Компрессор для лазерной резки металла воздухом
Обновлено: 19.09.2024
Без компрессора невозможна эффективная работа лазерного резака. При его выборе необходимо уделить внимание производительности и давлению. Чтобы убедиться, подходит ли вам выбранная модель компрессора, посмотрите в его паспорт.
Лазерное оборудование широко используется при металлообработке, так и обработке не металлических изделий. Это обусловлено рядом свойственных ей преимуществ: резка изделий получается быстрой, точной и не требует пост обработки.
Чтобы избавится от дыма и копоти, а также охладить зону реза, используется обдув воздуха. Воздух подается под давлением в лазерную головку. От обдува напрямую зависит качество и скорость реза или гравировки.
Целью статьи является помощь в подборе компрессора для приобретаемого лазерного оборудования. Это устройство оказывает существенное влияние на производительность, качество и сроки эксплуатации станка.
Какие характеристики компрессора обязательны
Практика показывает, что выбор типа лазера и источника электроснабжения значительных сложностей не представляет. Чего нельзя сказать о таком неотъемлемом элементе конструкции лазерного станка, как компрессор.
Он необходим для решения триединой задачи:
- организует подачу воздуха к месту выполнения реза, повышая, тем самым, эффективность процесса;
- продувает зону реза, что обеспечивает большую чистоту краев;
- формирует давление для обдува линзы лазера, исключая её загрязнение копотью и дымом.
В первую очередь, требуется оценить производительность модели и величину создаваемого давления. Проще всего сделать это, ознакомившись с паспортными данными на изделие.
Определив, что они вас устраивают, переходите к оценке следующих эксплуатационных характеристик приглянувшейся модели:
- Подойдет ли компрессор, учитывая характер предстоящих работ.
Если вашей целью не является промышленное производство, то покупка дорогой модели экономически нецелесообразна.
Неплохим решением может стать приобретение поршневого компрессора (даже китайского, качество которых в последние годы значительно возросло). Он вполне сможет проработать несколько лет.
Для профессионального оборудования необходим аналогичный мощный компрессор. Это достаточно дорого, но за качество следует платить.
Тип компрессора
Этот вопрос надо оценить с двух сторон.
Во-первых, масляный или безмасляный.
У каждого из вариантов есть свои плюсы и минусы. Пример. Для масляных требуется обязательная установка сепаратора (фильтра/отделителя). При его отсутствии высока вероятность оседания масла на линзе лазера. Она может перегреться и выйти из строя (лопнуть).
Безмасляный изначально подаёт исключительно чистый воздух. Но ресурс у них многократно ниже, чем у предыдущих подтипов.
Обсудите детали с консультантом.
Во-вторых, по принципу работы. На станках с СО2 лазерами применяют оборудование двух типов:
- Винтовые – сжатие воздуха выполняется двумя роторами с зубьями винтового типа.
Они сцеплены между собой. Относятся к объемному классу ротационных машин (по принципу действия). Востребованы для мощных производственных лазерных станков. Позволяют значительно удешевить процесс получения сжатого воздуха. Имеют большую производительность, в сравнении с поршневыми, обеспечивают максимальную чистоту подаваемого воздуха, длительную непрерывную работу. Просты в эксплуатации и обслуживании. - Поршневые.
Для СО2 лазерных станков чаще применяют именно эти модели. Принцип работы основан на возвратно-поступательном перемещении поршня. Поршень перемещается двигателем компрессора. Один оборот вала – полный цикл работы.
Устройства подразделяются на ряд подтипов. Для станков рассматриваемой группы основными являются: модели аквариумного типа.
Недорогие варианты с низким энергопотреблением ≤100Вт. Могут работать достаточно продолжительное время непрерывно. Отличаются мtymijq шумностью. Но мощность весьма незначительная. Поэтому с толстыми металлами работать не получится.
При установке на подачу воздуха шланга большего диаметра можно добиться существенного увеличения мощности подобного компрессора примерно вдвое (и даже более).
Какой должен быть ресивер компрессора
Более дорогие, шумные и энергоёмкие (>100Вт). Исключена работа в непрерывном режиме. Оптимальный график применения (работа/отдых) составляет 15/5 мин. Требуют большого ресивера. Ставятся на производственных моделях в малых и средних предприятиях.
Характеристики подбираются с таким расчётом, чтобы устройство позволяло на выходе сопла поддерживать давление ~ 4 бар, и было способно работать не постоянно, а прерывисто. Этого можно достичь значительной производительностью компрессора и емким ресивером.
Чем быстрее и продолжительнее необходимо резать, тем больший объем рессивера нужно использовать, чтобы рез был ровный и линзы служили дольше.
Для лазерных станков по металлу еще очень важно качествнно фильтровать ваздух, но об этом подробнее в другой статье. Уточните наличие клапанов из нержавейки (снижается вероятность возникновения коррозии), иных «плюшек». Однако, чем их больше, тем дороже станок и его обслуживание.
Учитывайте направления развития вашего бизнеса. При покупке компрессора необходимо думать на перспективу. Если взят курс на расширение производства, есть смысл сразу приобретать более производительную модель. Она дороже, но и более долговечна. Цена компрессора и срок его эксплуатации соотносятся в прямой пропорции. Для более подробной информации, обращайтесь к нашим менеджерам.
✅ Компрессор для ЛАЗЕРНОГО станка (СО2) резки и гравировки. Какой выбрать, как пользоваться и подключать
Содержание:
- 00:00 Вступление
- 00:49 Для чего необходимо подключать подачу воздуха в лазерный станок
- 01:37 Какие бывают компрессоры для лазерного станка с ЧПУ
- 02:26 Практический опыт от Алексея Потапова
- 02:47 В чем суть и преимущество ресивера компрессора
- 03:46 Масляный или безмасляный компрессор?
- 05:35 Как понять, что компрессор скоро выйдет из строя
- 05:45 На что еще обращать внимание при выборе воздушного компрессора с ресивером?
- 06:23 Уход и обслуживание компрессора
- 08:20 Организация подключения воздушного компрессора к лазерному станку
- 09:36 Системы регулировки подачи воздуха на лазере
- 09:52 Простейшая система на примере 6040 lps Zoldo® RD
- 10:35 Система регулировки подачи воздуха с клапанами на примере 6090 lps Zoldo®
- 12:32 Преимущество компрессора с ресивером над штатным мембранным или поршневым
- 13:34 Лазерная гравировка акрила (оргстекла) со штатным компрессором без регулировки давления
- 15:15 Лазерная гравировка акрила с компрессором с ресивером с регулировкой давления
- 19:05 Лазерная гравировка фанеры с регулировкой давления воздуха
- 20:32 Новый Youtube канал про бизнес на лазерном станке от Алексея Потапова
ВИДЕО. Компрессор для лазерного станка
Для чего необходим компрессор для лазерного станка?
Основная задача подачи воздуха в зону лазерной резки - это не наш с вами красивый рез лазером. В первую очередь - это охлаждение непосредственно самой линзы, фокусирующей лазерный луч, из-за чего она может сильно нагреваться, так как в процессе эксплуатации может подвергаться загрязнению. И охлаждение здесь нужно, чтобы она не вышла из строя. Помимо этого воздух требуется для того, чтобы на линзу не попадали продукты горения. И третий приятный бонус - это увеличение скорости резки некоторых материалов, к примеру, фанеры, а также качество обработки, к примеру, того же оргстекла (акрила), но эти возможности появляются тогда, когда вы используете мощный компрессор с достаточным давлением и системой регулировки подачи воздуха на вашем лазерном станке. То есть полноценную систему, о которой подробно рассказано в видео.
Какой компрессор для лазерного станка выбрать?
Воздух у нас в голову лазерного станка подается из устройства, которое называется компрессор. Они бывают разными.
Обычные штатные воздушные компрессоры, которыми комплектуются лазерные станки с ЧПУ бывают поршневые или мембранного типа. К примеру, ACO-001 - это который поменьше, побольше - модели ACO-004, ACO-005, ACO-008 или ACO-009. В основном все они поршневые. По крайней мере, все лазерное оборудование от WinLaser® поставляется именно с такими.
Минус таких штатных поршневых компрессоров в том, что они дают небольшое давление. И даже ACO-009 не сможет показать хорошую производительность при лазерной резке той же толстой фанеры, к примеру, 10 мм и больше.
Помимо этого "пульсирующая" подача воздуха из-за возвратно-поступательного движения поршня в таких компрессорах при лазерной резке на некоторых материалах дает эффект ряби на торце, что сказывается на эстетике.
С этим недостатком легко справляются так называемые поршневые воздушные компрессоры с ресивером, накапливаемый сжатый объем воздуха в которых гасит пульсацию давления и обеспечивает его непрерывную стабильную подачу на выходе.
Именно поэтому для хорошей производительности и высокого качества резки и гравировки, а особенно, если вас интересует лазерный станок для резки фанеры, мы рекомендуем подключать к лазерному станку компрессор с ресивером, который во всех подробностях мы и обсудим далее.
И забегая вперед сразу отметим, что для нормальной работы мастерской лазерной резки с полным циклом обработки, когда есть не только лазерный станок, но еще и покрасочная, а также какой-то пневмоинструмент или какие-то другие потребители, которые будут работать одновременно, имеет смысл купить два воздушных компрессора с ресивером: на СО2 лазер с ресивером объемом 24 литра, а на покраску и все остальное - 50 литров или больше.
Почему у компрессоров разный объем ресиверов?
На самом деле, давление у всех воздушных компрессоров с ресивером одинаковое. Но объем ресивера дает возможность использовать большее количество объема воздуха за единицу времени, то есть для пневмоинструмента нужен побольше компрессор, для покраски можно чуть-чуть поменьше, допустим те же 50 литров. 24-х литровый компрессор для резки на лазерном станке при давлении 0,8 - 1,5 атмосферы включается раз в две с половиной минуты, где-то этого вполне достаточно, по паспорту, для того, чтобы он остыл, не перегревался.
Если подытожить данную тему, то чем у нас больше объем ресивера, тем дольше он может отдавать воздух, да и при этом работать в своих правильных рабочих температурах, не перегреваться.
Масляный или безмасляный компрессор для лазерного станка?
Помимо этого при выборе компрессора с ресивером нужно обращать внимание на его тип. Они бывают масляными и безмасляными. Для лазерного станка с ЧПУ рекомендуется приобретать безмасляные, которые изначально пошли к нам из медицины, где необходим чистый воздух. Безмасляные отвечают этим требованиям, так как у них не имеется внутри лубрикантов, смазок для работы. С такими в лазерную голову на линзу и далее в зону резки будет подаваться воздух без каких-то примесей. Как следствие - линза не будет загрязняться и быстрее выходить из строя, а качество обработки останется высоким.
Помимо этого безмасляные компрессоры тише обычных поршневых компрессоров. Рядом даже с двумя работающими компрессорами с ресивером могут легко без повышения голоса разговаривать люди.
А еще отсутствие масла облегчает эксплуатацию подобных компрессоров, которые не требуют предварительных пусконаладочных мероприятий, готовы к работе сразу после покупки и не нуждаются в особом обслуживании весь срок службы. Главное, сливать конденсат по окончании рабочей смены через специальный клапан сброса, расположенный в нижней части ресивера.
Говорят, что у безмасляных компрессоров небольшой ресурс, но опять же, первое на что надо обратить внимание - это где вы покупаете компрессор. Если в хорошем магазине, который дает гарантию 3 года, то если он даже в течение этих трех лет умрет, вы можете поменять компрессор по гарантии.
Устройство безмасляного компрессора с ресивером для лазерного станка
Помимо ресивера безмасляный компрессор для лазерного станка оснащается манометром, который показывает давление в баке (ресивере), манометром показывающим давление при выходе с регулятора, регулятор давления, а также быстросъемами (один или два) для подключения к воздушной магистрали. Для накачки воздуха в ресивер на компрессоре устанавливаются моторы, на небольших простых он может быть в единственном числе, на более производительных стоят до 4-х моторов.
Для удобного перемещения компрессора по помещению его могут комплектовать транспортировочными колесами.
Откуда в воздухе в компрессоре конденсат (вода, влага) и почему это опасно?
В процессе работы на выходе из компрессора с ресивером воздух может быть влажным, а в некоторых случаях очень влажным.
Дальше такой влажный воздух обеспечит выпадение конденсата в воздушной магистрали в виде капелек воды, которые потом тем же воздухом будут гнаться на линзу вашего лазерного станка. И это опасно, потому что, как вы помните, линза должна обдуваться чистым воздухом (в том числе и сухим). Все остальное в процессе работы лазерного станка будет припекаться на линзе и быстро выведет ее из строя.
К сожалению, влажный воздух в компрессоре - явление неизбежное. Воздух сам по себе содержит какое-то количество влаги. В зависимости от климатических условий региона России ее может быть где-то больше, к примеру, в Санкт-Петербурге, Сочи, Хабаровске, а где-то меньше, к примеру, в Астрахани.
Хорошая новость в том, что проблему влажного воздуха на входе в лазерный станок можно решить. Но для начала давайте разберемся в физике этого процесса.
Итак, воздух, поступающий в ресивер из окружающей среды у нас влажный. В ресивер компрессором он нагоняется горячим. И это плохо, потому что горячий воздух удерживает больше влаги. Если еще и снаружи температура высокая, то влажность воздуха в ресивере будет мега концентрированной. И тут к нам на помощь приходит ресивер.
Его первая задача в решении вопроса влажности воздуха - это его охлаждение, потому что холодный воздух удерживает меньше влаги, за счет чего последняя выпадает в виде конденсата (капель воды) на внутренних стенках ресивера. Далее вода скатывается в нижнюю часть ресивера и впитывается специально насыпанным в него песком.
Вторая задача - давление или сжатие воздуха в ресивере, которое также способствует выпадению конденсата, то есть удалению влаги из нашего воздуха.
Однако даже после этих воздействий температурой и давлением вся влага из воздуха для нашего лазерного станка не удалится.
А если учитывать, что дальше на выходе из ресивера температура в той же воздушной магистрали может быть еще ниже, то выпадение конденсата продолжится вплоть до выхода в лазерной голове.
Конденсат в компрессоре. Что делать, чтобы избежать избыточной влаги на входе в лазерный станок?
Если вы хотите максимально эффективно решить проблему влажного воздуха на входе в лазерный станок, то вам поможет профессиональное решение, рефрижераторный осушитель, обеспечивающий осушение воздуха за счет охлаждения. К сожалению, цена таких устройств не совсем бюджетная. Они стоят от нескольких десятков тысяч рублей. Если это вам не по карману, то вам придется оптимальным образом организовывать условия эксплуатации вашего компрессора и воздушной магистрали до лазерного станка. Вот основные рекомендации по данному вопросу:
- Если вы устанавливаете компрессор в закрытом звукоизолирующем коробе, то озаботьтесь его вентиляцией (в коробе должна быть приточка и отточка), чтобы температура внутри короба не была высокой, а лучше сразу низкой. Подумайте, может будет целесообразно пустить туда воздух от кондиционера.
- Если компрессор у вас установлен в отдельном помещении, то можно сразу в этом помещении установить осушитель воздуха.
- Если температура воздуха, поступающего в осушитель компрессора высокая, то для обработки воздуха и конденсации воды потребуется осушитель большего размера.
- Используйте воздушный компрессор, который работает с избыточным давлением 7 бар, сжимает воздух до 7/8 от его объема. Это также уменьшает способность воздуха удерживать влагу на 7/8.
- Если ваша воздушная магистраль длинная, то предусмотрите слив отдельной трубой со сливным краном, в которую будет собираться часть конденсата. К этой трубе основная часть магистрали должна подходить с уклоном.
- Устанавливайте на входе в лазерный станок магистральный фильтр осушитель и влагоотделитель. Дополнительно можно установить фильтр тонкой очистки, а если воздух очень влажный и как следствие, конденсата в магистрали выпадает много, то установите осушитель с селикагелем и адсорбером.
В общем, чем больше влажность, тем серьезнее у вас должна быть система очистки воздуха, организовывать которую надо ориентируясь на физику процесса, описанную выше.
Ну и конечно же, еще раз напомним, после рабочей смены не забывайте сливать из ресивера воды через специальный сливной клапан.
Воздушная магистраль от компрессора до лазерного станка
От компрессора с ресивером к лазерному станку у нас прокладывается воздушная магистраль, по которой у нас и подается воздух. Это могут быть простые пластиковые трубы или шланги, но только из такого материала, который сможет выдержать давление.
Системы регулировки воздуха на лазерном станке
Помимо очистки и охлаждения линзы лазерного станка, воздух из компрессора влияет на качество обработки. К примеру, для резки той же фанеры его требуется много, особенно если речь идет о толстой фанере. Давление воздуха, подаваемого для резки фанеры толщиной 10 мм и больше должно быть 1,5-2 атмосферы (1,5-2 бар).
Для резки тонких материалов давление должно быть меньше, чтобы материал не воблился и не летал по рабочему полю.
Для лазерной гравировки в большинстве случаев воздуха требуется мало, особенно, если речь идет о гравировке оргстекла (акрила), процесс обработки которого показан в видеообзоре.
Для регулировки давления подаваемого воздуха можно использовать как сам компрессор с ресивером, на котором предусмотрен специальный регулятор. Также на самом лазерном станке на лазерной голове может быть предусмотрен специальный механизм (винтик).
Помимо этого некоторые лазерные станки оснащаются автоматическими системами регулировки подачи воздуха через систему клапанов, которая значительно упрощает рабочий процесс и улучшает производительность вашего лазерного оборудования. Подобными системами оснащаются лазерные станки от нашей компании. Пример реализации и возможностей такой системы также показан в видеообзоре.
FAQ :: Вопросы по лазерным станкам
Вы купили лазерный станок в VIRAND или в другом месте? Обязательно прочитайте эту статью. Здесь собран ТОП самых часто задаваемых вопросов, которые возникают при использовании CO2 станка.
Подключение лазерного станка
Лазерный станок необходимо подключать к розетке с заземлением. Если розетки не имеют заземляющих колодок или они не подключены к земле, то необходимо подключить дополнительный провод (обычно имеет желто-зеленый цвет) к заземлению. Его необходимо вывести на улицу, сделать заземляющий контур и подключиться к нему. О том, как его правильно сделать можно проконсультироваться у электрика, в учебнике или в сети Интернет. Также рекомендуется ставить УЗО.
Что произойдет в случае включения лазерного станка в розетку без заземления?
Скорее всего, ничего страшного не произойдет. Но следует учесть, что на лазерную CO2 трубку подается напряжение более 20 кВ. Это напряжение создает наводки на корпус, из-за чего электроника может начать работать нестабильно. В том числе возможно возникновение неисправности в южном мосту материнской платы вашего компьютера или выгорание порта USB на плате управления. Более того, может произойти пробой напряжения с блока розжига на корпус. Например, провод от блока розжига трубки случайно замкнет на корпус. Не следует забывать, что также пробой на корпус будет происходить и в случае неисправности трубки. Если Вы озаботились заземлением и поставили УЗО, то оно сразу отключит станок от электричества и сохранит вам жизнь.
В комплекте со станком не идет чиллер. В базовой комплектации есть только помпа. Как это влияет на работу?
Базовая комплектация лазерных станков не предусматривает чиллер, так как у некоторых клиентов он уже есть, кто-то сооружает свои системы из старых холодильников, а для кого-то он не по бюджету. В базовой комплектации есть только помпа.
Чиллер/помпа нужны для охлаждения трубки. Температура на сливе из трубки не должна превышать 23 градусов. При температуре 30 градусов — срок службы трубки сокращается вдвое. Если в комплекте со станком идет помпа, то мы рекомендуем купить емкость объемом не менее 50 литров. При таком большом объеме лазерная трубка почти не влияет на температуру воды, тем не менее при таком способе обязателен термометр, контролирующий температуру охлаждающей жидкости, желательно, со звуковой сигнализаций при превышении этого параметра. Это обусловлено тем, что нагрев воды зависит от температуры в помещении, нагруженности станка по мощности, доле холостых пробегов, циркуляции воздушных потоков и ряда других факторов. Контроль температуры охлаждающей жидкости на входе и выходе из трубки, а также воздуха в помещении и сигнализация — одни из функций котроллера VIRAND smartLaser. Более подробно об уходе за лазерной трубкой можно прочитать в соответствующей статье.
Кстати, на некоторых моделях лазерных станков ставят чиллер CW3000. Данный чиллер нельзя использовать в качестве охладителя CO2 лазерной трубки! Дело в том, что он имеет объем всего лишь примерно 9 литров и не имеет компрессора для охлаждения! Станок очень быстро разогревает емкость с 9 литрами охлаждающей жидкости до 30 градусов и выше, что наносит ущерб сроку службу лазерной трубки. Если вы приобрели станок с мощной лазерной трубкой (от 100 Вт), то мы рекомендуем присмотреться к чиллеру типа CW5000, так как он уже работает по принципу холодильника, либо приобрести контроллер VIRAND smartLaser.
Чиллер CW3000 нельзя использовать в качестве охладителя лазерной трубки CO2
В дальних углах станок режет хуже, чем около зеркала в начале координат.
Здесь есть две причины:
- Необходимо отъюстировать зеркала, так как у вас уходит лазерный луч.
- У вас плохая вытяжка и из-за большого количества дыма лазерный луч гасится.
- Станок исправен и отъюстирован. Резка выполняется на скорости, при которой материал только только успевает прорезаться. Чем больше размер поля у станка, тем большее расстояние необходимо пройти лазерному лучу. Это расстояние самое наибольшее в правом нижнем (или в левом нижнем) углу. Пока лазерное излучение идет до головы лазерного станка, оно рассеивается, преломляется — это абсолютно нормальный эффект. Для дифференциации проблемы №3 от №2 и №1 следует ввести численные критерии. У нас в компании пределом считается отклонение в скорости реза больше 10%. То есть если лазерный станок в левом верхнем углу прорезает материал на скорости 30 мм/с, то он должен прорезать материал в правом углу минимум при скорости 27 мм/с. Соответственно скорость реза ставится такой, при которой лазерный станок сможет прорезать во всех четырех углах. Если отклонение больше 10%, то однозначно можно заявить, что нарушена юстировка станка или рабочее поле сильно задымляется.
При лазерной резке линии получаются неровными/дребезжащими.
Скорее всего, вам необходимо подтянуть линзу, либо зеркала. Когда станок ведет лазерную голову, линза в ней дребезжит и попадает в разные точки. Причем данная проблема особенно выражена при резке окружностей, так как в этом случае ускорение по обоим осям непостоянно.
Стоит отметить, что это очень частая проблема у покупателей. После разбора и прочистки линзы — клиенты боятся сильно закрутить фиксирующий винт, чтобы не повредить линзу. В итоге линза, либо зеркало раскручивается. Это приводит к такому эффекту.
Насколько вредно смотреть на лазерный луч?
Для того, чтобы ответить на данный вопрос необходимо уточнить, что в данном ответе речь пойдет о CO2 лазерных станках. Данный ответ НЕПРИМЕНИМ к оптоволоконным и другим лазерным источникам. Излучение CO2 лазеров имеет длину волны 10.6 мкм — это обычное инфракрасное излучение. Инфракрасное излучение задерживается практически любым типом материала, например его задерживает обычное оргстекло. А вот селенид цикла пропускает инфракрасное излучение, поэтому из этого материала делают линзы. В результате резки и горения материала появляется вспышка — она не такая яркая как при сварке, но не рекомендуется очень долго и близко на нее смотреть. Другими словами:
Как показывает практика, мало кто использует очки при работе на лазерном co2 оборудовании. Однако, учтите тот факт, что они могут спасти вас от человеческого фактора и сохранят зрение.
- Изначально из трубки выходит 10.6 мкм излучение, его попадание на кожу приведет к ожогу, попадание на глаз вызовет ожог роговицы или полную потерю зрения.
- Дальше это излучение фокусируется. И если оно попадает на кожу после линзы, то лазерный луч может пройти очень глубоко в тело, задев нервы. Это приводит к достаточно болезненным и долгозаживающим ранам. Попадание сфокусированного излучения в глаз вызовет потерю зрения.
- После попадания лазерного излучения на обрабатываемый материал, происходит его возгорание. В данном случае этот процесс очень близок к процессу обычного горения материала, который, как вы знаете не вредит зрению. Однако в лазерном станке этот процесс идет более активно, поэтому не рекомендуется долго смотреть в место попадания лазерного луча.
Какие материалы можно обрабатывать на лазерном станке?
Данный вопрос подробно рассматривался в данной статье:
Вредные пары образуются при резке: ABS пластика, акрила, пенопласта, полистирола, пенокартона.
На лазерном станке запрещается обработка тефлона, винила, поливинилхлорида (ПВХ).
Планируем использовать станок в неотапливаемом помещении — что можно сделать?
В качестве охлаждающей жидкости можно использовать антифриз. Однако, мы рекомендуем использовать станок в нормальных условиях: от 15 до 25 градусов. Низкая температура отрицательно влияет на оптический резонатор трубки. Также при низких температурах возможно образование конденсата на зеркалах, из-за чего лазерный луч будет угасать и рассеиваться по пути к линзе. Более подробную информацию о том, как перепад температур вредит лазерному оборудованию, можно прочитать в статье, указанной в самом начале.
При резке детали, ее грани становятся скошенными — в чем может быть проблема?
Прежде чем задаваться таким вопросом — необходимо определить критерии в численном виде.
- Угол от 88 до 90 градусов. Это идеальный рез, так как удовлетворяет всем задачам, которые выполняются на лазерных станках CO2.
2. Угол от 80 до 88 градусов. Присущ станкам полупрофессионального уровня. Однако при более тщательной юстировке его можно довести вплоть до 88 градусов. (если мы говорим про серию станков VIRAND OPTIMA).
3. Угол менее 80 градусов. Такой рез присутствует на станках любительского уровня.
Возможность довести угол реза зависит в первую очередь от материала, поэтому перед покупкой станка рекомендуем протестировать резку у продавца. Если такой возможности нет, то пришлите продавцу тестовый файл.
Если вы уже купили станок и столкнулись с такой проблемой, то необходимо действовать в следующем порядке:
Если все эти методы не помогли, то проблема заключается в механике станка, в том числе, заключающаяся в несоосности осей.
Какая линза стоит на моем станке — длиннофокусная, короткофокусная?
Положите лист бумаги на стол лазерного станка. Поднимите стол так, чтобы голова лазерного станка уперлась в лист. Далее по чуть-чуть опускайте стол и делайте тестовый прострел лазера на минимально возможной мощности (5-15%). Зафиксируйте тот момент, когда точка от лазера будет самой тонкой. Измерьте расстояние от поверхности материала до линзы. Если это расстояние равно 2-м дюймам (50.8 мм), то линза среднефокусная. Данная линза оптимальная как для резки, так и для гравировки. Если расстояние меньше, то такая линза лучше подходит для гравировки и резки тонких материалов, а если больше 2-х дюймов, то для резки толстых материалов. Чем больше фокусное расстояние, тем меньше скос на толстых материалах.
Как уменьшить нагар на материалах?
Нагар возникает в тех случаях, когда компрессор не успевает подавать достаточное количество воздуха к области реза, материал находится не в фокусе лазерного луча или загрязнена оптика лазерного станка. Варианты исправления этой проблемы соответствующие:
- Купить более мощный компрессор (коаксиальный) или установить шланги большего диаметра для подачи воздуха. (Данная услуга также предлагается нашей компанией, но применима только для станков, представленных на нашем сайте. Набор для сборки VIRAND CONSTRUCTOR изначально оснащен шлангами большего диаметра в силу конструктивных особенностей и в данной доработке не нуждается. Подробнее про выбор компрессоров написана статья, которая также есть в блоге на нашем сайте.)
- Правильно подобрать фокусное расстояние.
- Произвести чистку оптической системы лазерного станка.
Нет луча, не появляется лазерный луч, станок не стреляет
Самая частая проблема — датчик потока воды. Посмотрите — горит ли Water protection (WP) светодиод на блоке розжига? Если не горит, то это значит, что у вас пережало трубку с подачей воды или в датчик попал воздух или он залип. Нужно перепрокачать систему и проверить все шланги. В случае экстренной необходимости можно замкнуть контакты, подходящие к датчику потока воды. Однако, нужно учитывать, что в данном случае Ваш станок работает без защиты.
В случае, если вышеуказанная рекомендация не помогла, то необходимо проверить все соединения. Прикасаться к любым элементам внутри лазерного станка можно только спустя 15 минут после полного отключения от розетки!
Почему загорается фанера при лазерной резке?
Одна из самых частых причин: недостаточная подача воздуха в зону реза или особенность материала. Проверьте компрессор и силу подачи воздуха. Если компрессор поршневой аквариумного типа и сила подачи воздуха недостаточна, то его необходимо разобрать, смазать, проверить пружину.
Какая минимальная мощность может выставляться на лазере?
В теории вы можете выставить на плате управления лазерного станка мощность 1%. Но в таком случае лазерная трубка скорее всего не будет даже разжигаться. Обычно трубки разжигаются при мощности от 5 до 15%. И это значение непостоянно даже для одного и того же типа лазерной трубки. Определив, при какой мощности происходит разжигание лазерной трубки и экспериментируя с настройками скорости, можно выполнять резку ювелирной точности любых тонких материалов.
Обратите внимание, что на плате M2 Nano максимальная скорость резки составляет 25 мм/с. Из-за этого ограничения у оператора лазерного станка могут возникнуть проблемы с резкой тонких материалов.
У меня смещение резки относительно гравировки в плате M2 Nano. Что делать?
Необходимо произвести настройку параметра ALWAYS OPTIMIZE DATA в настройках. В видео про контроллер M2 Nano, которое расположено на нашем канале есть соответствующая видеоинструкция.
Какие оптимальные скорость и мощность реза для материалов?
Необходимо отметить, что два листа фанеры одинаковой марки, одинаковой толщины, купленные в одном магазине, которые хранились в одном месте иногда требуют разной скорости реза! Но все же можно представить усредненные значения. Необходимо учесть, что эти данные можно использовать только как стартовые.
Лазерные трубки ~100 Вт: RECI W2, Lasea F4 и др.
| Материал | Режим | Скорость | Мощность |
|---|---|---|---|
| Фанера, дерево | Гравировка | 400 | 15-50(*) |
| Металл | Гравировка с пастой | 100 | 40-70(**) |
| Акрил 3 мм | Рез | 21 | 55-70(***) |
| Акрил 6 мм | Рез | 11 | 55-70(***) |
| Фанера 3 мм | Рез | 20 | 55-70(***) |
| Фанера 6 мм | Рез | 14 | 55-70(***) |
| Фанера 10 мм | Рез | 6 | 55-70(***) |
Лазерные трубки ~80 Вт: RECI W1, Lasea F2 и др.
| Материал | Режим | Скорость | Мощность |
|---|---|---|---|
| Фанера, дерево | Гравировка | 400 | 15-50(*) |
| Металл | Гравировка с пастой | 100 | 40-70(**) |
| Акрил 3 мм | Рез | 19 | 55-70(***) |
| Акрил 6 мм | Рез | 10 | 55-70(***) |
| Фанера 3 мм | Рез | 18 | 55-70(***) |
| Фанера 6 мм | Рез | 12 | 55-70(***) |
| Фанера 10 мм | Рез | 5 | 55-70(***) |
Лазерные трубки ~50 Вт
Лазерные трубки ~40 Вт
(*) Вариативные значения параметра «Мощность» для режима «Гравировка» указываются в связи с тем, что это влияет на оттенок получаемого изображения. (**) Вариативные значения параметра «Мощность» для режима «Гравировка с пастой» указываются в связи с тем, что этот параметр зависит от типа наносимой пасты и толщины слоя, нанесенного на материал. (***) Вариативные значения параметра «Мощность» для режима «Рез» указываются в связи с тем, что первое значение параметра означает минимальную мощность (min. Power) и необходимо для того, чтобы лазер не пережигал углы изготавливаемой детали, где скорость движения головы минимальна. Второй параметр означает максимальную мощность (max. Power), которая будет применяться на прямых участках, где скорость движения головы максимальна.
Как выбрать воздушный компрессор для лазерного станка?

Компрессор необходим для нескольких вещей: подача воздуха в зону реза для эффективного процесса резки материала, продув зоны реза для более чистого края обрабатываемого материала, создание давления в голове лазерого станка для того, чтобы не засорялась линза. Чем отличаются компрессоры и какой из них лучше?
Начнем с того, что типов компрессоров достаточно много, но чаще всего для лазерных станков используются поршневые компрессоры. В свою очередь у поршневых компрессоров есть свои подтипы.
Поршневой компрессор для лазерного станка аквариумного типа
Типичные представители выглядят так.
Какие же у них плюсы и минусы? Они достаточно недорогие, конструкция проста до безобразия, очень низкое энергопотребление (обычно до 100 Вт), они тихие и могут работать в непрерывном режиме. Их мощности хватает для качественной резки фанеры до 6 мм. Стоит заметить, что толщина 6 мм приблизительна, так как у каждого покупателя свои требования по качеству реза. Компрессор аквариумного типа отлично подойдет для гравировки фанеры, но для некоторых задач его может не хватать. Например:
1. Производство печатей — гравировка с аквариумным компрессором будет получаться не такой глубокой.
2. Резка толстых материалов — рез будет грязным в случае фанеры, другие же материалы могут вообще воспламеняться при использовании аквариумного компрессора.

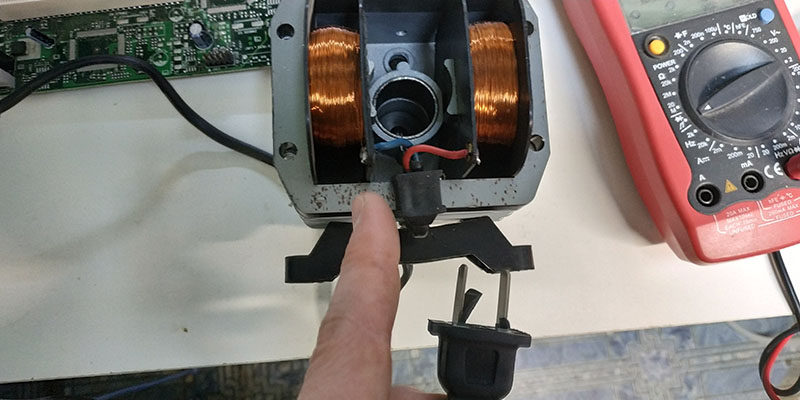
Разобранный поршневой компрессор. Он состоит из клапана, двух катушек и поршня, который перемещается с частотой переменного тока, т. е. 50 Гц
Собственно теперь о недостатке. Он один, но он очень критичен в вышеперечисленных задачах. Такая конструкция компрессора не позволяет создавать давление и его производительность сильно зависит от длины и внутреннего диаметра воздушного шланга. Чем тоньше и длиннее шланг, тем ниже производительность. Именно поэтому при использовании компрессора такого типа мы советуем устанавливать на станок шланги большего диаметра. Благодаря им, производительность компрессора вырастает примерно в 2 раза и больше, согласно показаниям прибора. Поэтому, при покупке не следует обращать внимание на параметр «производительность в л/мин», так как эта производительность указана при отсутствии каких-либо препятствий в виде шлангов. Кстати, была найдена интересная зависимость: эффективность компрессоров такого типа заметна только при увеличении производительности компрессора до 80 л/мин. То есть, например, вы увидите разницу если поменяете компрессор с 40 л/мин до 70 л/мин или с 70 л/мин до 80 л/мин. Но при замене компрессора 80 л/мин на 120 л/мин разницы уже нет почти никакой. Это связано с тем, что данные компрессоры не умеют создавать высокое давление и 120-литровый компрессор физически не может вместить такой объем воздуха в течение минуты, так как нужна более высокая проталкивающая способность. Поэтому если нужна тишина (например, вы установили станок в жилом помещении) и более высокий продув, то желательно установить широкие шланги — они увеличат эффективность компрессора аквариумного типа.
Поршневые компрессоры с ресивером для лазерного станка

Данные компрессоры очень шумны, стоят дороже и потребляют гораздо больше электричества. Как правило энергопотребление составляет от 1000 Вт. Еще очень важно понимать, что данные компрессоры не предназначены работать в непрерывном режиме. Им нужен режим 15 минут работы, 5 минут отдыха. То есть желательно наличие большого ресивера. Как правило, такие компрессоры покупают, если станок куплен для производства.
Обратите внимание: является ли компрессор масляным или безмасляным. Если компрессор масляный, то обязательно нужен фильтр отделитель/сепаратор. В противном случае на вашей линзе будет оседать масло, линза начнет перегреваться и лопнет. Здесь у вас возможно возникнет идея: купить безмасляный компрессор. Да, такой вариант возможен, воздух на выходе из компрессора изначально будет чистым. Однако, как показывает практика, ресурс у безмасляных компрессоров ниже.
Также на выходе у компрессора должен быть редуктор. Какое давление выставить на редукторе? Для разных материалов это значение разное, однако советую начать работу с 2 бар/2 атмосфер и далее уменьшать или увеличивать это значение.
Какие характеристики должны быть у поршневого компрессора с ресивером?
Характеристики должны быть такими, чтобы компрессор мог поддерживать давление на выходе из сопла станка в районе 2 бар и в тоже время не молотить постоянно, а работать прерывисто. То есть нужна не только высокая производительность компрессора, но и большой объем ресивера.
В качестве примера я приведу характеристики нашего компрессора для проведения тестов, но его возможностей не хватит для постоянного использования: объем ресивера 24 л, производительность 198 л/мин. Наверное, самые оптимальные характеристики по цене/качество это: объем ресивера 50 л, производительность 300 л/мин. В популярном магазине такой компрессор был найден за 10000 рублей.
Какой компрессор нужен для гравировки на лазерном станке?
А вот с гравировкой все наоборот. Если вы подключите мощный компрессор во время гравировки, то сгораемый материал будет прибивать к материалу и у вас будут появляться опалины. Я специально сделал такую картинку для наглядной демонстрации этого процесса.

Но полное отсутствие воздуха тоже создает проблему, так как дым попадает в линзу и она быстрее загрязняется. Выхода два:
Каким газом резать металл: азот, кислород или воздух?
В этой статье мы постараемся максимально подробно рассмотреть все плюсы и минусы, выгоды и слабые места резки металлов различными газами: с помощью азота, кислорода и воздуха. Посмотрим какой газ лучше всего подходит для резки металла, действительно ли воздух бесплатный и какие бывают минусы при работе с каждым из газов.
Виды газов для резки металла
Для начала определим, что газом мы именуем и азот и кислород и воздух, воздух тоже газ.
При резке лазером (причём хоть СО2, хоть волоконным) через сопло вместе с лазером подаётся газ для того чтобы удалить из зоны резки продукты горения или помочь лазеру обрабатывать материал.
Если речь об азоте или кислороде то есть много способов хранения и подачи газа в станок, самый основной — баллон с газом, на баллон накручиваем редуктор для регулировки давления и от редуктора ведём шланг на станок.
Воздух
Компрессор это устройство подачи ВОЗДУХА. То есть только воздуха. Воздухом можно резать небольшие толщины, в среднем до 2-3мм. Система фильтрации нужна для того чтобы воздух который через компрессор идёт на станок был чистым, без воды или масла.
Если система фильтрации плохая то из компрессора вместе с воздухом летят мелкие частицы воды и масла, они оседают на защитном стекле лазерной головы и стёкла быстро выходят из строя. Также загрязняется вообще весь воздушный тракт станка и головы.

Но и это еще не все, в некоторых станках воздух используется еще и для работы пневматических систем, так что стоит разграничивать подачу воздуха к станку для резки и для работы пневматики.
Там чаще всего внутри станка уже стоят нужные очистители, дополнительно не надо ничего.
Кислород или азот для резки металла?
Кислородная резка самая дешёвая. Азотная резка намного дороже, но при обработке практически всех металлов, кроме черных, мы используем азот, если хотим сохранить свойства металла.
Кислородом НЕЛЬЗЯ резать нержавейку. Если мы будем ее резать кислородом, то материал по сути будет гореть, ведь горение — это ни что иное, как окисление при высокой температуре, а кислород – катализатор горения. Таким образом из нержавейки мы делаем ржавейку, окисляем её, то есть попросту убираем все её нержавеющие свойства.
А азот – негорючий газ, он инертный, в нем ничего не горит, он выполняет другую функцию – предохраняет металл от окисления, охлаждает его и удаляет продукты горения из зоны реза.

Кислородом обычно режут черные металлы.
Чернуху можно резать и азотом, но это будет слишком дорого и невыгодно, а так как она не имеет нержавеющих свойств, то нет смысла и сохранять их.
Ещё один нюанс – азотом мы режем всё, кроме титана, который при лазерной резке вступает с азотом в реакцию, крошится, теряет свою структуру и свойства. Для резки титана нужен аргон.
Давление газа при резке металла лазером
Итак, на станке есть два гнезда подключения вспомогательного газа — нерегулируемый тракт для азота или воздуха и кислородный тракт с регулятором давления.
Первый идёт напрямую в рабочую голову: то есть как на баллоне на редукторе выставил давление, так оно и работает.
А второй – кислородный тракт требует очень точной регулировки давления, поэтому здесь и стоит специальный регулятор производства японской фирмы SMC. Он позволяет выставлять точные параметры давления резки напрямую из программы.
Когда мы режем материал, его необходимо сначала пробить. В момент этого пробоя давление должно быть 0,15-0,2 МПа, а в процессе резки – достаточно 0,5-0,6 МПа и станок должен регулировать это расхождение в давлении.
Если кислородом пробивать материал с таким же давлением, с каким режешь, то полетят брызги расплавленного металла, т.к. кислород, как мы выяснили выше – катализатор горения. С азотом таких заморочек нет, можно поставить условные 2 МПа и пробивать и резать на одном и том же давлении.
Регулятор давления газа в металлорезе
Возвращаясь к регулятору давления — на него нельзя подавать более 1 МПа, в лучшем случае он просто будет спускать переизбыточное давление и у вас будет перерасход кислорода, в худшем случае - просто выйдет из строя.
Для резки азотом нормальное давление — 1,6-1,8 МПа, а с кислородом — 0,5-0,6 МПа, т.е. расход газа практически в три раза меньше.
Однако, несмотря на то, что кислородная резка дешёвая – она сложная и требует опыта в настройке параметров.
Чуть-чуть отклонение по давлению, не тот диаметр сопла – и у тебя будет плохой рез.
Но если уметь работать с кислородом, то он получается эффективнее и дешевле, чем азот или воздух.
Кстати про воздух: в чём здесь подвох?
Воздух для резки металла
Если вы собираетесь резать на воздухе, вам нужно озаботиться хорошей системой фильтрации, стоимость которой порой может достигать стоимости самого компрессора.
Люди думают, что я сейчас схвачу Бога за яйца, не буду платить за газ, заплачу один раз за компрессор и все – дёшево и сердито. Но на самом деле нет, воздушная резка тоже стоит денег.
Минусы использования воздуха для резки металла
Просто вложения разовые и большие. Да и компрессор тоже нужно обслуживать – менять масло. И бывает, что фильтры тоже выходят из строя, три месяца нормально работает, потом раз – начал плеваться. Конденсат с ресивера летит, вот это вот всё. И если ты один раз засорил тракт, потом поставил воздух с нормальными фильтрами, это всё равно не поможет, потому что придётся чистить сам тракт, продувать его спиртом.
При работе с воздухом, нужно очень сильно очищать и осушать воздушный тракт, потому что любая влага и масло, которые будут лететь из компрессора, будут оседать на защитных стёклах и придётся менять их по несколько раз в час.
Для нормальной резки воздухом нужно давление 1,6-1,8 МПа, но чтобы после всех осушителей и систем фильтрации добиться такого давления на выходе, до фильтров должно быть 20-25 атмосфер. А такой компрессор уже стоит нормальных денег. Поэтому стоимость компрессора с хорошей системой осушителей будет стоить достаточно дорого.
Подумайте, может вам выгоднее взять газификатор с азотом и просто заполнять его один раз в месяц?
Резюмируем по воздуху
Воздух актуален только если вы режете не больше 1,5 мм и если не гонитесь за цветом кромки.
Воздух – это не бесплатно. Это сложно и дорого. Чтобы вся эта система нормально работала, в неё стоит хорошо вложиться. Если вы режете то чернуху, то нержавейку, то одно, то другое – то лучше работайте на газах.
Газовое оборудование и оборудование рабочего места на металлорезе
- Газ может поставляться в баллоне 40 или 70 литров. Это не очень удобно, так как их приходится часто менять и тратить на это дополнительное время.
- Бывает матрица баллонов — 25 баллонов, обвязанных шлангами. Матрицы баллонов хватает на дольше, но она занимает больше места и сложнее в заправке и транспортировке.
- Может быть газификатор — это большой баллон, в котором газ содержится в жидкой форме. Именно поэтому газ из газификатора очень чистый. К тому же он экономичней.
Не стоит гнаться за чистотой газа три девятки (99,999%), четыре девятки (99,9999%). Девяносто девять сотых (99,99%) – этого уже достаточно. Остальное – избыточно, это финансово не целесообразно и будет стоить космических денег. ОЧ (оч чистый) или ОСЧ (особо чистый) – этого достаточно, потестите и определитесь что вам больше подходит.
В следующей статье мы поговорим про систему управления, программное обеспечение и покажем вам самые крутые функции металлореза, которые значительно упрощают рабочий процесс.
Сервис и ремонт лазерного станка по металлу
Многие могут продать металлорез, но не у всех есть такой опыт и багаж знаний как у наших менеджеров и сотрудников сервисной службы.
Возможно в этой статье было много непонятных для вас терминов, не пугайтесь, мы доступно расскажем вам обо всех нюансах и научим правильно работать на станке. Наше обучение длится три дня, за это время вы узнаете всё что нужно о строении станка и его обслуживании, мы научим вас подбирать настройки под разные типы материалов разной толщины и покажем, как работать с режимами резки, которые упрощают работу и помогают экономить время и материалы.
Мы имеет успешный опыт работы с различными производствами и поэтому можем многому вас научить, поделиться опытом и дать вам уникальные советы, как оптимально настроить ваше производство.
Читайте также: