Контроль механических свойств металла
Обновлено: 22.09.2024
Механические свойства металлов (прочность, упругость, пластичность, вязкость), как и другие свойства, являются исходными данными при проектировании и создании различных машин, механизмов и сооружений.
Методы определения механических свойств металлов делятся на следующие группы:
· статические, когда нагрузка возрастает медленно и плавно (испытания на растяжение, сжатие, изгиб, кручение, твердость);
· динамические, когда нагрузка возрастает с большой скоростью (испытания на ударный изгиб);
· циклические, когда нагрузка многократно изменяется (испытание на усталость);
· технологические — для оценки поведения металла при обработке давлением (испытания на изгиб, перегиб, выдавливание).
Испытания на растяжение (ГОСТ 1497-84) проводятся на стандартных образцах круглого или прямоугольного сечения. При растяжении под действием плавно возрастающей нагрузки образец деформируется до момента разрыва. Во время испытания образца снимают диаграмму растяжения (рис. 1.36, а), фиксирующую зависимость между действующей на образец силой Р, и вызванной ею деформацией Δl (Δl — абсолютное удлинение).
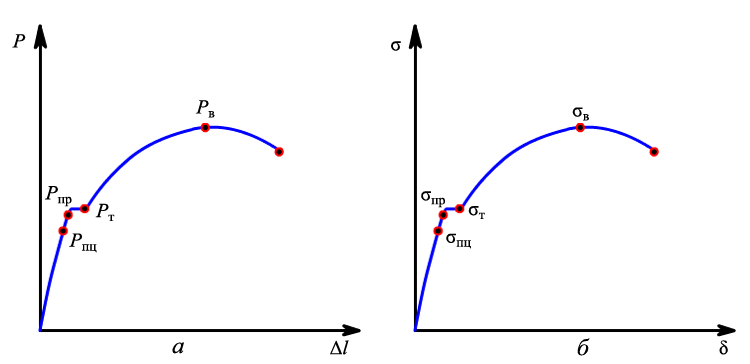
Рис. 1.36. Диаграмма растяжения низкоуглеродистой стали (а) и зависимость между напряжением и относительным удлинением (б)
Вязкость (внутреннее трение) — способность металла поглощать энергию внешних сил при пластической деформации и разрушении (определяется величиной касательной силы, приложенной к единице площади слоя металла, подлежащего сдвигу).
Пластичность — способность твердых тел необратимо деформироваться под действием внешних сил.
При испытании на растяжение определяют:
· σв — границу прочности, МН/м 2 (кг/мм 2 ):
где Рb — наибольшая нагрузка; F0 — начальная площадь сечения образца;
· σпц — границу пропорциональности, МН/м 2 (кг/мм 2 ):
где Pпц — нагрузка, соответствующая границе пропорциональности;
· σпр — границу упругости, МН/м 2 (кг/мм 2 ):
где Рпр — нагрузка, соответствующая границе упругости (при σпр остаточная деформация соответствует 0,05-0,005 % начальной длины);
· σт — границу текучести, МН/м 2 (кг/мм 2 ):
где Рт — нагрузка, соответствующая границе текучести, Н;
· δ — относительное удлинение, %:
где l0 — длина образца до разрыва, м; l1 — длина образца после разрыва, м;
· ψ — относительное сужение, %:
где F0 — площадь сечения до разрыва, м 2 ; F — площадь сечения после разрыва, м 2 .
Испытания на твердость
Твердость — это сопротивление материала проникновению в него другого, более твердого тела. Из всех видов механического испытания определение твердости является самым распространенным.
Испытания по Бринеллю (ГОСТ 9012-83) проводятся путем вдавливания в металл стального шарика. В результате на поверхности металла образуется сферический отпечаток (рис. 1.37, а).
Твердость по Бринеллю определяется по формуле:
где P — нагрузка на металл, Н; D — диаметр шарика, м; d — диаметр отпечатка, м.
Чем тверже металл, тем меньше площадь отпечатка.
Диаметр шарика и нагрузку устанавливают в зависимости от исследуемого металла, его твердости и толщины. При испытании стали и чугуна выбирают D = 10 мм и P = 30 кН (3000 кгс), при испытании меди и ее сплавов D = 10 мм и P = 10 кН (1000 кгс), а при испытании очень мягких металлов (алюминия, баббитов и др.) D = 10 мм и P = 2,5 кН (250 кгс). При испытании образцов толщиной менее 6 мм выбирают шарики с меньшим диаметром — 5 и 2,5 мм. На практике пользуются таблицей перевода площади отпечатка в число твердости.
Метод Бринелля не рекомендуется применять для металлов твердостью более НВ 450 (4500 МПа), поскольку шарик может деформироваться, что исказит результаты испытаний.
Испытания по Роквеллу (ГОСТ 9013-83). Проводятся путем вдавливания в металл алмазного конуса (α = 120°) или стального шарика (D = 1,588 мм или 1/16", рис. 1.37, б). Прибор Роквелла имеет три шкалы — В, С и А. Алмазный конус применяют для испытания твердых материалов (шкалы С и А), а шарик — для испытания мягких материалов (шкала В). Конус и шарик вдавливают двумя последовательными нагрузками: предварительной Р0 и общей Р:
где Р1 — основная нагрузка.
Предварительная нагрузка Р0 = 100 Н (10 кгс). Основная нагрузка составляет 900 Н (90 кгс) для шкалы В; 1400 Н (140 кгс) для шкалы С и 500 Н (50 кгс) для шкалы А.
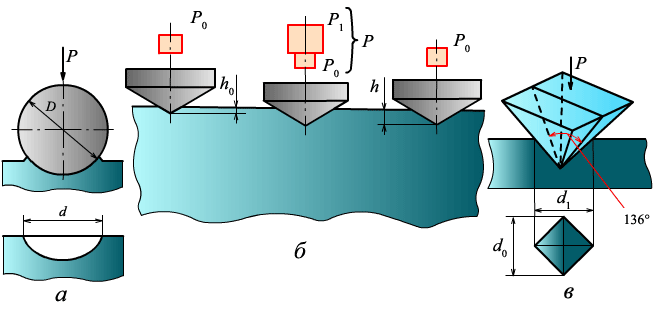
Рис. 1.37. Схема определения твердости: а — по Бринеллю; б — по Рoквеллу; в — по Виккерсу
Твердость по Роквеллу измеряют в условных единицах. За единицу твердости принимают величину, которая соответствует осевому перемещению наконечника на расстояние 0,002 мм.
Твердость по Роквеллу вычисляют следующим способом:
НR = 100 – e (шкалы А и С); НR = 130 – e (шкала В).
Величину e определяют по формуле:
где h — глубина проникновения наконечника в металл под действием общей нагрузки Р (Р =Р0+ Р1); h0 — глубина проникновения наконечника под действием предварительной нагрузки Р0.
В зависимости от шкалы твердость по Роквеллу обозначают НRВ, НRС, НRА.
Испытания по Виккерсу (ГОСТ 2999-83). В основе метода — вдавливание в испытываемую поверхность (шлифованную или даже полированную) четырехгранной алмазной пирамиды (α = 136°) (рис. 1.37, в). Метод используется для определения твердости деталей малой толщины и тонких поверхностных слоев, имеющих высокую твердость.
Твердость по Виккерсу:
где Р — нагрузка на пирамиду, Н; d — среднее арифметическое двух диагоналей отпечатка, измеренных после снятия нагрузки, м.
Число твердости по Виккерсу определяют по специальным таблицам по диагонали отпечатка d. При измерении твердости применяют нагрузку от 10 до 500 Н.
Микротвердость (ГОСТ 9450-84). Принцип определения микротвердости такой же, как и по Виккерсу, согласно соотношению:
Метод применяется для определения микротвердости изделий мелких размеров и отдельных составляющих сплавов. Прибор для измерения микротвердости — это механизм вдавливания алмазной пирамиды и металлографический микроскоп. Образцы для измерений должны быть подготовлены так же тщательно, как микрошлифы.
Испытание на ударную вязкость
Для испытания на удар изготавливают специальные образцы с надрезом, которые затем разрушают на маятниковом копре (рис. 1.39). Общий запас энергии маятника будет расходоваться на разрушение образца и на подъем маятника после его разрушения. Поэтому если из общего запаса энергии маятника отнять часть, которая тратится на подъем (взлет) после разрушения образца, получим работу разрушения образца:
K = Рl(соs β – соs α), Дж (кг·м),
де P — масса маятника, Н (кг); h1 — высота подъема центра масс маятника до удара, м; h2 — высота взлета маятника после удара, м; l — длина маятника, м; α, β — углы подъема маятника соответственно до разрушения образца и после него.
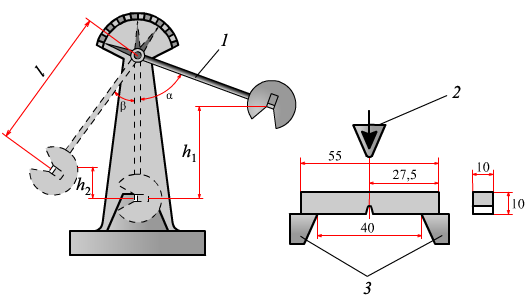
Рис. 1.39. Испытание на ударную вязкость: 1 — маятник; 2 — нож маятника; 3 — опоры
Ударную вязкость, т. е. работу, затраченную на разрушение образца и отнесенную к поперечному сечению образца в месте надреза, определяют по формуле:
где F — площадь поперечного сечения в месте надреза образца, м 2 (см 2 ).
Для определения KС пользуются специальными таблицами, в которых для каждого угла β определена величина работы удара K. При этом F = 0,8 · 10 –4 м 2 .
Для обозначения ударной вязкости добавляют и третью букву, указывающую на вид надреза на образце: U, V, Т. Запись KСU означает ударную вязкость образца с U-образным надрезом, KСV — с V-образным надрезом, а KСТ — с трещиной (рис. 1.40).
Рис. 1.40. Виды надрезов на образцах для испытания на ударную вязкость:
а — U-образный надрез (KCU); б — V-образный надрез (KСV); в — надрез с трещиной (KСТ)
Испытание на усталость (ГОСТ 2860-84). Разрушение металла под действием повторных или знакопеременных напряжений называется усталостью металла. При разрушении металла вследствие усталости на воздухе излом состоит из двух зон: первая зона имеет гладкую притертую поверхность (зона усталости), вторая — зона долома, в хрупких металлах она имеет грубокристаллическое строение, а в вязких — волокнистое.
При испытании на усталость определяют границу усталости (выносливости), т. е. то наибольшее напряжение, которое может выдержать металл (образец) без разрушения заданное число циклов. Самым распространенным методом испытания на усталость является испытание на изгиб при вращении (рис. 1.41).
Рис. 1.41. Схема испытания на изгиб при вращении:
1 — образец; Р — нагрузка; Мвиг — изгибающий момент
Применяют следующие основные виды технологических испытаний (проб).
Проба на изгиб (рис. 1.42) в холодном и горячем состоянии — для определения способности металла выдерживать заданный изгиб; размеры образцов — длина l = 5а + 150 мм, ширина b = 2а (но не менее 10 мм), где а — толщина материала.
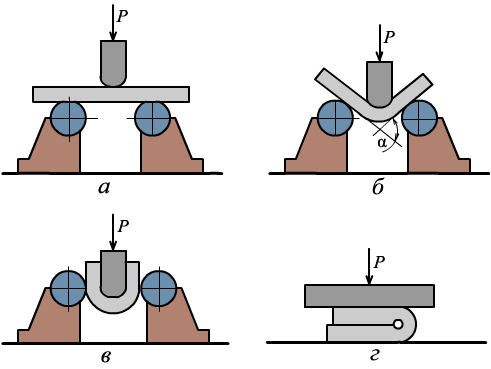
Рис. 1.42. Технологическая проба на изгиб: а — образец до испытания; б — загиб до определенного угла; в — загиб до параллельности сторон; г — загиб до соприкосновения сторон
Проба на перегиб предусматривает оценку способности металла выдерживать повторный изгиб и применяется для проволоки и прутков диаметром 0,8—7 мм из полосового и листового материала толщиной до 55 мм. Образцы сгибают попеременно направо и налево на 90° с равномерной — около 60 перегибов в минуту — скоростью до разрушения образца.
Проба на выдавливание (рис. 1.43) — для определения способности металла к холодной штамповке и вытягиванию тонкого листового материала. Состоит в продавливании пуансоном листового материала, зажатого между матрицей и зажимом. Характеристикой пластичности металла является глубина выдавливания ямки, что соответствует появлению первой трещины.
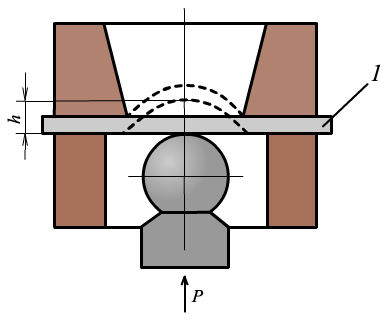
Рис. 1.43. Испытание на выдавливание: 1 — лист; h — мера способности материала к вытяжке
Проба на навивку проволоки диаметром d ≤ 6 мм. Испытание состоит в навивке 5—6 плотно прилегающих по винтовой линии витков на цилиндр заданного диаметра. Выполняется только в холодном состоянии. Проволока после навивки не должна иметь повреждений.
Проба на искру используется при необходимости определения марки стали при отсутствии специального оборудования и маркировки.
Методики испытаний механических свойств
Механические свойства характеризуют способность материала сопротивляться деформации и разрушению под действием приложенных нагрузок.
По характеру изменения во времени действующей нагрузки механические испытания могут быть статическими (на растяжение, сжатие, изгиб, кручение), динамическими (на ударный изгиб) и циклическими (на усталость).
По воздействию температуры на процесс их делят на испытания при комнатной температуре, низкотемпературные и высокотемпературные (на длительную прочность, ползучесть).
Статические испытания проводятся при воздействии на образец с определенной скоростью постоянно действующей нагрузки. Скорость деформации составляет от 10 - 4 до 10 - 1 с - 1 . Статические испытания на растяжение относятся к наиболее распространенным. Свойства, определяемые при этих испытаниях, приведены в многочисленных стандартах по техническим условиям на материалы. К статическим относятся испытания на растяжение, сжатие, изгиб, кручение.
Динамические испытания характеризуются приложением к образцу ударной нагрузки и значительной скоростью деформации. Длительность испытания не превышает сотен долей секунды. Скорость деформации составляет около 10 2 с - 1 . Динамические испытания чаще всего проводят по схеме ударного изгиба образцов с надрезом.
Циклические испытания характеризуются многократными изменениями нагрузки по величине и по направлению. Примером испытаний являются испытания на усталость, они длительны и по их результату определяют число циклов до разрушения при разных значениях напряжения. В конечном итоге находят предельные напряжения, который образец выдерживает без разрушения в течение определенного числа циклов нагружения.
Простейшим механическим свойством является твердость. Методы определения твердости в зависимости от скорости приложения нагрузки делятся на статические и динамические, а по способу ее приложения - на методы вдавливания и царапания. Методы определения твердости по Бринеллю, Роквеллу, Виккерсу относятся к статическим методам испытания.
Твердость - это способность материала сопротивляться вдавливанию в него более твердого тела (индентора) под действием внешних сил.
При испытании на твердость в поверхность материалов вдавливают пирамиду, конус или шарик (индентор), в связи с чем различают методы испытаний, соответственно, по Виккерсу, Роквеллу и Бринеллю. Кроме того, существуют менее распространенные методы испытания твердости: метод упругого отскока (по Шору), метод сравнительной твердости (Польди) и некоторые другие.
При испытании материалов на твердость не изготавливают стандартных специальных образцов, однако к размерам и поверхности образцов и изделий предъявляются определенные требования.
Твердость по Виккерсу (ГОСТ 2999-75) устанавливают путем вдавливания в металл индентора - алмазной пирамиды с углом при вершине 136° под действием постоянной нагрузки Р: 1; 2; 2,5; 3; 5; 10; 20; 30; 50 или 100 кгс и выдержки под нагрузкой в течение 10-15 с. Для определения твердости черных металлов и сплавов используют нагрузки от 5 до 100 кгс, медных сплавов - от 2,5 до 50 кгс, алюминиевых сплавов - от 1 до 100 кгс. После снятия нагрузки с помощью микроскопа прибора находят длину диагонали отпечатка, а твердость HVрассчитывают по формуле
Имеется таблица зависимости твердости от величины нагрузки и длины диагонали. Поэтому на практике вычислений не производят, а пользуются готовой расчетной таблицей. Твердость по Виккерсу HVизмеряется в кгс/мм 2 , Н/мм 2 или МПа. Значение твердости по Виккерсу может изменяться от HV2060 до HV5 при нагрузке 1 кгс.
По методу Бриннелля вдавливают в образец или изделие стальной закаленный шарик диаметром 10, 5 или 2,5 мм под действием нагрузок 3000, 1000, 750, 500, 250, 62,5 кгс и др. (ГОСТ 9012-59, рис. 1.). Полученный круглый отпечаток на образце измеряют под лупой и по таблицам находят величину твердости по Бринеллю, значение которой не превышает 450 НВ. Твердость по Бринеллю почти совпадает со значениями твердости по Виккерсу.
Твердость по Бринеллю НВ (по умолчанию) имеет размерность кгс/мм 2 , например, твердость алюминиевого сплава равна 70 НВ. При нагрузке, определяемой в ньютонах, твердость по Бринеллю измеряется в МПа. Например, твердость отожженной стали равна 207 НВ при нагрузке 3000 кгс, диаметре шарика 10 мм, диаметре отпечатка 4,2 мм или, учитывая коэффициент перевода: 1 Н = 9,8 кгс,
По методу Роквелла (ГОСТ 9013-59) вдавливают алмазный конус с углом при вершине 120° (шкалы А и С) или стальной шарик диаметром 1,5875 мм (шкала В).
При этом определяют твердость, соответственно, HRA, HRC и HRB. В настоящее время измерение твердости по методу Роквелла является наиболее распространенным методом, потому что при использовании твердомеров Роквелла не требуется измерять отпечаток, число твердости считывается со шкалы прибора сразу после снятия основной нагрузки.
Метод заключается во вдавливании в испытуемый образец индентора под действием двух последовательно прикладываемых нагрузок - предварительной Р0 и основной Р1 которая добавляется к предварительной, так что общая нагрузка Р = Р0 + Р1 После выдержки в течение нескольких секунд основную нагрузку снимают и измеряют остаточную глубину проникновения индентора, который при этом продолжает находиться под действием предварительной нагрузки. Перемещение основной стрелки индикатора на одно деление шкалы соответствует перемещению индентора на 0,002 мм, которое принимается за единицу твердости.
На рис. 2 представлена схема измерения твердости по методу Роквелла алмазным или твердосплавным конусом. При испытаниях измеряют глубину восстановленного отпечатка. Шкалы А и С между собой совпадают, поскольку испытания проводят одним и тем же индентором - алмазным конусом, но при разных нагрузках: 60 и 150 кгс соответственно. Твердость в этом случае определяется как
На практике значения твердости по Роквеллу не рассчитываются по формулам, а считываются с соответствующей (черной или красной) шкалы прибора. Шкалы HRC и HRA используются для высокой твердости, HRB -для низкой. Число твердости по Роквеллу измеряют в условных единицах, оно является мерой глубины вдавливания индентора под определенной нагрузкой.
Испытание на растяжение материалов проводят в соответствии с ГОСТ 1497-84 «Методы испытаний на растяжение». Стандарт устанавливает методы статических испытаний на растяжение черных и цветных металлов для определения при температуре 20 °С пределов пропорциональности, упругости, текучести, временного сопротивления разрыву, относительного удлинения и относительного сужения, модуля упругости.
Для испытаний применяют плоские и цилиндрические образцы, вырезанные из детали или специально изготовленные. Размеры образцов регламентированы указанным стандартом, они подчиняются геометрическому подобию и могут быть короткими и длинными. Для цилиндрического образца берется соотношение начальной рабочей длины l0 и исходного диаметра d0 : l0= 5d0- короткий образец, l0= 10d0 - длинный образец. Для плоского образцаберется соотношение рабочей длины l0 и площади поперечного сечения F0:
l0= 5,65√F0 - короткий образец, l0= 11,3√F0 - длинный образец. Цилиндрические образцы изготавливаются диаметром 3 мм и более. Образцы состоят из рабочей части длиной l0 и головок, форма и размер которых соответствуют захватам машины (рис. 3).
Растяжение образца проводят на специальных машинах, позволяющих фиксировать величину прилагаемой нагрузки и изменение длины образца при растяжении. Эти же машины дают возможность записывать изменение длины образца при увеличении нагрузки (рис. 4), т.е. первичную диаграмму испытания на растяжение в координатах: нагрузка Р, Н, кН; и абсолютное удлинение образца А, мм.
Измеряя величину нагрузки в характерных точках диаграммы испытаний на растяжение (рис.4), определяют следующие параметры механических свойств материалов:
Значения 0,05 и 0,2 в записи предела упругости и текучести соответствуют величине остаточной деформации ∆l в процентах от l0 при растяжении образца. Напряжения при испытании на растяжение вычисляют путем деления нагрузки Р, соответствующей характерной точке на диаграмме, на площадь первоначального поперечного сечения F0 рабочей части испытуемого образца:
Предел пропорциональности и предел упругости определяют с помощью тензометра (прибор для определения величины деформации). Предел текучести физический и условный рассчитывают, находя нагрузку по диаграмме растяжения. Если на диаграмме нет площадки текучести, то для вычисления условного предела текучести необходимо провести графические построения на диаграмме (рис. 1.5). Вначале находят величину остаточной деформации, равную 0,2 % от l0, далее отмечают отрезок на оси деформации, равный 0,2 % от l0, и проводят линию, параллельную пропорциональному участку диаграммы растяжения, до пересечения с кривой растяжения.
Нагрузка P0,2 соответствует точке их пересечения. Физический и условный предел текучести характеризуют способность материала к началу пластической деформации, т.е. сопротивление малой пластической деформации.
Предел прочности можно подсчитать, используя показания силоизмерителя, по максимальной нагрузке Рmax при разрыве либо найти Рmax (Рв) по первичной диаграмме растяжения. Характер деформации при растяжении вязких и хрупких материалов существенно различается.
Хрупкие материалы после достижения максимальной нагрузки быстро разрушаются без значительной пластической деформации, поэтому σв для
хрупких материалов является характеристикой сопротивления разрушению, а для пластичных - характеристикой сопротивления деформации.
Напряжение разрушения определяют как истинное. При этом нагрузку разрушения делят на конечную площадь поперечного сечения образца после разрушения FK:
Пластичность, т.е. способность деформироваться без разрушения, характеризуется изменениями размеров образца. При испытании на разрыв определяют следующие характеристики пластичности:
где lк, Fк — соответственно, длина рабочей части и площадь поперечного сечения образца после разрыва.
Ударная вязкость характеризует удельную работу, затрачиваемую на разрушение при ударе образца с надрезом. Ударная вязкость испытывается на маятниковом копре с постоянным запасом работы маятника по ГОСТ 9454-78 «Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температурах». Стандарт распространяется на черные и цветные металлы и сплавы и устанавливает метод испытания при температурах от -100 до +1000 °С. Метод основан на разрушении ударом маятникового копра образца с концентратором напряжений. В результате испытания определяют полную работу, затраченную при ударе К, или ударную вязкость КС.
Используют образцы прямоугольной формы с концентратором типа U, V, Т (усталостная трещина). Наиболее распространенными образцами являются образцы размерами 55x10x10 мм с U-концентратом 2x2 мм (рис. 6).
На разрушение ударом образца затрачивается только часть энергии маятника, в связи с чем маятник после разрушения образца продолжает двигаться, отклоняясь на определенный угол. Чем больше величина работы, затрачиваемой на разрушение образца, тем на меньший угол он отклоняется от вертикали после разрушения. По величине этого угла и определяют работу удара К или работу, затраченную на разрушение образца. Работу разрушения К относят к площади поперечного сечения образца Soв месте излома и тем самым находят КС - ударную вязкость:
Методы испытания механических свойств при нормальных, высоких и низких температурах
Методом статических испытаний на растяжение при комнатной (20±5°) температуре по ГОСТ 1497—84 определяют: пределы пропорциональности σпц, упругости σуп, условный σ0,2и физический σт пределы текучести, временное сопротивление разрыву σв, относительное удлинение б и сужение Ψпосле разрыва. Основной тип образца — цилиндрический с рабочим диаметром 10 мм, применяют также образцы других диаметров — d0 (часто диаметром 5 мм), плоские образцы толщиной 0,5 мм и более. Начальная расчетная длина l0 должна составлять 5,65√F0 или 11,3√F0 , где F0— площадь поперечного сечения рабочей части образца до разрыва. Рабочая длина цилиндрических образцов должна быть в пределах от l0 + 0,5d0 до l0 + 2d0, плоских образцов толщиной 4 мм и более — от l0 + 1,5√F0 до l0 + 2,5√F0.
При арбитражных испытаниях рабочая длина образцов должна соответствовать верхним из указанных пределов. Основные требования, предъявляемые к установке образцов: способ крепления не должен допускать проскальзывания образцов в захватах, смятия опорных поверхностей, деформацию головок и разрушение образца в местах перехода от рабочей части к головкам и в головках. Разметку расчетной длины образца следует выполнять с точностью до 1%.,
Измерение образцов до испытания проводят не менее чем в трех местах (в середине образца и по краям рабочей части), площадь поперечного сечения вычисляют по наименьшим из полученных размеров. При проведении испытаний необходимо соблюдать надежное центрирование образца в захватах испытательной машины плавность нагружения. Скорость перемещения подвижного захвата не должна превышать 0,1 при испытании до предела текучести и за пределом текучести быть не менее 0,4 длины расчетной части образца при выражении ее в миллиметрах в минуту. Могут быть предложены и другие скорости. При определении пределов упругости и текучести с помощью тензометров цена деления шкалы приборов не должна превышать 0,002 и 0,02 мм соответственно. Точность отсчета нагрузки при испытании — одно наименьшее деление шкалы силоизмерителя. Порядок проведения испытаний и расчет показателей механических свойств регламентированы в ГОСТ 1497—84.
Кратковременные статические испытания на растяжение при повышенных температурах (до 1200 °С) проводят в соответствии с ГОСТ 9651—84. Определяют: предел текучести (σ t 0,2) временное сопротивление разрыву (σв),относительное удлинение (δ t ) и сужение (Ψ t )- Методика испытаний аналогична испытаниям при нормальной температуре. Отличие состоит в форме и размерах образца, наличии соответствующего нагревательного устройства и оборудования для контроля и поддержания заданного температурного режима испытаний. Для «горячих» испытаний применяются пропорциональные цилиндрические образцы с резьбовыми головками и с расчетной длиной рабочей части l0 = 5,65√F0 (короткий) и l0 = 11,3√F0 (длинный).
Нагревательное устройство (печь) должно обеспечивать равномерный нагрев до заданной температуры по всей рабочей длине образца и сохранять температуру в установленных пределах на протяжении всего испытания. Температуру измеряют одной термопарой, установленной в средней части образца, и приборами класса точности не ниже 0,5%. Приборы подлежат систематической поверке в соответствии с инструкциями Госстандарта СССР. Допустимые отклонения от заданной температуры приведены ниже:
Продолжительность нагрева до температуры испытания не должна превышать 1 ч, а время выдержки 20—30 мин, если нет других указаний в НТД. Запись диаграмм выполняют в масштабе по оси деформации 12 : 1 или более подробном. Испытания на растяжение при отрицательных температурах проводятся сравнительно редко.
осуществляют на стандартных образцах пяти типов (рис. 1), в основном применяют тип 1. Образцы клеймят номером плавки и порядковым номером на боковых сторонах или на стороне,противоположной надрезу. Расстояние клейма от торца—не более 15 мм. К испытаниям не допускают образцы с дефектами изготовления (размеры, следы обработки на поверхности надреза в виде поперечных рисок, трещины, заусенцы на ребрах, клеймо на опорной поверхности) и металла. В термически обработанных образцах канавки прорезают после термообработки. Образец помещают на опоры станины маятникового копра надрезом внутрь, правильность установки проверяют специальным шаблоном. Расстояние между опорами должно составлять 404:0,5 мм, а между осями ножа и надреза образца — не превышать 0,2 мм. Перед каждой серией испытаний копер проверяется на свободном полете маятника от верхнего и нижнего положений. Показатель работы в обоих случаях должен соответствовать нулю с точностью до 1 Дж (точность определения работы удара). Скорость ножа маятника в момент удара должна быть в пределах 4—7 м/с, что соответствует его подъему на высоту 0,8—2,5 м (для копров с максимальной энергией в 300 Дж). После испытаний оценивают структуру излома.
Для испытаний при повышенных (до 1200 °С) температурах используют трубчатые печи, которые устанавливают так, чтобы направляющий желоб трубки вплотную подходил к опорам копра и находился на одном уровне с ними. Горизонтальное положение ограничителя должно фиксировать такое положение образца, при котором он после нагрева в печи надежно встанет в установленное до испытания положения. После проверки установки ограничителя образец помещают в нагретую до заданной температуры печь, а ограничитель продвигают вплотную к направляющему желобу опоры копра. По истечении 10-мин выдержки образец с помощью металлического стержня выталкивается из печи на опоры копра до упора задней стенки ограничителя в фиксатор. Время от извлечения образца до удара маятника практически не превышает 5 с. Испытание образцов из сильно окисляющихся сталей проводят в нейтральных средах.
Для испытания при пониженных (до кипения жидкого азота) температурах вблизи копра устанавливают термостат для охлаждения образцов. Вся партия образцов, испытываемых при одной и той же температуре, должна подаваться на копер в одинаковых условиях. Перед испытанием один образец из партии с заточенным торцом устанавливают к фиксатору так, чтобы ось надреза образца и ось ножа маятника совпадали. Ограничитель фиксируется в положении образца, при котором последний после охлаждения в термостате встанет в установленное для испытаний положение.
После установки ограничителя на копре эталонный образец и всю сверенную с ним партию (2—10 шт.) помещают в термостат заточенными торцами в одну сторону, а ограничитель вплотную придвигают к направляющему желобу опоры копра. Хладоагентом в термостате является смесь спирта с жидким азотом или один жидкий азот. В связи с некоторым повышением температуры смеси после закладки образцов в термостат необходимо небольшими порциями при непрерывном помешивании доливать жидкий азот, пока температура не достигнет заданной. Отрицательные температуры измеряют платиновым пирометром сопротивления, работающим в паре с электронным мостом. После достижейия температуры термостата образец выдерживают 15 мин и затем быстро переносят в направляющий желоб заточенным торцом вперед. С помощью металлического стержня образец выталкивается на опоры до упора задней стенки органичителя в фиксатор, время от извлечения образца из термостата до удара маятника не должно превышать 5 с. Все испытания на ударную вязкость должны проводиться в течение од-го удара маятника.
Сопряжение головки и рабочей части образца должно быть плавным. Допустимое отклонение в величине площади поперечного сечения по всей расчетной длине образца ±0,5%; допустимое биение рабочей части поверхности образцов при проверке в центрах, а также отклонение от номинального диаметра — не более 0,03 мм. При испытаниях должны обеспечиваться постоянство нагрузки в течение всего времени испытания, плавность нагружения и разгружения, надежное центрирование и равномерный нагрев образца до заданной температуры и ее сохранение на протяжении всего испытания. Отклонение от заданной нагрузки на образец не должно превышать ±1%.
Контроль температуры образца осуществляется тремя термопарами, две из которых прикрепляют к концам рабочей части образца, а третью (регулирующую) — к верхнему захвату машины. В процессе испытаний температура непрерывно записывается электронными потенциометрами класса точности 0,5%; кроме того, ежечасно замеряют температуру с помощью переносного потенциометра того же класса точности и не реже одного раза в 15 мин контролируют работу каждой группы машин. Результаты измерений и наблюдений заносят в операционные карты, составляемые на каждый образец, и в операционный журнал. Контрольные термопары систематически проверяются с помощью образцовой термопары II разряда, их заменяют через каждые 500 ч работы при температурах испытания 500—800 °С; при испытаниях до 850—1000 °С термопары заменяются через каждые 100 ч.
Отклонения от заданной температуры не должны превышать ±3 °С при температуре испытания до 600 и ±4 °С при испытании в диапазоне 600—900 °С. Для лучшей организации работы по измерению температуры в ЛКИ должен быть участок КИП. Время испытания, проведенного при температурах с отклонениями более допустимых, исключают из общей продолжительности испытания. При вынужденном перерыве испытания образец необходимо разгрузить, устранить причину перерыва, снова нагреть до заданной температуры, выдержать при ней и плавно нагрузить. В этом случае результаты испытаний считаются действительными, если суммарная продолжительность их под нагрузкой при заданной температуре не ниже требований НТД. Результаты считаются недействительными при разрыве образца в галтели (за исключением случая, когда продолжительность испытания достигла значений, соответствующих требованиям НТД) и при разрыве образца по дефектам металлургического происхождения.
Испытание металла на ползучесть — это разновидность испытаний на длительную прочность. Оно служит для определения нарастания деформации образца во времени при постоянных нагрузке и температуре. Применяют образцы: цилиндрические d0 = 10,/ = 100 и 200 мм с резьбой М16; плоские — шириной 15, /о = 100 мм и толщиной, соответствующей толщине листа. Требования к качеству образцов, аппаратуре и машинам, порядку проведения испытания на ползучесть и точности измерений температуры в целом аналогичны рассмотренным. Отличие состоит в том, что после нагрева и выдержки в течение 1 ч к образцу плавно прилагают нагрузку в размере 10% общей нагрузки и снимают показания для измерения деформации (приборы для измерения деформации должны обеспечивать точность отсчета не менее 0,002 мм). Если температура и деформация остаются в течение 5 мин постоянными, прилагают остальную нагрузку и ступенями — через каждые 5, 10, 15 (чаще — через 60) мин ведут отсчет деформации. Продолжительность, температуру и степень деформации устанавливают НТД. По окончании испытания образец разгружают до величины предварительной нагрузки и определяют абсолютную величину остаточного удлинения.
предназначено для оценки технологической пластичности металла при температурах до 1200 °С (иногда — выше) по двум показателям — числу скручиваний образца до его разрушения и максимальному крутящему моменту, выраженному в ньютонах, умноженных на метр. Применяются цилиндрические образцы do=10 мм и /0 = 40 мм. Головки образца имеют резьбу Ml6. Испытательные машины снабжают потенциометрами, обеспечивающими контроль температуры образца (класс точности — 0,5%), замер крутящего момента и числа скручиваний. Во время испытания недопустимо продольное перемещение образца и его биение. Частота вращения активного захвата — не менее 60 об/мин. Обмеренный с точностью до 0,1 мм образец монтируют в удлинителях, помещают в нагретую печь, закрепляют в захватах машины и нагревают (прогрев 30, выдержка 10—15 мин). Машину включают после окончания нагрева. По диаграмме на шлейфе потенциометра определяют величину крутящего момента с точностью до 10 Нм и число скручиваний с точностью до 0,5 оборота. Для обеспечения правильной работы испытательной машины и надежности результатов по специальной методике для различных марок или групп марок стали строятся тарировочные графики: крутящий момент — в ньютонах, умноженных на метр (он же — в единицах шкалы потенциометра).
Основные требования к условиям проведения этих испытаний изложены в ГОСТ 2860—65. Определяют предел усталости путем воздействия на вращаемый образец одной или двух изгибающих сил, вызывающих в образце напряжения (растяжение, сжатие), изменяющиеся по симметричному циклу. Для испытаний используют машины типа НУ с частотой вращения образца 3000 об/мин. База испытания — 10 млн. циклов. Предел усталости новых марок стали, а также любых сталей, для которых необходимо установить действительный предел выносливости, определяют на шести образцах и более. Для испытания первого образца подсчитывают постоянное напряжение, равное 0,6% предела прочности при растяжении. Для второго и последующих образцов напряжение каждый раз повышается или понижается на 20 или 40 МПа в зависимости от числа циклов, разрушивших первый образец. Если первый образец не разрушился, на последующих образцах делается прирост напряжения на одну и ту же величину (20 или 40 МПа) до разрыва образца. Разность между напряжениями для двух последних образцов (разрушившегося и неразрушившегося) не должна превышать 20 МПа. Испытывают образцы с do, равными 7,5 и 10 мм, с надрезом или без него (рис. 19), последнее определяется НТД. Размеры образцов проверяют с помощью инструментального микроскопа с коническими щупами с точностью 0,01 мм. Конусность цилиндрического образца не должна превышать 0,005 мм, биение в центрах 0,03 мм. Если в процессе испытания машина отключалась, то это испытание считается несостоявшимся. Повторно образец не испытывают.
Испытание на изгиб хрупких материалов проводят с целью определения склонности стали и других материалов к хрупкому разрушению. Дисковые образцы диаметром 60 и высотой 10 мм или образцы прямоугольного сечения (10х10х60 мм) испытывают на гидравлической машине (например, типа «Амслер») со шкалами нагрузок 100 или 200 кН. Образцы устанавливаются на две опоры, расстояние между которыми равно 40 мм, и подвергают действию медленно возрастающей нагрузки (~2 мм/мин). Определяют наибольшую нагрузку в момент разрушения образца (Р) и подсчитывают сопротивление изгибу по следующим формулам:
где l — расстояние между опорами; В — ширина прямоугольного образца; h— высота прямоугольного образца; d— диаметр дискового образца. С помощью прогибомера измеряют стрелу прогиба (точность 0,5 мм), по внешнему виду образцов определяют характер разрушения.
В соответствии с ГОСТ 7268—67 чувствительность стали к механическому старению определяют сравнением ударной вязкости образцов стали в исходном состоянии и подвергнутых деформации и последующему нагреву по специальным режимам. Из отобранных по ГОСТ 7564—73 заготовок вырезают две полосы, одна из которых предназначена для деформирования, другая — для изготовления ударных образцов в исходном состоянии. Полосу с нанесенной на нее расчетной длиной 120 или 160 мм деформируют растяжением для получения 10±0,5% остаточного удлинения. Расстояние от захватов до расчетной длины должно быть не менее 10 мм. Из деформированной полосы вырезают заготовки для ударных образцов так, чтобы место вырезки не выходило за пределы расчетной длины полосы. Форма и размеры ударных образцов соответствуют ГОСТ 9454—78. Готовые деформированные образцы подвергают равномерному нагреву при 250±10 °С с выдержкой 1 ч и охлаждению на воздухе. Нормативно-технической документацией на металлопродукцию может предусматриваться другой режим старения и количество испытуемых образцов. Если такое указание отсутствует, то испытывают шесть образцов: три — в состоянии поставки металла и три — после старения. Показатель чувствительности определяют по формуле, %:
где (ан)исх — среднее арифметическое значение ударной вязкости в исходном состоянии; (ан)ст — то же, после старения.
Испытание на изгиб полосовой и другой стали служит для определения способности металла выдерживать заданную пластическую деформацию, характеризуемую изломом изгиба, или для оценки предельной пластичности при изгибе. В соответствии с ГОСТ 14019—80 испытанию на изгиб подвергают ленты полосового, широкополосного, листового, сортового фасонного и периодического профилей, прокат из металлов и сплавов, а также поковки и отливки. Места вырезки заготовок для изготовления образцов определяются
ГОСТ 7564—73. При испытании сортовой стали толщиной до 35 мм поперечное сечение образцов должно быть равно поперечному сечению проката. При испытании стали более крупных профилей изготавливают цилиндрические образцы диаметром 25 мм с сохранением полоски поверхности проката или простроганные с одной стороны образцы толщиной 20 и шириной не менее 30 мм. Качество поверхности образца должно соответстовать классу 4 по ГОСТ 2789—73. Испытание полосовой, широкополосной и листовой стали проводят на плоских образцах. При толщине проката до 30 мм образцы изготавливают с сохранением поверхностных слоев проката. Ширина образцов должна быть не менее двух толщин проката. Из проката толщиной более 30 мм изготавливают простроганные образцы толщиной 20 и шириной не менее 30 мм также с сохранением на одной стороне поверхности проката, которая при изгибе должна находиться снаружи. Общая длина образца для испытания на изгиб должна составлять 160—170 мм.
изгиб на двух горизонтальных параллельных опорах до заданного угла между одной стороной образца и продолжением другой (рис. 20, а);
изгиб на двух горизонтальных параллельных опорах до появления первой трещины, видимой невооруженным глазом (рис. 20, б). Угол измеряют после снятия нагрузки;
изгиб до параллельности сторон, предварительно образец загибают на угол не менее 150°, затем устанавливают прокладку и образец догибают до соприкоснования с ней (рис. 20, в);
изгиб до соприкосновения сторон образца с образованием петли, предварительный загиб — на угол не менее 150° (рис. 20, г).
Результаты испытаний определяют по НТД. Если специальных указаний нет, годными признаются образцы, не имеющие излома, расслоений, надрывов и трещин, видимых невооруженным глазом.
Перечисленные методы испытаний являются традиционными и наиболее распространенными при определении механических показателей качества металлопродукции [44]. На металлургических и машиностроительных предприятиях применяют также ряд других испытаний, вт. ч. испытание сварных соединений на растяжение и загиб (ГОСТ 6996—66), определение предела прочности огнеупорных изделий сжатием (ГОСТ 4071—89), испытание металла на кручение (ГОСТ 3565—80), на срез (по отраслевым нормам), сжатие (ГОСТ 1497—84), устойчивость при высоких температурах (ГОСТ 9651—84), твердость (ГОСТ 9012—59, ГОСТ 9013—59, ГОСТ 2999—75). Развитие машиностроения вызвало необходимость разработки новых методов испытания механических свойств по целому ряду нетрадиционных характеристик, связанных с оценкой прочности деталей и конструкций, работающих в весьма широком диапазоне температур, деформаций и в агрессивных средах. Методы испытаний в этих и других условиях приводят в НТД и специальных руководствах. Получают распространение комплексные синергетические методы.
Контроль физических и физико-химических свойств металла
Диапазон контролируемых физических и физико-химических свойств металла весьма широк и зависит от состава и назначения продукции. Для контроля ряда показателей требуется применение особых методов и специальной аппаратуры. Ниже рассмотрены наиболее распространенные методы определения физических и физико-химических свойств, которые по своему характеру (достаточная скорость выполнения анализа при необходимой чувствительности и точности) относятся к контрольно-сдаточным и серийно выполняются ЦЗЛ.
Термический коэффициент линейного расширения (ТКЛР) и температуру фазовых превращений определяют на дифференциальных дилатометрах с оптической и другой регистрацией процесса. В основе метода лежит сравнение удлинений одновременно нагреваемых испытуемого образца стали и эталона из сплава «пирос», обладающего способностью плавно изменять ТКЛР в известных пределах (12,58 *10 -6 — 21,24 * 10 -6 ) при нагреве от 0 до 1000°С. Получение надежных результатов в значительной мере определяется состоянием дилатометра. Проверку дилатометра проводят ежемесячно. Она состоит в настройке оптической системы, проверке прямого угла между записываемыми линиями по горизонтали и вертикали, угла наклона линии эталона относительно горизонтальной оси, усиления оптической головки, построения градуировочной кривой (пирос — корунд) и ее проверке на дилатометре.
Пробы для изготовления образцов на ТКЛР (ГОСТ 14080—78) отбирают одновременно с ковшовой пробой на химанализ и проковывают или прокатывают на прутки сечением (диаметр или сторона квадрата) 12—15 мм для сплавов с минимальным ТКЛР и не более 15 мм для остальных сплавов. Цилиндрические образцы диаметром 3,5—5,0 и длиной 20—50 мм (форма и размеры зависят от типа применяемых дилатометров) вырезают независимо от направления волокна. Поверхность образцов тщательно полируют. На середине длины образца, предназначенного для измерения ТКЛР прямым методом, делают отверстие диаметром 1 —1,5 мм и глубиной не менее радиуса образца, предназначенное для термопары. Нагрев печи дилатометра при измерении ТКЛР ведут со скоростью 2,5— 3 °С/мин; температурный интервал нагрева конкретных сталей и сплавов определяется НТД. Так, для стали марки 18ХГТФ он составляет 20—500, для сплава 36Н 20—80 °С. Порядок проведения испытаний и расчета с внесением поправок изложенв инструкции, разрабатываемой ЦЗЛ на основании технического паспорта прибора и ГОСТ 14080—78.
При получении неудовлетворительных результатов образцы от новых проб испытывают повторно. Температуры фазовых превращений (критических точек) определяют на образцах диаметром 3,5± ±0,01 мм и длиной 50—0,05 с чистотой обработки поверхности не ниже V 8. В ходе испытания на диаграммной ленте потенциометра записываются одновременно температурная и дилатометрическая кривые. Проектируя экстремальные точки кривой на ординату до пересечения с температурной кривой, определяют Ac1, Ac3, Ar1, Ar3при допустимых скоростях нагрева и охлаждения.
Определение альфа-фазы в аустенитных сталях осуществляется магнитным методом с помощью альфа-фазометра завода «Электроточприбор» (г. Кишинев) и дефектоскопа типа ИТМ-7Ш. Альфа-фазометр имеет пределы измерений альфа-фазы 0,5—20%,. Дефектоскоп ИТМ-70 определяет ее содержание до 2,5 баллов по Металлографической шкале и обнаруживает ферритные включения на глубине до 6 мм от поверхности образца. Для контроля из двух разных проб плавки (партии) отрезают по одному поперечному темплету толщиной 20 мм, поверхность которых обрабатывается абразивной бумагой до чистоты класса 5. На эту поверхность устанавливают датчики приборов. Контроль основан на непрерывном сканировании по поверхности образца (ИТМ-70) или на определении силы отрыва
постоянного магнита от этой поверхности (альфа-фазометр). В отдельных случаях (при выборочном или арбитражном контроле) проводят рентгенографическое определение содержания альфа-фазы. Рентгеносъемку ведут на дифрактометре типа УРС-50ИМ или ДРОН. Расчет содержания фазы выполняют по первым двум отражениям— (110)а и (111)а. Метод пригоден для контроля альфа-фазы при ее содержании в стали более 3%.
Один из основных методов испытания магнитных свойств сталей и сплавов в постоянных магнитных полях — баллистический. Наиболее распространенной установкой такого типа является БУ-3, с помощью которой получают основную и гистерезисную кривые намагничивания, позволяющие определять максимальную магнитную индукцию Вм, остаточную магнитную индукцию Вr, коэрцитивную силу Hс, магнитную мощность Нс • Вr и проницаемость μ.
Величины этих характеристик регламентированы ГОСТ 11036—75, ТУ 14-136-221—76, ТУ 14-136-249—77 и др.
Применяют образцы следующих видов: полоса длиной 100—350, шириной 10—16 и высотой 10—40 мм; полоса длиной 20—50, шириной 10—40 и высотой 10—40 мм; цилиндры длиной 20—50 и диаметром 10—20 мм. Перечисленные образцы изготовляют из магнитно-твердых сталей и сплавов (Hс > 15920 А/м) для испытаний в пермеаметре сильных полей. Из магнитно-твердых сталей (Hс < 15920 А/м) для испытаний в пермеаметре средних полей готовятся образцы в виде полос 400Х 18X5 — 30 мм или цилиндры длиной 400 и диаметром 6,8 или 10 мм. Образцы из магнитно-мягких материалов (Нс— до (15,92 А/м): полосы размером 50— 100Х0,5Х Х5 мм или цилиндры длиной 50—100 и диаметром 2—3 мм. Сплавы типов пермаллоя итехнического железа испытывают на образцах в форме кольца, у которого внешний диаметр 42, внутренний 30 и высота 6 мм.
Основные требования, предъявляемые к образцам: одинаковое сечение по всей клине, прямолинейность и однородность, отсутствие трещин, чистота обработки поверхности — не менее V 7. Допускается испытание образцов из готового сортового металла после калибровки и шлифовки. К образцам прилагают карточку термообработки с указанием номера плавки, марки стали, профиля, режима термообработки, содержания серы и кремния, номера НТД, твердости металла, даты поступления на испытания. Перед испытанием выполняют тщательный обмер образцов с помощью штангенциркуля или микрометра. Сечение образцов в форме кольца вычисляют по результатам взвешивания на лабораторных весах и обмера с учетом плотности испытуемой стали. Образцы для специального контроля (электротехнические стали марок 10864, 20864, 10880, 20880, 10895, 20895, 11864, 21864, 11880, 21880, 11895, 21895) подвергают термообработке по ГОСТ 11036—75: отжигу без доступа воздуха при температурах: не выше 950 °С, охлаждению до 600 °С в течение не более 10 ч и далее на воздухе. Допускается повторный отжиг.
Образцы (испытывают на коэрцитивную силу, магнитную индукцию в трех полях (500, 1000 и 2500 А/м) и коэффициент старения. В соответствии с ГОСТ они должны иметь следующие размеры: для определения коэрцитивной силы— 10х10- 400 мм, для определения магнитной индукции — кольцевые образцы с наружным диаметром 30, внутренним 24 и высотой 15 мм. Допускается определение магнитных свойств на образцах другой формы и размером при условии обеспечения требуемой точности измерений. Коэффициент старения рекомендуется определять на образцах для определения коэрцитивной силы после дополнительной термообработки — старения при 120 °С в течение 120 ч.
Магнитные методы контроля в ряде случаев уже вышли за пределы контрольных испытаний и сделались неотъемлемой частью технологического процесса при выплавке некоторых сталей. Так, магнитный метод контроля, основанный на измерении э. д. с. индукции, применяют при выплавке нержавеющих сталей переходного класса (09Х15Н9Ю, 08Х17Н5МЗ и др.), механические и другие свойства которых зависят от соотношения аустенита, мартенсита и дельта-феррита в структуре. Контроль позволяет установить требуемый фазовый состав сталей, что возможно вследствие точного соотношения различных химических элементов, оптимального соотношения магнитной и немагнитной части структурных составляющих. Для этого в период рафинирования после тщательного перемешивания жидкой металлической ванны из различных ее участков отбирают пробы металла и заливают их в специальные чугунные кокили. Пробы охлаждают не ниже 950 °С и извлекают из кокиля.
При выплавке стали с контролем дельта-феррита (08Х17Н5МЗ) пробы сразу же охлаждают в течение 2—3 мин в воде при 80— 100 °С («горячая» проба), после чего с помощью прибора типа МКЛ быстро измеряют величину ее магнитного насыщения. Затем эту же пробу немедленно переносят в холодную воду (10—15 °С) на 3—4 мин и снова контролируют прибором («холодная» проба). Первый замер показывает количество дельта-феррита в стали, а второй — суммарное количество дельта-феррита и мартенсита.
При выплавке сталей без контроля дельта-феррита (07X16Н6, 09X15Н9Ю) пробу после извлечения из кокиля сразу охлаждают в холодной воде. Если «холодные» пробы не соответствуют заданным значениям магнитности, в ванну добавляют углерод, никель и хром в количествах, необходимых для получения требуемых значений. Указанный контроль осуществляется цеховым персоналом и ОТК, надзор за аппаратурой и разработку технологии испытаний ведет ЦЗЛ.
Для измерения плотности (удельного веса) отбирают два образца от разных прутков партии металла в состоянии поставки. В отдельных случаях, в основном для контроля плотности при проведении НИР, изготавливают образцы литого металла. Пробы на плотность не должны иметь видимых нарушений сплошности. Образцы представляют собой куб с ребром 10±1 мм или цилиндры высотой 12±1 (17±1) и диаметром 10±1 мм (7± ±0,5 мм). Поверхность образцов полируют. Основные элементы установки для определения плотности шкаф, в котором
размещены лабораторные весы типа АДВ-200 или ВМ-20; термостатированный рабочий сосуд с подъемником; термометры для измерения температуры рабочей жидкости, воздуха и в термостате; ртутный барометр. В качестве рабочей жидкости используется тетра-бромэтан (МРТУ 6-09-1879—64), квалификация «чистый».
Плотность определяют методом гидростатического взвешивания. Основные требования к условиям проведения контроля: температура рабочей жидкости (20±0,5 °С) в процессе одного измерения не должна меняться более чем на 0,02 °С; температура в помещении 20d=4 °С; точность измерения температуры рабочей жидкости 0,01 °С; воздуха 1 °С; барометрического давления 0,67ХЮ 2 Па; при всех взвешиваниях после укладки образца на чашку весов или после опускания его в рабочую жидкое ь делают выдержку в течение 15 мин, а затем снимают показания весов; нельзя пользоваться кольцевым разновесом. Каждый образец контролируют на плотность дважды. Если разница в плотности составляет более 0,0003 г/см 3 , проводят третье измерение. Для расчета берут два измерения, разница результатов которых не превышает 0,0003 г/см 3 . Окончательный результат рассчитывают как среднюю плотность двух образцов, поступивших на контроль.
1 — термометр воздуха; 2 — аналитические весы; 3 — шкаф; 4 — термометр жидкости; 5 — барометр; 6—подвес; 7 — рабочий сосуд; 8—подъемный механизм; 9 — охлаждающая жидкость (вода); 10 — водяной насос с электродвигателем; 11—термометр контактный; 12 — нагревательный элемент; 13 — термостат TC-24
Испытание проводят для коррозионностойких (нержавеющих) сталей и сплавов. Методы определения установлены ГОСТ 6032—84, перечень контролируемых материалов и режимы термообработки, предшествующей испытаниям, указаны в НТД (ТУ 14-1-1498—76, ТУ 14-1-565—73, ТУ 14-136-170—73 и др.). Методы отбора проб и изготовления образцов рассмотрены в гл. IV, разд. 1 Контроль осуществляют методами AM, АМУ, В, ВУ, ДУ. Конкретное применение каждого из них определено НТД. Ниже описано практическое осуществление контроля на ММК различными способами.
1. Метод AM.Образцы кипятят в растворе из 160 г сернокислой меди (ГОСТ 4165—78) или медного купороса, 100 мл серной кислоты плотностью 1,835 г/см 3 (ГОСТ 4204—77) и 1000 мл воды. В колбу с обратным холодильником насыпают слой медной стружки, поверх которой загружают предварительно обезжиренные образцы. Их можно располагать в несколько рядов при условии обеспечения всестороннего контакта со стружкой. Раствор наливают примерно на 20 мл выше поверхности образцов или слоя стружки. Кипячение рекомендуется вести непрерывно, не допуская нагрева холодильника. Продолжительность кипячения в зависимости от групп стали составляет 15 или 24 ч, после чего образцы промывают водой и просушивают. При отложении на образцах слоя меди, не смываемого водой, его удаляют промывкой в 20—30%-ном растворе азотной кислоты. Для обнаружения МКК образцы с помощью оправок с двух сторон загибают на угол 90° так, чтобы придать им Z-образную форму. Радиус закругления оправок для загиба образцов аустенитных сталей — не более 5, для сталей других классов 10 мм. Изогнутые образцы осматривают с помощью лупы, увеличение X (8—12). Признаком МКК является наличие трещин на поверхности изогнутого образца, исключая продольные трещины и трещины на кромках. При обнаружении трещин от МКК испытание повторяют на удвоенном количестве образцов, при обнаружении трещин на изогнутом образце металл бракуют. Для сталей аустенито-ферритного и аустенито-мартенситного классов склонность к МКК устанавливают по наличию трещин, отличающихся от трещин на контрольных образцах, изогнутых без кипячения. Из незагнутого участка образца, прошедшего коррозионное испытание, вырезают пластину размером 15X20X5 мм. На плоскости реза готовят металлографический шлиф, который протравливают до слабого выявления границ зерен. Свидетельством МКК при отсутствии специальных указаний в НТД является видимое под микроскопом при увеличении X (200—400) разрушение границ зерна на глубину более 30 мкм.
2. Метод АМУ(ускоренный) в основном аналогичен AM, но отличается составом раствора: 50 г медного купороса, 250 мл серной кислоты и 1000 мл воды. Испытание проводят в присутствии медной стружки, продолжительность кипячения 8 ч.
3. Метод В.Испытания проводят в растворе, состоящем из 120 г медного купороса, 55 мл серной кислоты, 1000 мл воды и 5 г цинковой пыли. На дно стеклянной колбы укладывают фарфоровые бусы или стеклянные трубки, поверх которых помещают образцы. Колбу наполняют раствором на 20 мм выше поверхности образцов и затем добавляют цинковую пыль. После окончания бурной реакции выделения водорода колбу соединяют с холодильником. Продолжительность кипячения 144 ч.
4. Метод ВУ(ускоренный). Раствор содержит серную кислоту 50%-ной концентрации (плотность 1,395 г/см 3 ) и железо сернокислое окисное (ГОСТ 9485—74) из расчета 40 г на 1000 мл серной кислоты. Раствор готовят в каждой колбе отдельно. Реакционный сосуд тот же, что и при методе В. Количество раствора на 1 см 2 поверхности образцов должно быть не менее 5 мл. Продолжительность испытаний 48 ч.
5. Метод ДУ.Образцы испытывают в выдержанном в течение 24 ч водном растворе азотной кислоты (концентрация 65+0,2%, плотность 1,391 г/см 3 ). Перед испытанием промытые, высушенные и обезжиренные образцы измеряются не менее чем в трех точках по длине, ширине и толщине с точностью 0,05 мм и взвешиваются на аналитических весах с точностью до 0,1 мг. Испытания проводят в колбах с обратным холодильником, на дно которых уложены стеклянные или фарфоровые бусы или «лодочки». Образцы заливают раствором из расчета 9 мл на 1 см 2 поверхности (при расхождениях в оценке 20 мл/см 2 ). Колбы устанавливают на песочные «бани», обеспечивающие равномерный нагрев. Испытание протекает при слабом равномерном кипении без упаривания раствора и выделения окислов азота бурого цвета. При упаривании раствор заменяют новым. После 48 ч кипячения образцы извлекают, просушивают, взвешивают и после смены реактива загружают вновь. Продолжительность испытаний — 5 таких циклов по 48 ч. Металл бракуют, если скорость МКК, определенная по убыли массы образца с учетом его поверхности в пересчете на год, после любого цикла испытаний превышает 0,5 мм/год.
Наиболее широко применяют контактные методы, позволяющие достаточно точно контролировать образцы в большом диапазоне сопротивлений.
В частности, использование установок типа УЗОЗ с цепями одинарного и двойного мостов позволяет измерять сопротивление от 10 -6 до 10 6 Ом с точностью 0,5—1,5%. При этом изготовление образцов для испытаний отличается простотой. Метод предназначен для контроля прецизионных сталей и сплавов типа Х12Ю4, Х23Ю5. Х15Н60 и др. Перечень контролируемых сталей и сплавов и требуемые значения электросопротивления для проката в прутках диаметром 13—30 и менее 8 мм регламентирован ГОСТ 12766.3—77. В соответствии с НТД от партии металла отбирают от одного до шести образцов длиной 550—1100 мм. С каждой стороны прутка на расстоянии от торцов (5 — в первом случае и 10 мм — во втором) выполняют ручную зачистку абразивной бумагой для образования контактных зон. Подготовленный образец помещают в зажимы установки УЗОЗ и измеряют электросопротивление. Установка позволяет также контролировать образцы в виде проволоки и полосы.
Читайте также: