Ковш для плавки металла
Обновлено: 19.04.2024
В литейных или разливочных ковшах жидкий металл из печи или миксера транспортируется к месту заливки и разливается в формы. В ковшах при необходимости проводят мероприятия по улучшению качества металла: очищают от примесей (рафинируют), вводят добавки (модифицируют), добавляют легирующие элементы.
Основные элементы сварной конструкции ковша: кожух с поясом жёсткости, цапфы, поворотный механизм, боковые траверсы. Для ковшей ёмкостью более 100 кг ещё и подъёмная балка.
Дополнительно в ковше может присутствовать: крышка, стопорный механизм, защита штанги траверсы. Как правило, литейные ковши поставляются без футеровки. Однако использовать ковши без облицовки огнеупорными материалами невозможно. Более подробно о процессе футеровки литейных ковшей можно узнать здесь.
Какие ковши бывают
1. По способу транспортировки:
- ручные - это небольшие ковши весом от 10 – 15 кг до 80 – 100 кг
- рельсовые – под действием собственного веса они перемещаются по заранее проложенному моно- или бирельсовому пути
- крановые - вмещают в себя увеличенные объёмы металла - от нескольких сотен килограммов до 100 – 150 тонн
2. По форме рабочей полости:
3. По способу разливки металла:
Рис. 1. Литейные ковши (разделение по способу разливки): а - носиковый, б - чайниковый, в - стопорный.
Особенности различных конструкций
С помощью барабанных ковшей чаще разливают чугун, чем сталь или бронзу. Конструкция представляет собой горизонтально ориентированный цилиндр, с отверстием в боковой стенке. Через неё ковш заполняют металлом и осуществляют разливку.
Преимущества конструкции барабанного ковша:
- медленное остывание жидкого металла
- удобство заливки форм из-за небольшой высоты ковша
Однако барабанные ковши, опять же из-за конструкции, сложнее футеровать.
Для наклона носиковых, чайниковых и барабанных ковшей чаще используют поворотное устройство. Поворачивать можно штурвалом вручную - с помощью редуктора, либо с помощью электродвигателя.
Носиковые ковши наиболее дёшевы и просты в изготовлении. Однако разливка через верх может приводить к попаданию шлака в отливку. Конструкции чайникового и стопорного ковшей минимизируют или даже исключают это, но это более сложные и дорогие устройства.
Механизм работы стопорного ковша
Стопорный механизм представляет собой стальной футерованный керамикой, шток, закреплённый на борту ковша. На его конце находится пробка, которая, благодаря механизму подъёма и опускания, входит в огнеупорный стакан на днище ковша.

Таких стопорных механизмов в больших – более 10 тонн ёмкости – ковшах, может быть и несколько.
Шток закрывает отверстие в днище до момента разливки. Когда стопорный механизм открывает выход металлу, как правило, большой объём его под напором выходит наружу. Уменьшить поток можно, прикрывая отверстие стопорной пробкой, однако от этого пробка размывается, поэтому такого способа «управления» потоком стараются избежать. В сложности этого регулирования и состоит один из немногих недостатков ковшей такой конструкции.
Выбор ёмкости ковша
Объём ковша зависит от металлоёмкости формы. К общей металлоёмкости форм, заливаемых из одного ковша, добавляю до 5 % объёма, чтобы скомпенсировать возможные переливы. Обычно окончательную металлоёмкость ковша определяют опытным путём.
Для разливки чугуна используют ковши, объём которых от 2 до 10 раз превышает металлоёмкость формы.
Для стального литья чаще применяют чайниковые ковши ёмкостью до 800 кг.
Стопорные ковши, которые используются чаще для разливки стали, кроме металлоёмкости, характеризуются количеством открытия и закрытия стопорного стакана. Обычно оно не превышает 50 повторений. В некоторых случаях эта цифра увеличивается примерно в 2 раза. Если ковш оснащён двумя стопорными механизмами, один из них - основной, второй - резервный.
При заливке крупногабаритных стальных отливок одновременно используется нескольких ковшей.
Иногда конструкция ковшей позволяет заливать две формы параллельно.
Скорость заливки из ковшей определяется пропускной способностью литниковой системы. Может составлять от полукилограмма в секунду для медленной ручной заливки и до 30 кг/с для быстрой крановой заливки многотонных форм.
На что следует обратить внимание при выборе ковша
Как и к любому литейному оборудованию, к ковшам предъявляют определённые требования. Важно не допускать, чтобы:
- вредные примеси из футеровки ковша попадали в расплав, снижая качество металла
- газы из воздуха рабочей зоны захватывались в процессе заливки — это ведёт к образованию газовых раковин и пор, неравномерно распределённых по объёму отливки
- металл при заливке разбрызгивался — это может привести к изнашиванию элементов конструкции ковша
Как купить хороший ковш в условиях санкций
События последних месяцев существенно отразились на возможности поставок литейного оборудования из Европы и привели к удорожанию стоимости доставки. Однако в части поставок литейных ковшей удаётся сохранять широкий перечень поставщиков и удовлетворять потребности клиентов в сжатые сроки.
Для поставок ковшей, произведённых по чертежам заказчика, на территории РФ срок изготовления составляет до 45 дней, а срок доставки рассчитывается дополнительно в зависимости от удалённости заказчика от Центральной России.
Отечественные ковши отличаются надежностью. Их цапфы и траверсы после изготовления проверяются с использованием методов неразрушающего контроля (ВИК или УЗК), по результатам которого выдаётся заключение.
Закупка ковшей в КНДР, возможно, выйдет дешевле и быстрее, однако следует учесть:
- таможенное оформление прибавит треть к стоимости ковша
- соответствие российским нормам необходимо уточнять дополнительно
Экономически выгодно будет сделать закупку ковшей в Китае, если ковши вам нужны не срочно, или есть возможность закупить несколько ковшей. Либо один ковш дополнить другим китайским оборудованием.
Ещё одна группа альтернативных поставщиков ковшей сосредоточена в Турции. Доставка из Турции, как правило, осуществляется автотранспортом, при производстве ковшей применяется высококачественная сталь, а возможность заказать изготовление по своим чертежам позволяет закупить продукцию, которая удовлетворяет требованиям российских нормативов.
Для проработки возможности изготовления ковшей по вашим чертежам, а также расчёта срока изготовления и поставки, выбора оптимального решения свяжитесь с нашими специалистами .Они проведут бесплатную консультацию, оперативно ответят на вопросы и составят конкретное ТКП по вашим требованиям.
Почему не плавится ковш и как мы учимся следить за жизнью футеровок
В одной из статей нашего блога мой коллега упоминал, что температура расплава в стальковше достигает ~1600 градусов Цельсия. В комментариях были вопросы, почему в таком случае сами ковши, которые, конечно, тоже сделаны из стали, не расплавляются. Отвечаю — все дело в футеровке – многослойной защите внутри ковша. На этом фото — одна из стадий ее изготовления.

Для полноты картины напомню, с чем сталкивается футеровка в течение своей короткой, но яркой жизни:

Под катом расскажу о самой футеровке и о новой системе учета всех ее многочисленных компонентов. Для нас это дело суперважное, ведь одна такая футеровка стоит примерно как моя квартира.
Прежде чем расскажу проекте, скажу немного о себе. Думаю, статья — это разговор (особенно на Хабре), и важно, чтобы и вы представляли собеседника, особенно, если учесть, что я явно выпадаю из статистики Хабр сообщества. Меня зовут Татьяна. На НЛМК я пришла инженером в 1976 году и большую часть жизни занималась проектировкой и внедрением информационных систем, а сейчас мне жутко интересно делать IT-проекты, учиться дальше и быть «в одной лодке» с молодой командой.

Возвращаюсь к теме.
Как вы уже поняли, если бы не футеровка, то ковш, в котором жидкая сталь перемещается от места выплавки до места разливки, при соприкосновении с плавкой сам превратился бы в жидкого терминатора. Футеровка – это защита внутренней части корпуса, сделанная из нескольких слоев различных огнеупорных материалов.
Устроена она приблизительно так:

Футеровка живет недолго – даже огнеупоры «спекаются». Срок службы одной кампании футеровки составляет около 500-600 плавок, от начала выпуска металла из конвертера в ковш и до полной ломки всех слоев футеровки после многократной эксплуатации. Рабочий слой футеровки, который непосредственно соприкасается с металлом, может продержаться порядка 90 плавок, после чего его необходимо заменить. Шлаковый пояс (верхние ряды рабочего слоя футеровки) ремонтируется в среднем через каждые 40-45 плавок.
И вот тут уже можно запутаться: футеровка одна, а слоев много и у всех разный срок службы, разные материалы и стоимость.

Тут видно, что по верхней кромке ковша идет бетонное кольцо, а чуть ниже шлаковый пояс из огнеупорного кирпича, который приходится заменять чаще всего.
Упрощенно, это как в квартире – косметический ремонт раз в 5 лет, капитальный раз в 20 лет – у каждого, естественно, свой бюджет, учет работ и материалов. Поэтому нам понадобилась дифференцированная система учета футеровок и всех элементов. Это и есть проект, о котором я хочу рассказать.
Для удобства небольшой словарик терминов, относящихся к нашему проекту:
Сталеразливочный ковш — специальная емкость, предназначенная для приема плавки из конвертера и транспортировки её на установку непрерывной разливки стали с дополнительной обработкой металла на агрегатах. На НЛМК такой ковш вмещает до 330 тонн расплавленной стали, а «малютки» в конвертерном цехе №1 — ни много ни мало 155 тонн.
Футеровка — последовательно устанавливаемые внутри ковша защитные слои, необходимые для разливки высокотемпературной стали.
Элемент футеровки — отдельный элемент футеровки (арматурный слой, защитный слой, рабочий слой стены, шлаковый пояс и т.д.), требующий отслеживания во время установки, ремонта и при учете затрат.
Ингредиент — материал, определяющий элемент футеровки и схему его изготовления. Списание расходных компонентов (кирпичи, мертель, бетон и т.д.) производятся именно для ингредиентов. Каждый ингредиент имеет специальное кодирование в справочнике материалов и начинается с символов SF7* или SFSK7* и для рабочего слоя имеет привязку к поставщику. Ингредиенты в системе выпускаются (производятся) с РР-заказов.
Компонент — материал, необходимый для получения ингредиента.
Кампания — жизненный цикл футеровки от момента ее изготовления до полного вывода из эксплуатации всех элементов (~500-600 плавок). Кампания определяется заменой самого первого слоя — арматурного.
MM — модуль системы SAP ERP «Управление материальными потоками».
РР — модуль системы SAP ERP – «Управление производством материалов».
РМ (ТОРО) — модуль системы SAP ERP «Техническое обслуживание и ремонты оборудования (ТОРО)».
Единица оборудования (ЕО) — отдельный физический объект в модуле ТОРО системы SAP. К «единицам» относятся перемещаемые элементы оборудования, которые могут устанавливаться на крупных узлах или в технических местах. При выпуске каждого ингредиента с РР-заказа автоматически создается единица оборудования, связанная с ингредиентом через серийный номер. Такая связь обеспечивает отслеживание каждого слоя (элемента) футеровки: когда он был запущен в эксплуатацию, когда выведен, его стойкость.
Заказ ТОРО — стандартный объект системы SAP, используемый для подробного планирования работ и потребностей материалов и фактического учета затрат. На заказах ТОРО для конкретных стальковшей планируется потребность ингредиентов с последующим автоматическим формированием РР-заказов на их производство, а также списание ингредиентов.
Материал, ОЗМ — основная запись материала, стандартный объект системы SAP, в котором хранится вся информация для управления материалом.

Как раньше считали стоимость футеровки
В масштабах огромного цеха (39 сталеразливочных ковшей емкостью 330 тонн, из которых 19 одновременно находятся в работе, а остальные — «переобуваются», то есть меняют футеровку, находятся в ремонте или на этапе подготовки) сложно отследить и проконтролировать расход футеровочных материалов на каждом конкретном ковше, сравнить данные по разным поставщикам и оценить экономическую эффективность ремонта.
- какие температуры она преодолевала;
- через какие плавки проходила;
- по каким агрегатам обработки металла прошла;
- временные интервалы маршрута и нахождения металла в ковше и т.д.
Здесь идет нанесение защитной обмазки рабочего слоя сталеразливочного ковша т.е. это еще дополнительная защита агентурного кирпича. Это новая технология, называется шоткретирование, и так делают не всегда.
От котлового метода к аналитике
Футеровка – это слоеный пирог, где каждый слой имеет свою стоимость. Если вы, к примеру, кулинар-бизнесмен, вам необходимо понимать, сколько стоит крем в третьем слое и нельзя ли его заменить на такой же «вкусный», но чуть дешевле. При этом «вкус» (в нашем случае — качество и стойкость материалов) необходимо постоянно мониторить, дабы быть уверенным, что «экономичный» ингредиент не хуже более дорогого. Нам тоже важно сравнивать производителей огнеупоров — как по стоимости, так и по износостойкости.
- В реальном времени получать детализированную информацию по текущему состоянию ковшей и футеровок.
- Определять экономическую эффективность ремонта/содержания футеровки.
- Уточнять затраты по каждому ковшу и периоду «работы» футеровок, включая их отдельные элементы.
- Отслеживать остатки материалов на складе.
- Получать подробную статистику по материалам от разных поставщиков и при расхождении с гарантированными показателями использовать цифровые данные в спорах.
- При ухудшении целевых показателей определять, на чьей стороне проблема: виноват поставщик или имеются технологические нарушения.
Процесс разработки системы
Проектирование
На этапе проектирования мы выбрали оптимальную концепцию реализации (выбор происходил между MES и SAP) и определили стоимость решения. Была проработана архитектура проекта, определен функциональный состав, просчитаны предварительный бюджет, ресурсные затраты, а затем — подготовлен план работ.

Старт проекта
Разработка проекта началась с обследования объектов: рабочая группа приходила в цех, изучала техническую и отчетную документацию, технологический процесс. Построить комплексную систему, имея только базовое представление о производстве, фактически невозможно. К работе были приглашены и внутренние эксперты, и внешние консультанты, имевшие опыт работы в сходных отраслях. В силу специфики наших задач, поручать разработку проекта внешней организации было крайне неэффективно, поэтому система была реализована целиком внутри компании.
Архитектурные особенности решения
Чтобы отслеживать взаимосвязь конкретных футеровок и ремонтных работ, в системе используются уникальные единицы оборудования. Каждый элемент футеровки «учитывается» для конкретного стальковша. Это позволяет анализировать нюансы и экспериментировать с материалами. Например, на один ковш ставим огнеупорный кирпич одного производителя, а на другой — другого и отслеживаем жизненный цикл, смотрим, сколько плавок выдержал ковш в данной футеровке и какой материал более стоек.
Чтобы создать единицу оборудования, необходимо сначала произвести элементы для нее. Для производства элементов используются основные записи материалов (ОЗМ) в виде ингредиентов. Чтобы корректно отразить это в системе, каждому элементу (слою футеровки) присваивается код ОЗМ – ингредиента, а затем ингредиенты и единицы оборудования связываются между собой по серийным номерам.
Система позволяет списать расходные материалы по всем ингредиентам. На каждый ингредиент автоматически формируется заказ для его производства, пользователю требуется только ввести объемы списания.
- красный — простаивает;
- желтый — готовится к запуску в производство, идет процесс изготовления футеровки;
- зеленый — работает.
- сводку по текущей активной кампании;
- элементы футеровки;
- ремонты шлакового пояса;
- конкретные заказы на каждый элемент и т.п.
Сложнее всего было добиться максимальной автоматизации действий пользователя. Поэтому была разработана управляющая программа в виде дерева стальковшей с набором функциональных клавиш и индикаторов состояния. Каждая клавиша предусматривает ряд автоматически выполняемых процедур в системе.
Тестирование и запуск
К тестированию были привлечены сотрудники конвертерного цеха №2: это одновременно и специалисты-огнеупорщики, и продвинутые пользователи профильных систем. В финальном этапе участвовали специалисты управления регламентации технологических процессов, занимающиеся испытаниями и аналитическими аспектами использования огнеупорных материалов.

После короткой процедуры обучения мы развернули проект в тестовой среде и дали сотрудникам время, чтобы освоиться в программе и проверить работу всех процессов, взаимосвязей и т.д. Мы внимательно отнеслись к корректировкам и предложениям конечных пользователей, исправили недочеты. После нескольких итераций тестирования приступили к запуску проекта в продуктивной среде.
Пуск системы прошел по плану. Единичные ошибки быстро корректировались, ИТ-специалисты постоянно мониторили обращения и вносили правки. Некоторые проблемы возникали из-за невнимательности пользователей. Например, списывались материалы без выпуска с PP-заказов, даты проводок ставили не отчетным месяцем, а текущим. Многие «сложные» области мы адаптировали для снижения влияния человеческого фактора.
По просьбе сотрудников в систему была добавлена история изменений: кто автор и когда изменение было совершено.
Данные в систему вводятся работниками участка подготовки ковшей непосредственно в цехе. В их зоне ответственности находятся изготовление и ремонт футеровок. Информацией из системы пользуются начальники участков, их заместители и мастера. Экономисты ведут учет затрат, формируют себестоимость и проверяют, сходятся ли цифры. Для них система формирует отдельный отчет.
Основной показатель, который позволяет детально просчитывать новая система, — затраты на футеровки на одну плавку. Он выводится из количества плавок, которые прошла одна конкретная футеровка или несколько футеровок определенного поставщика, и суммарных затрат на огнеупоры. Теперь можно определять наилучших поставщиков и в случае удорожания стоимости плавки находить корни проблемы.
Чтобы понять, зачем эти параметры нужны, давайте буквально на минутку заглянем в цех и посмотрим, как выглядит процесс разливки стали.
Всё начинается с ковша — в него заливается металл. Затем ковш перемещается к установке непрерывной разливки стали. По пути он проходит ряд агрегатов в зависимости от марки производимой стали. Металл формируется в слябы — огромные прямоугольные «бруски».
Мы планируем постепенно ввести отслеживание всех параметров, которые напрямую влияют на качество итогового продукта и экономические показатели цеха.

Если у вас появились вопросы к статье или описанным в ней процессам — пишите, постараюсь оперативно ответить.
Ковш (в металлургии)
В черной металлургии К. применяют для перевозки и разливки чугуна и стали. Сварной или клепаный корпус таких К. футеруется изнутри огнеупорным кирпичом. Перемещают К. с помощью мостовых кранов или на железнодорожных тележках. Сталеразливочный К. имеет форму усеченного конуса с большим основанием вверху. Сталь разливают через один или два стакана, расположенных в дне К. Отверстие стакана закрывают и открывают стопором, передвигая его гидравлическим приводом или вручную. Емкость К. достигает 480 т. Чугуновозные К. обычно имеют бочкообразную форму, слив чугуна осуществляется через сливной носок при наклоне К. Емкость К. ‒ 100‒ 140 т. К. для заливки чугуна в конвертер по форме подобны сталеразливочным К., но имеют сплошное дно и снабжены сливным носком. Ёмкость К. ‒ до 360 т.
В цветной металлургии К., отлитые из стали или чугуна, с целью защиты от разъедающего действия горячего металла или штейна ошлаковывают конвертерным шлаком, а иногда футеруют огнеупорным кирпичом. К. транспортируют мостовым краном. Вмещают К. до 15 m штейна. Для удаления из цеха жидкого отвального шлака иногда используют К. большой ёмкости (до 50 т ) ‒ шлаковозные чаши, устанавливаемые на железнодорожных платформах. В алюминиевой промышленности для удаления металла из электролизных ванн используют вакуум-ковши.
В литейном производстве применяют ручные, малые подвесные и крановые разливочные К. Ёмкость ручных К. 15‒100 кг. Малые подвесные К. ёмкостью до 120 кг обычно подвешивают на монорельс, их перевозит один человек. Крановые стопорные К., вмещающие до 100 т расплава, используют для разливки стали. При сливе металла из К. через донные отверстия (стаканы) шлак не попадает в литейную форму. Крановые поворотные К. ёмкостью до 100 т применяют для разливки чугуна. Для задержки шлака в таких К. предусмотрены огнеупорные перегородки.
В горных и строительных машинах К. служит для захвата ‒ отделения части грунта (породы, материала и т.п.) от массива и переноса его к месту загрузки. К. должен легко врезаться в разрабатываемый материал (для чего снабжается режущей кромкой, обычно с зубьями), быть достаточно прочным и износостойким; кроме этого, он должен легко наполняться и освобождаться от материала. К. крепятся на рабочих цепях (многоковшовые цепные экскаваторы и погрузчики, землечерпалки и драги ) , роторе (роторные экскаваторы), рукоятях (лопаты и одноковшовые погрузчики), ковшовой раме или подвешиваются к несущей конструкции драглайнов и грейферов цепями и канатами. Через эти устройства К. сообщаются усилия, необходимые для резания или зачерпывания разрабатываемого им материала. К. изготовляют литые, сварные или штампованные. Разгрузка К. обычно осуществляется или со стороны режущей кромки, или путём открывания днища; реже ‒ выталкиванием грунта специальным очистителем или перемещающейся задней стенкой.
Ёмкость К. (в м 3 ) одноковшовых экскаваторов колеблется от 0,15 до 200, многоковшовых от 0,007 до 7; одноковшовых погрузчиков от 0,07 до 30, многоковшовых от 0,005 до 0,1; скреперов от 0,75 до 60; драг от 0,05 до 1. Число К. у многоковшовых погрузчиков, экскаваторов и драг обычно от 12 до 50, у роторных экскаваторов от 6 до 18. К. называют лопасти рабочего колеса ковшовой гидротурбины . Подвесными К. могут снабжаться также элеваторы и конвейеры .
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое "Ковш (в металлургии)" в других словарях:
Ковш-печь — в некоторых источниках Печь ковш Содержание 1 Обработка в ковш печи 2 Источники информации 3 Изготовители АКП … Википедия
КОВШ — 1) К. землеройной и подъёмно транспортной машины рабочий орган для захвата отделения части материала (напр., грунта, зерна) от массива и переноса его к месту разгрузки. К. крепится на рабочих цепях (многоковшовые цепные экскаваторы, землечерпалки … Большой энциклопедический политехнический словарь
Ковш — I сосуд для питья и разлива браги, кваса и мёда, широко распространённый на Руси с древности вплоть до середины 19 в. Имеет округлую ладьевидную форму с одной высоко приподнятой ручкой или двумя в виде головы и хвоста птицы. К. делались… … Большая советская энциклопедия
Сталеразливочный ковш — см. в ст. Ковш в металлургии … Большая советская энциклопедия
Агрегат ковш-печь (АКП) — Аббревиатура «АКП» имеет и другие значения. Агрегат ковш печь, также называется агрегатом комплексной обработки стали (АКОС) это звено в единой технологической схеме с дуговыми печами, конвертерами и мартенами для доведения металла в ковше … Википедия
Агрегат «ковш-печь» — У этого термина существуют и другие значения, см. Ковш. Аббревиатура «АКП» имеет и другие значения. Агрегат ковш печь, также называется агрегатом комплексной обработки стали (АКОС) это звено в единой технологической схеме с дуговыми печами … Википедия
АКП (Агрегат Ковш-Печь) — Содержание 1 Обработка в ковше печи 2 Источники информации 3 Изготовители АКП 4 См. также … Википедия
Миксер (в металлургии) — Миксер (от англ. mixer смеситель) в металлургии, сосуд для накопления расплавленного чугуна, выплавляемого в доменных печах и предназначенного для дальнейшего передела в жидком виде в сталеплавильных агрегатах. Впервые М. применил в 1889… … Большая советская энциклопедия
Присадки (в металлургии) — Присадки в металлургии, материалы, вводимые в жидкий металл с целью изменения состава и свойств металла или шлака. Различают П. шлакообразующие (известь, плавиковый шпат, боксит и их комбинации или заменители), науглероживающие (молотый кокс,… … Большая советская энциклопедия
Металлургия — (Metallurgy) История и понятие металлургии Свойства металлов, добыча и применение металлов Содержание Содержание Раздел 1. История . Раздел 2. Добывающая металлургия. Раздел 3. Свойства . Раздел 4. Применения металлов. Раздел 5. Сплавы.… … Энциклопедия инвестора
Агрегат «ковш-печь»
Агрегат ковш-печь, также называется агрегатом комплексной обработки стали (АКОС) — это звено в единой технологической схеме с дуговыми печами, конвертерами и мартенами для доведения металла в ковше, после его выпуска из плавильного агрегата, до заданной температуры и химического состава.


Обработка в ковш-печи
Широкое распространение при внепечной обработке стали получил разработанный в 1971 г. фирмой Daido Steel (Япония) процесс рафинирования в сталеразливочном ковше с использованием подогрева металла электрической дугой (процесс LF — Ladle Furnace). Установка, на которой реализуется этот процесс, получила название «Агрегат ковш-печь» (АКП).
Агрегат ковш-печь используется в комплексе с плавильными агрегатами, в которых выплавляется полупродукт, в качестве таких агрегатов используются кислородные конвертеры, дуговые и мартеновские печи, в которых проводятся расплавление металлолома и ферросплавов с малым угаром и проводится окислительный период. Затем металл сливают в стальковш, по возможности исключая попадание в него печного шлака. До и во время выпуска металла в ковш отдаются раскислители, шлакообразующие и легирующие материалы.
В случае попадания в ковш большого количества окисленного шлака, его удаляют. После выпуска металла ковш поступает на агрегат ковш-печи, где проводятся операции окончательного раскисления, десульфурации, легирования и модифицирования. Ковш накрывается водоохлаждаемым или футерованным сводом с отверстиями для введения графитированных электродов, подачи присадок и контроля процесса, наводят свежий высокоосновный шлак, обладающий высокой десульфурирующей способностью и защищающий металл от вторичного окисления окружающей атмосферой.
Основные требования к АКП: контроль атмосферы над ванной, регулируемый нагрев металла, интенсивное перемешивание ванны без загрязнения металла атмосферой (вторичного окисления, азотирования), наведение высокоосновного восстановительного шлака.
Агрегат ковш-печь снабжен устройствами для введения сыпучих материалов (бункерная эстакада с весодозирующими устройствами) и трайб-аппаратами для введения материалов в виде проволоки. Нагрев металла на АКП осуществляется также, как дуговых печах (ДСП), но мощность трансформаторов установок ковш-печь значительно меньше, чем используется на дуговых печах и составляет 100—160 кВА/т. Это объясняется отсутствием такой энергозатратной стадии, как расплавление лома, тепло затрачивается только на расплавление вводимых материалов и поддержание температуры металла. Кроме этого, мощность подвода тепла ограничивается повышенным износом кладки ковша выше уровня металла ввиду малого (по сравнению с дуговой печью) диаметра ковша. Удельный расход электроэнергии на АКП составляет примерно 10 % от суммы всех энергозатрат на выплавку стали.
Во время обработки через днище ковша осуществляется продувка металла инертным газом (аргон или азот) для перемешивания металла с целью усреднения его по химическому составу и температуре, кроме этого продувка металла способствует выведению неметаллических включений из металла. Вдувание газа осуществляется через пористые пробки, от одной до трех штук на крупнотоннажном ковше. Также возможно электромагнитное перемешивание металла.
После достижения заданных значений по химическому составу и температуре, ковш с металлом передают на обработку на другие агрегаты или на разливку.
Агрегат ковш-печь может использоваться в сочетании с обработкой металла на других агрегатах внепечной обработки.
Использование агрегатов ковш-печь позволило вынести из плавильных агрегатов восстановительный период и доводку металла, что резко повысило производительность сталеплавильного производства, В электросталеплавильном производстве за счет исключения резкого перепада окисленности ванны удалось значительно сократить расход огнеупоров, использовать одношлаковую технологию и технологию работы с «болотом» (оставленным в дуговой печи шлаком предыдущей плавки), что привело к значительному снижению расхода электроэнергии.
Возможность подогрева металла вне плавильного агрегата значительно повысила гибкость всего производственного цикла выплавки стали: использование агрегатов ковш-печь сделало участок внепечной обработки металла «временны́м буфером», позволяющим демпфировать рассогласование стадий выплавки и разливки.
Также агрегаты ковш-печь используются в цветной металлургии.
См. также
Источники информации
Поволоцкий Д. Я. Основы технологии производства стали: Учебное пособие для вузов. — Челябинск: Издательство ЮУрГУ, 2000. — 189 с.
Варим суп из стали: оптимизация логистики ковшей и как устроен цех КЦ № 2
Привет из конвертерного цеха металлургического комбината! Смотрите, у нас тут есть вот такой суп в ковше, стоящем на сталевозе:

Таких ковшей на 320 тонн стали в цехе 40 штук, и они медленно остывают. Этой стали грустно и одиноко, она подмерзает. Через эти ковши проходит 10 миллионов тонн стали в год, это 14% стали России
На входе в цех у нас жидкий чугун и металлолом, на выходе надо получить сляб — большой слиток стали. Контур системы диспетчеризации «Гефест» начинается с конвертера, где мы продуваем чугун кислородом, таким образом окисляем и удаляем ненужные нам примеси. После конвертера получается «стальной бульон» для супа, в который уже можно добавлять основные ингредиенты, чтобы получались разные марки стали. За смену мы выплавляем несколько заказов, и каждая сталь требует своего рецепта — это разные добавки, разные техпроцессы, разные температуры и разные последовательности действий.

На участке аргонной установки
Раньше графики последовательности действий составлялись в блокноте человеком и были недостаточно оптимизированы. Плюс непредсказуемость: графики с довольно широкими временными границами дают большие потери производительности, а графики с узкими границами — не дают прореагировать на возможную поломку, задержку в процессе или вынужденную остановку.
В общем, мы написали систему, которая не только оптимизирует загрузку этого участка производства, но и регулярно (во время смены) пересчитывает всю логистику ковшей.
Но давайте начну с, собственно, рассказа про то, что же именно оптимизируется в цехе.

Слева — установка печь-ковш, впереди — подход к трайб-аппарату
Как устроен цех
Идею конвертерного производства стали я примерно описал выше. На входе у нас чугун, который выплавляется в доменной печи, и лом чермета. На конвертерный участок он поступает всё ещё в жидком виде и заливается в конвертер (после завалки туда лома).
Конвертер достаточно хорошо автоматизирован. Поскольку химический состав сырья варьируется, у него есть датчики, позволяющие примерно понять, что происходит внутри и выбрать верный температурный режим, режим окисления и так далее. В конвертере чугун продувается кислородом, что даёт его разогрев до температуры 1600+ градусов Цельсия, окисление кремния, марганца и углерода. Полученные оксиды удаляются из расплава, и на выходе получается жидкий металл в объёме ковша (плавка) — то, что позже станет сталью определённой марки.
Конвертеров у нас три штуки, они могут подавать «бульон» в любое время и по заданному расписанию. При этом если процесс окисления запущен, мы не можем его остановить, в любом случае на выходе примерно через 40 минут получится ковш расплава, с которым надо будет что-то делать.
Выглядит он вот так:

А так выглядит проба металла (остывшая), которую берут из ковша на агрегате внепечной обработки. На длинной ручке, которой эту пробу берут, на конце есть ёмкость такой формы, как этот застывший образец. Там разрежённая среда, и в эту форму засасывается жидкий металл, а сама форма сгорает.

На данной фотографии ковш перемещается по цеху на мостовом кране. Кранов у нас 10 штук, они вот такие:

Лебёдка мостового крана
Здесь хорошо видно ещё одно ограничение логистики: мостовой кран может двигаться по цеху по своим направляющим только в диапазоне от одного крана до другого, а не полностью независимо. Краны управляются из кабин:

Итак, вы получаете ковш с жидким металлом. Далее его нужно перемещать по цеху, чтобы в зависимости от сорта изготавливаемого металла, тем или иным образом обработать плавку — довести до нужной температуры, добавить примеси (флюсы и/или ферросплавы) и некоторое время перемешивать при определённой температуре.

Чем меньше отклонение реального процесса от нормативного времени обработки плавки, тем меньше нужно тратить ресурсов (в частности, электроэнергии) на производство. У каждого ковша есть критическая температура (температура ликвидуса), после снижения до которой расплав становится непригоден для дальнейшей разливки. Плавку в такой ситуации надо догревать. Как мы говорим — сталь мёрзнет. Лучший способ её догреть — это опустить в неё графитированные электроды и включить ток (в конвертер ничего не возвращается). Стендов с электродами (установки печь-ковш) всего два. Они вот такие:

При плотном графике каждый внеплановый догрев означает распространение волны опозданий дальше по очереди. Кроме того, графитированные электроды сами по себе довольно дорогие, и каждый такой догрев — это рост себестоимости конечного продукта. Поэтому наш сервис и работает на то, чтобы не дать стали замёрзнуть.

Разливщик стали берёт пробу металла на установке печь-ковш (УПК)
Агрегатов в конвертерном цехе 8 штук, мы двигаем ковши между ними, часто оставляем в них на N минут. Между конвертером, например, в вакууматоре и на других узлах сталь может провести 20 минут, может 40 — зависит от задачи (как именно нужно обработать плавку, чтобы получить заказанную марку стали) и начальных условий.

Перенос теплоизолирующей засыпки
В конце цеха сталь попадает в одну из УНРС — установку непрерывной разливки стали.

Это вид сверху на одну из наших УНРС. Мы видим два стенда для установки стальковшей. Сталь из ковша слева, который с крышкой, уже почти разлилась, через пару минут там останется один шлак. Ковш справа только что был поставлен краном, он полный, его разливка начнётся сразу, как иссякнет сталь в левом ковше. Как уже говорилось, крайне важно, чтобы поток стали в УНРС не прерывался

Установка доводки металла
Ключевое слово «непрерывной»: в эти установки должны попадать ковши с правильно подготовленным «супом» без остановок. Напоминаю, если мы формируем очередь перед УНРС, то сталь в ковшах остывает, поэтому всё нужно точно вовремя. Мы можем варьировать скорость разливки, но в небольших пределах.
Вот принципиальная схема цеха:
На этой стадии может показаться, что задача сводится к формированию оптимальных очередей на агрегаты цеха и догрев того, что в эти очереди не умещается. В цехе постоянно решается задача, как оптимально выпускать сталь из конвертеров и обрабатывать её на различных агрегатах, чтобы выдержать все серии на УНРС.

Алюминиевая проволока для раскисления стали
Более широкая задача
Может показаться, что можно один раз подобрать набор оптимальных режимов загрузки узлов производства и придерживаться его. К сожалению, это работало бы только в той ситуации, если бы мы могли производить примерно одинаковый набор сталей — или если бы мы делали очень длинные серии в больших заказах. На практике гибкость на нашем участке производства означает некоторые потери в оптимальности процесса, но эти потери куда меньше, чем выигрыш за счёт гибкости производства в целом.
Проще говоря, каждый день нам нужно лить разные заказы — несколько разных сталей, каждая из которых имеет свой процесс и свой «рецепт супа».
Заказы поступают примерно за две-три недели в систему более высокого уровня, где кластеризуются, группируются, дефрагментируются и спускаются в цех в виде суточных планов.
На основе отобранных для исполнения в данные сутки заказов начальник отдела планирования составляет суточное задание по загрузке УНРС, что-то вроде следующего: «с 12 до 15 на такой-то машине мы разливаем такую-то серию, переналаживаем 2 часа, затем с 17 до 22 разливаем следующую серию, переналаживаем, затем с полуночи до 4 утра третью». На каждую из пяти разных установок может быть запланировано несколько серий, отличающихся по продолжительности. Кроме серий на УНРС, ему необходимо запланировать работу конвертеров. Эта задача, вообще-то, требует расчёта, особенно в случае большого количества разноплановых заказов. Но до сих пор она решалась на опыте и профессиональном чутье специалиста вручную. Сейчас же он имеет возможность создать несколько сценариев, комбинируя разное время запуска разных серий и пробуя сочетания. Лучший план из полученных отправляется в работу.
После того, как начальник смены составит такой верхнеуровневый план на сутки, он уходит в диспетчерскую службу цеха, где начальник смены составляет более подробный план с учётом всех промежуточных агрегатов. Раньше, опять же, специалист вручную рассчитывал такие планы. Точнее, на самом деле, конечно, этот процесс автоматизировался, но всё равно у систем автоматизации не было возможности пересчитывать график в реальном времени в зависимости от положения и статуса каждого ковша, то есть он составлялся один или два раза в смену. Сейчас мы сделали систему, которая может пересчитывать оптимальные графики постоянно. При выходе ситуации за план, он пересчитывается.
Итак, есть книга заказов, в которой указываются заказы, которые производство должно поставить. Часть заказов из этой книги попадают в конкретную смену, где оптимизируются в рамках производственного участка тактически. Каждый заказ — это серия разливки. Мы поднимаемся от разливки к конвертерам и прописываем, что будет происходить в какое время и на какой установке, и каким образом туда будут попадать ковши. Это делает начальник отдела по планированию производства.
Бывают смены, когда серии попадаются очень длинные, и все сутки участок работает по одному маршруту. Это облегчение для всех, и это упрощает задачу. Но чаще марки стали разные.
Система планирования в её текущей реализации работает исходя из того, что чугун приходит к нам в необходимом количестве и в те моменты, когда нужно загружать конвертеры. С этим тоже есть нюансы, но включение техпроцессов предыдущих переделов пока оставили в развитии, это отдельный и сложный вопрос.
Некоторые типоразмеры слябов и марки стали могут разливаться только на конкретных (не всех) установках. Некоторые серии должны быть обязательно в конце смены, поскольку их продолжит следующая смена.
Как это выглядит на практике
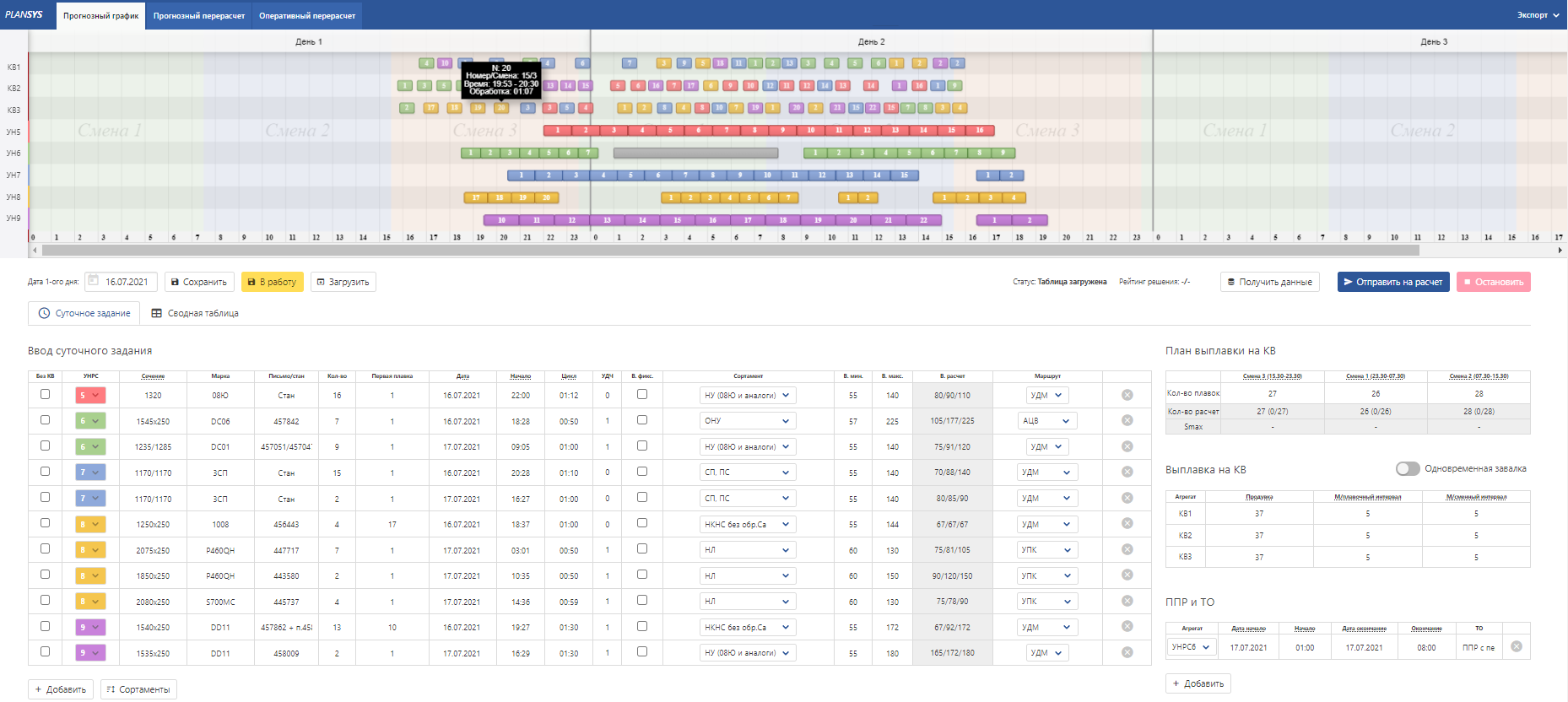
Вот кадры, которые показывают в презентациях:

Это онлайн-планировщик сменных заданий

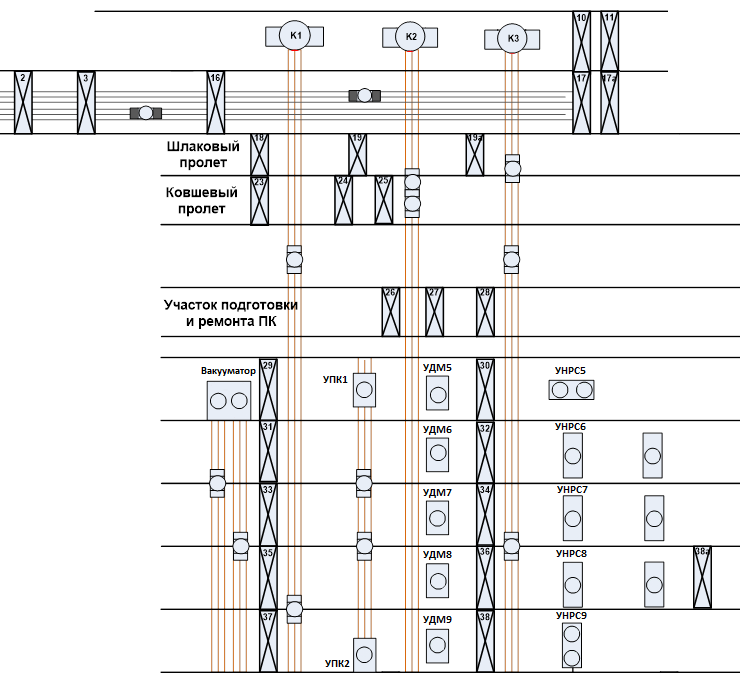
А это «живая» мнемосхема цеха, на которой видно текущее местоположение стальковшей и другого оборудования
А вот так это выглядит в цехе:


Сталевар

Зеркало металла
Основной рабочий инструмент отслеживания плана — мнемосхема цеха и статусы каждого из ковшей:
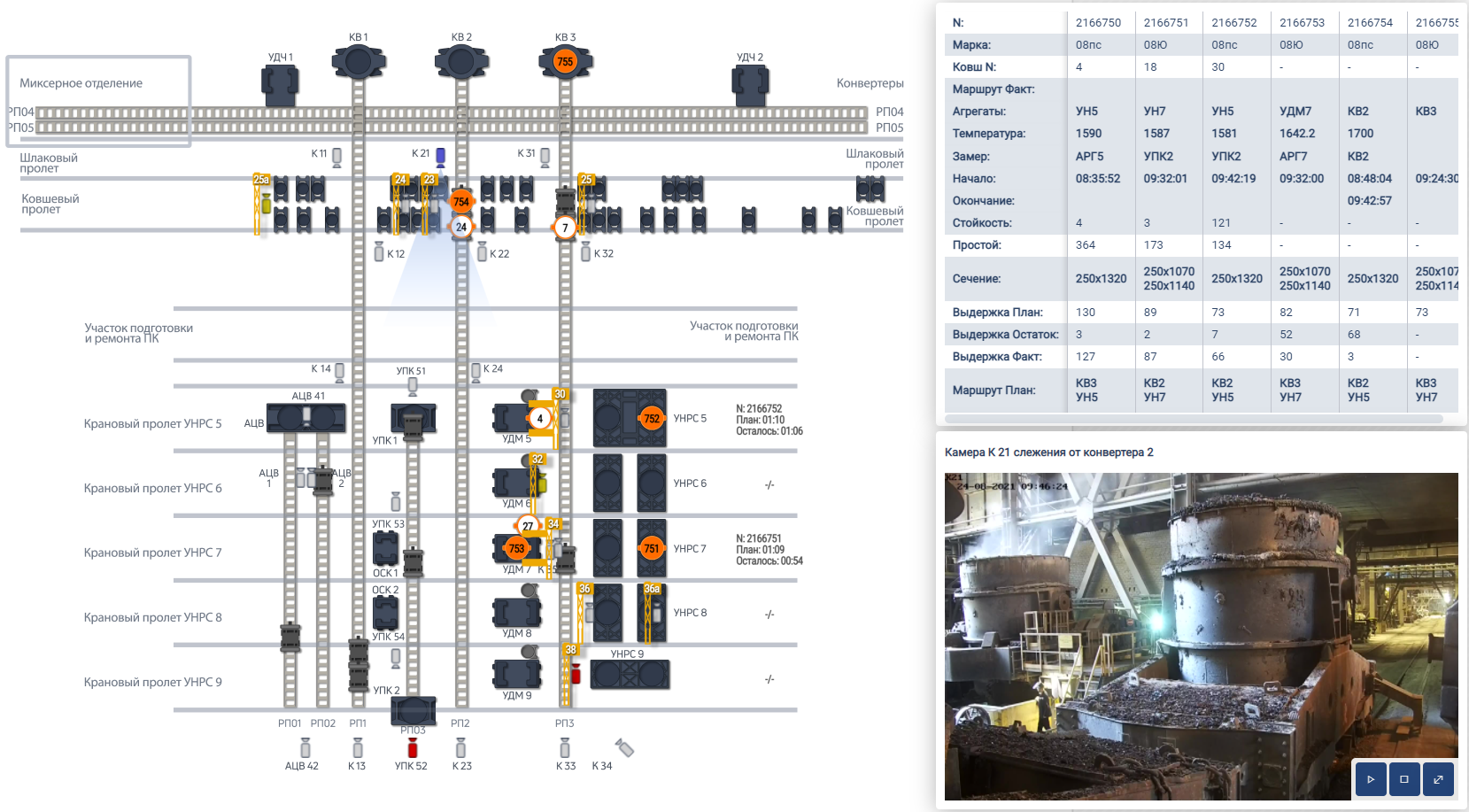
На мнемосхеме мы наблюдаем в реальном времени перемещение ковшей, статус плавок в них, состояние сталевозов и кранов. Любой мостовой кран может стать узким местом, как и любой агрегат. Каждая плавка снабжается связкой с камерой, которая её отслеживает.
Система называется «Гефест». Алгоритм оптимизации плана, заложенный в систему, интересен в первую очередь тем, что позволяет очень гибко учесть всё то большое количество технологических требований и нюансов, которое отличает чистую математическую задачу от прикладной. Эта гибкость позволяет использовать оптимизатор ещё и как инструмент моделирования и сценарного анализа.
Что касается отслеживания ковшей, надо сказать, что это отдельная проблема, далеко выходящая за рамки исключительно распознавания образов и детекции событий нейросетями.
Вот тут вы можете видеть 1 Тб стали — на самом деле это лоток с металлоломом:

Номера стальковшей выглядят вот так. Видите его? А он есть, и машинное зрение его видит:

Первый блок отслеживания — это видеоаналитика, которая распознаёт сталевозы, положения кранов, номера ковшей (гораздо лучше, чем люди) и так далее. Второй блок — это алгоритмическая надстройка над сигналами видеоаналитики, ведь это отдельная непростая задача — сформировать целостную траекторию движения ковша с плавкой по событиям и сигналам с нескольких десятков камер.
Почему видеоаналитика, а не датчики? Потому что мы не видели датчика, который бы у нас не сгорел.

Температура стали 1600 градусов примерно. К концу смены датчик прогорит, будет залит каплями расплава или шлака, закопчён газами и, если там было что-то магнитное, размагничен. Несколько раз. Даже в самых экзотических местах даже пассивные метки довольно уязвимы.
Для каждого сортамента стали у нас есть зависимости, как именно увеличение времени обработки стали сказывается на допзатратах с нагревом и удалением кислорода. Первая наша цель — хорошее планирование, когда эти допзатраты не нужны — с учётом регламентных ремонтов, графика заказов и всех обстоятельств. Вторая цель — в случае нештатной ситуации — перераспределение графика для минимизации потерь. Сделать это на бумажке или в уме хоть сколько-то оптимально невозможно.
- Планировщик назначений даёт нам оптимальный план.
- Оперативный планировщик позволяет получить детальный план по агрегатам и перестраивать его по требованию.
- Критерии оптимизации планов производства заданы в математической модели сервиса.
- При нештатной ситуации и несколько раз за смену планы актуализируются для минимизации потерь.
- Работает цифровой двойник производства на основе видеоаналитики.
- Есть прямой доступ ко всем видеокамерам системы.
Текущий экономический эффект — 4% экономии по электроэнергии, электродам и алюминиевой катанке. Он достигается за счёт сокращения времени выдержки металла в стальковше до 7%. Плановый эффект по экономии энергии, электродов и алюминия от использования сервиса — 100 миллионов рублей в год. При этом мы также снижаем брак, но посчитать точно пока не можем, здесь мы будем сравнивать исторические серии. По ощущениям — на порядок больше.
Читайте также: