Коронка по металлу обзор
Обновлено: 05.10.2024

Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться.
На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием.
Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение.
Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм.
К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла.
Доставили набор упакованным в полиэтилен
Комплект состоит из 12 сверл диаметром — 14, 15, 16, 18, 20, 22, 25, 26, 28, 30, 32 и 35 мм.
Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм
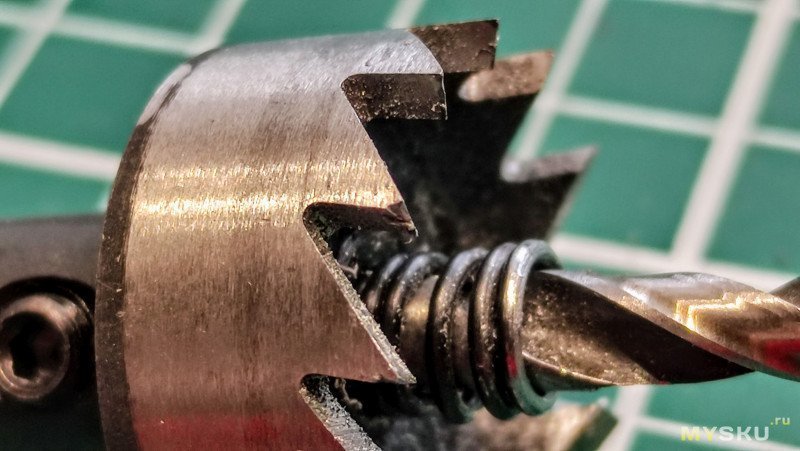
Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.
Хвостовик взаимозаменяем для всех коронок от 14 до 32 мм. Исключением является коронка диаметром 35 мм — ее хвостовик имеет некоторые отличия в размерах, укажу в скобках. Собственно термин «хвостовик» больше относится к трехгранной части предназначенной для крепления в патроне, а ее продолжением является крепежная часть для всех составляющих. Центрирующие сверло диаметром 5 мм (6мм) имеет характерную лыску предотвращающую от проворачивания и фиксируется винтом на крепежной части хвостовика. Рядом находится резьба для накручивания коронки М10х1.25 (М12х1.25).
Коронки изготовлены из быстрорежущей стали аналогом которой является Р6М5. Высота у всех одинаковая — 13 мм. Различия только в диаметре, а, при внимательном рассмотрении, оказалось и в форме заточки. Центрирующие сверла выступают относительно режущей кромки коронки в среднем на 17 мм. Почему-то у всех по разному — от 15 до 19 мм.
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие:
14 мм — номинал
15 мм — отклонение +0.1 мм
16 мм — номинал
18 мм — номинал
20 мм — отклонение — 0.05 мм
22 мм — отклонение + 0.05 мм
25 мм — отклонение + 0.05 мм
26 мм — номинал
28 мм — номинал
30 мм — номинал
32 мм — номинал
35 мм — отклонение — 0.05 мм
Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления).
Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.
Немного опережая ваши замечания, объясню причину использования спирального сверла такого калибра. На данный момент я его не использую. Но в жизни иногда складываются ситуации, что приходится импровизировать. И однажды в такой ситуации срочно нужно было сделать отверстие, а более подходящего чем этот инструмент — под рукой не оказалось. Повторять крайне не рекомендую. Ну, а если, все же припекло — следуйте обратной логике (больше сверло — слабее дрель), и не протачивайте трехгранный хвостовик. В случае заклинивания сверла в материале, это спасет ваши руки.
Сделав отверстие каждым сверлом, в уголке с толщиной полки 4 мм, первым что хотелось бы отметить — это чистота обработки.
Ниже будут фото в порядке сверления: спиральным, твердосплавным и обозреваемым сверлом. На них отчетливо видно на сколько чище обработка у обозреваемого сверла. Полагаю, добиться этого удалось за счет большего количества резцов, которые в свою очередь дополнительно центрируют сверло, предупреждая биение. Но справедливо будет отметить, что такая разница в чистоте обработки будет только при сверлении дрелью с рук. При использовании сверлильного станка или стойки для дрели, с надлежащей фиксацией заготовки, думаю, результаты будут похожими между собой.
Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм.
На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)
все три ригеля точно вошли в предназначенные им отверстия
После я принялся дырявить) все, что под руку попало, итогом этого стали изображенные на фото примеры использования.
Ну и для полноты картины — коротенький ролик:
Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра.
В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.
На этом все. Всем спасибо за внимание.
Коронки для сверления отверстий. Комплект 5 шт.

Представляю обзор неплохого комплекта из пяти коронок для сверления отверстий в различных материалах, с хвостовиками, центрирующими сверлами и выталкивающими пружинами. Под катом ГИФКИ.
Укладывая ламинат или работая с вагонкой, периодически, сталкиваюсь с необходимостью вырезания круглых отверстий под коммуникации различного диаметра. Часто пользуюсь перьевыми сверлами, но ими не всегда удается получить отверстия с краями без «задраной» кромки. Поэтому считаю, естественно никому не навязывая своего мнения, что в данном случае коронки с центрирующими сверлами являются более подходящим видом расходки. Помимо этого, их можно использовать и для сверления пластика, листового металла, текстолита и других материалов, а также предметов с закругленной поверхностью, например, пластиковые трубы, где перьевые сверла уже, часто просто выламывают куски, или даже нержавейку…
Приехали сверла каждое в своей пластиковой коробочке:
Размеры коронок:
Внешний диаметр: 16 мм / 0,62''; 18,5 мм / 0,72''; 20 мм / 0,78''; 25 мм / 0,98''; 30 мм / 1,18''
Длина: 65 мм / 2,55''
Диаметр стержня: 9 мм / 0,35''
В каждой коробочке помимо самой коронки лежит еще ключик для установочного винта удерживающего сверло:
В разобранном состоянии:
На каждой коронке выбита маркировка:
Поясню что такое HSS
В первых продаваемых партиях коронок Bosch Progressor, у них пошли
возвраты. Обломанные зубья, потеря качества реза и т.д. Когда стали разбираться,
выяснилось, что люди сверлят металл:
«за один проход», т.е., при полностью установленной, с центровочным сверлом,
коронке, не меняя подачи и скорости сверления при начале касания зубьями
поверхности металла;
часто не используя СОЖ – смазочно-охлаждающую жидкость.
Резюме:
При сверлении листового металла ОБЯЗАТЕЛЬНО использовать СОЖ.
Во избежание удара зубьями коронки о поверхность металла после прохода
центровочного сверла (что является нештатной ударной нагрузкой, на к-рую
коронки не рассчитаны) лучше:
сначала – отдельно – сделать центровочным сверлом отверстие в листе металла,
а затем уже – одеть коронку и при готовом центр.отверстии аккуратно, без нажима
в момент касания, начать сверлить «периметр».
Обязательно соблюдать рекомендуемые обороты, в основном, конечно, для
металла. Какими бы непривычно низкими они ни казались (100…600 об/мин).
На высокой скорости перегреете коронку, отпустите металл, сожжете в конечном
итоге изделие.
В общем «погуглив», для себя понял — использовать расходку из быстрорежущей стали можно для резки практически любых материалов в быту, но надо соблюдать определенные условия — не подвергать ударным воздействиям и не превышать определенные обороты (хоть она и быстрорежущая).
Размер:
Вес:
Все коронки имеют одинаковую толщину стенок и достаточно высокий зуб:
Глубина коронок совсем небольшая, меньше сантиметра:
Длина центровочных сверл хоть и невелика, но достаточна для уверенного просверливания центровочных отверстий:
Заточка вполне приемлема, засверловка проходит быстро:
Сделаны правильно, с проточкой в нужном месте для фиксации установочного винта держателя:
А вот выталкивающие пружинки, могли бы быть изготовлены из более упругой стали, достаточно быстро ни становятся похожими на пружинки от раскладушек (т.е. виток к витку), кроме этого в сжатом состоянии они забирают почти половину глубины коронок, поэтому, в большинстве случаев, нужно делать засверловку с обеих сторон:
Хвостовик имеет треугольную форму, хорошо держится и в патроне шуруповерта и дрели:
Испытания
Как я уже сказал брал их для сверления ламината, а он очень любит «быстро кушать» любую расходку, но коронки весьма неплохо делают в нем отверстия без видимых следов износа:
Как я уже сказал из-за невеликой «глубины» коронок засверливать приходится с двух сторон. В итоге получаются аккуратные отверсия без малейший следов сколов:
Тоже самое могу сказать про деревянную вагонку. Но тут нюанс, вагонка может быть чуть-чуть толще, чем получается просверлить даже с двух сторон, поэтому просто снимаем пружинку и сверлим без нее:
Получаются такие забавные «втулки»:
И пластик:
Видео резки ламината, вагонки и пластика:

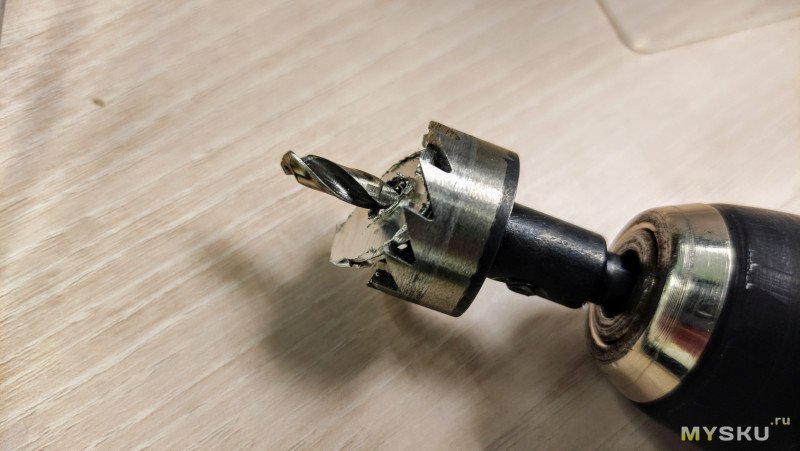
А вот металл, коронками HSS, как я написал вначале, нужно сверлить аккуратно, особенно толстый. Я же, как обычно, сначала сломаю, потом начинаю разбираться, поэтому, со всей дури, на полных оборотах и посильнее надавив на дрель начал сверлить трубу прямоугольного сечения (примерно 1.5мм толщиной) и в итоге потерял одну из коронок, обломав ей зубы:
После этого пошел «курить» просторы Интернета и форумы, в итоге таки смог нормально начать сверлить отверстия:
Насверлил:
После сверления коронка не показала каких либо следов износа:
В общем металл, сверлим аккуратно, желательно с отдельной предварительной засверловкой, на средних для дрели оборотах и очень желательно с использованием СОЖ (смазочно-охлаждающей жидкости), хотя я не знаю, как ее подавать к месту сверления в бытовых условиях.
Нержавейка для коронок не составила никакой проблемы:

Видео резки металла:
ИТОГ

Коронки годные, но надо соблюдать определенные правила работы с ними. Сломанная мной коронка, результат неправильного использования (с дурной головой можно и… лом сломать). Вырезаемые отверстия получаются очень аккуратными без заусенцев и рваных краев, режут практически всё, особенно листовые не толстые материалы… Минусы: малая глубина коронок (около 7мм), толстоваты стенки.
«Пять негритят судейство учинили,
Засудили одного, осталось их четыре.» :)
Корончатые свёрла по металлу (коронки). Стоит ли брать их на Али?

Большое отверстие в листовом металле можно просверлить (именно просверлить, а не сделать) тремя способами. Ну я во всяком случае больше не знаю. Сверлом большого диаметра, ступенчатыми или коническим сверлом, и корончатым сверлом (коронкой). Вот о коронках и пойдёт речь в этом небольшом обзоре. Посмотрим на коронку которую я покупал около 12 лет назад, и на почти такую же заказанную на Али около года назад. Ну и посверлим конечно же…
Всё что сейчас будет ниже написано, может содержать неточности. Автор «криворукий мастер» и дилетант. В чём-то может и заблуждаться. Спасибо за понимание.
Коронка — она же корончатое сверло, а если уж быть совсем правильным и по ГОСТу, то кольцевое сверло, бывает нескольких видов. Если особо не углубляться, и не пытаться показаться чересчур умным, то коронки бывают биметаллические, из быстрорежущей стали и с твёрдосплавными зубьями. Далее, в свою очередь, они ещё различаются по форме «чаши» и наличию спиральных канавок для отведения стружки. Ну да ладно, это опустим. Это я сейчас про коронки для ручного инструмента. Не для магнитных дрелей и станков.
Биметаллические коронки у меня дома есть, их я вам показать могу


Обычно они продаются без хвостовика с центральным сверлом. И эта штуковина докупается отдельно. В связи с чем суммарная их стоимость бывает довольно приличной. Биметаллические они потому что материал, из которого они сделаны — это соединение быстрорежущей стали и кобальта.
Коронки с твёрдосплавными резцами у меня нет, но можно было бы и заказать ради интереса. Выглядят они так

Ну а коронки из быстрорежущей стали с толстыми зубьями у меня есть. О них и пойдёт речь в обзоре.
Когда я покупал себе такую коронку, то до этого имел опыт сверления только биметаллическими. Почему купил тогда собственно такую?
А потому что других не было. Дело было, как я уже говорил 12 лет назад. Мне понадобилось пару коронок определённого диаметра, и я без задней мысли направился в ближайший строительный гипермаркет. И увидел там большую дулю, а не коронки по металлу. Не было никаких. Вообще. Я изначально подумал, что меня возможно заслепило, или они продаются в каком-то другом отделе. С этими наивными вопросами я и обратился к ближайшему работнику магазина. Но нет, не заслепило. Их просто не был в продаже. И не только в этом магазине. Размышляя о том что на страну напал «коронковый кризис», я зашёл в государственный универмаг, и увидел там коронки, доселе мною не виданные. Без упаковок и блистеров, не исключено что местного «разлива». Цену не помню, на радостях купил и забыл, потому что уже собирался было впадать в отчаяние. Коронка с тех времён у меня сохранилась только одна. Вот она




Центральное сверло разумеется уже менялось и не раз (там вообще короткое должно стоять). А вместо стокового зажимного винта под шестигранник был вкручен обычный под РН-отвёртку. Коронка цельнометаллическая, и съёмное у неё только центровочное сверло.
Жизнь не пощадила зубья этой коронки и местами они имеют сколы


Но должен вам сказать не критичные. Коронка отлично режет и по сей день. Хотя отверстий ей проделано немало. Данная коронка имеет диаметр 30 мм и толщину зуба 2.4 мм. Как я где-то читал, подобные коронки позиционируется для сверления толстого листового металла. Я правда не знаю в чём проблема сверлить подобный металл биметаллическими коронками. Я пробовал и проблем у меня не было. Тем более, что высота чашки с зубьями у обозреваемых коронок обычно 6-8 мм. А значит этим размером и ограничено толщина «толстого металла».
Но по опыту использования могу сказать, что коронки с толстыми зубьями подобного типа, более агрессивно врезаются в металл и быстрее его прорезают. Стенку прибора или металлического ящика (а это обычно 1.5 мм) такая коронка проходит за несколько секунд. А я таких отверстий насверлил миллион, и сейчас в обзоре буду сверлить миллион первое.
Вот например фоточки с работы, когда была задействована эта коронка

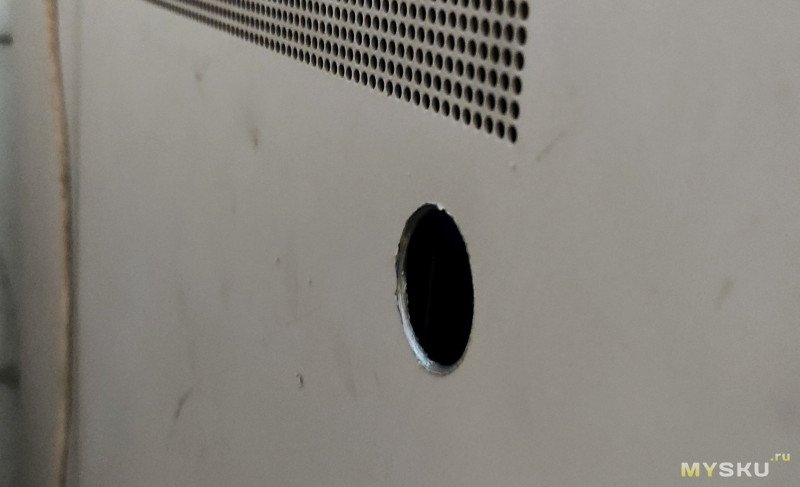
А вот ответное отверстие в ящике

Конечно подобные отверстия можно сверлить и ступенчатым сверлом (ёлочкой) или коническим. Но поверьте, разница во времени будет не в пользу ступенчатого сверла. Время затраченное на прохождение одной ступени такого сверла, уже будет превышать время сверления коронкой.
Единственный и несомненный плюс ступенчатого сверла — это его универсальность по диаметру. Сколько вам нужно миллиметров, столько и можно им просверлить. Коронок же нужно для таких целей иметь набор.
Но, чаще всего на монтаже достаточно одной-двух. Отверстия эти делаются обычно для прохода кабелей и высокая точность там не нужна. По сути коронка 25-30 мм чаще всего закроет этот вопрос без проблем.
Получив таким образом довольно положительный опыт от использования такой коронки и увидев подобную в предложке Али, я конечно же заказал её на пробу. Диаметр решил взять 25 мм (взамен некогда утраченной). И вот она у меня


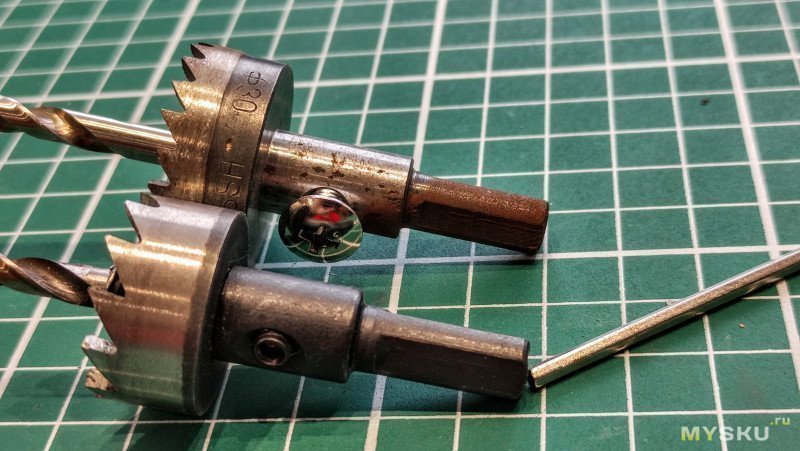
Пришла в тубусе. В комплекте шестигранник для стопорного винта. Коронка в отличие от моей старой более разборная. Плюс имеет пружину для более лёгкого удаления вырезанной «шайбы»

По конструктиву коронка более схожа на биметаллическую. Так же имеет съёмный хвостовик, на который собственно при желании и можно навесить биметаллическую коронку.
Кстати детали подогнаны на столько хорошо, что я даже не сразу сообразил, что хвостовик съёмный. Толщина зуба кстати у китайской чуть меньше — 2.1 мм. В остальном же коронка очень похожа на купленную много лет назад в оффлайне.
Диаметр честный, штангенциркуль выдаёт ровно 25 мм. Но стоит учитывать, что при сверлении отверстия обычно получаются чуть больше. Но как я уже выше говорил, точность до миллиметров в этом деле не особо нужна.
Коронка по сути сразу же отправилась на работу. А там, есть у меня периодически необходимость делать отверстия в тонком металле. Иногда и в толстом. Иногда и в алюминиевых профилях

Коронки трудились уже в паре. И выбор падал на ту или другую, в зависимости от ситуации
Посмотрим на коронку спустя почти год использования



Пружина немного износилась. Появилось и пару сколов на зубьях
Но, посмотрим как она сверлит на данный момент. Возьмём вот такую металлическую коробочку, которую я сверлил коническим сверлом в недавнем обзоре

Зафиксируем её струбциной и просверлим отверстие
Это было очень быстро. Я не засекал, но что-то типа 5-7 секунд.
В результате получаем вот такое отверстие, и кучу металлической стружки

Вид с обратной стороны

И образовавшаяся в итоге «шайба»

Лучше их не выбрасывать. Могут пригодиться на монтаже.
Как видим сверлит коронка превосходно. Но это тонкий металл. Давайте попробуем что-нибудь потолще. Например стальную пластину, толщиною 6 мм

Поскольку коронка имеет центровочное сверло, то пластину лучше расположить в «подвешенном» состоянии, чтобы не сверлить ещё и ДСП дополнительно

Обратите внимание, как центровочное сверло выбирает металл. Довольно быстро и крупной стружкой. Я понимаю, что металл пластины мягкий, но и сверло уже далеко не новое. Тем не менее сверлит отлично. Продолжаем
Тут конечно ни о каких секундах речи быть не может. Сверлить мне пришлось долго. Опять же, время я не засекал. Тем более, что постоянно прерывался на то чтобы снять фото или видео. И с каждым фото я всё ближе приближался к цели
Но не обошлось без маленького косяка. В какой-то момент я понял, что коронка крутится, но не сверлит. Поначалу я не понял в чём дело. Толщина пластины 6 мм, а высота юбки с венцом зубьев 7 мм. Поэтому проблем быть не должно. А потом до меня дошло. Дошло, что я тупой.
Я не снял пружину, а металл толстый и коронка упиралась пружиной в поверхность пластины. Причём настолько, что даже рассверлила центральное отверстие. Ну и сама пружина при этом тоже пострадала


Но когда я снял пружину, дело пошло веселее и пластина пала


В результате мы получаем вот такую вот шайбу


И вот такое вот отверстие в пластине

Как видите коронка отлично сверлит, несмотря на то что уже далеко не новая. Конечно я ей не сверлил 24х7. Но поработать ей пришлось. Так что данное произведение китайских подвалов считаю вполне достойным. Для подобных целей брать можно. Но ежели вы сверлите трубы, например под отводы в системе пожаротушения и пр, то не уверен. Труба имеет изогнутую поверхность, и соответственно у коронки не хватит высоты юбки что бы высверлить в трубе отверстие. Но это не точно.
Подробная справка о коронках по металлу
Обзор коронок по металлу: виды, конструкция и основные характеристики. Основные типы хвостовиков (для дрели, станка и пр.). Маркировка и важнейшие параметры биметаллических и твердосплавных трубчатых сверл. Отличия и основные достоинства. Выбор и заточка.

Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло. Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло. А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.

Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.

Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния. По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки. Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).

Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления. Также по оси центрального канала может крепиться центровочное сверло. Кроме того, у некоторых моделей в центральный канал через боковой клапан подается СОЖ. Из-за большого количества режущих зубьев для работы корончатым сверлом требуется значительное усилие резания. Поэтому такой инструмент, как правило, имеет хвостовики с лысками или канавками для надежной фиксации в зажимном патроне. Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
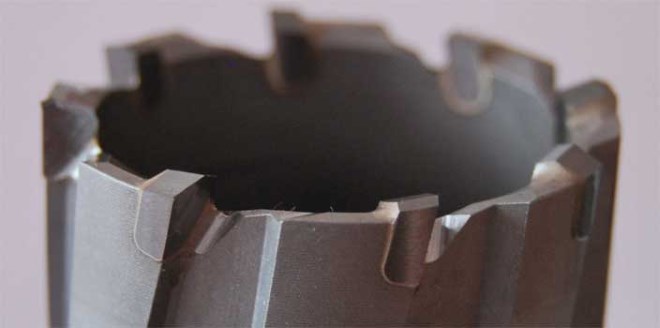
Режущая часть
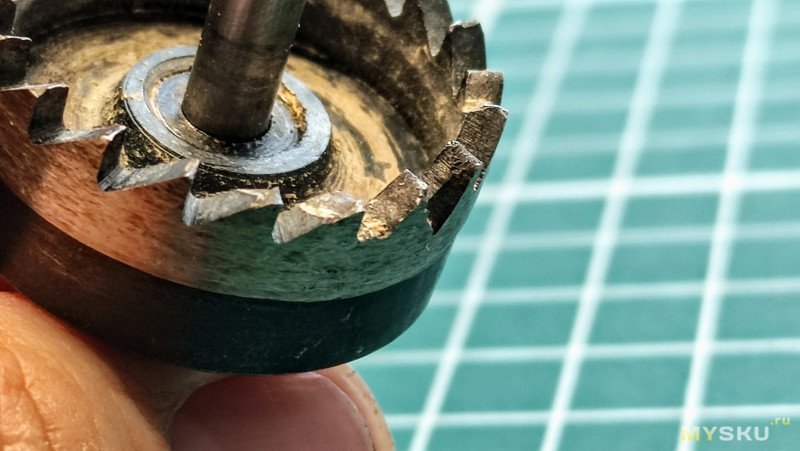
Режущая часть коронок по металлу состоит из четного числа зубьев, равномерно распределенных по рабочему торцу корпуса. Поскольку этот инструмент предназначен для выборки кольцевой канавки, все его зубья имеют три режущие кромки: одну фронтальную и две боковые (см. фото ниже). За эту особенность коронки по металлу иногда называют кольцевыми фрезами, т. к. такой их метод резания характерен не для сверлильного, а для фрезерного инструмента. Количество режущих зубьев напрямую зависит от диаметра корончатого сверла. У инструмента малых и средних размеров их чаще всего от четырех до шести.

Виды хвостовиков
К настоящему времени стандартом де-факто для коронок, предназначенных для сверления металла, стали три типа хвостовиков (см. рис. ниже):
- WELDON. Самый распространенный тип хвостовика. Представляет собой короткий цилиндр диаметром 19 или 32 мм с тремя лысками. В патроны с посадочными гнездами стандарта WELDON можно крепить только хвостовики этого типа.
- UNIVERSAL (другие названия ONE-TOUCH и NITTO). В соответствии со своим названием является универсальным хвостовиком и может крепиться как в патроны WELDON, так и в ряд патронов других производителей, кроме оснастки стандарта QUICK –IN.
- QUICK –IN. Посадочный стандарт известного производителя электроинструмента FEIN. Совместим только устройствами этой фирмы.
Кроме того, многие производители предлагают широкий выбор переходников и удлинителей для совмещения разных стандартов, а также переходные оправки для различных шпиндельных конусов.

Маркировки коронок по металлу
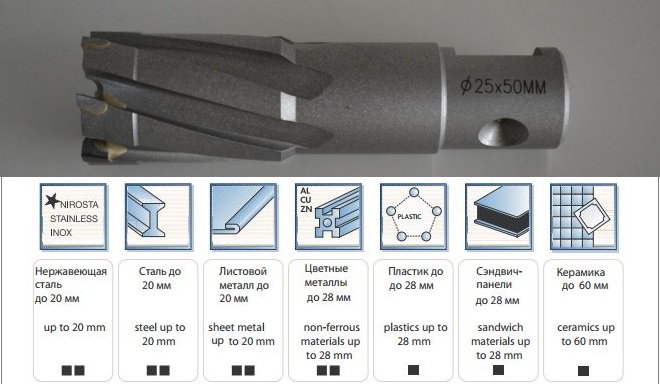
Спиральное сверло и коронка по металлу маркируются практически одинаково. На хвостовики обоих изделий наносится товарный знак производителя, марка материала, тип покрытия и диаметр инструмента. У корончатых сверл дополнительно указывается длина рабочей части (см. фото ниже). Все остальные технологические характеристики содержатся в каталогах, а некоторые из них наносят на упаковку. При этом каждый производитель использует собственную систему обозначения характеристик изделия, которая в первую очередь включает в себя виды обрабатываемых материалов с предельными параметрами сверления.

Плюсы корончатых сверл
Кольцевые коронки по металлу не имеют себе равных при сверлении сквозных отверстий большого диаметра в металлопрокате толщиной в несколько десятков миллиметров. При использовании обычного инструмента такая операция обычно включает в себя сверление с последующим поэтапным рассверливанием или расточкой. При этом срезается вся масса металла, располагавшегося на месте отверстия. В процессе сверления коронкой происходит выборка металла только в канавке, расположенной по периметру будущего отверстия, а основная его часть остается в неприкосновенности. Эта технология имеет ряд неоспоримых преимуществ перед традиционным сверлением. Самые значимые среди них:
- возможность получения за одну установку инструмента отверстия диаметром до 200 мм;
- высокая производительность и, как следствие, значительное сокращение времени резания;
- экономия электроэнергии;
- меньший износ режущих кромок из-за их большего количества;
- работа на больших подачах и низких оборотах;
- эффективное охлаждение рабочей зоны.
Пожалуй, единственным недостатком коронок по металлу является невозможность сверления ими глухих отверстий. Иногда указывают на то, что эти изделия значительно дороже обычных спиральных сверл. Но тут необходимо принимать во внимание тот факт, что совокупная стоимость (расход инструмента, трудозатраты, энергоемкость и пр.) получения отверстия большого диаметра традиционным инструментом гораздо выше, чем кольцевым сверлом с режущей коронкой. Кроме того, из-за наличия большого количества режущих кромок ресурс такого инструмента намного превышает ресурс спиральных сверл.

Советы по выбору инструмента
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор». При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается. Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда. Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.

Заточка корончатых сверл
Режущий зуб коронки по металлу затачивается с трех сторон с точной выдержкой как углового позиционирования абразивного круга, так и наклона сверла относительно его поверхности. Поэтому станки для заточки корончатых сверл представляют собой достаточно сложные механические устройства, а сама заточка требует профессиональных навыков. На таком станке можно выполнять заточку корончатых сверл различного диаметра и с разным количеством зубьев. Кроме того, его зажимное приспособление рассчитано на все виды современных хвостовиков, встречающихся у различных коронок по металлу (Weldon, Nitto, Fein и пр.).
Это достаточно дорогое и сложное оборудование и приобретать его имеет смысл только в том случае, если предполагается оказывать услуги по заточке инструмента. А для того чтобы вернуть режущим кромкам коронки по металлу начальную остроту, достаточно обратиться в сервисное предприятие с соответствующей компетенцией. Цена такой услуги не очень высока. К примеру, заточка корончатого сверла серии GOLD-LINE фирмы Karnasch диаметром до 25 мм обойдется в 500÷600 рублей. Несколько дешевле будут стоить заточные работы для коронок по металлу «Энкор» и биметаллических кольцевых сверл «Хилти» и Makita.
При заточке коронки по металлу полностью снимается защитное покрытие режущих кромок. Цена заточных работ для такого инструмента открыто публикуется на сайтах специализированных предприятий. А вот во что обойдется новое покрытие нитридом титана, нам найти не удалось. Если кто-нибудь располагает такой информацией, поделитесь, пожалуйста, ей в комментариях.
Корончатые сверла по металлу: виды, особенности, критерии выбора
Корончатые сверла, используемые для обработки изделий из металла, также известны под названием «кольцевые фрезы». Применяя этот эффективный инструмент, буквально за считанные секунды можно получать в металле отверстия большого диаметра и значительной глубины.

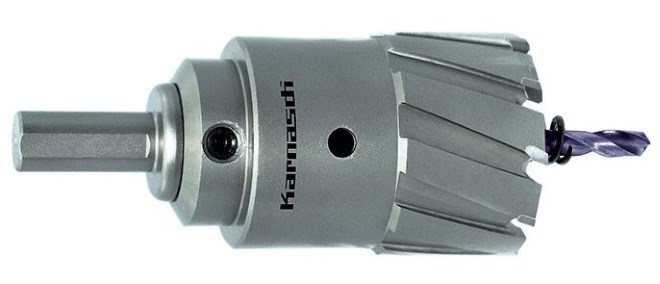
Для ручной работы с корончатыми сверлами требуется специализированный инструмент с зажимом типа QuickIN Plus
Принцип работы таких сверл основан на методе корончатого фрезерования, для реализации которого требуется значительно меньше энергии – в 4–12 раз меньше, чем при применении обычного инструмента. В связи с этим для эффективного использования корончатых сверл, выполняющих в том числе сквозные отверстия, можно взять оборудование с приводом невысокой мощности.
Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали, сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Как правильно выбрать инструмент
Корончатые фрезы представлены на современном рынке двумя основными категориями:
- изготовленными из быстрорежущей стали;
- с зубьями из твердого сплава, напаянными на рабочую часть.

Типы корончатых сверл
Одним из основных критериев, на который следует ориентироваться при выборе такого инструмента, является диаметр выполняемого отверстия. Недорогие сверла из быстрорежущей стали, отличающиеся более высокой упругостью, используются для сверления отверстий диаметром 30–35 мм в изделиях из стальных сплавов, обладающих не слишком высокой прочностью. За счет особенностей своей конструкции режущие зубья таких кольцевых сверл или фрез по металлу меньше подвержены поломке.
Для сверления отверстий, диаметр которых превышает 35 мм, а также для обработки изделий из стали высокой прочности используется инструмент, режущая часть которого оснащена напайками из твердого сплава. Если сравнивать такую твердосплавную коронку по металлу с инструментами из быстрорежущих сталей, она превосходит их благодаря значительно большему рабочему ресурсу.
Сверхтвердые резцы коронок с напайками способны выдерживать гораздо большие нагрузки в сравнении с цельнометаллическим инструментом
Важнейшими критериями при выборе кольцевых фрез по металлу являются геометрические параметры обрабатываемого изделия, а также характеристики материала, из которого оно изготовлено. Так, для создания отверстий в изделиях разной толщины, а также изготовленных из различных металлов следует выбирать инструменты различного типа.
Разновидности кольцевых фрез
На современном рынке представлено большое разнообразие кольцевых фрез по металлу, которые можно разделить на следующие категории:
- сверла корончатые, предназначенные для оснащения магнитных сверлильных станков и отличающиеся самой высокой прочностью;
- фрезы по металлу из быстрорежущей стали, не имеющие никакого дополнительного покрытия на режущей части (отдельные их модели, отличающиеся повышенной устойчивостью к износу и ударным нагрузкам, изготавливают из специальных сортов сталей, содержащих в своем составе до 5% кобальта);
- коронки по металлу твердосплавные, которые могут иметь различное количество напаянных режущих зубьев из твердого сплава.

Корончатые кольцевые сверла с толкателем
К какой бы категории ни относились корончатые сверла, все они выпускаются с унифицированными хвостовиками, что позволяет использовать их в комплекте почти с любым оборудованием.
Конструктивные особенности и основные параметры
Корончатое сверло по металлу представляет собой достаточно сложную конструкцию, состоящую из следующих элементов:
- непосредственно самой рабочей коронки;
- пилотного сверла;
- хвостовика;
- соединительных винтов.
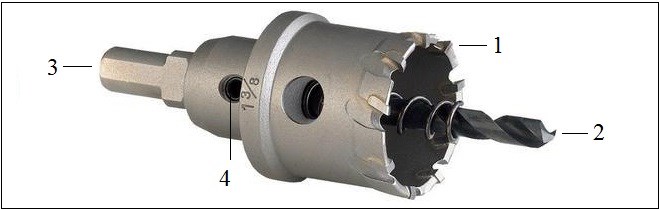
Устройство корончатого сверла
Чтобы собрать из таких элементов единую конструкцию, пилотное сверло вставляют в металлический хвостовик и соединяют с ним при помощи винтов. Затем пилотное сверло с хвостовиком устанавливают в коронку и полученную конструкцию также фиксируют посредством винтов. Режущими элементами таких сверл являются зубья из твердого сплава, располагаемые на рабочей части инструмента с неравномерным шагом.
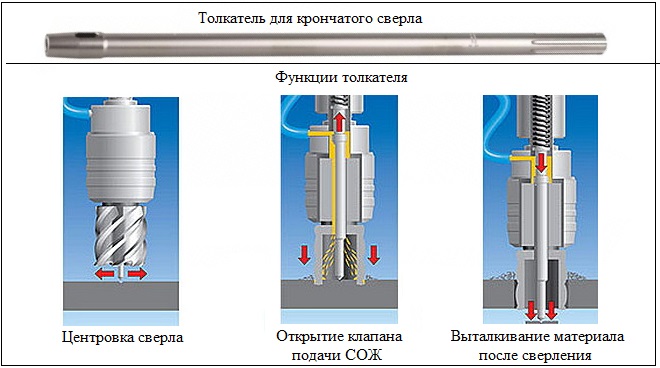
Определенные модификации корончатых сверл идут с толкателем, выполняющим несколько важных функций
Наличие на режущей части твердосплавных зубьев, твердость которых доходит до 68 единиц по шкале HRC, обеспечивает такой сверлильный инструмент высочайшей износостойкостью и длительным эксплуатационным сроком. Чтобы облегчить процесс обработки, выполняемой при помощи корончатых сверл, а также исключить перегрев их режущей части, в процессе сверления используется СОЖ, которая подается по наружным канавкам инструмента.
Применение твердосплавных коронок для работ по металлу позволяет получать отверстия в диапазоне диаметров 12–150 мм и с глубиной 35–50 мм.

Твердосплавные сверлильные коронки для вырезки отверстий в листовом материале (короткий тип). Поставляются в сборе с центровым сверлом, хвостовиком и выталкивающей пружиной
Как маркируются сверла корончатого типа
По маркировке, которая в обязательном порядке наносится на упаковку корончатых сверл, можно узнать все их наиболее важные характеристики. Так, маркировка содержит следующую информацию:
- торговую марку или наименование компании-производителя;
- марку материала изготовления или буквенное обозначение, по которому можно определить, что перед вами кольцевые сверла по дереву, металлу или по бетону;
- основные геометрические параметры сверла, позволяющие определить размер отверстия, выполняемого с его помощью.
Непосредственно на корончатое сверло наносится, помимо логотипа, диаметр и рабочая длина. Предназначение и специфика насадки отображается на упаковке или в сопроводительной документации
Инструменты торговой марки Karnash
Сегодня не представляет особого труда выбрать и приобрести сверла корончатого типа для решения любой технологической задачи, так как они представлены на современном рынке большим разнообразием типов и торговых марок. Это могут быть сверла-коронки по дереву, а также более прочные и износостойкие инструменты по бетону, фрезы для выполнения отверстий в металлических изделиях и конструкциях.
Среди специалистов, часто работающих с корончатыми сверлами, популярна продукция, выпускаемая под торговой маркой Karnash. Распространенности данных корончатых сверл способствует не только их исключительно высокое качество, но также и то, что они выпускаются в широком ассортименте, среди которого можно выбрать инструмент для решения конкретной задачи.

Корончатые сверла Karnash
Так, среди продукции, выпускаемой под данной торговой маркой, можно выделить сверла корончатые следующих серий:
- Gold-Line, изготовленные из быстрорежущей стали HSS-XE, на поверхность которой нанесено износостойкое покрытие по технологии Gold-Tech;
- Hard-Line, режущая часть которых выполнена из твердосплавных карбидных пластин шведского производства (расширяющаяся спиральная канавка корончатых сверл данной серии упрощает отвод стружки из зоны обработки);
- Rail-Line, рабочая часть которых также оснащена твердосплавными пластинами с многоступенчатой заточкой режущих кромок (при помощи инструментов данной серии выполняется сверление железнодорожных рельсов);
- Blue-Line и Blue-Line Pro, используемые для сверления закаленных железнодорожных рельсов, изделий из чугуна, алюминия и нержавеющей стали.
На что обращать внимание при выборе корончатых сверл
Выбирая сверло корончатого типа, следует учитывать следующие параметры:
- серию, к которой относится инструмент;
- рабочий диаметр;
- твердость рабочей части;
- наибольшую глубину сверления;
- размер хвостовика, при помощи которого сверло устанавливается в патрон оборудования;
- предназначение (какой металл можно обрабатывать с помощью данного инструмента);
- способ центровки;
- уровень шероховатости, которого позволяет добиться сверло.
Малая ширина зубьев этой коронки (около 4 мм) позволяет использовать ручной инструмент
Естественно, следует учитывать и конструктивные особенности корончатого сверла, изготовлено ли оно целиком из быстрорежущей стали или оснащено напаянными твердосплавными пластинами.
Если фреза корончатая по металлу требуется для интенсивного использования и решения сложных технологических задач, лучше отдавать предпочтение продукции проверенных европейских производителей. Такой инструмент, хотя и стоит значительно дороже аналогичных сверл от азиатских и китайских производителей, отличается исключительно высокой износоустойчивостью и способен служить на протяжении длительного времени, не изменяя при этом своих первоначальных характеристик. Кроме того, использование качественного корончатого сверла позволяет выполнять обработку металла с более высокой производительностью.
И в заключение содержательное видео с обзором сверлильных коронок от мастера-практика, не понаслышке знакомого с темой.
Читайте также: