Координатно пробивной станок по металлу
Обновлено: 21.09.2024
Перфорация металла будет выполнена аккуратно и в сжатые сроки, если использовать для этой операции координатно-пробивной пресс. Так называется оборудование, предназначенное для пробивки, вырубки и формовки отверстий в металле, а также – для штамповки внутренних контуров. Разнообразие моделей позволяет легко выбрать оборудование с учетом особенностей выпускаемых изделий и производительности рабочего цеха.
Достоинства оборудования
Одновременное выполнение формообразующих операций и резки металла позволяет назвать координатно-штамповочные прессы универсальным и эффективным оборудованием, сокращающим продолжительность рабочего цикла и снижающим себестоимость изделий. С помощью данного оборудования удается быстро изменить конструкцию заготовки методом резания и штамповки на штучных или серийных производствах. Кроме того, в числе достоинств прессов – приемлемый уровень цен, быстрая окупаемость, высокая производительность и выполнение широкого круга операций под ключ без необходимости использования прочих станков. В настоящее время, с применением координатно-пробивных прессов выпускают корпуса оборудования, мебельные конструкции, изделия и материалы из перфорированного металла.
Технико-эксплуатационные характеристики
Оборудование данной категории представляет собой замкнутую рамную конструкцию, прошедшую термообработку для снятия напряжения с металла. Благодаря такому технологическому приему рама сохраняет первоначальную форму на всем протяжении срока эксплуатации станка, что гарантирует точность и качество обработки заготовок. Также за точную обработку деталей «отвечает» сервопривод, от которого получает питание револьверный барабан. Цепная передача с системой точного выравнивания позволяет добиться точных размеров изделия согласно проектным документам. Наличие в прессах гидравлических фильтров существенно упрощает обслуживание оборудования и снижает себестоимость его эксплуатации.
Управление формовочными операциями возможно благодаря гидравлическому толкателю с программируемыми опциями для скорости и положения. Низкая энергоемкость станка – еще одно его неоспоримое достоинство – результат автоматического регулирования давления, снижающего шум от работы клапанов.
Пробивка отверстий в металле осуществляется за счет работы датчика контроля. В случае отказа оборудования подающая траверса немедленно останавливается. Инструментальные системы, поставляемые в комплекте, отличаются простотой в обслуживании, позволяют быстро решать поставленные технологические задачи и сокращают производственные расходы.
Выбирая координатно-пробивной пресс с ЧПУ, необходимо принимать в расчет такие параметры, как размер обрабатываемой зоны заготовки, максимальную толщину металла и усилие вырубки. Это позволит эксплуатировать оборудование на 100%, используя его возможности для расширения ассортимента и повышения качества изделий.
Преимущества КАМИ
В каталоге КАМИ представлен модельный ряд координатно-пробивных прессов фирм SMD и Nisshinbo. Станки укомплектованы системами Siemens и Fanuc. Оборудование SMD уверенно лидирует по уровню спроса благодаря выдающимся техническим характеристикам. 5000мм рабочей зоны, 600 ударов в минуту, возможность обработки заготовок толщиной 6,3мм – все это позволяет выпускать широкий ассортимент востребованных и конкурентоспособных изделий с низкой себестоимостью. В серии моделей HPI представлены гидравлические прессы с ЧПУ с производительностью до 1000 ударов в минуту и скоростью перемещения 102 метра в минуту.
В числе достоинств прессов Nisshinbo – производительность до 1500 ударов в минуту с ходом вырубки 40мм по металлу толщиной до 6,35мм. Если вы затрудняетесь сделать выбор, наши специалисты помогут найти оборудование, отвечающее всем предъявленным требованиям, а также – проконсультируют по вопросам его эксплуатации и обслуживания.
Обработка листов на координатно-пробивных прессах
Раскрой листа для получения плоских заготовок — это первый этап в листообработке, в некоторых случаях он и единственный. В первую очередь мы будем говорить о металлических листах, но затронем и другие материалы.
Любое оборудование целесообразно использовать там, где будут востребованы его преимущества, а недостатки проявятся в минимальной степени. Координатно-пробивные прессы имеют следующие достоинства и вытекающие из них особенности эксплуатации.
Возможность получать сложные контуры с высокой производительностью сразу дает преимущество по сравнению с гильотинами, которые могут делать только прямые резы, угловысечными и универсальными прессами, способными на изготовление только простых контуров с большими трудозатратами и невысокой точностью.
Производственная гибкость. Изготовление множества различных деталей небольшим набором стандартного инструмента с минимальными переналадками — это главное отличие от классических штамповочных прессов, где возможность изготовления детали полностью определяется наличием штампа, а любая переналадка достаточно трудоемка.
Возможность формования — сегодня это важнейший козырь координатно-пробивных прессов в споре с установками лазерной и плазменной резки. Иногда применяются комбинированные лазер-прессы, но их главный недостаток — это двойная стоимость, при том, что в одно время работает только один из модулей.


Точность изготовления и качество получаемой кромки существенно выше чем у установок плазменной резки.
Отсутствие термического воздействия на материал. Часто нагрев детали пагубно влияет на качество получаемой детали, а иногда он просто недопустим. Именно поэтому далеко не любая продукция может быть выполнена на популярных установках термической резки — плазменной и лазерной.
Широкий ассортимент обрабатываемых материалов. Помимо обычной стали это могут быть и цветные металлы, пластики, картон, гетинакс, текстолит и даже стеклотекстолит. Основные конкуренты имеют больше ограничений, так установки плазменной резки работают только с токопроводящими материалами, лазеры с газовым резонатором очень не любят медь и аналогичные высоко отражающие материалы, установки лазерной резки с твердотельным источником не справляются с пластиком деревом и другими специфическими материалами

К сожалению, в природе не существует идеальных вещей, а человек не способен придумывать идеальные машины. Обратим внимание на детали, которые координатно-пробивным прессам даются с трудом или вообще не могут быть изготовлены.
Высокая или сложная формовка. Способности координтано-пробивных прессов ограничены конструкцией и габаритами инструмента. Мы часто видим изделия где координатный пресс просто бессилен. Например, автомобиль. Большая часть деталей имеет сложную 3D-форму. В серийном производстве ее можно изготовить только на больших прессах. Но и многие, на первый взгляд простые детали тоже не стоит пытаться делать на координатно-револьверных прессах.
Толстый лист. На сегодняшний день мало кто обрабатывает на координатно-пробивном прессе листы толще 3 мм, при том, что характеристики станка это позволяют. Это обусловлено рядом факторов: требуется большое усилие пресса, низкие скорости перемещения из-за большой массы листа, формовка на таких толщинах применяется крайне редко, штамповочные инструмент изнашивается в разы быстрее, чем на тонком листе. Поэтому практически повсеместно листы толщиной более 3 мм обрабатываются на установках лазерной или плазменной резки в зависимости от требуемого качества .
Криволинейные, неповторяющиеся контуры на КПП зачастую можно сделать только нибблингом — способом координатной штамповки, при котором каждый удар — это срез небольшой части металла, гораздо меньшей, чем сам инструмент. Такой вариант подойдет, пожалуй, только для единичного опытного производства из-за низкой производительности и повышенного износа инструмента.
Мы рассмотрели лишь самые явные преимущества и недостатки. Чаще всего они проявляются в комплексе и начинающим производственникам сложно сделать правильный выбор при подборе оптимальной технологии и оборудования. Компания «Абамет» , имея почти 20-летний опыт в поставках, обслуживании и технологическом сопровождении оборудования для листообработки, готово помогать нашим клиентам на любом этапе развития производства. С этой целью мы регулярно проводим дни открытых дверей и семинары как в своих демоцентрах , так и на производственных базах наших клиентов.
Координатно-пробивные прессы c ЧПУ

Станок нового состояния, в комплекте поставки оснастка и программное обеспечение Metalix cncKad. Станок большую часть времени не эксплуатировался.
Станок подключен и готов к демонстрации. Состояние нового, так как был на заводе, где цех обработки листового металла практически не был задействован. Со…
Наработка станка 19 000 часов. В комплект поставки входит инструментальная оснастка. Станок в исправном состоянии, подключен и готов к демонстрации.
Станок подключен и готов к демонстрации. В комплекте поставки станка инструментальная оснастка. Станок был введён в эксплуатацию в 2009 году, но с 2015 г…
Штамповка — это один из самых старых и изученных технологических процессов для раскроя листового металла. ЧПУ управление перемещением листа, сменой инструмента и ходом бойка сделало обработку гораздо более универсальной. Возможность формообразования — главный козырь координатно-пробивного пресса в формировании добавочной стоимости деталей. Специальные применения на координатно-пробивном станке — это синэргия возможностей современного оборудования и инструмента, конструкторской и технологической мысли, опыта и современных технологий.
Применение координатно-пробивных прессов с ЧПУ
Во времена становления координатной штамповки пробивной станок оснащали мощным приводом с усилием до 500 кН. Это позволяло пробивать сталь до 6–8 мм. Однако стремление к экономии металла заставляет инженеров создавать легкие, но прочные продукции. Сегодня большая часть штампуемого металла на координатно-пробивных прессах лежит в диапазоне толщин 1–2 мм, и тенденция к уменьшению толщины продолжается. Поэтому уже нет необходимости в очень мощных приводах бойка. Сегодня наиболее востребованные прессы имеют максимальное усилие штамповки 200–300 кН. Другая тенденция — это расширение технологических возможностей за счет специальных применений и инструмента.
Виды координатно-пробивных прессов с ЧПУ Abamet
- Гидравлические координатно-пробивные прессы с ЧПУ — самые доступные пробивные станки, поставляемые компанией «Абамет». Максимальное усилие штамповки 300 кН достаточно для пробивки листов до 6 мм. Выбор такого оборудования особенно оправдан при ограниченности бюджета.
- Электромеханические координатно-пробивные прессы с ЧПУ наиболее востребованы сегодня на рынке. Основные их преимущества — скорость работы, экономия электроэнергии, минимальное обслуживание из-за отсутствия гидравлической системы привода бойка. Компания «Абамет» предлагает электромеханические прессы с максимальным усилием 200 кН и 300 кН и различными скоростными характеристиками.
- Комбинированные координатно-пробивные прессы с угловыми ножницами с ЧПУ — это частично или полностью автоматизированные комплексы, сочетающие возможности координатного пресса и угловых ножниц, которые используются для быстрой и экономичной резки контура деталей после штамповки внутренних отверстий. Они лучше всего подходят для изготовления больших партий прямоугольных деталей.
На что обратить внимание при выборе координатно-пробивного станка
Необходимое усилие штамповки, которое зависит от типа, толщины металла и периметра инструмента не должно превышать максимальное усилие пресса.
В стандартной комплектации координатно-пробивные прессы Abamet могут обрабатывать без репозиции лист 1250x2500 мм — это наиболее распространенный размер. Если есть ограничение по размерам цеха, то можно выбрать станок с уменьшенными габаритами и размером обработки 1250x1250 мм. Если же требуется штамповка листов с большими размерами без репозиции, то для всех моделей доступна опция увеличения максимального размера обработки без репозиции до 1500x3000 мм.
Компания «Абамет» имеет свои представительства по обслуживанию и продаже координтано-пробивных станков с ЧПУ в России (Москва, Санкт-Петербург, Ростов-на-Дону, Самара, Нижний Новгород, Екатеринбург, Казань, Новосибирск) и Республике Беларусь (Минск).
Координатно-пробивные прессы ERMAKSAN ETP

Прессы данной серии предназначены для операций вырубки, пробивки и формовки с высокой производительностью и точностью на деталях из металлического листа. Данное оборудование наиболее эффективно на производствах с большой номенклатурой деталей и высокой степенью автоматизации.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Среди потребителей этого оборудования – производители металлической мебели, строительных и рекламных конструкций, оборудования для торговли и хранения продуктов, предприятия электротехнической, электронной, автомобильной и других отраслей промышленности.
Приборостроение
Электротехническая отрасль

Производство металлической мебели


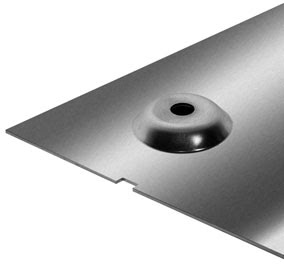
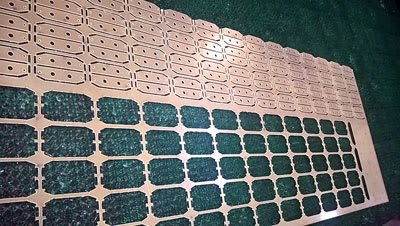
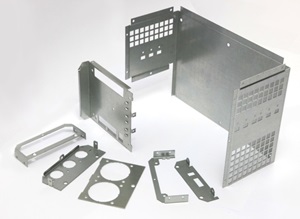
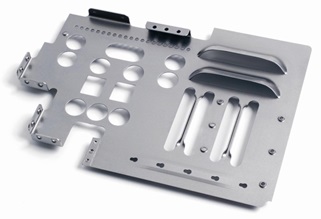
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:

СХЕМЫ ОБРАБОТКИ:
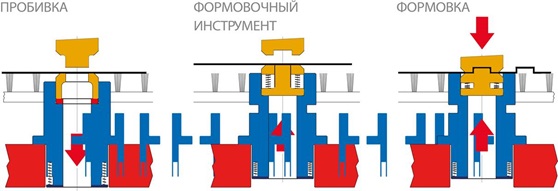
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
ЗАМКНУТАЯ КОНСТРУКЦИЯ РАМЫ (О-ОБРАЗНАЯ)
После сварки проходит термическую обработку для снятия напряжений, что обеспечивает высокую точность пробивных операций. Рама выполнена в современном эргономичном дизайне, её исполнение обеспечивает легкий доступ ко всем внутренним узлам станка.
ИНСТРУМЕНТАЛЬНЫЙ БАРАБАН
Это производственное техприспособление моделей Wilson или Mate оснащено высоконадежным набором инструментария, входящего в 33 позиции. На счету индексируемых D-станций три из этих позиций. При производственной необходимости оператор может подключать к работе инструмент станционных блоков 8А, 3В или 1С. Таким образом, общее количество используемого инструментария возрастает до 54-х. Долговечность этому техоборудованию обеспечивают стальные адаптеры, имеющие упрочняющее напыление. Эти приспособления, входящие в комплект данного координатно-пробивного станка, не требуют дополнительного сервисного обслуживания в процессе эксплуатации. Технические операции, для проведения которых необходимо использовать пробивной, придающий формы инструментарий разных видов и конфигураций, удобно осуществлять на этих прессовых станкомашинах.
ИНДЕКСНЫЕ СТАНЦИИ
Проведение техопераций по разрезанию разноконтурных деталей под необходимыми углами возможно при использовании трех автоматических индексных станционных блоков. Эти техприспособления, которыми оборудован этоткоординатно-пробивной пресс Ermaksan ETP, подключают к работе инструментарные единицы в станционных блоках 8А, 3В и 1С (отметим, что по выбору заказчика каждая из них будет укомплектована особым образом). Показатель уровня четкости индекс-позиционирования составляет 0,01 мм.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
СИСТЕМА ЧПУ GE
Модели 18i-PB 10,4” LCD производства фирмы «Fanuc». Система ЧПУ Fanuc и высокоточный датчик позиционирования, с динамическими, бесщеточными серводвигателями альфа серии.
Координатно-пробивные прессы с ЧПУ
Координатно-пробивные прессы – это класс оборудования, выполняющего на заданных участках (координатах) листового металла операции прорубки отверстий и штамповки заготовок. Современные пробивочные прессы управляются программно, системами ЧПУ, силовыми гидравлическими системами, произведенными по европейским стандартам, что гарантирует им высокую точность и производительность.

Euromac представляет новое поколение пробивных прессов для обработки листового металла. Непревзойденная универсальность и расширенный спектр процессов обработки выгодно выделяются при сравнении с лазерными станками.





Пробивка и штамповка листового материала
Эти понятия описывают суть технологии, применяемой при использовании пробивного пресса: из листа металла толщиной от 5 до 11 мм можно получить практически любые детали. Принцип действия основан на формировании контура заготовки или отверстия путем последовательной перфорации отверстий. Процесс производится на большой скорости на шариковом или щеточном столе. Инструментальный барабан, входящий в состав конструкций современных прессов позволяет быструю смену пробивочного инструмента.
Где используется
Гидравлический пробивной пресс с ЧПУ применяют на высокоавтоматизированных предприятиях с большой номенклатурой выпускаемых деталей. Это – раскрой заготовок для производства листовых деталей механизмов, корпусных элементов, кронштейнов, крепежных пластин, и прочей продукции. Представленные в нашем каталоге станки Euromac выполняют большой спектр операций по пробивке и штамповке с высочайшей эффективностью. Точность достигает до 0,05мм. По сравнению с лазерной резкой пробивные машины этой компании способны достигать более чем 10-ти кратной производительности.

Читайте также: