Композиционные материалы с металлическими волокнами
Обновлено: 17.05.2024
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ (композиты) – многокомпонентные материалы, состоящие, как правило, из пластичной основы (матрицы), армированной наполнителями, обладающими высокой прочностью, жесткостью и т.д. Сочетание разнородных веществ приводит к созданию нового материала, свойства которого количественно и качественно отличаются от свойств каждого из его составляющих. Варьируя состав матрицы и наполнителя, их соотношение, ориентацию наполнителя, получают широкий спектр материалов с требуемым набором свойств. Многие композиты превосходят традиционные материалы и сплавы по своим механическим свойствам и в то же время они легче. Использование композитов обычно позволяет уменьшить массу конструкции при сохранении или улучшении ее механических характеристик.
То, что малые добавки волокна значительно увеличивают прочность и вязкость хрупких материалов, было известно с древнейших времен. Во времена египетского рабства евреи добавляли солому в кирпичи, чтобы они были прочнее и не растрескивались при сушке на жарком солнце. Одно из самых древних, по всей видимости, описаний изготовления композиционного материала приводится в Ветхом Завете (Исход, гл. 5):
«И пришли надзиратели сынов Израилевых и возопили к фараону, говоря: «Для чего ты так поступаешь с рабами твоими? Соломы не дают рабам твоим; а кирпичи, говорят нам, делайте. И вот рабов твоих бьют; грех народу твоему». Но он сказал: «Праздны вы, праздны; поэтому и говорите „Пойдем, принесем жертву Господу". Пойдите же, работайте. Соломы не дадут вам, а положенное число кирпичей давайте».
Подобные технологии существовали у многих народов. Инки использовали растительные волокна при изготовлении керамики, а английские строители до недавнего времени добавляли в штукатурку немного волоса.
Другой композит, известный еще в Древнем Египте, содержал намного больший процент волокон, чем египетские кирпичи. Оболочки для египетских мумий делали из кусков ткани или папируса, пропитанных смолой или клеем. Этот материал (папье-маше) был заново открыт только в 18 в. (вместо папируса использовались куски бумаги) и был популярен до середины 20 в. Из папье-маше делали игрушки, рекламные макеты, а иногда даже мебель.
Пожалуй, в каждом современном доме найдутся предметы мебели, сделанные из распространенного в наши дни композиционного материала – древесно-стружечных плит (ДСП), в которых матрица из синтетических смол наполнена древесными стружками и опилками. А наиболее известным на сегодняшний день композитом, вероятнее всего, является железобетон. Сочетание бетона и железных прутьев дает материал, из которого сооружают конструкции (пролеты мостов, балки и т.п.), которые выдерживают большие нагрузки, вызывающие растрескивание обычного бетона. Интересно, что первыми применять железо в качестве арматуры стали древние греки, причем армировали они мрамор. Когда архитектору Мнесиклу в 437 до н.э. понадобилось перекрыть пролеты длиной в 4–6 м, он замуровал в специальных канавках в мраморных плитах двухметровые железные стержни, чтобы перекрытия справились с напряжениями.
Компонентами композитов являются самые разнообразные материалы – металлы, керамика, стекла, пластмассы, углерод и т.п. Известны многокомпонентные композиционные материалы – полиматричные, когда в одном материале сочетают несколько матриц, или гибридные, включающие в себя разные наполнители. Наполнитель определяет прочность, жесткость и деформируемость материала, а матрица обеспечивает монолитность материала, передачу напряжения в наполнителе и стойкость к различным внешним воздействиям.
Структура композиционных материалов.
По структуре композиты делятся на несколько основных классов: волокнистые, слоистые, дисперсноупрочненные, упрочненные частицами и нанокомпозиты. Волокнистые композиты армированы волокнами или нитевидными кристаллами – кирпичи с соломой и папье-маше можно отнести как раз к этому классу композитов. Уже небольшое содержание наполнителя в композитах такого типа приводит к появлению качественно новых механических свойств материала. Широко варьировать свойства материала позволяет также изменение ориентации размера и концентрации волокон. Кроме того, армирование волокнами придает материалу анизотропию свойств (различие свойств в разных направлениях), а за счет добавки волокон проводников можно придать материалу электропроводность вдоль заданной оси.
В слоистых композиционных материалах матрица и наполнитель расположены слоями, как, например, в особо прочном стекле, армированном несколькими слоями полимерных пленок.
Микроструктура остальных классов композиционных материалов характеризуется тем, что матрицу наполняют частицами армирующего вещества, а различаются они размерами частиц. В композитах, упрочненных частицами, их размер больше 1 мкм, а содержание составляет 20–25% (по объему), тогда как дисперсноупрочненные композиты включают в себя от 1 до 15% (по объему) частиц размером от 0,01 до 0,1 мкм. Размеры частиц, входящих в состав нанокомпозитов – нового класса композиционных материалов – еще меньше и составляют 10–100 нм.
Полимерные композиционные материалы (ПКМ).
Композиты, в которых матрицей служит полимерный материал, являются одним из самых многочисленных и разнообразных видов материалов. Их применение в различных областях дает значительный экономический эффект. Например, использование ПКМ при производстве космической и авиационной техники позволяет сэкономить от 5 до 30% веса летательного аппарата. А снижение веса, например, искусственного спутника на околоземной орбите на 1 кг приводит к экономии 1000$. В качестве наполнителей ПКМ используется множество различных веществ.
А) Стеклопластики – полимерные композиционные материалы, армированные стеклянными волокнами, которые формуют из расплавленного неорганического стекла. В качестве матрицы чаще всего применяют как термореактивные синтетические смолы (фенольные, эпоксидные, полиэфирные и т.д.), так и термопластичные полимеры (полиамиды, полиэтилен, полистирол и т.д.). Эти материалы обладают достаточно высокой прочностью, низкой теплопроводностью, высокими электроизоляционными свойствами, кроме того, они прозрачны для радиоволн. Использование стеклопластиков началось в конце Второй мировой войны для изготовления антенных обтекателей – куполообразных конструкций, в которых размещается антенна локатора. В первых армированных стеклопластиках количество волокон было небольшим, волокно вводилось, главным образом, чтобы нейтрализовать грубые дефекты хрупкой матрицы. Однако со временем назначение матрицы изменилось – она стала служить только для склеивания прочных волокон между собой, содержание волокон во многих стеклопластиках достигает 80% по массе. Слоистый материал, в котором в качестве наполнителя применяется ткань, плетенная из стеклянных волокон, называется стеклотекстолитом.
Стеклопластики – достаточно дешевые материалы, их широко используют в строительстве, судостроении, радиоэлектронике, производстве бытовых предметов, спортивного инвентаря, оконных рам для современных стеклопакетов и т.п.
Б) Углепластики – наполнителем в этих полимерных композитах служат углеродные волокна. Углеродные волокна получают из синтетических и природных волокон на основе целлюлозы, сополимеров акрилонитрила, нефтяных и каменноугольных пеков и т.д. Термическая обработка волокна проводится, как правило, в три этапа (окисление – 220° С, карбонизация – 1000–1500° С и графитизация – 1800–3000° С) и приводит к образованию волокон, характеризующихся высоким содержанием (до 99,5% по массе) углерода. В зависимости от режима обработки и исходного сырья полученное углеволокно имеет различную структуру. Для изготовления углепластиков используются те же матрицы, что и для стеклопластиков – чаще всего – термореактивные и термопластичные полимеры. Основными преимуществами углепластиков по сравнению со стеклопластиками является их низкая плотность и более высокий модуль упругости, углепластики – очень легкие и, в то же время, прочные материалы. Углеродные волокна и углепластики имеют практически нулевой коэффициент линейного расширения. Все углепластики хорошо проводят электричество, черного цвета, что несколько ограничивает области их применения. Углепластики используются в авиации, ракетостроении, машиностроении, производстве космической техники, медтехники, протезов, при изготовлении легких велосипедов и другого спортивного инвентаря.
На основе углеродных волокон и углеродной матрицы создают композиционные углеграфитовые материалы – наиболее термостойкие композиционные материалы (углеуглепластики), способные долго выдерживать в инертных или восстановительных средах температуры до 3000° С. Существует несколько способов производства подобных материалов. По одному из них углеродные волокна пропитывают фенолформальдегидной смолой, подвергая затем действию высоких температур (2000° С), при этом происходит пиролиз органических веществ и образуется углерод. Чтобы материал был менее пористым и более плотным, операцию повторяют несколько раз. Другой способ получения углеродного материала состоит в прокаливании обычного графита при высоких температурах в атмосфере метана. Мелкодисперсный углерод, образующийся при пиролизе метана, закрывает все поры в структуре графита. Плотность такого материала увеличивается по сравнению с плотностью графита в полтора раза. Из углеуглепластиков делают высокотемпературные узлы ракетной техники и скоростных самолетов, тормозные колодки и диски для скоростных самолетов и многоразовых космических кораблей, электротермическое оборудование.
В) Боропластики – композиционные материалы, содержащие в качестве наполнителя борные волокна, внедренные в термореактивную полимерную матрицу, при этом волокна могут быть как в виде мононитей, так и в виде жгутов, оплетенных вспомогательной стеклянной нитью или лент, в которых борные нити переплетены с другими нитями. Благодаря большой твердости нитей, получающийся материал обладает высокими механическими свойствами (борные волокна имеют наибольшую прочность при сжатии по сравнению с волокнами из других материалов) и большой стойкостью к агрессивным условиям, но высокая хрупкость материала затрудняет их обработку и накладывает ограничения на форму изделий из боропластиков. Кроме того, стоимость борных волокон очень высока (порядка 400 $/кг) в связи с особенностями технологии их получения (бор осаждают из хлорида на вольфрамовую подложку, стоимость которой может достигать до 30% стоимости волокна). Термические свойства боропластиков определяются термостойкостью матрицы, поэтому рабочие температуры, как правило, невелики.
Применение боропластиков ограничивается высокой стоимостью производства борных волокон, поэтому они используются главным образом в авиационной и космической технике в деталях, подвергающихся длительным нагрузкам в условиях агрессивной среды.
Г) Органопластики – композиты, в которых наполнителями служат органические синтетические, реже – природные и искусственные волокна в виде жгутов, нитей, тканей, бумаги и т.д. В термореактивных органопластиках матрицей служат, как правило, эпоксидные, полиэфирные и фенольные смолы, а также полиимиды. Материал содержит 40–70% наполнителя. Содержание наполнителя в органопластиках на основе термопластичных полимеров – полиэтилена, ПВХ, полиуретана и т.п. – варьируется в значительно больших пределах – от 2 до 70%. Органопластики обладают низкой плотностью, они легче стекло- и углепластиков, относительно высокой прочностью при растяжении; высоким сопротивлением удару и динамическим нагрузкам, но, в то же время, низкой прочностью при сжатии и изгибе.
Важную роль в улучшении механических характеристик органопластика играет степень ориентация макромолекул наполнителя. Макромолекулы жесткоцепных полимеров, таких, как полипарафенилтерефталамид (кевлар) в основном ориентированы в направлении оси полотна и поэтому обладают высокой прочностью при растяжении вдоль волокон. Из материалов, армированных кевларом, изготавливают пулезащитные бронежилеты.
Органопластики находят широкое применение в авто-, судо-, машиностроении, авиа- и космической технике, радиоэлектронике, химическом машиностроении, производстве спортивного инвентаря и т.д.
Д) Полимеры, наполненные порошками. Известно более 10000 марок наполненных полимеров. Наполнители используются как для снижения стоимости материала, так и для придания ему специальных свойств. Впервые наполненный полимер начал производить доктор Бейкеленд (Leo H.Baekeland, США), открывший в начале 20 в. способ синтеза фенолформфльдегидной (бакелитовой) смолы. Сама по себе эта смола – вещество хрупкое, обладающее невысокой прочностью. Бейкеленд обнаружил, что добавка волокон, в частности, древесной муки к смоле до ее затвердевания, увеличивает ее прочность. Созданный им материал – бакелит – приобрел большую популярность. Технология его приготовления проста: смесь частично отвержденного полимера и наполнителя – пресс-порошок - под давлением необратимо затвердевает в форме. Первое серийное изделие произведено по данной технологии в 1916, это – ручка переключателя скоростей автомобиля «Роллс-Ройс». Наполненные термореактивные полимеры широко используются по сей день.
Сейчас применяются разнообразные наполнители так термореактивных, так и термопластичных полимеров. Карбонат кальция и каолин (белая глина) дешевы, запасы их практически не ограничены, белый цвет дает возможность окрашивать материал. Применяют для изготовления жестких и эластичных поливинилхлоридных материалов для производства труб, электроизоляции, облицовочных плиток и т.д., полиэфирных стеклопластиков, наполнения полиэтилена и полипропилена. Добавление талька в полипропилен существенно увеличивает модуль упругости и теплостойкость данного полимера. Сажа больше всего используется в качестве наполнителя резин, но вводится и в полиэтилен, полипропилен, полистирол и т.п. По-прежнему широко применяют органические наполнители – древесную муку, молотую скорлупу орехов, растительные и синтетические волокна. Для создания биоразлагающихся композитов в качество наполнителя используют крахмал.
Е) Текстолиты – слоистые пластики, армированные тканями из различных волокон. Технология получения текстолитов была разработана в 1920-х на основе фенолформальдегидной смолы. Полотна ткани пропитывали смолой, затем прессовали при повышенной температуре, получая текстолитовые пластины. Роль одного из первых применений текстолитов – покрытия для кухонных столов – трудно переоценить.
Основные принципы получения текстолитов сохранились, но сейчас из них формуют не только пластины, но и фигурные изделия. И, конечно, расширился круг исходных материалов. Связующими в текстолитах является широкий круг термореактивных и термопластичных полимеров, иногда даже применяются и неорганические связующие – на основе силикатов и фосфатов. В качестве наполнителя используются ткани из самых разнообразных волокон – хлопковых, синтетических, стеклянных, углеродных, асбестовых, базальтовых и т.д. Соответственно разнообразны свойства и применение текстолитов.
Композиционные материалы с металлической матрицей.
При создании композитов на основе металлов в качестве матрицы применяют алюминий, магний, никель, медь и т.д. Наполнителем служат или высокопрочные волокна, или тугоплавкие, не растворяющиеся в основном металле частицы различной дисперсности.
Свойства дисперсноупрочненных металлических композитов изотропны –одинаковы во всех направлениях. Добавление 5–10% армирующих наполнителей (тугоплавких оксидов, нитридов, боридов, карбидов) приводит к повышению сопротивляемости матрицы нагрузкам. Эффект увеличения прочности сравнительно невелик, однако ценно увеличение жаропрочности композита по сравнению с исходной матрицей. Так, введение в жаропрочный хромоникелевый сплав тонкодисперсных порошков оксида тория или оксида циркония позволяет увеличить температуру, при которой изделия из этого сплава способны к длительной работе, с 1000° С до 1200° С. Дисперсноупрочненные металлические композиты получают, вводя порошок наполнителя в расплавленный металл, или методами порошковой металлургии.
Армирование металлов волокнами, нитевидными кристаллами, проволокой значительно повышает как прочность, так и жаростойкость металла. Например, сплавы алюминия, армированные волокнами бора, можно эксплуатировать при температурах до 450–500° С, вместо 250–300° С. Применяют оксидные, боридные, карбидные, нитридные металлические наполнители, углеродные волокна. Керамические и оксидные волокна из-за своей хрупкости не допускают пластическую деформацию материала, что создает значительные технологические трудности при изготовлении изделий, тогда как использование более пластичных металлических наполнителей позволяет переформование. Получают такие композиты пропитыванием пучков волокон расплавами металлов, электроосаждением, смешением с порошком металла и последующим спеканием и т.д.
В 1970-х появились первые материалы, армированные нитевидными монокристаллами («усами»). Нитевидные кристаллы получают, протягивая расплав через фильеры. Используются «усы» оксида алюминия, оксида бериллия, карбидов бора и кремния, нитридов алюминия и кремния и т.д. длиной 0,3–15 мм и диаметром 1–30 мкм. Армирование «усами» позволяет значительно увеличить прочность материала и повысить его жаростойкость. Например, предел текучести композита из серебра, содержащего 24% «усов» оксида алюминия, в 30 раз превышает предел текучести серебра и в 2 раза – других композиционных материалов на основе серебра. Армирование «усами» оксида алюминия материалов на основе вольфрама и молибдена вдвое увеличило их прочность при температуре 1650° С, что позволяет использовать эти материалы для изготовления сопел ракет.
Композиционные материалы на основе керамики.
Армирование керамических материалов волокнами, а также металлическими и керамическими дисперсными частицами позволяет получать высокопрочные композиты, однако, ассортимент волокон, пригодных для армирования керамики, ограничен свойствами исходного материала. Часто используют металлические волокна. Сопротивление растяжению растет незначительно, но зато повышается сопротивление тепловым ударам – материал меньше растрескивается при нагревании, но возможны случаи, когда прочность материала падает. Это зависит от соотношения коэффициентов термического расширения матрицы и наполнителя.
Армирование керамики дисперсными металлическими частицами приводит к новым материалам (керметам) с повышенной стойкостью, устойчивостью относительно тепловых ударов, с повышенной теплопроводностью. Из высокотемпературных керметов делают детали для газовых турбин, арматуру электропечей, детали для ракетной и реактивной техники. Твердые износостойкие керметы используют для изготовления режущих инструментов и деталей. Кроме того, керметы применяют в специальных областях техники – это тепловыделяющие элементы атомных реакторов на основе оксида урана, фрикционные материалы для тормозных устройств и т.д.
Керамические композиционные материалы получают методами горячего прессования (таблетирование с последующим спеканием под давлением) или методом шликерного литья (волокна заливаются суспензией матричного материала, которая после сушки также подвергается спеканию).
Екатерина Менделеева
Достижения в области композиционных материалов. Под. ред. Дж. Пиатти. М., Металлургия, 1982
Берлин А.А., Пахомова Л.К. Полимерные матрицы для высокопрочных армированных композитов. – Высокомолекулярные соединения. Том (А) 32, 1990, № 7
Берлин А.А. Современные полимерные композиционные материалы. – Соросовский Образовательный Журнал. 1995, № 1
Кербер М.Л. Композиционные материалы. Соросовский Образовательный Журнал. 1999, № 5
Композиционные материалы с металлическими волокнами
Представлен обзор научно-технической литературы в области композиционных материалов (КМ) на основе металлических матриц, армированных углеродными волокнами. Кратко описаны основные структурные, физико-механические свойства и морфология таких КМ. Рассмотрены структура и свойства новых КМ из металло-интерметаллидных многослойных ламинатов, армированных углеродными и керамическими волокнами. Применение метода ультразвуковой консолидации для изготовления многослойных волокнистых КМ на основе металло-интерметаллидных ламинатов обеспечивает высокую адгезию волокон с интерметаллидным слоем.
Ключевые слова: композиционный материал, алюминий, титан, углеродные волокна, керамические волокна, металло-интерметаллидный ламинат, composite material, aluminum, titanium, carbon fibers, ceramic fibers, metal-intermetallic laminate.
Введение
При создании высокоэффективных конструкций в различных отраслях промышленности необходимо использовать новые композиционные материалы (КМ) и технологии, включающие оригинальные конструкторско-технологические решения [1–3].
Одними из перспективных конструкционных материалов, обладающих улучшенными характеристиками, являются материалы, получаемые с помощью различных видов армирования, такие как металломатричные КМ, состоящие из металла или сплава в качестве сплошной матрицы и армирующего компонента в виде частиц, а также коротких или непрерывных волокон [4–8]. В металломатричном КМ основные металлические матрицы – это сплавы алюминия, титана, меди, магния. Алюмоматричные КМ широко внедряют в автомобильную, оборонную, транспортную и аэрокосмическую отрасли, а также их применяют в качестве материалов для терморегулирования в электронной промышленности [9]. В таких КМ матрицей может выступать чистый алюминий или различные сплавы системы Al–Si. По некоторым научно-техническим литературным данным в КМ с алюминиевой матрицей, армированной углеродным волокном, смачивание волокон осуществляется в достаточной степени, что может улучшить механические свойства [9–12].
Конструкции из титана, хотя и отличаются высокими удельными механическими характеристиками, не обладают достаточной жесткостью, особенно при высоких температурах [13]. Для придания жесткости титановым пластинам толщиной 1 мм необходимы высокомодульные волокна, обладающие достаточно хорошей химической совместимостью с титаном, которые пока отсутствуют. В настоящее время единственным наиболее подходящим материалом для создания композитов с титановой матрицей являются высокомодульные углеродные волокна. Селективное армирование пластин из титана небольшой толщины позволяет обеспечивать контроль высокой реакционной способности соединения «титана/углерод» и создавать подходящие методы обработки [13–15].
В конструкциях авиационных деталей также используются ламинированные структуры, состоящие из чередующихся слоев металлических листов и армированных волокнами полимерно-матричных композитов. По сравнению с обычными монолитными металлами они обладают высокой удельной прочностью и жесткостью, отличными характеристиками сопротивления усталости и повышенной огнестойкостью [16].
Армированный стекловолокном алюминиевый ламинат в настоящее время применяется в обшивке самолета A380. Однако модуль упругости и предел рабочих температур ограничивают его разработку, в то время как титановые сплавы обладают более высокой термостойкостью по сравнению с алюминиевыми сплавами, но применение титанового сплава вместо алюминиевого может еще больше повысить удельную прочность и жесткость ламинатов.
В сочетании с высокотемпературной смолой – полиэфирэфиркетоном, ламинаты на основе титана, армированные графито-углеродным волокном, показывают их перспективность для нового поколения сверхзвуковых самолетов и аэрокосмических аппаратов.
Для улучшения механических свойств КМ со слоистой структурой, включая металлический пластичный слой и интерметаллидный слой (Ti–Al3Ti), вводят различные непрерывные волокна – углеродные (C), карбида кремния (SiC) и оксида алюминия (Al2O3). С применением различных технологий обработки получают ряд интерметаллидных металлических слоистых КМ таких систем, как Ti–Al, Ni–Al, Nb–Al и Ti–Cu. Считается, что применение таких многослойных титано-алюминиевых КМ с высокими физико-механическими свойствами потенциально возможно в аэрокосмической промышленности и области броневой защиты. С использованием новой технологии быстрого прототипирования для изготовления трехмерных структур посредством аддитивного производства из металлической фольги применялась ультразвуковая консолидация. Во время процесса ультразвуковой консолидации, вибрация ультразвуковой частоты в сочетании с номинальной силой использовалась для создания статических и осциллирующих поперечных сил между слоями металлической фольги, которые образовывали твердотельное соединение. Более того, ультразвуковую консолидацию использовали для соединения разнородных материалов, таких как Ti–Al, Cu–Al и Fe–Al, при низких температурах (~480 °С). Таким образом, ультразвуковая консолидация может применяться в качестве вспомогательного метода для диспергирования пучков волокон в отдельные волокна в матрице сплава перед формированием КМ [17–19].
Цель данной работы – анализ научно-технических данных в области исследований ламинированных КМ из металлических матриц, армированных непрерывными углеродными и керамическими волокнами, их структуры и свойств.
Композиционные материалы с металлическими матрицами
Для более подробных исследований в области доступных волокон, матричных сплавов, покрытий на поверхности волокон, производственных процессов и их влияния на свойства все чаще уделяют внимание КМ с алюминиевой матрицей, армированной непрерывными углеродными волокнами. Наиболее предпочтительными методами их изготовления являются литье под давлением и порошковая металлургия.
В работе [9] проведены исследования по определению механических характеристик КМ, полученного с помощью метода литья под давлением с использованием матричного алюминиевого сплава AA6061, который армирован углеродным волокном. Исследования показали, что повышение содержания армирующего компонента с 0 до 10 % (объемн.) позволяет увеличить крутящий момент с 24,5 до 52 Н·м, предел прочности при растяжении – с 283 до 315,5 МПа, а также повысить ударную вязкость при содержании 10 % (объемн.) углеродного волокна – до 12,2 Дж [9].
На микроструктуре КМ из алюминиевого сплава марки AA6061 и углеродного волокна видно, что углеродные волокна равномерно распределены в матрице, а также присутствует межфазная адгезия (рис. 1).

Рис. 1. Микроструктура композиционного материала из алюминиевого сплава AА6061 и углеродного волокна [9]
В аналогичных работах [10–12] авторы подробно описывают физико-механические характеристики материалов с разными матричными сплавами (содержание армирующих углеродных волокон – от 5 до 50 % (объемн.)) и механизмы разрушения композитов после проведенных испытаний. В работах [10, 11] проводились исследования теплофизических и механических свойств КМ, полученных методом порошковой металлургии на основе алюминиевой матрицы, армированной углеродными волокнами. Установлено, что при увеличении объемного содержания углеродного волокна твердость, электропроводность и прочность снижаются: с 71 до 56 HB, с 30,9 до 14,5 См и с 529 до 214 МПа соответственно, теплопроводность увеличивается до 155 Вт/(м·К) [11], а температурный коэффициент линейного расширения (ТКЛР) снижается – с 36·10 –6 до 8·10 –6 К –1 [10].
На рис. 2 представлена микроструктура прессованного КМ с разным объемным содержанием углеродного волокна. Видно, что светлая фаза в структуре – алюминиевая матрица на основе сплава AA7075, а черные точки – углеродные волокна, которые распределены равномерно.
В работе [12] исследованы механические свойства образцов из ламинированного КМ. В результате показано, что пределы прочности при растяжении и изгибе на образцах из КМ увеличиваются с 283 до 316 МПа и с 1790 до 2520 МПа соответственно, а испытания на удар, проводимые для определения энергии удара, показали, что измеренная величина энергии одинакова и равна ~10 Дж.

Рис. 2. Микроструктура композиционного материала на основе алюминиевой матрицы сплава марки AA7075 с содержанием углеродных волокон 10 (а), 20 (б) и 30 % (объемн.) (в) [10, 11]
В работах [13, 14] проведены исследования КМ, изготовленного на основе титановой матрицы сплава марки Ti6Al4V с армирующим углеродным волокном марки FT500 методом порошковой металлургии. Показано, что при взаимодействии титана с углеродом диффузия углерода внутрь титана в основном происходит за счет диффузии углерода через карбид титана. В работе [13] описан способ получения титаноматричного КМ путем: приготовления суспензии из смеси порошка титана и растворенного полимера, используемого в качестве связующего; пропитки пучков волокон; сушки преформ для удаления растворителя; удаления полимерного связующего и уплотнения преформ при высокой температуре в сжатом состоянии при горячем прессовании.
На рис. 3 показана микроструктура полученного титаноматричного КМ, армированного углеродным волокном, и образование карбида титана на границе раздела «углеродное волокно–матрица» после горячего прессования. Искусственное введение тонкого (~100 нм) непрерывного слоя на основе карбида титана между слоями титана и углерода, который получен реактивным химическим осаждением из газовой фазы, авторы работы [14] считают наилучшим решением для предотвращения естественного неконтролируемого образования кристаллитов на основе карбида титана (рис. 3, а). На микроструктуре полученного КМ видно довольно хорошее распределение волокон при армировании матрицы (рис. 3, б) [13].

Рис. 3. Микроструктуры образования кристаллитов карбида титана на границе раздела «углеродное волокно–матрица» (а) и титаноматричного композиционного материала, содержащего 35 % (объемн.) углеродного волокна (б) [13, 14]
В работе [14] объяснено взаимодействие между титаном и углеродом, связанное с диффузией углерода в титане, которая приводит к образованию кристаллитов карбида титана на границах зерен титана. В работе [15] также показаны наиболее вероятные превращения в системе Ti–C.
Значения полученных механических характеристик титаноматричного КМ по сравнению со значениями для титановой матрицы имеют незначительные отклонения, которые, по-видимому, связаны с охрупчиванием матрицы и существенной деградацией или дезориентацией волокон. В результате испытаний у такого КМ предел прочности при растяжении составляет 599 МПа, модуль упругости 114 ГПа, предел текучести 384 МПа и деформация при растяжении 22 % при небольшом объемном содержании углеродного волокна (7 %). Можно предположить, что низкие значения прочности связаны с недостаточным объемным содержанием волокна [13].
Волокнистые металлические слоистые композиционные материалы
Зарубежные исследователи уделяют повышенное внимание получению КМ на основе металло-металлических КМ ламинированной структуры. В работе [16] проведено исследование и показаны характеристики слоистого КМ с армирующими углеродными волокнами и без них. Для изготовления КМ из металло-интерметаллидного ламината использован метод горячего прессования и спекания с ультразвуковой консолидацией.
Микроструктура КМ из металло-интерметаллидного ламината системы C–Ti–Al3Ti представлена из титановых интерметаллидных (Al3Ti) слоев и углеродных волокон. На рис. 4 видно, что углеродные волокна внедрены в поверхностный слой материала и равномерно распределены в интерметаллидном слое на основе Al3Ti [16].

Рис. 4. Микроструктура композиционного материала из металло-интерметаллидного ламината системы C–Ti–Al3Ti [16]
В таблице приведены сравнительные свойства КМ из металло-интерметаллидных ламинатов систем Ti–Al3Ti и C–Ti–Al3Ti [16].
Сравнительные свойства композиционных материалов
из металло-интерметаллидных ламинатов систем Ti–Al3Ti и C–Ti–Al3Ti [16]
Предел прочности при сжатии, MПa,
в направлении приложения нагрузки
Как видно из данных таблицы, средние значения предела прочности при растяжении КМ из металло-интерметаллидных ламинатов систем Ti–Al3Ti и C–Ti–Al3Ti составили 174 и 193 МПа, а средние значения предела прочности при сжатии в перпендикулярном направлении приложения нагрузки составили 582 и 727 МПа соответственно. Прочность при сжатии увеличилась на 145 МПа за счет вводимых углеродных волокон в многослойный композит. Средние значения прочности при сжатии КМ в параллельном направлении приложения нагрузки составили 865 и 838 МПа соответственно, что указывает на изменение линейной упругости, которая приводит к хрупкому разрушению композита [16]. Следует отметить, что многослойный КМ с армирующим углеродным волокном обладает более высокими прочностными характеристиками по сравнению с аналогичными характеристиками многослойного КМ без армирующих углеродных волокон.
На рис. 5 представлена морфология разрушения КМ из металло-интерметаллидных ламинатов систем Ti–Al3Ti и C–Ti–Al3Ti после испытаний.

Рис. 5. Микроструктуры излома армированного волокном композиционного материала из вытянутых (а) и разрушенных (б) углеродных волокон и композиционного материала из металло-интерметаллидного ламината системы Ti–Al3Ti (в) [16]
По морфологии излома КМ из металло-интерметаллидного ламината системы Ti–Al3Ti видна направленность разрушения, которая формируется за счет плоскости скола и канавки в материале, что является типичным сколом (рис. 5, в). Причина появления разрушения связана с мартенситным превращением, вызванным ультразвуковой консолидацией. Излом слоев Ti и Al3Ti для КМ из металло-интерметаллидного ламината системы C–Ti–Al3Ti очень похож на излом КМ из аналогичного ламината системы Ti–Al3Ti. На рис. 5, а показано явное вытягивание волокон в процессе растяжения. Поверхность вытянутого волокна очень шероховатая, что предполагает хорошее сцепление углеродного волокна с интерметаллидной матрицей на основе Al3Ti. Однако торцевые поверхности большинства разрушенных углеродных волокон – гладкие и прямые, что можно считать хрупким изломом [16].
В работе [17] проведено исследование механизма межфазного взаимодействия между керамическим волокном Al2O3 и интерметаллидом Al3Ti с целью улучшения механических характеристик КМ из металло-интерметаллидного ламината системы Ti–Al3Ti, армированного керамическим волокном, с использованием метода спекания в вакууме горячим прессованием и изостатического прессования после горячего прессования.
Микроструктура КМ из металло-интерметаллидного ламината представлена несколькими фазами: Ti, Al3Ti и Al2O3, а также остаточного Al в слое интерметаллида Al3Ti (рис. 6). Волокна Al2O3 распределяются непосредственно в хрупких интерметаллидных слоях, чтобы улучшить механические свойства интерметаллида [17]. Остаточный Al обнаруживают в интерметаллидном слое Al3Ti многослойного КМ с армированными волокнами Al2O3 до и после горячего изостатического прессования, а количество остаточного Al уменьшается с увеличением температуры и продолжительности взаимодействия. Кроме того, после горячего изостатического прессования волокно Al2O3 хорошо связано с интерметаллидом Al3Ti.

Рис. 6. Микроструктура композиционного материала из металло-интерметаллидного ламината системы Ti–Al3Ti, армированного волокнами Al2O3 [17]
По результатам исследований механических свойств КМ из металло-интерметаллидного ламината показано, что пределы прочности при растяжении и сжатии КМ с армированными волокнами Al2O3 увеличиваются в 1,5 раза по сравнению с аналогичными характеристиками для металло-интерметаллидного ламината системы Ti–Al3Ti и в среднем составляют 454 и 328 МПа, 1422 и 1328 МПа соответственно [17].
В работе [18] исследован гибридный ламинат системы «титан–графит», полученный методом горячего прессования с использованием силанового связующего для улучшения характеристик склеивания с полиэфирэфиркетоном в процессе отверждения. В результате исследования получены оптимальные параметры процесса отвержения силанового связующего, а также значения механических свойств – пределов прочности при растяжении, изгибе и межслойном сдвиге, которые составили соответственно 837, 1071 и 75 МПа.
В работе [19] проведены исследования КМ из металло-интерметаллидных керамических ламинатов, армированных керамическими волокнами системы Ti–Al3Ti–Al2O3, которые получены методом реактивного спекания фольги на воздухе. Изучен механизм вязкого разрушения КМ при испытаниях на изгиб. Предел прочности при изгибе двух разнородных образцов с содержанием алюминия 10 и 32 % (по массе) составил 21 и 23 МПа соответственно. В работе [19] объяснено также образование поверхности излома КМ при изгибе, которое оказывает влияние на границу раздела и объемную долю слоев.
Заключения
Представлены физико-механические свойства КМ, полученных с использованием различных матричных сплавов, в том числе армированных углеродными и керами-ческими волокнами.
По результатам анализа свойств новых КМ из металло-интерметаллидных многослойных ламинатов, армированных волокнами, установлено, что данные материалы обладают высоким уровнем механических характеристик и превосходят по показателям предела прочности неармированные КМ из металло-интерметаллидного ламината.
Показано, что применение метода ультразвуковой консолидации многослойного волокнистого КМ на основе металло-интерметаллидного ламината, армированного углеродными и керамическими волокнами, обеспечивает высокую адгезию волокон с интерметаллидным слоем, что подтверждается результатами анализа структуры данного материала методом электронной микроскопии.
Большой интерес для применения в авиационной отрасли в качестве конструкционного материала представляют КМ на основе алюминиевых сплавов, армированных углеродными волокнами. Установлено, что физико-механические свойства таких КМ сильно зависят от объемного содержания армирующих углеродных волокон.
Композиционные материалы с металлической матрицей
Композиционные материалы состоят из металлической матрицы, упрочненной высокопрочными волокнами (волокнистые материалы) или тонкодисперсными тугоплавкими частицами, не растворяющимися в основном металле (дисперсно-упрочненные материалы). Металлическая матрица связывает волокна (дисперсные частицы) в единое целое. Волокно (дисперсные частицы) плюс связка (матрица), составляющие ту или иную композицию, получили название композиционные материалы.
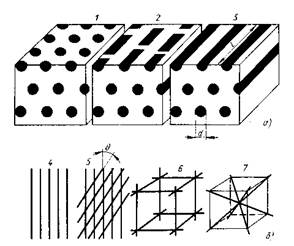
Схема структуры (а) и армирования непрерывными волокнами (б) композиционных материалов:
1 — зернистый (дисперсно-упрочненный) материал; 2 — дискретный волокнистый композиционный материал; 3 — непрерывно волокнистый композиционный материал; 4 — непрерывная укладка волокон; 5 — двухмерная укладка волокон; 6,7 — объемная укладка волокон
Композиционные материалы с волокнистым наполнителем по механизму армирующего действия делят на дискретные и с непрерывным волокном. Дискретные волокна располагаются в матрице хаотично. Диаметр волокон от долей до сотен микрометров. Чем больше отношение длины к диаметру волокна, тем выше степень упрочнения.
Часто композиционный материал представляет собой слоистую структуру, в которой каждый слой армирован большим числом параллельных непрерывных волокон. Каждый слой можно армировать также непрерывными волокнами, сотканными в ткань, которая представляет собой исходную форму, по ширине и длине соответствующую конечному материалу. Нередко волокна сплетают в трехмерные структуры.
Композиционные материалы отличаются от обычных сплавов более высокими значениями временного сопротивления и предела выносливости (на 50—100%), модуля упругости, коэффициента жесткости и пониженной склонностью к трещинообразованию. Применение композиционных материалов повышает жесткость конструкции при одновременном снижении ее металлоемкости.
Прочность композиционных материалов определяется свойствами волокон; матрица в основном должна перераспределять напряжения между армирующими элементами. Поэтому прочность и модуль упругости волокон должны быть значительно больше, чем прочность и модуль упругости матрицы. Жесткие армирующие волокна воспринимают напряжения, возникающие в композиции при нагружении, придают ей прочность и жесткость в направлении ориентации волокон.
| Материал | σВ | σ-1 | E, ГПа | σВ/γ | E/ γ |
| MПа | |||||
| Бор — алюминий Бор— магний Алюминий — углерод Алюминий — сталь Никель — вольфрам | 1300 1300 | 84,6 100 100 24,40 |
Композиционные материалы на металлической основе обладают высокой прочностью и жаропрочностью, в то же время они малопластичны. Однако волокна в композиционных материалах уменьшают скорость распространения трещин, зарождающихся в матрице, к практически полностью исключают внезапное хрупкое разрушение. Отличительной особенностью одноосных волокнистых композиционных материалов являются анизотропия механических свойств вдоль и поперек волокон и малая чувстги-тельность к концентраторам напряжения.
Анизотропия свойств волокнистых композиционных материалов учитывается при конструировании деталей для оптимизации свойств путем согласования поля сопротивления в полями напряжения.
Армирование алюминиевых, магниевых и титановых сплавов непрерывными тугоплавкими волокнами бора, карбида кремния, диборида титана и оксида алюминия значительно повышает жаропрочность. Особенностью композиционных материалов является малая скорость разупрочнения во времени с повышением температуры.
Основным недостатком композиционных материалов с одно- и двумерным армированием является низкое сопротивление межслойному сдвигу и поперечному обрыву. Этого недостатка лишены материалы с объемным армированием.
Дисперсно-упрочненные композиционные материалы. В отличие от волокнистых композиционных материалов в дисперсно-упрочненных композиционных материалах матрица является основным элементом, несущим нагрузку, а дисперсные частицы тормозят движение в ней дислокаций. Высокая прочность достигается при размере частиц 10—500 нм при среднем расстоянии между ними 100—500 нм и равномерном распределении их в матрице. Прочность и жаропрочность в зависимости от объемного содержания упрочняющих фаз не подчиняются закону аддитивности.
Использование в качестве упрочняющих фаз стабильных тугоплавких соединений (оксиды тория, гафния, иттрия, сложные соединения оксидов и редкоземельных металлов), нерастворяющихся в матричном металле, позволяет сохранить высокую прочность материала. В связи с этим такие материалы чаще применяют как жаропрочные. Дисперсно-упрочненные композиционные материалы могут быть получены на основе большинства применяемых в технике металлов и сплавов.
Наиболее широко используют сплавы на основе алюминия — САП (спеченный алюминиевый порошок). САП состоит из алюминия и дисперсных чешуек А12О3. Частицы А12О3 эффективно тормозят движение дислокаций и тем самым повышают прочность сплава. Плотность этих материалов равна плотности алюминия, они не уступают ему по коррозионной стойкости и даже могут заменять титан и коррозионно-стойкие стали при работе в интервале температур 250-500 °С. По длительной прочности они превосходят деформируемые алюминиевые сплавы. Длительная прочность для сплавов САП-1 и САП-2 при 500 °С составляет 45—55 МПа.
Большие перспективы у никелевых дисперсно-упрочненных материалов. Широкое применение получили сплавы ВДУ-1 (никель, упрочненный двуокисью тория), ВДУ-2 (никель, упрочненный двуокисью гафния) и ВД-3 (матрица Ni + 20 % Cr, упрочненная окисью тория). Эти сплавы обладают высокой жаропрочностью. Дисперсно-упрочненные композиционные материалы, так же как волокнистые, стойки к разупрочнению с повышением температуры и длительности выдержки при данной температуре.
Области применения композиционных материалов не ограничены. Они применяются в авиации для высоконагруженных деталей самолетов (обшивки, лонжеронов, нервюр, панелей и т. д.) и двигателей (лопаток компрессора и турбины и т. д.), в космической технике для узлов силовых конструкций аппаратов, подвергающихся нагреву, для элементов жесткости, панелей, в автомобилестроении для облегчения кузовов, рессор, рам, панелей кузовов, бамперов и т. д., в горной промышленности (буровой инструмент, детали комбайнов и т. д.), в гражданском строительстве (пролеты мостов, элементы сборных конструкций высотных сооружений и т. д.) и в других областях народного хозяйства.
Применение композиционных материалов обеспечивает новый качественный скачок в увеличении мощности двигателей, энергетических и транспортных установок, уменьшении массы машин и приборов.
Композиционные материалы на основе металлической матрицы
По структуре и геометрии армирования композиты на основе металлической матрицы могут быть представлены в виде волокнистых (МВКМ), дисперсно-упрочненных (ДКМ), псевдо- и эвтектических сплавов (ЭКМ), а в качестве материала основы наиболее широко применяют такие металлы как Al, Mg, Ti, Ni, Co.
Свойства и методы получения МВКМ на основе алюминия. МВКМ Al-стальные волокна. При получении КМ, состоящих из чередующихся слоев алюминиевой фольги и волокон, чаще всего используют прокатку, динамическое горячее прессование, сварку взрывом, диффузионную сварку. Прочность этого типа композита, в основном, определяется прочностью волокон. Введение в матрицу высокопрочных стальных проволок повышает предел выносливости композита.
МВКМ Al-кремнеземные волокна получают, пропуская волокна через расплав матрицы, с последующим горячим прессованием. Скорость ползучести этих МВКМ при температурах 473-573 К на два порядка ниже ползучести неармированной матрицы. Композиты Al – SiO2 обладают хорошей демпфирующей способностью.
МВКМ Al-борные волокна относятся к наиболее перспективным конструкционным материалам, поскольку обладают высокими прочностью и жесткостью при температурах до 673-773 К. При изготовлении широко используется диффузионная сварка. Жидкофазные методы (пропитка, различные виды литья и т. д.), ввиду возможности химического взаимодействия бора с алюминием, применяют лишь в тех случаях, когда на волокна бора предварительно нанесены защитные покрытия – карбид кремния (волокна борсик) или нитрид бора.
МВКМ Al-углеродные волокна имеют высокие показатели прочности и жесткости при малой плотности. Однако большой недостаток углеродных волокон – их нетехнологичность, связанная с хрупкостью волокон и их высокой реакционной способностью. Обычно МВКМ Al – углеродные волокна получают пропиткой жидким металлом или методом порошковой металлургии. Пропитку используют при армировании непрерывными волокнами, а методы порошковой металлургии – при армировании дискретными волокнами.
Свойства и методы получения МВКМ на основе магния. Использование магния и магниевых сплавов в качестве матрицы, армированной высокопрочными и высокомодульными волокнами, позволяет получить легкие конструкционные материалы с повышенными удельной прочностью, жаропрочностью и модулем упругости.
МВКМ Mg-борные волокна отличаются высокими прочностными свойствами. Для изготовления МКМ можно применять методы пропитки и литья. Листовые композиции Mg – B изготовляют методом диффузионной сварки. Недостатком МКМ Mg – B является пониженная коррозионная стойкость.
МВКМ Mg-углеродные волокна получают пропиткой или горячим прессованием в присутствии жидкой фазы, растворимость углерода в магнии отсутствует. Для улучшения смачивания углеродных волокон жидким магнием их предварительно покрывают титаном (путем плазменного или вакуумного напыления), никелем (электролитически) или комбинированным покрытием Ni – B (химическим осаждением).
Свойства и методы получения МВКМ на основе титана. Армирование титана и его сплавов повышает жесткость и расширяет диапазон рабочих температур интервала до 973-1073 К. Для армирования титановой матрицы применяют металлические проволоки, а также волокна карбидов кремния и бора. Композиты на основе титана с металлическими волокнами получают прокаткой, динамическим горячим прессованием и сваркой взрывом.
МВКМ Ti – Mo (волокна) получают методом динамического горячего прессования заготовок типа «сэндвич» в вакуумированных контейнерах. Такое армирование позволяет повысить длительную прочность по сравнению с матрицей и сохранить прочность при высоких температурах. Одним из недостатков МВКМ Ti – Mo является высокая плотность, что снижает удельную прочность этих материалов.
МВКМ Ti – B, SiC (волокна) имеют повышенные не только абсолютные, но и удельные характеристики МВКМ на основе титана. Так как эти волокна хрупки, то для получения компактных композиций чаще всего используют диффузионную сварку в вакууме. Длительные выдержки МВКМ Ti – B при температурах выше 1073 К под давлением приводят к образованию хрупких боридов титана, разупрочняющих композит. Карбидокремниевые волокна более устойчивы в матрице. Композиты Ti - B обладают высокой кратковременной и длительной прочностью. Чтобы повысить термическую стабильность волокон бора их покрывают карбидом кремния (борсик). Композиты Ti – SiC имеют высокие значения внеосевой прочности предела ползучести.
В системе МВКМ Ti – Be (волокна) взаимодействие при температуре ниже 973 К отсутствует. Выше этой температуры возможно образование хрупкого интерметаллида, при этом прочность волокон практически не изменяется.
Свойства и методы получения МВКМ на основе никеля и кобальта. Существующие виды упрочнения промышленных никелевых сплавов (дисперсное твердение, карбидное упрочнение, сложное легирование и термомеханическая обработка) позволяют сохранить их работоспособность только до интервала температур 1223-1323 К. Поэтому важным явилось создание МВКМ никеля, армированных волокнами и способных работать длительное время при более высоких температурах. Применяют следующие упрочнители:
| - нитевидные кристаллы («усы»); - проволоки тугоплавких металлов; - керамические и углеродные волокна. |
В системе МВКМ Ni - Al2O3 (волокна) при нагреве на воздухе образуется оксид никеля, который взаимодействует с арматурой, в результате чего на границе образуется шпинель NiAl2O4. При этом связь между компонентами нарушается. Для увеличения прочности связи на арматуру наносят тонкие покрытия из металлов (W, Ni, нихром) и керамики (оксиды иттрия и тория). Так как жидкий никель не смачивает Al2O3, в матрицу вводят Ti, Zr, Cr, которые улучшают условия пропитки.
При комнатной температуре прочность композита никель - нитевидные кристаллы Al2O3, полученного электроосаждением никеля на волокна, существенно превышает прочность матрицы.
МВКМ Ni - C (волокна). Никель практически не растворим в углероде. В системе Ni – C образуется метастабильный карбид Ni3C, устойчивый при температурах выше 1673 К и ниже 723 К. Обладая высокой диффузионной подвижностью, углерод насыщает никелевую матрицу за короткое время, поэтому главными разупрочняющими факторами в МВКМ Ni – C является растворение углеродных волокон и их рекристаллизация вследствие проникновения никеля в волокно. Введение в никелевую матрицу карбидообразователей (Cr, Al, Ti, Mo, W, Nb) усиливает взаимодействие матрицы с волокнами. Для повышения структурной стабильности на волокна наносят противодиффузионные барьерные покрытия из карбида и нитрида циркония, карбида титана.
МВКМ N – W, Mo (волокна) получают динамическим горячим прессованием, диффузионной сваркой, сваркой взрывом, прокаткой. В связи с тем, что W, Mo интенсивно окисляются при нагревах, композиты получают в вакууме или защитной атмосфере. При нагреве МВКМ на воздухе происходит окисление волокон вольфрама или молибдена, расположенных на поверхности композита. Если волокна не выходят на поверхность, то жаростойкость МВКМ определяется жаростойкостью матрицы.
Области применения МВКМ. Композиционные волокнистые материалы с металлической матрицей применяют при низких, высоких и сверхвысоких температурах, в агрессивных средах, при статических, циклических ударных, вибрационных и других нагрузках. Наиболее эффективно используются МВКМ в конструкциях, особые условия, работы которых не допускают применения традиционных металлических материалов. Однако, чаще всего, в настоящее время армированием металлов волокнами стремятся улучшить свойства матричного металла, чтобы повысить рабочие параметры тех конструкций, в которых до этого использовали неармированные материалы. Использование МВКМ на основе алюминия в конструкциях летательных аппаратов, благодаря их высокой удельной прочности, позволяет достичь важного эффекта – снижения массы. Замена традиционных материалов на МВКМ в основных деталях и узлах самолетов, вертолетов и космических аппаратов уменьшает массу изделия на 20-60 %.
Наиболее актуальна в газотурбостроении задача повышения термодинамического цикла энергетических установок. Даже малое повышение температуры перед турбиной значительно увеличивает КПД газотурбинного двигателя. Обеспечить работу газовой турбины без охлаждения или, по крайней мере, с охлаждением, не требующим больших конструктивных усложнений газотурбинного двигателя, можно, используя высокожаропрочные МВКМ на основе никеля и хрома, армированные волокнами Al2O3.
Алюминиевый сплав, армированный стекловолокном, содержащим оксид урана, обладает повышенной прочностью при температуре 823 К и может быть использован в качестве топливных пластин ядерных реакторов в энергетике.
Волокнистые металлические композиты используют в качестве уплотнительных материалов. Например, статические уплотнения, изготовленные из Mo или стальных волокон, пропитанных медью или серебром, выдерживают давление 3200 МПа при температуре 923 К.
Как износостойкий материал в коробках передач, дисковых муфтах, пусковых устройствах можно использовать МВКМ, армированные «усами» и волокнами. В армированных W-проволокой магнитотвердых материалах удается сочетать магнитные свойства с высоким сопротивлением ударным нагрузкам и вибрациям. Введение арматуры из W, Mo в медную и серебряную матрицу позволяет получать износостойкие электрические контакты, предназначенные для сверхмощных высоковольтных выключателей, в которых сочетаются высокие тепло- и электропроводность с повышенным сопротивлением износу и эрозии.
Принцип армирования можно положить в основу создания сверхпроводников, когда в матрицах из Al, Cu, Ti, Ni создают каркас из волокон сплавов, обладающих сверхпроводимостью, например, Nb – Sn, Nb – Zr. Такой сверхпроводящий композит может передавать ток плотностью 10 5 -10 7 А/см 2 .
Читайте также: