Контакт нержавейки и черного металла коррозия
Обновлено: 01.05.2024
20 Ноября 2016
Согласно знаменитой поговорке, "электротехника - наука о контактах".
Любому электромонтажнику известно, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете - коррозия может уничтожить электрический контакт. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, однако сейчас может быть весьма неудобно искать в старых документах информацию о соединениях. Хабраюзер @teleghost собрал все данные в одной таблице.
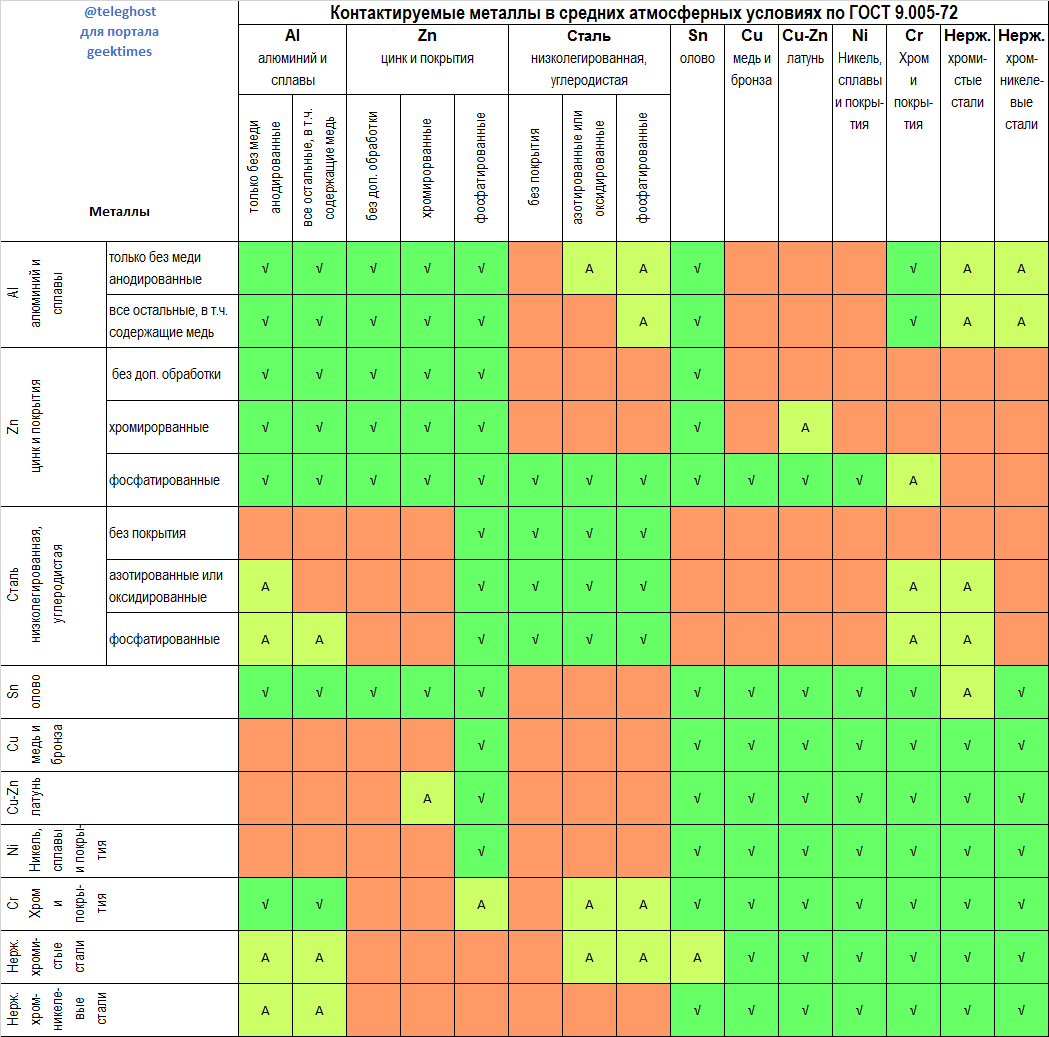
Далее приведена выдержка из ГОСТ 9.005-72 для средних атмосферных (т.е. комнатных) условий. Кликабельно.
Буква «А» означает «ограниченно допустимый в атмосферных условиях». Определение данного понятия из ГОСТ под спойлером.
Данные контакты могут применяться в изделиях, конструкционные особенности и эксплуатационные условия которых позволяют периодически возобновлять защиту контактных поверхностей нанесением рабочих или консервационных смазок, лакокрасочных покрытий или при условии допустимости коррозионного поражения контактирующих материалов для назначенного срока службы изделия.
Несколько слов о металлах.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо чаще, чем, например, нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм.
Нержавеющая сталь — королева сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но необходимо помнить о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово относительно стойко к коррозии (в комнатных условиях) и электрически совместимое почти со всем, кроме чугуна, низколегированных и углеродистых сталей и магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
Не следует использовать олово при низких температурах - с прошлого века известна т.н. «оловянная чума» - полиморфное превращение т. н. "белого олова" в "серое" (b-Sn → a-Sn), при котором металл рассыпается в серый порошок. Причина разрушения состоит в резком увеличении удельного объёма металла (плотность b-Sn больше, чем a-Sn). Переход облегчается при контакте олова с частицами a-Sn и распространяется подобно "болезни". Наибольшую скорость распространения оловянная чума имеет при температуре —33°С; свинец и многие др. примеси её задерживают. В результате разрушения "чумой" паянных оловом сосудов с жидким топливом в 1912 погибла экспедиция Р. Скотта к Южному полюсу.
Оловянная чума (распад олова при низких температурах).
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Особенности коррозионной агрессивности неметаллов. Приложение 3б к ГОСТ 9.005-72:
Почему при монтаже резьбовых соединений нельзя использовать "нержавейку" и "обычную" сталь вместе?
Ниже рассмотрим основные причины, по которым нельзя допускать их контакта.
В нержавеющих сталях аустенитного класса по ГОСТ ISO 3506-2014 содержание легирующих элементов ≈30%.
Основные из них: хром (Cr≥15%) и никель (Ni≥8%).
Стали марки А4 дополнительно легируют молибденом в пределах 2-3%.
Такое содержание легирующих элементов обуславливает заметную разницу электродных потенциалов между «обычными» углеродистыми сталями и коррозионно-стойкими аустенитными сплавами.
В зависимости от активности электролита при контакте двух металлов с разными потенциалами растут риски возникновения контактной коррозии.
Согласно ГОСТ 5272-68:
«Контактная коррозия – это электрохимическая коррозия, вызванная контактом металлов, имеющих разные стационарные потенциалы в данном электролите».
При контакте двух электрохимически разнородных металлов анодом выступает тот, потенциал которого более отрицательный.
Катодом — металл с более положительным потенциалом.
При возникновении контактной коррозии коррозионному разрушению подвергается анод.
Скорость растворения анода зависит, в первую очередь, от разности потенциалов между сплавами.
Но особенную опасность при этом представляет близость морского побережья и промышленных предприятий.
С одной стороны может показаться, что разница потенциалов между разными сталями не такая значительная, как например, у той же стали с алюминием.

Однако, разница потенциалов между «обычной» углеродистой сталью и нержавеющими аустенитными сплавами имеет место быть:
* «Теория коррозии и коррозионностойкие конструкционные сплавы.» Томашов Н.Д., Чернова Г.П. М.: Металлургия, 1986
К сожалению, нам не известны какие-либо научные исследования коррозионной стойкости крепёжных узлов, состоящих из аустенитной "нержавейки" и "обычной" углеродистой стали.
Однако, возникновение контактной коррозии между ними подтверждается частыми обращениями в технический отдел BEST-Крепёж по этому вопросу:

Следы коррозии на тросе из стали А2.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Имеют место образования ржавчины на поверхности троса из стали А2 вследствие коррозии микрочастиц углеродистой оцинкованной стали, попадающих на трос при перемещении по нему стальных карабинов.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности троса.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Следы коррозии на головках болтов из стали А2.
Следы коррозии находятся в верхнем левом углу каждой грани головки болта - это место контакта биты монтажного инструмента с головкой болта. Как известно, такие биты массово производят из обычной углеродистой стали.
В таком случае можно сделать вывод, что показанная на фото ржавчина на нержавеющем крепеже, не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности головки болта.
Следы коррозии на гайках из стали А4.
Как и в предыдущем примере – не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности гаек.
Во всех перечисленных примерах микрочастицы углеродистой стали быстро корродируют из-за своего малого объема.
Как результат на поверхности нержавеющих метизов проявляются хорошо всем знакомые «рыжие пятна» ржавчины.
Стоит обратить внимание, что при кажущейся простоте решения проблемы – «обработал раствором и готово», остаются риски усугубления проблемы.
Если своевременно не удалить постороннюю ржавчину с поверхности коррозионно-стойкой стали, возникает риск возникновения точечной коррозии самого метиза.
Поэтому ГОСТ 9.005–72 исключает контакт между метизами из хромоникелевых аустенитных сплавов и углеродистыми сталями как в атмосферных условиях, так и в морской среде.
В этом вопросе инженеры технического отдела BEST-Крепёж присоединяются к требованиям ГОСТ-а, пусть даже от 1972 года, с учётом накопленного нами опыта.
Остались вопросы?
Задайте их нашему техническому специалисту, мы ответим на них в течение 1-2 рабочих дней!
Почему ржавеет нержавейка

По общему мнению, нержавеющая сталь – это суперсплав, который никогда не ржавеет. Но это предположение не совсем верно, ведь при определенных условиях даже нержавейка подвержена коррозии.
Существует четыре основных типа нержавеющих сталей: аустенитная, ферритная, мартенситная и дуплексная.
- Аустенитная является доминирующей в промышленности и составляет более 70% от общего объема производства. В ее составе присутствует максимум 0,15% углерода и минимум 16% хрома, что обеспечивает очень надежную защиту от ржавчины.
- Ферритная имеет более низкую коррозионную стойкость по сравнению с аустенитными марками, но работает лучше, чем мартенситная.
- Мартенситная образуется в процессе закалки (быстрого охлаждения) аустенитной стали. Она отличается высочайшей стойкостью к истиранию и высокой прочностью. Этот тип стали используется во многих малоинвазивных средах, в том числе при производстве хирургических инструментов.
- Дуплексные стали, имеющие в себе аустенитную и ферритную фазы, обладают высокой стойкостью к локальной коррозии, особенно к точечной, щелевой и коррозионному растрескиванию под напряжением.
Так почему ржавеет нержавейка? Поговорим об этом ниже.
Отличие нержавейки от простой стали
Первое, что нужно знать о нержавеющей стали – это то, что на рынке существует бесчисленное множество ее составов. То, что отличает их от простого стального сплава (помимо наличия различных компонентов металлов в разных соотношениях) – это защитный оксидный слой на поверхности. Пока он остается неповрежденным, металл будет сохранять все свои прочностные характеристики. Но почему на поверхности нержавейки образовывается оксидный слой? Ответ кроется в конкретных элементах, используемых в большинстве ее видов: железо, марганец, кремний, углерод и хром. В некоторые марки также добавляют никель и/или молибден для дальнейшего улучшения характеристик оксидного слоя. Из перечисленных выше элементов хром оказывает наибольшее влияние на стойкость нержавейки к ржавчине. Это означает, что сплавы с высоким содержанием хрома имеют наивысшую общую стойкость к коррозии, так как вступая в реакцию с атомами кислорода, атомы хрома образуют плотный оксидный слой, препятствующий дальнейшему протеканию реакции. Специальные добавки, такие как молибден, повышают стойкость сплава к определенным агрессивным химическим веществам. Например, нержавейка марки 316 содержит молибден, которого нет в сплаве марки 304, поэтому она более устойчива к хлоридам.
Факторы, вызывающие коррозию
Есть ряд причин, по которым на изделии из нержавейки может образоваться ржавчина. Поскольку существуют сотни различных сплавов, следует учитывать тот факт, что среда, которая приводит к коррозии одного типа стали, может вовсе не повлиять на другой. Перечислим несколько основных факторов, ведущих к развитию ржавчины:
Точечная коррозия
Это точечные, проникающие вглубь, повреждения структуры металла, возникающее из-за нарушения поверхностного слоя. Точечная коррозия может развиваться на поверхности материала вследствие нехватки кислорода в определенной области. В этом случае зона, где наблюдается нехватка кислорода становится анодной, избыток – катодной.
Многие типы сплавов нержавейки подвержены сильной точечной коррозии при воздействии сред, богатых хлоридами (например, солью). Так, сплав марки 304 при использовании на морском транспорте может начать страдать от точечной коррозии в результате контакта с морской водой или с морским бризом, обогащенным солью. Чтобы избежать точечной коррозии, важно использовать нержавеющую сталь, обладающую особой стойкостью к хлоридам, например, марку 316. В качестве альтернативы металл можно обработать специальным покрытием для предотвращения прямого контакта с хлоридами в окружающей среде.
Биметаллическая/гальваническая коррозия
Биметаллическая коррозия может возникать в том случае, когда свариваются вместе два разнородных металла. Поскольку, когда два металла с разными свойствами соединяются через общий электролитический материал, может возникнуть протекание электрического тока от одного материала к другому. Это приводит к тому, что металл, легче принимающий новые электроны станет «анодом» и начнет быстрее коррозировать.
Скорость распространения ржавчины будет меняться в зависимости от следующих факторов:
- типа соединяемой нержавеющей стали;
- вида электролита;
- температуры и влажности окружающей среды, а также общей площади поверхности металлов, которые контактируют с друг другом.
Лучшая профилактическая мера от биметаллической коррозии – нанесение специального покрытия на металлы, предотвращающего поток электронов от катода к аноду.
Следует также отметить, что использование присадки для сварных швов, которая слишком отличается от соединяемых металлов, также может привести к гальванической коррозии в месте сварки.
«Пересадка» простого железа
В некоторых случаях остатки твердых частиц от простой стальной или железной заготовки могут переноситься на поверхность нержавеющей детали. Эти частицы могут нарушить защитный оксидный слой заготовки, что в последующем приведет к ржавлению.
Разница между этой проблемой и проблемой биметаллической коррозии заключается в том, что в этом случае контакт между разнородными металлами является чисто случайным и, как правило, происходящим без ведома производителя. Самой распространенной причиной, по которой частицы простых металлов попадают на заготовку из нержавейки, заключается в том, что оборудование, используемое для обработки одного типа материала, может использоваться для другого без надлежащей очистки между рабочими процессами. Чтобы предотвратить пересадку частиц важно тщательно очищать оборудование при переходе с металла на металл.
Интеркристаллическая коррозия
При нагреве стали выше необходимой температуры происходит процесс сенсибилизации – межкристаллитной коррозии, приводящей к выпадению кристаллов стали с поверхности материала. Атомы углерода изымают из сплава атомы хлора, что приводит к понижению процентного содержания хрома. Когда сенсибилизированные стали начинают контактировать с той или иной агрессивной средой, межзеренная граница превращается в активный анод, а центр кристалла – в катод. При ослабевании межзеренных связей, кристаллы стали выпадают, оставляя небольшие ямки с черным налетом. При соблюдении температурного режима таких проблем не возникает.
Также межкристаллитная коррозия может возникать при сварке. Для ферритных сплавов температура, ведущая к появлению ржавчины, равняется +900 градусов, для аустенитных +450 градусов. Чтобы предотвратить ржавление стали зоны сварных швов обрабатывают специальными составами. Пассивация (так называется процесс обработки) направлена на восстановление защитного слоя металла в местах сварки. Для этого используют различные пасты и гели, лимонную или азотную кислоту.
Щелевая коррозия
Развивается в тех местах, где есть небольшие зазоры между сталью и другой деталью конструкции. Примером такого типа ржавления может быть проникновение влаги под крепежные элементы внутрь изделия. В этом случае в зазоре скапливаются агрессивные ионы, которые вытесняют кислород, что и приводит к появлению ржавчины. Щелевая коррозия может образовываться между двумя соединяемыми поверхностями – двумя металлами или между металлом и неметаллом.
Эрозивная коррозия
Происходит по причине уничтожения оксидной пленки тем или иным абразивом. Если нержавейку регулярно подвергать воздействию абразивной жидкости, ее защитный слой будет разрушаться, что приведет к проявлению ржавчины. Чтобы этого избежать важно отказаться от обработки поверхности изделий из нержавейки абразивными веществами. Особенно пагубное влияние на нержавеющие стали оказывает хлор, именно поэтому при очистке изделий нельзя использовать хлорсодержащие средства.
Фактор обработки
Немаловажным фактором в образовании ржавчины является вид обработки поверхности. Так, к примеру, изделия с более гладкой поверхностью гораздо устойчивее к ржавлению, чем нержавеющие изделия с шероховатой. Все дело в том, что шероховатые поверхности быстрее загрязняются и нуждаются в большем уходе. Если элементы с шероховатой поверхностью, выполненные из нержавейки марки 304, будут использоваться в пищевой промышленности либо морских условиях, они быстро выйдут из строя, так как быстро покроются коррозионными пятнами.
Уход за металлом
Нержавеющая сталь отличается высокой прочностью и долгие годы сохраняет свои эстетические качества. Однако для того чтобы она полностью оправдала свое название, за ней следует регулярно ухаживать, ведь данный материал, как и другие металлы, подвержен воздействию многих разрушающих факторов.
Чтобы предотвратить развитие коррозии еще на этапе производства, важно предотвратить контакт нержавейки с железом или обычной сталью. Это требует бдительности при очистке оборудования, рабочих столов, инструментов, складских помещений, токарных валиков и так далее. Любые частицы пыли углеродистой стали, оседающие на нержавейке во время изготовления, могут загрязнить ее поверхность, увеличивая вероятность образования ржавчины. Также важно соблюдать правила сварки и последующей обработки металла.
Как в загородных условиях, так и в условиях городской среды нержавейка нуждается в регулярной очистке – мытье теплой водой с содержанием ПАВ. При этом следует избегать использования очистителей, в которых содержатся хлориды и аммиак. В быту для очистки нержавейки часто применяют 8% лимонную кислоту. Если на поверхности нержавейки стали появляться пятна или ямки, необходимо обработать эти места жесткой губкой. Устранять окислы железа лучше всего специальными средствами, которые представлены на современном рынке в широком ассортименте. Регулярная чистка нержавейки увеличивает срок ее службы и улучшает внешний вид.
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Совместимость металлов или как избежать гальванической коррозии?

Контактная коррозия происходит при непосредственном контакте двух разнородных металлов. Нельзя, к примеру, соединять алюминиевые листы медной заклепкой, так как при определенных условиях они образуют сильную гальваническую пару.
Разные металлы имеют разные электродные потенциалы. В присутствии электролита один из них играет роль катода, а другой анода. В результате химической реакции, протекающей между ними, начнется коррозионный процесс, в котором медь (катод) будет беспощадно разрушать алюминий (анод).
Почти все пары разнородных металлов, находящиеся в контакте между собой, подвержены коррозии, так как даже влага из воздуха может выступить в роли электролита и активировать их электродный потенциал. Но одни пары уязвимы в большей степени, а другие – в меньшей.
Например, алюминий отлично контактирует с оцинкованной сталью, хромом и цинком, а латунь совершенно не «дружит» со сталью, алюминием и цинком. Чтобы узнать, какие металлы совместимы, а какие нет, обратимся к основам химии.
В ряду электрохимической активности металлы стоят в следующей последовательности:

Электрохимический ряд напряжения металлов
Для примера рассмотрим пару алюминий – медь. Алюминий стоит в ряду слева от водорода и имеет электроотрицательный потенциал равный -1.7В, а медь находится справа и имеет положительный потенциал +0.4В. Большая разница потенциалов приводит к разрушению более активного алюминия. Медь сильнее всех, впереди стоящих элементов, поэтому в паре с любым из них она выйдет победителем. Чем дальше друг от друга в ряду стоят элементы, тем выше их несовместимость и вероятность протекания гальванической коррозии.
Данные о совместимости некоторых металлов представлены в таблице:
| Алюминий | Латунь | Бронза | Медь | Оцинкованная сталь | Железо | Свинец | Нержавеющая сталь | Цинк | |
| Алюминий | Д | Н | Н | Н | Д | О | О | Д | Д |
| Медь | Н | О | О | Д | О | Н | О | Н | Н |
| Оцинкованная сталь | Д | О | О | О | Д | О | Д | О | Д |
| Свинец | О | О | О | О | Д | Д | Д | О | Д |
| Нержавеющая сталь | Д | Н | Н | Н | О | О | О | Д | Н |
| Цинк | Д | Н | Н | Н | Д | Н | Д | Н | Д |
Д – абсолютно допустимые контакты (низкий риск ГК);
О – ограничено допустимые контакты (средний риск ГК);
Н – недопустимые контакты (высокий риск ГК).
Приведенная таблица может служить кратким справочником для определения совместимости некоторых конструкционных металлов. Допустимость и недопустимость контактов разнородных в электрохимическом отношении металлов устанавливает ГОСТ 9.005-72.
Пример недопустимых гальванических пар:

Гальваническое действие может возникнуть, если строительную конструкцию из нержавеющей стали скреплять оцинкованными болтами. В этой нежелательной паре пострадает высоко анодный крепеж, поскольку его электроны будут перемещаться в направлении катодной нержавеющей стали. Поэтому, крепежные детали должны быть изготовлены из менее гальванически активного металла, чем материал металлоконструкции.

На скорость течения гальванокоррозии оказывает влияние площадь поверхности анода и катода. Если большой по размеру анод соединить с маленьким катодом, то анод будет ржаветь медленно, а если сделать наоборот, то быстро. Например, используйте болты из нержавеющей стали для крепления алюминия, но не наоборот.
Степень интенсивности протекания контактной коррозии зависит и от условий эксплуатации соединения. В обычных атмосферных условиях процесс будет протекать менее быстро и возрастает в агрессивной электропроводной среде, например, растворах кислот и щелочей. Присутствие в воде других веществ увеличивает проводимость электролита и скорость коррозии. Поэтому при проектировании конструкций важна оценка окружающей среды.
Как защитить конструкцию или узел от контактной коррозии?
Если по конструктивным соображениям невозможно избежать нежелательного контакта разнородных металлов, то можно попытаться уменьшить гальваническую коррозию с помощью следующих методов:
- окраска поверхностей в районе их стыка;
- нанесение совместимых металлических покрытий;
- изоляция соединения от внешней среды;
- электрическая изоляция;
- установка неметаллических прокладок, вставок, шайб в болтовых соединениях.
Практика показывает, что в тех случаях, когда пренебрегают требованиями к допустимости контактов разных металлов, приходится дорого за это расплачиваться. Неправильная компоновка контактных пар выводит из строя узлы крепления, металлоконструкции и может стоять человеческой жизни.
Нержавеющая сталь, это сплав с хромом и никелем в основном, кстати которых в приведенном ряду нет. Хром стоит между цинком и железом (ближе к цинку), никель - после железа. Собственно поэтому непросто говорить про поведение нержавеющих сталей, многое зависит от соотношения содержания этих элементов. Хрома существенно больше, но не знаю, как это влияет на электрохимическую активность (возможно зависимость совсем не линейна, да и разница потенциалов там разная, не симметрично эти металлы относительно железа стоят). Всё ещё пишут про зависимость от количества углерода. Высокоуглеродистые стали и чугуны менее коррозионностойкие.
Алюминий и нержавейка на яхте вместе не живут. Может из за влаги и соли в воздухе, может еще по какой причине но это факт.
Дмитрий, нержавейка-алюминий нежелательный контакт - это ваши догадки?
Нержавейка-алюминий нежелательный контакт, а в таблице стоит ДА .
Очень нужная статья. Только бы побольше вариантов крепления с алюминием в трущейся паре
Болты из алюминия - свежо!
Нержавеющая сталь - это в основном железо. Оно рядом с цинком. Кто там пару создаёт?
В целом очень поверхностная заметка.
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ .
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Читайте также: