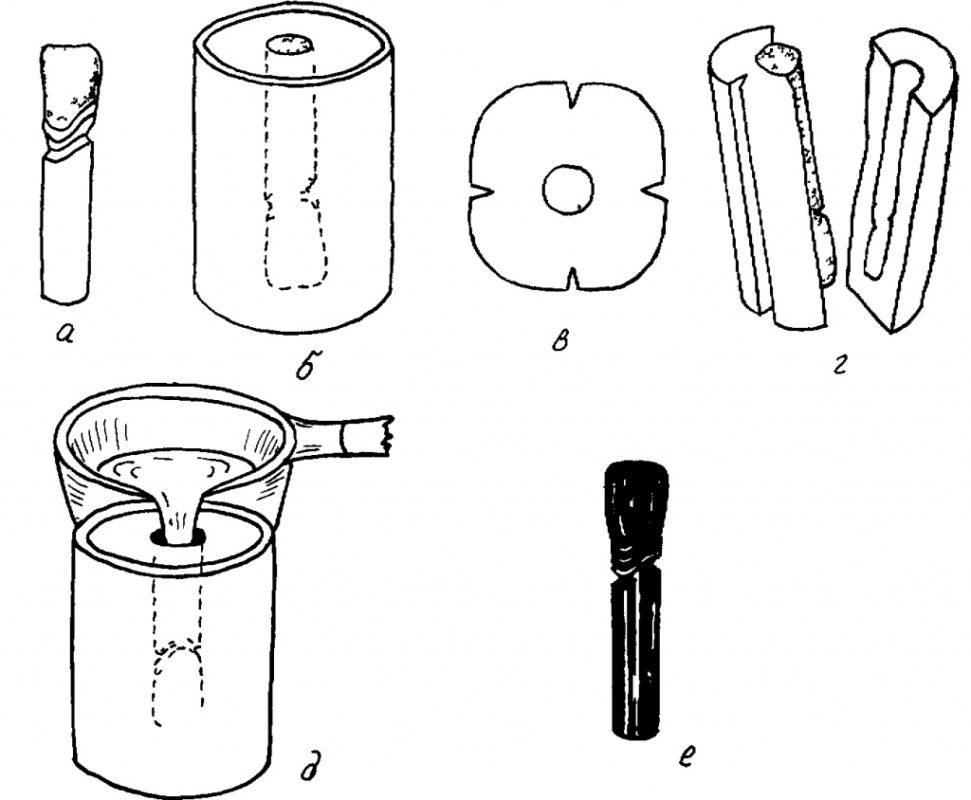
В эту форму заливают замешанный гипс, который сглаживается шпателем. За это время (пока заполнялась и разглаживалась рамка) заготовки штампов пробыли в холодной воде достаточное время, их извлекают. В гипс компоненты погружаются апроксимальной стороной на половину, расстояние между заготовками 5 мм. Затвердевшую гипсовую форму извлекают из металлической рамки и выравнивают поверхность, по краям бруска формируют два углубления в виде конуса.
Брусок погружают в воду, холодную, выдерживают так 2-3 минуты и заливают 20-30 мм гипса, чтобы получить вторую половину формы. Выдерживается необходимое время для твердения, после чего форма раскрывается, заготовки удаляются, ложе расширяется у основания и обе половины совмещают по созданным ранее коническим выступам.
Заливается для штампов легкоплавкие металлы, которые расплавляются в специальной ложке, оснащенной деревянной ручкой. Для заливки используются отверстия в ложе, далее необходимо выждать время для застывания металла. Охлажденные половинки с штампами раскрывают, готовые компоненты удаляют и отправляют на дальнейшие этапы.
Изготовление коронок — гильза и предварительная штамповка
Гильза для выполнения следующего этапа используется стандартная, диаметр подбирается аналогичный диаметру шейки зуба. Если из существующего ассортимента ничего не подходит, можно подогнать под необходимые параметры стандартную гильзу, путем ее протяжки.
Для этого используются аппараты “Шарп”, “Самсон” или аналогичные по возможностям. Если деталь подготовлена правильно, то на штамп она натягивается плотно, с приличным усилием. После постановки ее обжигают.

Далее необходимо провести предварительную штамповку коронки, с этой целью гильза обрабатывается механически на наковальне, небольшим молотком, снова проводится обжиг. Теперь первый штамп используется, чтобы выбить в свинцовой пластинке углубление, идентичное жевательной поверхности и режущей кромке на штампе.
Гильза надевается на штамп и он вбивается в другую гильзу, которая помещена в углубление свинцовой пластины. Необходимо получить отпечаток поверхности зуба, после чего гильза повторно проходит этап температурной обработки (обжига).
Изготовление коронок — окончательная штамповка
Окончательная штамповка коронки проводится двумя методами:
— по методу Паркера.
В первом случае после описанной предварительной штамповки нужно получить контрштамп. Для этого второй штамп покрывается липким пластырем толщиной в пределах 0,25-0,28 мм. Кювету с конически сужающимся дном заливают легкоплавким сплавом и погружают в него полностью штамп коронковой частью вниз. После твердения сплава на кольце-подставке выбиваются контрштампы при помощи пестика.

Далее контрштампы раскалывают зубилом на две половины, пластырь с металлической детали удаляется, надевается отожженная гильза и вставляется в контрштамп на место ложа. Контрштампы помещаются в кювету, коронка штампуется молотком, необходимо наносить удары до того момента, пока контршатмп не дойдет до исходной позиции на дне кюветы.
Метод Паркера подразумевает использование одноименного аппарата, в нем происходит окончательная штамповка с использованием нового штампа.
Конструктивно аппарат Паркера – это массивная пустотелая основа и цилиндр, который в нее входит. Полость заполняется вулканизированным каучуком/мольдином, в этом веществе происходит окончательная штамповка за счет помещения в него гильзы коронковой частью внутрь и механического воздействия (ударами молотка по цилиндру). При необходимости используют пресс, развивающий давление в 2-3 атмосферы.
Готовая коронка снимается со штампа, очищается, кипятится в пробирке с соляной кислотой. Кромка обрезается коронковыми ножницами, необходимо точно соблюсти линию углубления. Если выпускается изделие из стали, то края обрабатываются карборундовыми камнями, если из золота – то достаточно использовать напильник для сглаживания.
Финальные клинико лабораторные этапы изготовления штампованной коронки
В финале изготовленная коронка примеряется в ротовой полости и все выявленные недостатки корректируются. Важно убедиться в отсутствии видимых повреждений и гладкости поверхности, все поверхности и края должны быть четко выражены.
Читайте также: