Ковка из листового металла
Обновлено: 06.07.2024
Путать ковку со сваркой могут, наверное, только те, кто крайне далек от темы обработки металлов. Но разбираться в базовых понятиях может быть полезно и неспециалисту. А еще более интересно будет разобраться в том, что привлекает и может стать средством заработка. Кованые изделия действительно востребованы, и предела совершенству в их изготовлении нет.
Что это такое?
Если очень коротко, то ковка – это такой способ обработки металла, после которого этот металл меняется. Он нагревается до так называемой ковочной температуры, становится пластичным, что и использует специалист для придания новых форм заготовкам. Каждому металлу присущи свои характеристики, в том числе и уровень ковочной температуры.
Любопытно, но слова «ковка» и «коварство» неслучайно имеют один корень. Кузнечное дело веками народам и племенам казалось немного мистическим, тайным. Кузнец делал ковы и, если сократить объяснение до одного предложения, «коварство» как-то взяло и обрело значение мудрости, тайного знания, особых навыков. Это только потом оно стало ассоциироваться с негативными намерениями.


В XX веке кузнечное дело утратило свой вес. Производство стало унифицированным, появилось прокатное и штамповочное оборудование, а потом добавилась еще и компьютеризация процесса. Кузнечное дело слабо конкурировало в индустрии, но конец эпохи еще не настал. Массовое производство оказалось таким привычным людям третьего тысячелетия, что они иначе взглянули на ручной труд. И оказалось, что кованые лестницы, ограды, всевозможные архитектурные и дизайнерские элементы – это красиво, в этом есть особый шик.
Потом ковка металла удачно интегрировалась с компьютерным проектированием, в специальных 3D-конструкторах стали разрабатывать кованые изделия для самых разных целей. Свободную ковку сегодня используют для многих видов металла, ее методом делают предметы обихода, а также те объекты, которые можно назвать высокохудожественными. Мало кто задумывался об этом, но ковка применима и в ювелирной сфере.
Наиболее ковким металлом является золото: оно очень пластично, тягуче, текуче, податливо процессу ковки.


Итак, эта технология стара как мир, переживала упадок, но возродилась и подчинила себе инновационные ресурсы. А принцип технологии ковки элементарен, он основывается на физических свойствах любого материала, обладающего температурой плавления. Например, железо плавится при 800-1200 градусах, ковочная температура меди – 100-600 градусов, а алюминия – 400-480.
Обзор видов
Это будет интересным даже для тех, кто о ковке не знает почти ничего. А еще это небольшой ликбез по физике.
Свободная
Она осуществима, если металл разогрелся до нужного уровня. Кстати, свободная ковка и горячая ковка – это одно и то же. Долгое время (почти всегда) это был единственно возможный способ изготовления кованых элементов. Горячая ковка – это нагревание металла до той температуры, когда он начинает быть пластичным, и тогда его обработка ударным инструментом становится простой (относительно, конечно). Материал податлив и принимает нужные мастеру формы. В свободной ковке используются особые технологии металлообработки, которые дают максимально широкое поле выбора мастеру.
И все же этот метод не обходится без недостатков. Например, чтобы нагреть металл, потребуется горн либо муфельная печка. Это дорого, требует организации особого помещения, а также подобное оборудование не так легко содержать и обслуживать. А ведь еще и топливо приобретать необходимо. Наконец, это открытый источник огня, а значит, мастер, работающий с ковкой, должен предельно точно соблюдать все меры безопасности. Не говоря уже о том, что он не может работать без специальных навыков, знаний о температурных параметрах разных металлов.


Машинная
Под этим термином понимается деформация сплавов, которая происходит с применением автоматических молотов либо гидравлики, прессов, падающих с огромным весом (доходит до 5 тонн). И вес поковок после такого вида ковки может равняться 100 тоннам, и даже это не предел. То есть для данного типа ковки необходимы и очень крутые подъемные механизмы, и разнокалиберные манипуляторы. Но при этом такой способ ковки считается самым экономичным. И она действительно экономически целесообразна, если надо получить фасонные заготовки из стали, механические свойства которых будут очень высоки.
Это касается и мелкосерийного, и индивидуального производства.


Штамповка
Именно благодаря такому технологическому производственному приему ковка стала массовой. Металл в своем преображении оказывается ограничен штампами, деформируясь, он получает нужную форму. Там, где надо получить много кованой продукции и быстро, применяют штамповку. В сравнении с той же свободной ковкой у штамповки производительность будет выше в десятки раз. При этом квалификация занятых на производстве рабочих – ниже. А еще штамповка позволяет достичь большей точности размеров и чистоты поверхности поковок.
Штамповка бывает горячей и холодной. При горячей штамповке процесс формообразования завязан на штампах. Их рабочие полости, которые называются ручьями, допускают течение материала лишь в заданном направлении и до ограниченных пределов, а значит, в результате такого процесса получится поковка по форме и размерам только одного вида. Еще ее называют принудительной.


Необходимые инструменты
Инструментов и приспособлений, участвующих в ковке, множество. Каждый новоизобретенный инструмент был обязан упростить для мастера процесс ковки, усовершенствовать его. Но некоторые инструменты фактически не меняются, по принципу действия и назначения они с мастерами уже много столетий. Это кузнечный очаг, наковальня, молот и клещи.
Кузнечные очаги бывают:
- переносными и стационарными;
- закрытыми и открытыми;
- электрическими и работающими на топливе;
- жидкостными, задействующими твердое топливо и газотопливными;
- имеющими боковые сопла топливной подачи и с центральной фурмой.


Как выглядит наковальня, наверное, представляют и неспециалисты в кузнечном деле. Наковальня – это такой большой металлический стол, где и формируется сама заготовка. Это в каком-то смысле рабочее поле кузнеца. Стол включает основание, рог и наличник, имеющий отверстия под гибку. Видов наковален тоже много, но у каждой обязана быть стальная опора, весящая не менее 30 кг.
А вот клещи кузнецу нужны, чтобы проводить с заготовкой самые разные манипуляции в ходе работы. Молот же считается основным инструментом мастера, и они разнятся по массе. Также специалисту для работы понадобится горн или печка, а еще «державка» – это такой стержень, имеющий лапы для захвата болванки.


Если говорить о материалах, так самые первые кованые изделия изготавливали из меди. Когда-то этот вид металла был самым распространенным с точки зрения самородных материалов. Да еще и по ковкости лучше меди материала не найти, ведь ее можно ковать даже на 100 градусах, и первобытным мастерам такие температурные разбежки были вполне доступны.
Уже потом люди принялись за ковку железа и бронзы.


Технология
А теперь можно немного углубиться в физику процесса, она доступна (хотя бы для осмысления) даже в домашних условиях. Тем, кто собирается ковать своими руками, такие знания нужны непременно. Главное правило кузнеца – как нагреешь, так и пойдет. То есть сначала металлическую заготовку надо нагреть, и нагреть качественно. Для этого и нужен горн или нагревательная печь: что именно, зависит от типа заготовки.


Что делать дальше, расскажем в инструкции.
- Когда продукт уже в печке, нагрев нужно плавно нагнетать. Конечно же, контролируя процесс. Тут выстраивается прямая зависимость: чем выше будет температура, тем пластичнее и мягче станет заготовка.
- Но и перегрева надо всячески избегать. Чем выше нагревается металл, тем яснее угроза образования кристаллов, обладающих слабыми связями. А значит, после ковки сплав может быть хрупким, с заметными трещинами и даже надрывами. Речь идет уже о перегреве металла.
- Если же температура будет, напротив, малой, с заготовками просто нереально окажется работать. Надрывы и трещины никуда не денутся.
- Вынутую из печки заготовку непременно предстоит уплотнить, потому что внутри детали могут быть пустоты (металл на самом деле не на 100% однороден). А уплотняют заготовку молотком: им бьют от середины детали к концам.
- Подготовка молотом – это первое действие, которое фактически приводит в порядок сплав, то есть уплотняет его. Далее идут сугубо специальные действия. Из металла на рассматриваемом этапе можно получить цилиндры (пустотелые либо сплошные), а еще кольца, плоские заготовки и т. д. А чтобы сделать, например, вытягивание, надо обжимать деталь несколько раз, металл должен перемещаться по оси. Если заготовка очень большая, работают с частями: сначала с нижней частью, потом с остатком. Вариантов заготовок очень много. Как и, собственно, способов ковки. И задача кузнеца заключается в том, чтобы выбрать лучший из них.
- Далее следует этап окончательной отделки. До этого заготовку можно назвать не более чем металлическим черновиком из-за ее неровности, грубоватой поверхности и несовпадения с размерами, которые ожидаются изначально. Деталь очищают зубилом, потом по всей поверхности хорошенько проходятся молотом. Потом нужно проверить спецлинейками размеры и неровности, ориентируясь на коррекцию того, что не получилось сразу.
- Дальнейшим состоянием металла будет снижение тягучести детали, она начнет затвердевать. И это ключевой момент всего процесса, потому что трещины чаще всего появляются именно на данном этапе (это связано с малой подвижностью материала и нарушениями связей меж частицами).
- Чем больше заготовка, тем сложнее она будет остывать. Способны возникать внутренние натяжения, что чревато явно нежелательными деформациями. А чтобы такого не случилось, элемент отправляется в горячий мусор. И сделать это надо, пока деталь еще красная. Это если процесс относительно прост, а если же уровень сложности повыше, понадобится еще один отжиг.





Мастера говорят, что ковку можно назвать искусством компромисса.
Мало знать главные операции, надо еще и уметь определять способ ковки, форму и вид инструментов, подбирать актуальное и наиболее рациональное для каждой конкретной задачи действие. И еще нужно уметь видеть наперед, прогнозировать результат. Конечно, все это приходит с опытом.
Применение
Ковка ориентирована именно на мелкосерийное или единичное производство. В чем-то она лучше литья: наверное, в меньшей трудоемкости и длительности процесса, в разности температур и выборе инструментария. Для литья, например, требуются очень мощные (а значит, и очень дорогие) печи.
В быту кованые изделия используются очень активно. Они украшают интерьер: от кованых подставок и подсвечников до вешалок и больших декоративных композиций. Очень популярны сейчас кованые корзины для дров: они выглядят очень гармонично в интерьере, где есть печка или камин.



Шикарно и убедительно смотрятся двери с элементами ковки, мебель: кресла, кровати, скамьи. Кованые часы очень облагораживают интерьер или уличное оформление дома. А лестницы из кованого металла – это еще и вложение на долгие десятилетия, они вне моды и времени. Беседки, ограждения, ворота тоже идеально смотрятся в кованом виде.
Словом, актуальности запроса на кованые изделия пока ничто не угрожает. Это всегда изящная ручная работа, красивая и очень прочная, эксклюзивная (в большинстве случаев) и интересная как мастеру в процессе изготовления, так и заказчику.
Мастер-классы по теме Ковка металла
Сегодня будем работать в технике metalsmith, то есть из базовых форм — листового металла и проволоки путем пайки, выпиловки и чеканки создадим брошь.
Я подготовила мастер-класс для тех, кто только знакомится с медью, не знает с чего начать, а работы мастеров кажутся чем-то совершенно непостижимым.
Сегодня я хочу вам показать процесс создания моих любимых сережек Royal Elegance. Необходимые материалы и инструменты: швензы, серебро 925 пробы;…
Я хочу немного рассказать об азах ювелирного дела на примере создания двух колечек :) Оба они будут с текстурой — одно с текстурой листа, другое стилизовано под камень.
Добрый день. :) Продолжаю знакомить новичков и всех любопытствующих с техникой wire wrap (плетение из проволоки).
Время и сложность: я написала 1 день, но на самом деле делала 3 дня по несколько часов. Это при условии, что есть опыт.
Этот мастер-класс создавался специально для новичков в wire wrap. И для тех, кто про эту технику слыхом не слыхивал, но чей мозг постоянно ищет новых знаний, а руки тянутся к новым материалам.
Замечательная и веселая пара Юлия и Андрей сделали вот такие колечки себе к свадьбе)Все началось с плавки золота.
У меня уже началась подготовка к Новому году! :) Хотя эта подкова родилась случайно, по просьбе Татьяны Нестеренко, замечательного мастера валяния и…
Всем привет, дорогие друзья.В сегодняшнем мастер классе я покажу вам как можно использовать оружие в мирных целях и создавать из него красоту.
Среди зимы мне пришлось пойти по грибы, вспомнилась сказка про 12 месяцев. В результате получилась кованая ключница с поганками-мухоморами.
Интересный вариант соединения мягкого и твёрдого металла без сварки. Такое соединение вполне можно сделать и в домашних условиях.
Многие просили меня приоткрыть тайну кузнечного ремесла и поделиться — как же мы все-таки создаем свои кованые цветы.
Тихой поступью , по пушистому снегу идет тихонько парнишка Новый год . Игривый парень сбежал от своего деда Мороза - посмотреть , а как готовятся к…
В одном из своих первых постов в блоге я добрым словом поминал деда Колю-Коваля, который сам того не ведая, сыграл в моей жизни огромную роль.
Мы хотим поделиться с вами чем-то особенным. Возможно, некоторые из вас уже видели мастер-классы по созданию такого уникального аксессуара как кольца из монет с сохранением рисунка монеты.
Небольшой фото мастер-класс по изготовлению кулона из медной проволоки и чешского стекла. Надеюсь, понятный и кому-то будет полезный. 1.
Как мастер, учившийся всему, что я знаю об обработке металла у Гугла :) Хочу вернуть долг в пространство этим скромным мастер-классом.
Я хочу рассказать и показать вам, как работала над сережками El Condor Pasa («Полет Кондора»). Но сначала небольшая предыстория — почему такое название?
Решил поделиться с вами довольно простым способом травления металла в домашних условиях на примере клинка.
Все начинается с магического «А что если. ». Так случилось и в этот раз. «А что если сделать «средневековый магический» кулон в стиле «Игры Престолов», но из обычной проволоки?
Неожиданная и радостная для меня публикация. Все началось с камня! Вообще, все всегда начинается именно с него!
Здравствуйте дорогие друзья ! Сегодня я хочу провести мастер класс по изготовлению кольца из монеты. Я сам только недавно научился это делать посмотрев видео и почитав зарубежных авторов.
Этим мастер-классом я планирую открыть серию уроков по ювелирному делу. Сегодня я продемонстрирую процесс изготовления плоского серебряного кольца.
Научим разрабатывать уличную скульптуру на примере одной из самых запоминающейся за всю нашу более чем тридцатилетнюю практику.
Они кажутся такими сложными, эти оригинальные медные серьги. Но нет ничего проще для того, кто уже хоть чуть-чуть знаком с проволокой.
В личной переписке нам часто задают вопрос — кто делает все то, что продается в нашем магазине? А мы сами и делаем.
Выкладываю продолжение моего рассказа о создании горного колье! Первую часть мастер-класса можно посмотреть здесь >> Я остановилась на том, что…
Художественная ковка, как ремесло и творчество — на примере применения самодельного станка для холодной ковки.
Создадим лампу для людей нефтяной и газовой отрасли, дабы помнить и чаще вспоминать об интересных вещах, которые нас окружают.
- Российский рубль
- Украинская гривна
- Br Белорусский рубль
- Казахский тенге
- $ Доллар США
- € Евро
- AU $ Австралийский доллар
- CA $ Канадский доллар
- Китайский юань
- DK kr Датская крона
- ¥ Японская иена
- NKr Норвежская крона
- S $ Сингапурский доллар
- kr Шведская крона
- Fr Швейцарский франк
- £ Фунт стерлингов
- Турецкая лира
Холодная ковка – секреты мастерства обработки металла

Для многих холодная ковка стала тем делом, в котором можно реализовать себя не только как ремесленником, но и как творцом новых приспособлений и станков для работы. При этом, простые станки и приспособления для формирования улитки, навивки спирали и сгибания проката разного профиля как показывает практика можно сделать самостоятельно, из подручных материалов. Об особенностях технологии ковки и вариантах создания простейших станков и принципах их работы и пойдёт речь далее.
Искусство холодной ковки от идеи до готового образца
Идеи использования металлических элементов декора чаще всего реализуются в изготовлении оград, ворот, оконных решёток и козырьков. Готовые штучные элементы холодной ковки из металла различного профиля соединяются в готовую композицию сваркой. Простота технологии позволяет получить необычные узоры и объёмные композиции с минимальными навыками работы с металлом, станками и оборудованием.
Большим плюсом этой технологии выступает возможность использования готовых заготовок. Стандартные размеры завитушек, улиток, розеток и винтовых профилей позволяют создавать как единичные изделия, так и выполнять работы по шаблону, например, одинаковые пролёты ограды или оконные решётки.
Вместе с тем изделия из холодной ковки становятся особенно привлекательными тогда, когда в них присутствуют необычные элементы, которые изготавливаются в единичных экземплярах. Именно поэтому, мастера, работающие в этой технике обработки металла, предпочитают сами создавать заготовки из проката. Здесь важную роль играет оснащённость мастерской необходимыми приспособлениями и станками для обработки металла.
Основы технологии обработки металла
Получение готового элемента забора или подставки под кашпо в цветник включает в себя несколько последовательных технологических процессов. Самый главный, из которых придание заготовке из проката необходимую форму. Холодная ковка металла использует следующие виды обработки:
- гибка;
- штамповка;
- скручивание;
- ковка;
- прокат.
Применяемые приёмы и способы обработки зависят от формы и вида металлопроката.
И здесь необходимо обратить внимание на то, чем отличается горячая ковка от технологии холодной обработки металла. При нагреве заготовки происходит изменение структуры металла, он становится пластичнее, так, появляется возможность придать заготовке нужную форму, приложив немного усилий.
При холодной ковке, металл не нагревается, и его структура остаётся прежней. В этом случае приходится прикладывать больше усилий для получения детали нужной формы. Дело в том, что при гибке или скручивании сопротивление поверхностного слоя металла усиливается жёсткостью формы заготовки. А сердцевина, обладающая высокой вязкостью, принимает форму только после преодоления сил сопротивления поверхностных слоёв.
Поэтому, чтобы получить определённые виды ковки обычным молотком не обойтись. Для успешной работы необходимы специальные устройства и приспособления. Особенность технологии заключается в том, что для получения одной формы используется один вид инструмента.
Любое приспособление для холодной ковки это специальный инструмент:
- гибка профиля и полосы в завиток осуществляется на станке-улитке;
- штамповка, при изготовлении лепестков или розеток, использует пресс и пуансоны;
- скручивание полосы, квадрата, трубы выполняется на торсионе;
- ковка или расклёпывание делается на наковальне или при помощи гидравлического пресса;
- для проката используются вальцы разного профиля и диаметра.

Домашняя мастерская – оборудование, оснащение, размещение
Ковка дома, если речь не идёт о создании только красивого мангала или подставки под цветы рано или поздно потребует создания особых условий для комфортной работы. Даже для занятия ковкой как хобби потребуется большое, хорошо освещённое помещение, где кроме станков нужно будет предусмотреть место и под монтажный стол, и под покрасочный модуль, а также подобрать минимальный набор инструментов для работы.
Аргументов выделить просторное помещение много, но при планировании размещения стоит взять во внимание:
- холодная ковка профильной трубы требует сначала сделать прокат профиля, для того, чтобы можно было легче придать форму завитка или улитки. Для этого вальцы должны размещаться так, чтобы длина помещения была в 2,1-2,5 раза больше отрезка трубы.
- станок улитка должен иметь доступ со всех сторон;
- для объёмных работ, например, для сборки оград или въездных ворот монтажный стол стоит делать таким, чтобы он был больше конструкции на 0,2-0,3 метра;
- станки обязательно должны иметь массивную станину и надёжное крепление к полу, а вот монтажный стол можно сделать по принципу трансформера – они должны быть мобильными и быстро складываться.
Вальцы для проката, кроме обычной плоской формы должны иметь валы и для работы и с профильной, и с обычной трубой круглого сечения. Для пресса необходимо иметь несколько пресс-форм для работы с листовым металлом. Здесь понадобятся формы для штамповки листьев, лепестков, полусфер и оформления концов профилей.

Что нужно помнить, приступая к созданию станка для холодной ковки
Одним из важных вопросов, которые предстоит решить при проектировании и создании самодельного станка для холодной ковки выступает вопрос, какой металл нужно подобрать для изготовления рабочих органов. Простым и доступным вариантом для этого выступает покупка заготовок в строительном магазине. Это обойдётся относительно дёшево, а учитывая то, что станок будет собираться своими руками, то здесь можно сэкономить и на обработке, будет достаточно иметь болгарку и сварочный инвертор.
Но, при этом нужно понимать, что в магазине не продаются специальные сорта стали, скорее всего, это обычный прокат, не обладающий ни прочностью, ни долговечностью. В таком случае, не стоит рассчитывать на долгую службу шаблона, срок службы таких приспособлений составит всего 800-1000 рабочих циклов.
Видео описание
В этом видео показано самодельное приспособление для сгибания прута:
Другое дело, если использовать инструментальную или конструкционную сталь. Здесь срок службы будет в 4-5 раз дольше, а узоры из профильной трубы будут получаться с идеальными формами.
Во многих приспособлениях применяются пуансоны одинаковой формы, но разных размеров. Но создавать для каждого типоразмера проката свой станок неоправданно дорого. А вот предусмотреть в гнутике, или станке для улитки сменные пуансоны вполне возможно, да и обойдётся такой вариант дешевле.
Ковка из профильной трубы, квадрат и прут требует больших усилий для придания заготовке нужной формы. Электропривод в таком случае мог бы существенно облегчить работу. В домашнем варианте мини кузницы, вместо электропривода можно использовать шестерёнчатый редуктор.
Оснастка для станков холодной ковки
Самым простым и наиболее часто используемым оборудованием в мастерской обычно выступают два станка – гнутик и улитка. Первый, позволяет сгибать материал под нужным углом, второй обеспечивает создание плоских спиралей подобных улитке. Принцип работы устройств прост – один конец заготовки зажимается неподвижно, а второй, при помощи рычага, сгибается под нужным углом.

Гнутик
Станок холодной ковки гнутик включает:
- основание из пластины толщиной 15-20 мм;
- центральную ось, жёстко закреплённую на основании;
- подвижный рычаг с кареткой;
- сменные вальцы и ролики;
- фиксирующие устройства роликов и вальцов.
На оси крепится рычаг с подвижной кареткой. Рычаг имеет квадратную или прямоугольную форму. На него устанавливается подвижная каретка с двумя неподвижными осями под валки. Чтобы получить изгибы, нужного диаметра валки делаются сменными, изменяя диаметр валков, получаются заготовки разного размера.
- перед началом работы подбираются валки нужного диаметра;
- рычаг с кареткой устанавливается в исходное положение;
- один конец заготовки фиксируется в зажиме;
- заготовка прижимается к центральному вальцу;
- каретка с вальцом подводится к заготовке и плотно прижимается к ней;
- поворачивая рычаг, валки придают заготовке необходимую форму.
Как работает универсальное гибочное приспособление для полосы, прута, квадрата, показано в этом видеоролике:

Улитка
Станок улитка для холодной ковки представляет собой более сложный инструмент, чем гнутик. Сложность его состоит в том, что основной рабочий орган выполняется в виде составного устройства нестандартной формы. Составной вид формы из нескольких секций обеспечивает получение заготовки в виде плоской спирали похожей на улитку. Эта схожесть и дала название этому станку.
Станок улитка или кондуктор для холодной ковки состоит:
- основания в виде станины из толстой металлической пластины;
- кондуктора или оправки, вокруг которой и выполняется навивка улитки;
- рычаг с роликами.
Основой станка для ковки металл выступает основание из стального листа толщиной 15-20 мм диаметром 50-70 см. Станина располагается на валу. Под ней, внизу на подшипниках закреплён рычаг, крепление на подшипниках обеспечивает лёгкое вращательное движение. Он выполняется из толстостенной трубы. Длина рычага, должна быть не меньше 80см. Верхней части в центре основания прочно закреплён вал диаметром 10-16 мм. Основание имеет несколько отверстий, в которые вставляются разборные оправки. Отверстия располагаются так, чтобы можно было устанавливать шаблоны разного размера.
Оправки представляют собой разрезанную на части спираль. Для работы обычно необходимо 2-3 набора элементов – маленького диаметра, среднего и большого размера. Центральный элемент надевается на вал основания. В нем имеется паз для начальной фиксации прута или полосы. Первый завиток имеет 2\3 оборота окружности. Второй – продолжение спирали с увеличенным радиусом и длиной 1\3 оборота спирали. Третий элемент длиной 1\2 оборота с изгибом равным 4-6 радиусам центрального элемента.
Оправки выполняются из полосы шириной 50 мм и толщиной не меньше 5 мм. Для жёсткости с внутренней стороны они усиливаются квадратом 15х15 мм.
Для прижатия заготовки к оправке на рычаг надевается каретка с роликами. Вертикальные ролики прижимают заготовку к форме, а горизонтальные выступают опорой для сгибания.
Холодная ковка металла на станке улитке выполняется следующим образом:
- на основание станка устанавливается оправка;
- в паз вставляется заготовка и прижимается кареткой рычага;
- рычагом делается обжим заготовки вокруг оправки;
- после того как первый элемент будет обжат заготовкой полностью, на основание устанавливается второй, а потом и третий элемент оправки.
В этом видео показано, как работает станок улитка:

Коротко о главном
Простая и одновременно доступная технология холодной ковки сегодня находит сегодня все большее количество поклонников. И как показывает практика, многие мастера не только создают свои неординарные по замыслу элементы ковки, но и необычные устройства и приспособления для работы.
Мастерами успешно создаются как простые приспособления для выполнения одной операции, например, создания элемента улитка, веретено, спираль, навивка, скрутка, с применением физической силы мастера. Так и более сложные, с использованием механических редукторов и электроприводов. Однако, для создания небольшой мастерской многие советую обязательно собрать станок для завивки улитки и гнутик, для получения правильных геометрических форм. Именно эти приспособления и будут основой для развития в дальнейшем мастерской холодной ковки.
Но как бы там ни было, в разработке станков и приспособлений для холодной ковки одним из самых интересных моментов стоит вопрос создания универсального станка для большого количества операций.
Обработка металлов методом ковки: назначение и технологии
Технологии пластического деформирования металлов и сплавов в горячем состоянии являются прогрессивным методом металлообработки, поскольку позволяют существенно повысить коэффициент использования металла и отформовать исходную заготовку быстрее любого процесса механической обработки на металлорежущих станках. Ковка – один из старейших способов, который и сейчас находит применение, особенно в условиях единичного выпуска продукции.
Суть и назначение ковки
Под собирательным термином «ковка» подразумевают совокупность процессов горячей пластической обработки, при которых формоизменение металла происходит непрофилированным инструментом, а материал получает возможность свободного течения во всех направлениях, кроме того, в котором прикладывается деформирующее усилие.
Исходным металлом для ковки являются слитки, болванки или прутковые профили. Ковка литых заготовок и болванок распространена в крупном металлоёмком машиностроении, а мелкие ковочные мастерские предпочитают ковать металл в форме прутков.
Последовательность переходов ковки заключается в следующем. Исходный металл, который поступает на участок из литейного цеха или со склада проходит очистку от прокатной окалины или ржавчины, после чего режется/рубится на мерные заготовки, передаётся на кузнечный участок, где и деформируется специализированным оборудованием – в основном, ковочными прессами или молотами. Затем заготовка проходит очистку и, при необходимости, термическую обработку. После этого полуфабрикат может быть отправлен на штамповочный или станочный участок, где с ним будут выполняться завершающие (отделочные) операции.
Таким образом, ковка редко когда является переходом, в результате которого получается изделие конечной формы и размеров.
Разделка слитков является первичной операцией ковки, которая проводится на пилах или – реже – на ковочных молотах с применением кузнечных топоров – инструмента, имеющего острую кромку. Ещё реже, при обработке особо крупноразмерных заготовок, используют ломку на холодноломах.
Для резки прутков используются пресс-ножницы. Резка на ножницах является наиболее дешёвой, производительной и распространённой операцией, которая обеспечивает повышенную точность и производительность разделки. В условиях мелкосерийного и единичного производства стараются выбирать пруток с размерами, максимально приближёнными к размерам поковки, поэтому иногда обходятся без разделочного оборудования.

В технологии машинной ковки различают подготовительные и завершающие операции. К первым, кроме рубки, относят осадку, гибку, скручивание, оттяжку, выкручивание и другие операции, которые выполняются с использованием плоских бойков. На завершающих переходах ковка металла заключается в применении подкладного формоизменяющего инструмента, при помощи которого выполняются переходы пережима и протяжки. После этих переходов заготовка приобретает примерную форму поковки по длине и размерам поперечного сечения.
Разновидности ковки
Классификация процессов ковки металла может быть произведена по следующим параметрам:
- По виду применяемого оборудования – ручная или на приводных ковочных машинах;
- По температуре обрабатываемого металла – горячая, полугорячая или холодная;
- По материалам – ковка стали или цветных металлов/сплавов.
Выбор технологии определяется размерами готовой поковки, серийностью производства и точностью размеров готовой продукции.
Горячая
Поскольку в нагретом состоянии металл обладает наилучшей пластичностью, то горячая ковка – преобладающий вид рассматриваемого процесса. Выбор ковочной температуры зависит от марки металла. Например, для обычных углеродистых сталей исходным пунктом выбора всегда является диаграмма «железо-углерод». Для доэвтектоидных сталей температура нагрева металла выше, чем для заэвтектоидных, причём с уменьшением количества углерода температура начала ковки выше.
Средний диапазон ковочных температур – от 1200 0 С до 800 0 С, однако мастера кузнечного дела никогда не оперируют понятием «температура нагрева», а вместо него используют два показателя – температура начала и конца ковки. Дело в том, что при выгрузке из печи металл начинает остывать; в зависимости от поперечного сечения болванки или слитка падение температуры может составлять до 100 0 С/10 мм поперечного сечения, поэтому металл нагревают до температур, которые примерно на 30 0 С превышают верхнюю границу ковки.
Конец ковки обычно соответствует условиям образования крупных зёрен в структуре, когда сопротивление металла пластическому деформированию резко возрастает (особенно – для сталей с повышенным содержанием углерода). Это приводит к возрастанию потребного деформирующего усилия и снижает стойкость инструмента.
Ручная
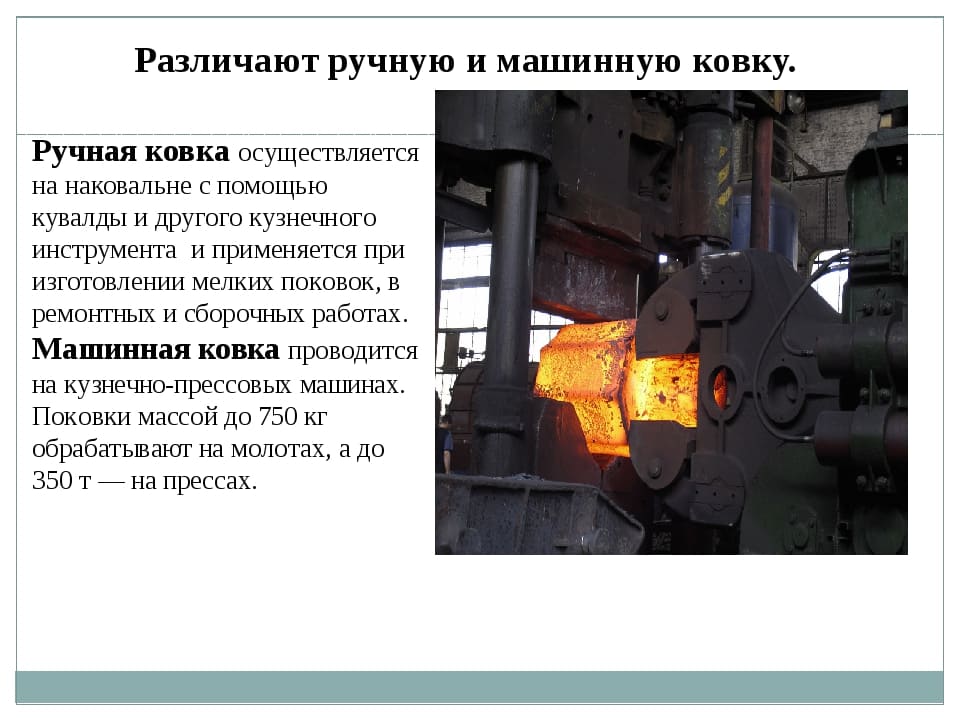
Используется в мелких ремонтных мастерских, а также на предприятиях, которые занимаются технологическими процессами художественной ковки. Здесь процессы металлообработки максимально приближены к условиям работы кузнецов прошлого: для нагрева исходного металла используются открытые печи – горны, в качестве рабочего инструмента применяют ручной молот и наковальню, а для подачи воздуха – кузечные меха с механизированным приводом.
Специфической операцией ручной ковки является кузнечная сварка встык нескольких фрагментов исходной заготовки, при которой обжим соединяемых участков происходит за счёт комбинированного термо-силового воздействия на металл. Поскольку термические напряжения, присущие традиционным видам сварки, здесь отсутствуют, то работоспособность и долговечность сваренного стыка заметно выше.
Холодная
Процесс ковки металла, при котором температура исходной заготовки составляет не более 25 % от температуры плавления металла, из которого она изготовлена, называют холодной ковкой. Не слудет путать понятие холодной ковки с понятием ковки металла при комнатной температуре: например, пластическая обработка свинца в большинстве случаев будет отвечать условиям горячей ковки, а деформирование вольфрама при температуре 650…700 0 С – условиям холодной деформации.
Холодная ковка распространена в небольших мастерских, которые занимаются изготовлением малых форм из металла – статуэток, навесов, перил, баллюстрад и т.п. Исходным видом металлопроката служит здесь профилированный металл – прутки, полосы, а преобладающим видом пластического деформирования – гибка, скручивание, чеканка. Холодной ковке подвергают преимущественно цветной металлопрокат, окалинообразование на поверхности которого практически отсутствует.
Оборудование и инструменты
Самыми распространёнными видами кузнечного оборудования в условиях промышленного производства являются паровоздушные (или пневматические) кузнечные молоты и прессы. Первые деформируют энергией удара, вторые прикладываемым усилием. Поскольку запасаемая мощность единичного удара молота сильно зависит от массы его падающих частей, то ради повышения производительности практикуют несколько ударов подвижной части молота – бабы по проковываемому металлу. Масса падающих частей ковочного молота обычно не превышает 25 тонн; при необходимости развить повышенную энергию пластической деформации применяют гидравлические ковочные прессы, номинальное усилие которых достигает 150…200 тыс. тонн.
Значительно реже используют специализированное кузнечное оборудование, например, выкрутные или горизонтально-ковочные машины.
Для перемещения крупных поковок во время обработки применяются ковочные манипуляторы рельсового или безрельсового типов. Перемещение поковок, средних по своим размерам, ведут при помощи кантователей.
Ассортимент ковочного инструмента представлен ковочными топорами, протяжками, накладками и прошивками. Инструмент размещается на заготовке сверху, после чего приводится в движение баба молота или ползун пресса, выполняя формоизменение.
Приемы обработки металла (кузнечные операции)
Технология ковки включает в себя ряд основных переходов, выбор которых определяется конечной формой поковки и возможностями формоизменяющего оборудования
Осадка
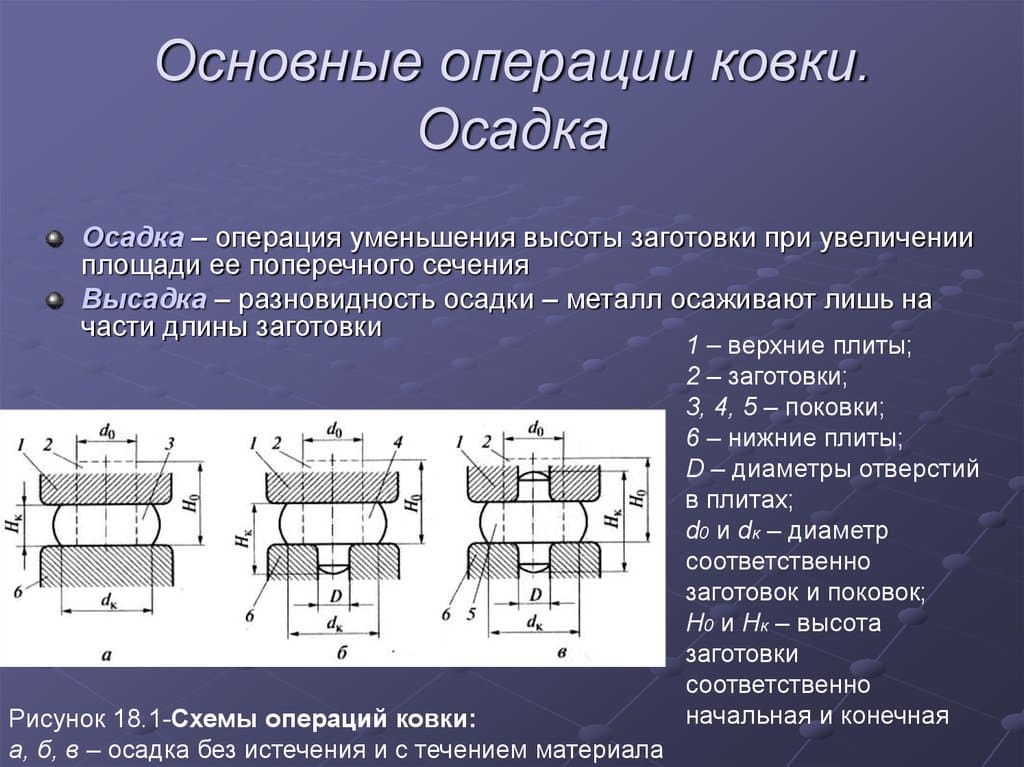
Заключается в увеличении поперечного сечения поковки за счёт уменьшения её высоты. Подразделяется на свободную и закрытую. Свободная осадка практически всегда является первичной операцией ковки, позволяющей предварительно перераспределить металл по длине поковки.
Высадка
Представляет собой осадку части заготовки, при этом основная её часть помещается вне зоны действия бойка молота или ползуна пресса. Высадкой получают поковки со значительным перераспределением металла вдоль оси.
Протяжка (вытяжка)
Операция, которая используется для существенного удлинения поковки. Выполняется всегда за несколько ударов бойка или нажатий ползуна с соответствующим перемещением заготовки по плите оборудования. Протяжку особо крупных заготовок часто ведут с нескольких последовательных нагревов в печи.
Раскатка и протяжка с обкаткой
Так называется операция, при выполнении которой одновременно производят нажатие на заготовку бойком или ползуном при одновременном повороте полуфабриката на специальной оправке. Используется при пластическом деформировании трубчатых или кольцеобразных заготовок.
Прошивка
Операция предназначена для получения в поковке сквозных или глухих отверстий. Выполняется при помощи прошивня, силовое воздействие на который оказывает боёк молота или ползун пресса.
Рубка
Первичная операция ковки, которая заключается в отделении заготовок от первичного прокатного профиля или разделении нескольких однотипных поковок друг от друга. Выполняется при помощи кузнечных топоров.
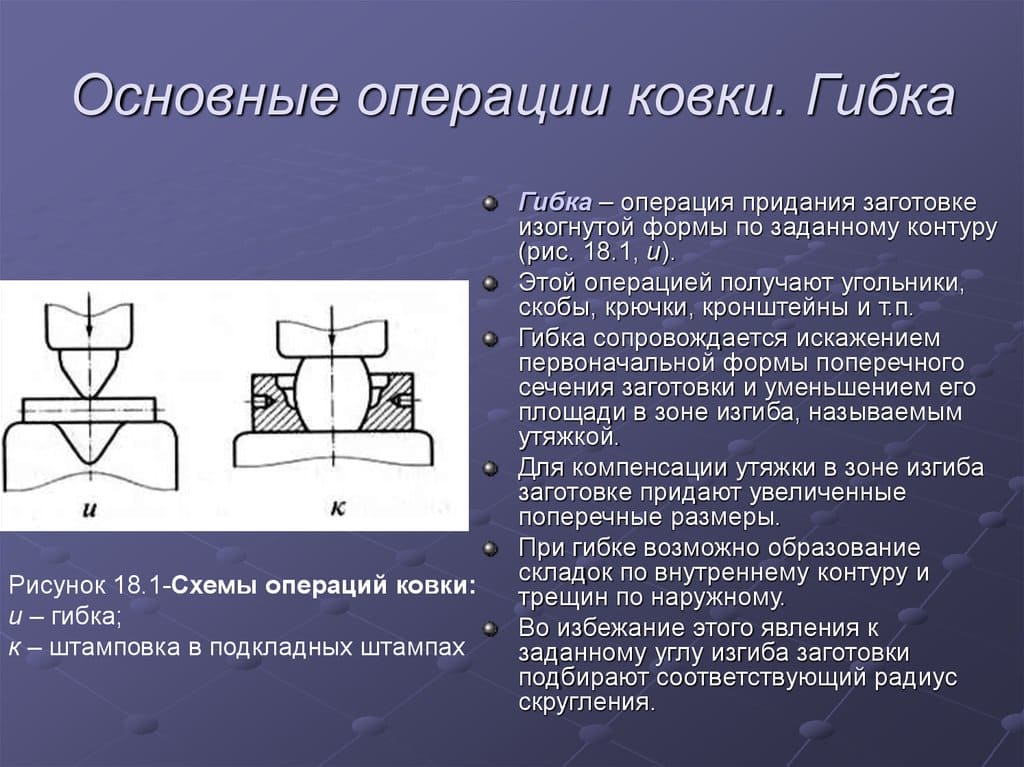
Гибка
Переход состоит в изменении направления отдельных частей заготовки. Для объёмного металлопроката используется редко, зато незаменима при холодной ковке листовых изделий.
Закручивание
Используется при ковке небольших художественных элементов, которые часто используются в конструкциях ворот, навесов, спиралей и других кузнечной продукции. Заключается в относительном повороте некоторых частей поковки друг относительно друга при одновременном удлинении проката.
Читайте также: