Конвейерные ленты с металлическим кордом
Обновлено: 07.07.2024
ГОСТ ISO 15236-1-2017
ЛЕНТЫ КОНВЕЙЕРНЫЕ МЕТАЛЛОКОРДНЫЕ
Конструкция, размеры и требования к конвейерным лентам общего назначения
Steel cord conveyor belts. Part 1. Design, dimensions and requirements for conveyor belts for general use
Дата введения 2020-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ"), Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52)
За принятие проголосовали:
Краткое наименование страны по
МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 февраля 2018 г. N 84-ст межгосударственный стандарт ГОСТ ISO 15236-1-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 15236-1:2016* "Металлокордные конвейерные ленты. Часть 1. Конструкция, размеры и механические требования к конвейерным лентам общего назначения" ("Steel cord conveyor belts - Part 1: Design, dimensions and mechanical requirements for conveyor belts for general use", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан подкомитетом CEN/TC 188 "Конвейерные ленты" Европейского комитета по стандартизации (CEN) в сотрудничестве с подкомитетом SC 3 "Конвейерные ленты" Технического комитета по стандартизации ISO/TC 41 "Шкивы и ремни (в том числе клиновые)" Международной организации по стандартизации ISO.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных стандартов соответствующие межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт устанавливает требования к рабочим характеристикам и конструкции конвейерных лент общего назначения, армированных стальными кордами в продольном направлении. Требования к конструкции, приведенные в разделе 6, применяют при разработке отдельных лент, а также лент, выпускаемых серийно по ISO 15236-2.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
* Таблицу соответствия национальных стандартов международным см. по ссылке. - Примечание изготовителя базы данных.
ISO 37, Rubber, vulcanized or thermoplastic - Determination of tensile stress-strain properties (Резина вулканизованная или термопластик. Определение упругопрочностных свойств при растяжении)
ISO 188, Rubber, vulcanized or thermoplastic - Accelerated ageing and heat resistance tests (Резина вулканизованная или термопластик. Испытания на ускоренное старение и теплостойкость)
ISO 284, Conveyor belts - Electrical conductivity - Specification and test method (Конвейерные ленты. Электропроводность. Спецификация и метод испытания)
ISO 340, Conveyor belts - Laboratory scale flammability characteristics - Requirements and test method (Конвейерные ленты. Характеристики воспламеняемости по лабораторной шкале. Требования и метод испытания)
ISO 703, Conveyor belts - Transverse flexibility (troughability) - Test method [Конвейерные ленты. Гибкость в поперечном направлении (способность к лоткообразованию). Метод испытания]
ISO 4649, Rubber, vulcanized or thermoplastic - Determination of abrasion resistance using a rotating cylindrical drum device (Резина вулканизованная или термопластик. Определение стойкости к истиранию с использованием устройства с вращающимся цилиндрическим барабаном)
ISO 7590:2001, Steel cord conveyor belts - Methods for the determination of total thickness and cover thickness (Металлокордные конвейерные ленты. Методы определения полной толщины и толщины обкладки)
ISO 7622-2, Steel cord conveyor belts - Longitudinal traction test - Part 2: Measurement of tensile strength (Металлокордные конвейерные ленты. Испытание на продольное растяжение. Часть 2. Измерение прочности при растяжении)
ISO 7623, Steel cord conveyor belts - Cord-to-coating bond test - Initial test and after thermal treatment (Металлокордные конвейерные ленты. Испытание на прочность связи корда с покрытием. Первоначальное испытание и испытание после термической обработки)
ISO 8094, Steel cord conveyor belts - Adhesion strength test of the cover to the core layer (Металлокордные конвейерные ленты. Испытание на прочность связи обкладки с сердечником)
ISO 10247, Conveyor belts - Characteristics of covers - Classification (Конвейерные ленты. Характеристики покрытий. Классификация)
ISO 15236-2, Steel cord conveyor belts - Part 2: Preferred belt types (Металлокордные конвейерные ленты. Часть 2. Основные типы лент)
EN 12882, Conveyor belts for general purpose use - Electrical and flammability safety requirements (Конвейерные ленты общего назначения. Требования к электро- и пожаробезопасности)
EN 13827, Steel cord conveyor belts - Determination of the lateral and vertical displacement of steel cords (Металлокордные конвейерные ленты. Определение горизонтального и вертикального смещений стальных кордов)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 ширина борта (edge width ): Толщина резины между наружным кордом и бортом ленты (см. рисунок 1).
3.2 брекер (breaker): Поперечное армирование конвейерной ленты, как правило, из текстильного материала, прикрепленное сверху и/или снизу слоя продольных кордов на расстоянии не менее 1 мм, считающееся частью обкладки ленты (см. рисунок 2).
[Источник - ISO 7590:2009, пункт 2.1, изменено.]
3.3 уток (weft): Поперечное армирование конвейерной ленты, как правило, из стальных проволок, прикрепленное сверху и/или снизу слоя продольных кордов на расстоянии менее 1 мм, считающееся частью сердечника ленты (см. рисунок 3).
[Источник - ISO 7590:2009, пункт 2.2, изменено.]
4 Условные обозначения и единицы измерения
В настоящем стандарте применены условные обозначения и единицы измерения, приведенные в таблице 1.
Таблица 1 - Условные обозначения и единицы измерения показателей
Ширина ленты, мм
Усилие выдергивания корда на единицу длины корда, Н/мм
Прочность корда при растяжении, взятого из вулканизованной ленты, кН
Усилие выдергивания корда на единицу длины корда после термической обработки, Н/мм
Номинальная (минимальная) прочность ленты при растяжении на единицу ширины ленты, Н/мм
Вычисленная ширина борта ленты, мм
Ширина несущей части ленты, мм
Диаметр корда, мм
Прогиб ленты (способность к лоткообразованию), мм
Медианное значение высоты корда по EN 13827, мм
Толщина ленты, мм
Толщина обкладки на несущей стороне, мм
Толщина обкладки со стороны шкивов, мм
Толщина слоя между брекером и слоем продольных кордов, мм
Толщина слоя между утком и слоем продольных кордов, мм
Толщина сердечника ленты, мм
Количество кордов, расположенных в диапазоне 1 мм, %
Количество кордов, расположенных в диапазоне 1,0Количество кордов, расположенных в диапазоне >1,5 мм, %
5 Конструкция ленты
5.1 Стандартный тип
Конвейеры ленты, соответствующие требованиям настоящего стандарта, содержат стальные корды, окруженные слоем резины сердечника. Сердечник защищен сверху и снизу обкладками (см. рисунок 1).
Конвейерные ленты
Конвейерные ленты имеют самый широкий спектр применения. Транспортерные ленты предназначаются для транспортирования штучных, кусковых и сыпучих грузов: от различных руд цветных и черных металлов, угля, крепких горных пород до неабразивных или малоабразивных материалов. Чаще для этих целей применяются резинотканевые транспортерные ленты.
Ознакомьтесь с основными разделами:

Виды и типы конвейерных лент
Существует три общих категории для всех конвейерных лент:
- Лента конвейерная для легких условий эксплуатации;
- Лента конвейерная для средних условий эксплуатации
- Лента конвейерная для тяжелых условий эксплуатации.
В зависимости от условий эксплуатации применяются специализированные конвейерные ленты:
- Конвейерная лента с нейлонным покрытием
- Конвейерная лента с полиэфирным покрытием
- Огне упорная конвейерная лента
- Масло упорная конвейерная лента
- Конвейерная лента с гофробортом
- Металлокордная конвейерная лента
- Тепло упорная конвейерная лента
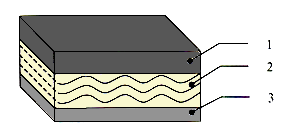
Все транспортерные ленты имеют:
- каркас
- рабочую поверхность
- не рабочую поверхность
Каркас - может быть из специальных тканей комбинированных волокон, а может быть из металлических кордов, от каркаса транспортерных лент зависит прочность ленты на разрыв. Особая обработка специализированных тканей позволяет сохранить гибкость и увеличить прочность.
Рабочая поверхность - выполняется из искусственного или натурального каучука, или комбинированная. На рабочей поверхности обычно наноситься профиль - препятствующий скольжению, скатыванию, опрокидыванию транспортируемых грузов. На рабочей поверхности так же может быть установлен гофроборт - препятствующий боковому опрокидыванию или ссыпанию грузов. Рабочая поверхность больше всего подвергается износу.
Не рабочая поверхность - так же как и рабочая поверхность транспортерной ленты, выполняется из каучука, но эта сторона конвейерной ленты обращена к приводным барабанам и на ней реже применяются специализированные профили или вообще не применяются. Купить конвейерную ленту - не проблема, проблема в правильном подборе нужной Вам конвейерной ленты (транспортерной ленты). Также имеет особое значение стыковка транспортерных лент.
Маркировка конвейерных лент
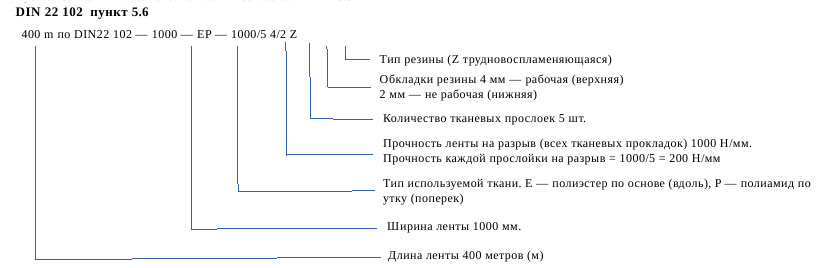
Обозначение конвейерной ленты согласно DIN:
Обозначение конвейерной ленты согласно ГОСТ:
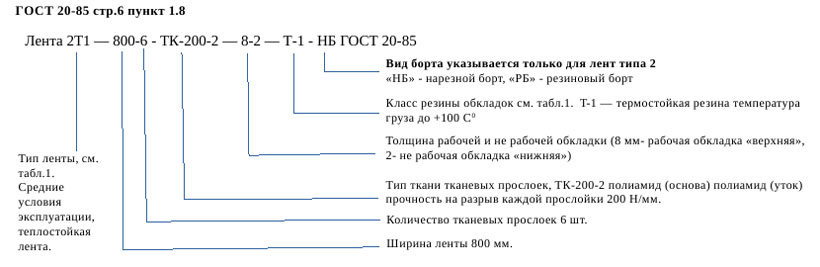
ГОСТ 20-85. Таблица 1.
| Обозначение ленты Тип ленты | Тип резины DIN 22102 | Условия эксплуатации | Вид ленты | Класс резины обкладок (прочность на разрыв МПа) | Температура применения | Гарантийный срок эксплуатации (месяцев) | |
| min | max | ||||||
| 1.1 | X | Очень тяжелые | Общего назначения | А (24,5), Б (19,6) | -45 | +60 | 12 |
| 1.1М | X, Y | Морозостойкая | М (14,7) | -60 | +60 | 12 | |
| 1.2 | Y | Тяжелые | Общего назначения | А (24,5), Б (19,6) | -45 | +60 | 12 |
| 1.2М | X, Y | Морозостойкая | М (14,7) | -60 | +60 | 12 | |
| 1.2Ш | S, K, V | Трудно воспламеняющаяся | Г-1 (14,7) | -25 | +60 | 12 | |
| 1.2ШМ | S, K, V | Трудно воспламеняющаяся морозостойкая | Г-2 (14,7) | -45 | +60 | 12 | |
| 2.1 | X, Y | Средние | Общего назначения | А, И (15,0), Б (19,6) | -45 | +60 | 12 |
| 2М | X | Морозостойкая | М (14,7) | -60 | +60 | 12 | |
| 2Ш | S, K, V | Трудно воспламеняющаяся | Г-1 (14,7) | -25 | +60 | 12 | |
| 2ШМ | S, K, V | Трудно воспламеняющаяся морозостойкая | Г-2 (14,7) | -45 | +60 | 12 | |
| 2Т1 | T | Теплостойкая | Т-1 (11,0) | -25 | +100 (т.груза) | 6 | |
| 2Т2 | T | Теплостойкая | Т-2 (11,0) | -10 | +150 (т.груза) | 4 | |
| 2Т3 | T | Теплостойкая | Т-3 (11,0) | -25 | +200 (т.груза) | 3 | |
| 2Л | X, Y | Легкие | Общего назначения | И (15,0), Б (19,6) | -45 | +60 | 12 |
| 2ЛМ | X | Морозостойкая | М (14,7) | -60 | +60 | 12 | |
| 2ПЛ | A | Пищевая | П (9,8) | -25 | +60 | 6 | |
| 3 | X, Y | Общего назначения | И (15,0), Б (19,6) | -45 | +60 | 12 | |
| 3П | A | Пищевая | П (9,8) | -25 | +60 | 6 | |
| 4 | X, Y | Общего назначения | И (15,0), Б, С (10) | -45 | +60 | 12 | |
| 4П | A | Пищевая | П (9,8) | -25 | +60 | 6 | |
DIN 22102 резина. Таблица 2
Ткани по DIN 22102. Таблица 3
| Обозначение | Состав |
| B | Хлопок |
| Z | Вискозное штапельное волокно |
| R | Вискоза |
| P | Полиамид (капрон одна из разновидностей) |
| E | Полиэстер (полиэфир) |
| D | Арамид |
| G | Стекловолокно |
| St | Стальной трос |
Пример обозначения ткани по DIN:
EP — основа полиэстер, уток полиамид.
GD — основа стекловолокно, уток арамидное волокно.
Ткани по ГОСТ 20-85. Таблица 4
| Прочность ткани по основе (H/мм) | Тип ткани | Гост ткани | Состав | Обозначение по DIN | |
| Основа(вдоль) | Уток(поперек) | ||||
| 65 | БКНЛ-65 | ГОСТ 19700 | Полиэфир | Хлопок | EB |
| БКНЛ-65-2 | ГОСТ 19700 | Полиэфир | Хлопок | EB | |
| 100 | ТА-100 | ГОСТ 18215 | Полиамид | Полиамид | PP |
| ТК-100 | ГОСТ 18215 | Полиамид | Полиамид | PP | |
| 200 | ТК-200-2 | ГОСТ 18215 | Полиамид | Полиамид | PP |
| ТЛК-200 | ГОСТ 22510 | Полиэфир | Полиамид | EP | |
| 300 | ТА-300 | ГОСТ 18215 | Полиамид | Полиамид | PP |
| ТК-300 | ГОСТ 18215 | Полиамид | Полиамид | PP | |
| ТЛК-300 | ГОСТ 22510 | Полиэфир | Полиамид | EP | |
| 400 | ТА-400 | ГОСТ 18215 | Полиамид | Полиамид | PP |
| ТК-400 | ГОСТ 18215 | Полиамид | Полиамид | PP | |
| МК-400/120-3 | Полиамид | Полиамид | PP | ||
Размеры и характеристики
В большинстве своем особой популярностью пользуются именно много прокладочные конвейерные ленты, вмещающие двустороннюю прорезиненную обкладку и защитную либо брекерную прокладку под резиновую обкладку рабочей поверхности с резиновыми бортами.
Что же касается размеров ленты, то её ширина варьируется от 300мм до 3200мм. При этом, толщина ленты имеет прямую зависимость от её конструкции. Очень часто она согласуется между прямым изготовителем и потребителем. Реальные же размеры не редко могут отличаться от ранее согласованных показателей ленточной толщины, но не более, чем на ±1 мм для лент, толщина которых достигает не более 10 мм и для лент с толщиной более 10 мм на ±10%. Толщина специальных обкладок в миллиметрах для рабочей, а также нерабочей сторон: 2/1; 3/1; 4/2; 6/3.
Длина ленты внутренняя достигает более 20000 мм, а ширина бортов может достигать 15 мм.
Особенности конвейерных лент
К особенностям конвейерной ленты относят:
- Высоту удерживающих профилей начиная от 10 заканчивая 45 мм;
- Возможность достижения наклона транспортерного угла до 45°;
- Разработаны углообразно обустроенные профили с закрытым, а также открытым углом и боковые профили;
- Внедрена специальная лента для удобной транспортировки силоса, в тоже время, профили находятся на нижней поверхности;
- Существует возможность многократного стыкования краешков ленты способом горячей вулканизации, а также холодного склеивания ленты либо же посредством механической фиксации;
- Ширина же ленты, как и конструкция подгоняются по требованию заказчика.
Область применения конвейерных лент
Послойные ленты с разработанным усиленным бортом и двух сторонней резиновой обкладкой необходимы для транспортировки крайне быстро истирающихся крупнокусковых материалов. Послойные ленты с двухсторонней обкладкой резиновой помогают транспортировать сыпучие материалы.
Послойные ленты с двусторонней прорезиненной обкладкой и брекером осуществляют транспортирование быстро истирающих, а также среднекусковых материалов в горнорудной и строительной промышленностях.
Ленты послойные с двухсторонней обкладкой резиновой с дополнительной тканевой оберткой бортов осуществляют транспортирование рядового угля.
Послойные ленты с односторонней обкладкой резиновой выполняют транспортировку мелкокусковых, сыпучих либо штучных материалов, при таких условиях, как отсутствие влаги, а также атмосферных воздействий.

Наша компания ООО "ППК" Комтех" может по договоренности с заказчиком поставить любую конвейерную ленту удовлетворяющую потребности заказчика и производства. Компания сотрудничает как с отечественными производителями конвейерных лент, так и зарубежными. Импортные конвейерные ленты отличаются более высоким качеством, надежностью и износоустойчивостью, поэтому наша компания делает упор на конвейерные ленты производства Италии, Словении, Голландии, Турции.
Наши специалисты помогут вам в решении производственной проблемы и окажут консультационные услуги в правильном подборе необходимого типа конвейерной ленты. Купить конвейерную ленту Вы можете у нас на взаимовыгодных условиях.
Металлокордовые ленты для особо тяжелых условий эксплуатации

Металлокордовая конвейерная лента состоящая из верхней и нижней обкладки и слоёв стальных тросов.
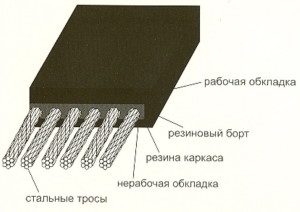
У резинотроссовых лент в качестве тягового носителя служит слой стальных тросов высочайшей прочности, лежащих в одной плоскости на расстоянии друг от друга и запрессованных в резину. Высокая разрывная прочность стальных тросов делает конвейерные ленты оптимально пригодными для транспортировки грузов на большие расстояния.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА РЕЗИНОТРОСОВЫХ ЛЕНТ:
Высокая разрывная прочность стальных тросов, используемых в качестве тягового носителя, делает ленту незаменимой для конвейеров с большой высотой подъема, на большие расстояния без промежуточной пересыпки;
- Крайне низкое (менее 0,5 %) удлинение;высокая продольная гибкость, благодаря которой диаметр приводного барабана может быть меньше, чем для резинотканевых лент;
- Хорошая гибкость в поперечном направлении способствует большему желобообразованию даже узких лент;
- Возможность изготовления лент с очень толстыми обкладками;В
- Высокая прочность на местах загрузки даже крупнокускового материала;
- Отличный прямой ход;
- Повышенная прочность стыков;
- Большой срок службы.
Благодаря перечисленным свойствам резинотросовые ленты особенно рекомендуются для конвейеров большой длины, где требуется сильное натяжение.
Предлагаемые стандарты : GB / T9770, DIN22131, EN ISO 15236, SANS1366 и AS1333.
Могут рассматриваться следующие типы металлических каркасов ST, IW, MW
Прочность металлических каркасов от 630 Н/мм до 6000 Н/мм
Обозначения и размеры изложены в DIN 22 131 (а также в DIN 22 129 Резинотросовые ленты для предприятий угольной промышленности под землей»).
Пример обозначения тягового носителя. St 3150, где: St — стальные тросы, 3150 — общая прочность в Н/мм ширины ленты.
Размеры сращивания тросовой ленты согласно DIN 22131
| ST1000 | ST1250 | ST1600 | ST2000 | ST2500 | |
| Минимальная длина шага (мм) | 300 | 350 | 450 | 400 | 500 |
| Длина сращивания (мм) | 600 | 650 | 750 | 1150 | 1350 |
| ST3150 | ST3500 | ST4000 | ST4500 | ST5000 | |
| Минимальная длина шага (мм) | 650 | 650 | 750 | 800 | 900 |
| Длина сращивания (мм) | +1650 | 2350 | 2650 | 2800 | 4050 |
Виды сращиваний тросовой ленты
Одноступенчатое соединение (до ST 2000)
Двухступенчатое соединение (ST2500 до ST3150 )
Трёхступенчатое соединение (ST3500 до ST4500)
Четырехступенчатое соединение (ST5000 до ST7500)
Одноступенчатое соединение ST 1600 Мин L шага 450 (мм)
Одноступенчатое соединение ST 1800 Мин L шага 450 (мм)
Одноступенчатое соединение ST 2000 Мин L шага 450 (мм)
Лента конвейерная 300-ST2000 8/16- ф.6.0 с отверстиями под крепление ковша

Состав ленты конвейерной 300-ST2000 8/16- ф.6. обрезиненные троса в ленте прокладываются сеткой с обеих сторон.
Соединитель ленты 300-ST2000 8/16- ф.6.

Состав ленты конвейерной 400-ST2000 8/20- ф.6. обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 500-ST2000 8/20- ф.6. обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 600-ST2000 8/20 обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 350-ST2000 8/20 обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 500-ST1600 8/20- ф.5. обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 300-ST2500 8/20- ф.8. обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 500-ST3150 8/20- ф.8.1. обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 600-ST3150 8/20- ф.8.1. обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 400-ST2500 8/20- ф.8.1. обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 500-ST2000 8/20- ф.8.1. обрезиненные троса в ленте прокладываются сеткой с обеих сторон

Состав ленты конвейерной 600-ST2500 8/20- ф.8.1. обрезиненные троса в ленте прокладываются сеткой с обеих сторон
Лента конвейерная резинотросовая используется в тех случаях, когда:
— линия конвейера располагается на местности со сложным рельефом;
— необходима весьма большая производительность конвейера;
— требуются конвейеры с большими углами наклона и значительной длины.
Сфера использования лент конвейерных резинотросовых:
— морские и речные порты.
— промышленность по добыче минерального сырья.
— предприятия по переработке минерального сырья.
Ленты резинотросовые могут быть изготовлены в зависимости от условий эксплуатации:
РТЛШТС (ТГ)– трудносгораемые, эксплуатируются при температуре окружающего воздуха от минус 25 до плюс 60°C;
РТЛТВ – трудновоспламеняющиеся, эксплуатируются при температуре окружающего воздуха от минус 25 до плюс 60°C,
РТЛТВМ – трудновоспламеняющиеся морозостойкие, эксплуатируются при температуре окружающего воздуха от минус 45 до плюс 60°C;
РТЛ— общего назначения, эксплуатируются при температуре окружающего воздуха от минус 45 до плюс 60°C;
РТЛМ – общего назначения морозостойкие, эксплуатируются при температуре окружающего воздуха от минус 60 до плюс 60°C.
Удлинение резинотросовых лент в 10 раз меньше, чем лент на основе синтетических тканей. Удлинение лент составляет не более 0,25% при рабочих нагрузках. Высокая прочность (до 5000 Н/мм), гибкость в продольном и поперечном направлениях позволяют транспортировать грузы на большие расстояния с высокой производительностью на мощных карьерных комплексах.
Конвейерные ленты для особо тяжелых условий эксплуатации
FB-RIPSTOP — Конвейерные ленты усиленные металлическими тросами или арамидными бекерами
Предназначены для тяжелых условий эксплуатации, способные противостоять ударным нагрузкам, пробоям и порезам.
Многопрокладочные каркасы традиционно изготавливаются на ткани EP и защищены стальными или арамидными брекерами.
FB-RIPSTOP S — изготавливаются со стальными брекерами
FB-RIPSTOP A — изготавливаются с арамидными брекерами
Образец ленты конвейерной 1000 EP600/3+1 RC 5/2 Y со стальными брекерами



Резиновые обкладки
Конвейерные ленты FB-RIPSTOP обычно изготавливаются с резиновыми абразивоустойчивыми обкладками, могут иметь различные свойства и толщину соответствующие транспортирующему материалу.
Почность каркасов
от 400 Н/мм до 2500 Н/мм
Для заказа стыковочных пакетов для резинотросовой конвейреной ленты, просим заполнить опросный лист. Опросный лист на стык пакет к резинотроссовой ленте
ГОСТ ISO 15236-1-2017 Ленты конвеерные металлокордные. Часть 1. Конструкция, размеры и требования к конвейерным лентам общего назначения
Текст ГОСТ ISO 15236-1-2017 Ленты конвеерные металлокордные. Часть 1. Конструкция, размеры и требования к конвейерным лентам общего назначения
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
ЛЕНТЫ КОНВЕЙЕРНЫЕ МЕТАЛЛОКОРДНЫЕ
Конструкция, размеры и требования к конвейерным лентам общего назначения
(ISO 15236-1:2016, Steel cord conveyor belts — Part 1: Design, dimensions and mechanical requirements for conveyor belts for general use, IDT) Издание официальное

Москва Стандартинформ 2018
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0—2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия. обновления и отмены»
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации материалов и технологий» (ФГУП «ВНИИ СМТ»), Техническим комитетом по стандартизации ТК160 «Продукция нефтехимического комплекса» на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. № 52)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97
Код страны no МК (ИСО 3166) 004—97
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 февраля 2018 г. № 84-ст межгосударственный стандарт ГОСТ ISO 15236-1—2017 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 15236-1:2016 «Металлокордные конвейерные ленты. Часть 1. Конструкция, размеры и механические требования к конвейерным лентам общего назначения» («Steel cord conveyor belts — Part 1: Design, dimensions and mechanical requirements for conveyor belts for general use», IDT).
Международный стандарт разработан подкомитетом CEN/TC 188 «Конвейерные ленты» Европейского комитета по стандартизации (CEN) в сотрудничестве с подкомитетом SC 3 «Конвейерные ленты» Технического комитета по стандартизации ISO/TC 41 «Шкивы и ремни (в том числе клиновые)» Международной организации по стандартизации ISO.
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Условные обозначения и единицы измерения
5 Конструкция ленты
6 Элементы конструкции ленты
7 Требования к физико-механическим свойствам
8 Отбор образцов
10 Информация для заказа
Приложение А (справочное) Информация, предоставляемая потребителем
Приложение ДА (справочное) Сведения о соответствии ссылочных стандартов межгосударственным стандартам
ГОСТ ISO 15236-1-“2017
ЛЕНТЫ КОНВЕЙЕРНЫЕ МЕТАЛЛОКОРДНЫЕ
Конструкция, размеры и требования к конвейерным лентам общего назначения
Дата введения — 2020—01—01
1 Область применения
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ISO 37, Rubber, vulcanized or thermoplastic — Determination of tensile stress-strain properties (Резина вулканизованная или термопластик. Определение упругопрочностных свойств при растяжении)
ISO 188. Rubber, vulcanized or thermoplastic—Accelerated ageing and heat resistance tests (Резина вулканизованная или термопластик. Испытания на ускоренное старение и теплостойкость)
ISO 284, Conveyor belts — Electrical conductivity — Specification and test method (Конвейерные ленты. Электропроводность. Спецификация и метод испытания)
ISO 340, Conveyor belts — Laboratory scale flammability characteristics — Requirements and test method (Конвейерные ленты. Характеристики воспламеняемости по лабораторной шкале. Требования и метод испытания)
ISO 703, Conveyor belts — Transverse flexibility (troughability) — Test method (Конвейерные ленты. Гибкость в поперечном направлении (способность к лоткообразованию). Метод испытания]
ISO 4649, Rubber, vulcanized or thermoplastic — Determination of abrasion resistance using a rotating cylindrical drum device (Резина вулканизованная или термопластик. Определение стойкости к истиранию с использованием устройства с вращающимся цилиндрическим барабаном)
ISO 7590:2001, Steel cord conveyor belts — Methods for the determination of total thickness and cover thickness (Металлокордные конвейерные ленты. Методы определения полной толщины и толщины обкладки)
ISO 7622-2, Steel cord conveyor belts — Longitudinal traction test — Part 2: Measurement of tensile strength (Металлокордные конвейерные ленты. Испытание на продольное растяжение. Часть 2. Измерение прочности при растяжении)
ISO 7623, Steel cord conveyor belts — Cord-to-coating bond test— I nitial test and afterthermal treatment (Металлокордные конвейерные ленты. Испытание на прочность связи корда с покрытием. Первоначальное испытание и испытание после термической обработки)
ISO 8094, Steel cord conveyor belts — Adhesion strength test of the cover to the core layer (Металлокордные конвейерные ленты. Испытание на прочность связи обкладки с сердечником)
ISO 10247, Conveyor belts — Characteristics of covers — Classification (Конвейерные ленты. Характеристики покрытий. Классификация)
ISO 15236-2, Steel cord conveyor belts — Part 2: Preferred belt types (Металлокордные конвейерные ленты. Часть 2. Основные типы лент)
EN 12882, Conveyor belts for general purpose use — Electrical and flammability safety requirements (Конвейерные ленты общего назначения. Требования к электро- и пожаробезопасности)
EN 13827. Steel cord conveyor belts — Determination of the lateral and vertical displacement of steel cords (Металлокордные конвейерные ленты. Определение горизонтального и вертикального смещений стальных кордов)
3 Термины и определения
3.1 ширина борта by (edge width bk): Толщина резины между наружным кордом и бортом ленты (см. рисунок 1).
(Источник — ISO 7590:2009, пункт 2.1, изменено.]
(Источник — ISO 7590:2009, пункт 2.2, изменено.]
4 Условные обозначения и единицы измерения
Таблица 1 — Условные обозначения и единицы измерения показателей
Усилие выдергивания корда на единицу длины корда после термической обработки. Н/мм
Прогиб ленты (способность к новообразованию), мм
Окончание таблицы 1
Количество кордов, расположенных в диапазоне Лт s 1 мм, %
Количество кордов, расположенных в диапазоне 1,0 < Лт 5 1,5 мм, %
Количество кордов, расположенных в диапазоне hm > 1,5 мм, %
5 Конструкция ленты
5.2 Конвейерные ленты с поперечным армированием
Требования к металлокордным конвейерным лентам с брекерами показаны на рисунке 2, металлокордным конвейерным лентам с утком — на рисунке 3.
Читайте также: