Краска для напыления на металл
Обновлено: 02.05.2024
При промышленной покраске металлических изделий необходимо соблюдать определенные требования к каждому этапу, начиная от подготовки поверхности и заканчивая выбором покрытия и способа его нанесения. Если в быту можно позволить те или иные недостатки при покраске своими руками, то при промышленном способе изделие должно отвечать строгим критериям качества.
Несмотря на высокие запросы к результату, промышленная покраска не столь сложна. В нашей статье мы рассмотрим типы красок для этого процесса, опишем подготовку окрашиваемой поверхности, разберемся с технологиями нанесения покрытия и дадим рекомендации по выбору состава.
Составы для промышленной покраски металлоизделий
Основание металлических изделий можно окрашивать как специальными, так и универсальными составами, каждый из которых отличается особенностями, задающими область их применения. Их выбор стоит поручить профессионалу либо предварительно выслушать его совет. Также следует внимательно рассмотреть особенности каждой краски.

Существует несколько основных, часто используемых красок:
- Эпоксидная. Ее основу составляют силиконовые смолы, которые перемешиваются с отвердителями. Образуемое покрытие достаточно долговечно и прочно. Стойкость к коррозии у окрашенных таким способом изделий увеличивается. Минусом является высокая токсичность краски при высыхании, что не позволяет использовать ее внутри помещений. Кроме того, необходимо точно выполнять порядок нанесения состава на поверхности.
- Масляная. В основе состава находится органический компонент. Наносить краску можно только на заранее загрунтованную поверхность изделия. Помещение, используемое для окраски, необходимо выбирать тщательно, поскольку состав имеет едкий запах и содержит токсичные смолы. Соответственно, оно должно иметь хорошую вентиляцию.
- Алкидная. Считается прекрасным выбором из-за своей универсальности. Не требует грунтовки ровной поверхности под краску. Может применяться для наружных и внутренних работ.
- Акриловая. Основой краски является полимер. Состав нетоксичен, прекрасно ложится на предварительно подготовленную основу.
- Резиновая. Основное предназначение краски – наружные работы. Подходит для защиты кровли, а также иных наружных поверхностей от влаги и прочих атмосферных воздействий.
При наличии на поверхности следов коррозии, она должна быть предварительно очищена и подготовлена с помощью специальных средств. Трудно самостоятельно подобрать требуемый состав, лучше воспользоваться советом профессионала. Большую роль здесь играет как материал изделия, на которое требуется нанести краску, так и место расположения заготовки. Чаще всего выбор делают в пользу:
- Красок с эпоксидной основой, создающей пленку, защищающую металл от дальнейшего разрушения. Их наносят непосредственно на неочищенную от коррозии поверхность.
- Тех, что останавливают распространение ржавчины и защищают поверхность от ее появления. Такие краски хорошо предотвращают возникновение коррозии вследствие контакта с кислородом и водой.
- Защитных составов с декоративным эффектом, или молотковых. Основа таких красок – эпоксидная, акриловая, алкидная.
- Грунт-эмалей. Они совмещают в себе свойства грунтовки, защиты и декоративного покрытия.
- Кузнечной краски. Покрытие имеет высокие показатели износоустойчивости благодаря наличию в краске полимерных компонентов. Может быть использована для нанесения на металлические поверхности.

Способы подготовки металлических изделий к промышленной покраске
Подготовка поверхностей металлических изделий к промышленной покраске происходит тремя группами способов: механическим, химическим и термическим.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Самыми распространенными из данной группы являются абразивный и гидроабразивный способы. Они представляют собой пескоструйную, дробеметную, гидропескоструйную и дробеструйную обработку. Суть очистки заключается в механическом воздействии частиц песка и иных абразивов, которые на высокой скорости сталкиваются с поверхностью и в момент удара имеют большую кинетическую энергию.
Поверхность становится шероховатой, поскольку появляются углубления от 0,04 до 0,1 мм. Такой метод воздействия допустим исключительно для толстостенных (от 3 мм) изделий. В противном случае возможна их деформация.
Абразив используется различный. Пескоструйная и гидропескоструйная очистки проводятся с кварцевым безглинистым песком, размер песчинок берется от 0,5 до 2,5 мм. Может также быть использован карбид кремния либо оксид алюминия плавленый. Дробеметная и дробеструйная очистки проводятся с применением дроби. Литая чугунная или колотая дробь должна иметь диаметр частиц, не превышающий 0,8 мм, диаметр рубленой дроби из стальной проволоки – от 0,3 до 1,2 мм.
Черные металлы, как правило, очищают колотой дробью с диаметром ≤ 0,8 мм. Делается это из-за лучшей очистки по сравнению с литой дробью. Эффективность процесса повышается от 1,5 до 2 раз. Магниевые сплавы, алюминий и иные металлы и сплавы очищают с помощью мягкого абразива, например, порошками из алюминиевых сплавов. Изредка в них добавляют от 5 до 6 % чугунного песка.
Самым дешевым вариантом абразива является кварцевый песок. Впрочем, его применение ограничено по срокам, поскольку он быстро дробится, образуя мелкую пыль. Последняя очень вредна для здоровья работников. Применение кварцевого песка в настоящее время ограничивается автоматическими герметичными устройствами очистки, которые предотвращают распространение пыли.
Очистить поверхность от старой краски, ржавчины, различных масел и прочих загрязнений можно с помощью термического воздействия. Примером может быть огневая чистка, представляющая собой нагревание с помощью газокислородной горелки, а также воздушно-электродуговая чистка – это нагрев электрической дугой, отжиг в печах, когда присутствует окислительная и восстановительная среда.
В процессе огневой либо воздушно-электродуговой чистки изделия проходят быстрый нагрев до температуры +1 300…+1 400 °С. Загрязнения сгорают либо плавятся, изделия охлаждают и механически убирают остатки слоя грязи.

Термическим способом в окислительной среде убирают органику: жирные пятна, застарелые масла, старые краски. Достаточно нагреть поверхность до +450…+500 °С и органика возгоняется, начинает распадаться и сгорать. Но возможны коксовые отложения. Для предотвращения их появления температуру отжига увеличивают до +600 °С, а иногда и до +800 °С. Процедуру проводят в печах (терморадиационных либо конвективных) с обязательной вентиляцией. Подойдут также кислородные керосиновые либо газовые горелки.
Хранение металлов и металлических изделий осуществляют после защиты поверхностей специальными смазками. Последними обрабатывают не только конечные изделия, но и заготовки из металлов, в том числе из сплавов алюминия.
Непосредственно перед нанесением краски поверхности металлических изделий следует подвергнуть обезжириванию. Данный процесс может проводиться разными методами. Перед их выбором следует знать: чем загрязнена поверхность, насколько глубоко необходимо провести очистку и какова стоимость процедуры. Чаще всего используют очистку растворами щелочи, растворителями из органических соединений и составами с эмульсионной основой.
Принцип работы водных щелочных растворов: омыляемые жиры и масла разрушаются, происходит их солюбилизация, а неомыляемые эмульгируются. Электролитами выступают карбонат и гидроксид натрия, пирофосфат и тринатрийфосфат натрия, жидкое стекло (оно же силикат натрия). Возможность данных веществ убирать жир с поверхностей усиливается такими ПАВ (поверхностно-активными веществами), как ДНС, ОП-4 и ОП-7, ДС-10 (синтанол) и пр.
Выбирать состав нужно, исходя из глубины загрязнения, серийности производства. Обработка может проводиться методом распыления либо в ваннах. Большой популярностью пользуются такие уже готовые к применению составы, как КМЭ-1, КМ-1, МЛ-52.
Рекомендуем статьи по металлообработке
Технологии промышленной покраски металлических изделий
В большинстве случаев этот способ используется для создания однослойных покрытий или грунтовки поверхностей сложных изделий. Процесс окраски заключается в нанесении на поверхность тонкого слоя материала и удержании его с помощью адгезии, а также вязкости состава. Основными преимуществами метода стали легкость использования оборудования и высокое качество создаваемого покрытия. К негативным сторонам процесса стоит отнести излишний расход лакокрасочного материала, а также неравномерность слоя получаемого покрытия.

Это самый часто используемый метод окраски поверхностей. Более 70 % всех изделий окрашивается именно так. Суть его заключается в дроблении струи краски воздухом на мелкие частицы и получении аэрозольного красителя с помощью пневматического распылителя. Красящая пыль оседает на поверхности металла, коагулирует, образуя прочный слой. Таким образом наносят грунтовку и лак, а также различные, в том числе быстросохнущие, эмали. Поверхность может быть предварительно обработана грунтовкой и не досушена, а также покрашена краской с «отлипом».
К минусам метода можно отнести высокий расход лакокрасочного материала (от 25 до 55 %), а также присутствие в воздухе мелкой красящей пыли, что плохо влияет на здоровье работников. В дополнение можно отметить большой объем растворителей, применяемых для получения вещества нужной вязкости.
Он заключается в распылении материала, но уже с помощью повышенного гидравлического давления. Его создают внутри прибора, в результате краска вытесняется наружу через сопло. В момент, когда выходная скорость превышает критическую для материала данной вязкости, происходит его испарение, вернее, входящих в состав легколетучих компонентов. Объем краски возрастает, начинается диспергирование.
При использовании данного метода не образуется мелкой красящей пыли. Расход материала сокращается примерно на 20 % из-за его большей вязкости. К недостаткам стоит отнести сложности в нанесении краски на изделия, имеющие сложную конфигурацию.
Промышленная покраска металлических изделий данным методом заключается в нанесении на поверхность слоя аналогичного материала с использованием электролита. Происходит перенесение на поверхность металла молекул материала с помощью токопроводящего раствора, после чего один материал проникает в верхний слой другого. Таким образом, верхние слои обоих материалов проникают друг в друга.
Как покрытие, так и само изделие получаются достаточно прочными, обладают высокой износостойкостью и прочностью к образованию ржавчины. Сама поверхность выглядит достаточно красиво. Минусом метода является невозможность соединить между собой некоторые металлы.
- Метод электростатического распыления.
Покрытие изделия образуется за счет осаждения на его заземленной поверхности частиц распыленного лакокрасочного материала, которые перемещаются по силовым линиям электрического поля. Движение происходит из-за заряда частиц, который они получают от ионизированного воздуха либо края электрода. Само же поле высокого напряжения возникает между двумя электродами, из которых один является коронирующим электродом, а другой окрашиваемым изделием.
Недостатком можно назвать возможность использования для окраски только материала, у которого есть необходимые электрические характеристики.
Описанные выше методы можно применять только для материалов, находящихся в жидком состоянии. Порошковые же красители таковыми не являются, для их окраски используется иной метод. Принцип его работы в том, что порошковая краска становится аэрозолем и оседает на поверхности благодаря электризации находящихся в ней частиц. Последние соприкасаются с разогретым металлом либо липким основанием, а также с холодной плоскостью и конденсируют.

Рекомендации по выбору покрытия
Останавливая свой выбор на том или ином красителе, необходимо обратить внимание на обрабатываемую поверхность металла, а также знать, как планируется эксплуатировать изделие.
Рассмотрим зависимость выбора покрытия от особенностей металла:
- Изделие из черного металла следует защищать от коррозии. Выбор должен быть сделан в пользу специальной грунтовки и покрытия с антикоррозийным эффектом.
- Детали с оцинкованной поверхностью можно дополнительно не защищать. Для них подойдут краски, создающие приятный внешний вид и обладающие хорошей адгезией.
- Ржавые поверхности можно обработать составом, не требующим предварительной очистки. Он будет хорошо сцепляться с поверхностью даже через ржавчину.
- Для цветных металлов больше подойдет лак.
Особенности выбора красок при разной эксплуатации изделий:
- На улице или внутри помещений. Существуют разные покрытия. Одни могут выдержать воздействие атмосферных осадков, другие нет. Внутри помещений рекомендуется использовать только те краски, у которых уровень токсичности достаточно низкий. А для применения вне дома можно взять и более токсичные красители.
- Температура эксплуатации. Данный показатель важен, например, для приборов отопления, которые нагреваются до высокой температуры. А ведь существуют изделия, используемые на производстве, температура эксплуатации которых во много раз выше батарей. Для их покраски используется материал, способный выдержать температуру до +600 °С. Но есть и составы, созданные для низкой температуры. Такие подойдут для окрашивания калитки или ворот в загородном доме.
- Внешний вид краски. Существуют матовые, глянцевые, полуматовые и молотковые составы. Матовые и молотковые лакокрасочные материалы будут маскировать шероховатость поверхности и ее незначительные дефекты. В то время как глянцевые, напротив, выставят их напоказ. Поэтому рекомендуется особо внимательно отнестись к выравниванию поверхности до нанесения смеси. Цветовая гамма красок обширна.
Кроме вышеперечисленного, при выборе краски необходимо учитывать ее стоимость, расход на метр поверхности и длительность использования покрытия. Специалисты советуют не экономить и выбирать более дорогой материал. В этом случае покрытие будет хорошо выглядеть и продержится десятки лет, что приведет к дальнейшей экономии средств и сил, которые будут потрачены на перекраску изделий. В конце концов, дорогое краски окажутся более выгодными, чем простые и дешевые сегодня составы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Чем покрасить металлическую дверь: обзор лучших покрытий

Металлическую дверь лучше всего покрасить элитной порошковой краской. Но, если этот материал вам не подходит — далее в нашей статье подборка разных средств на любой вкус и кошелек. Место расположения двери и воздействие на нее внешней среды - это чуть ли не главный критерий, который влияет на выбор материала покрытия. Потому что краска на полотне, которое находится в теплом помещении, и краска на двери, ведущей на мокрую и холодную улицу - это материалы с разным составом, качеством и свойствами.

Виды красок
Когда острым становится вопрос окрашивания, нужно сначала понять насколько она нуждается в нанесении материала. Например, если конструкция стала протекать, выгорела, тогда, безусловно, обновить покрытие просто необходимо. В этом списке вы найдете различные виды красок, чем можно покрасить металлическую дверь:
- Порошковая. Для входных дверей элитных домов и загородных коттеджей. Оригинально смотрится в домах с оформлением в классическом стиле. Отличается разнообразием оттенков. Наиболее популярными считаются металлик, золотистый, серебристый. Такое покрытие дорого стоит, но смотрится перспективно, выделяет фасад дома среди других. Материал устойчив к ультрафиолетовым лучам, атмосферным осадкам, воздействию коррозии. Минус - его нельзя использовать самостоятельно. Для этой цели требуется специальное статистическое оборудование. Вы можете просто снять дверь и отвезти ее к мастеру.
- Нитроэмаль. Неплохой красящий состав, который придаст поверхности невероятный блеск, сохранит от коррозии. Однако, срок действия не достаточный для того, чтобы применять такое окрашивание на входной двери с уличной стороны. Краска не выдерживает сильное химическое и температурное воздействие. Поэтому идеально подходит для подсобки или квартирных входных, выходящих в теплый подъезд.
- Алкидная. Отличается невероятным блеском покрытия после высыхания. Весьма устойчива к различным атмосферным проявлениям, не выгорает на солнце, выдерживает химическое и незначительное механическое влияние (попадание камня, царапина, скол). Обновлять ее не потребуется на протяжении 4 лет. После нанесения такая эмаль быстро высыхает и надежно закрепляется на поверхности дверной конструкции. Это связано с наличием в составе алкидных смол.
- Акриловая. Краска является аналогом алкидной. Длительное время не теряет пигмент. Идеальна для металлических входных дверей в подвал или дом. Противостоит ржавению и коррозии металла. Красящее средство не токсично, быстро закрепляется на поверхности и радует привлекательным внешним видом много лет.
- Графитовая. Отличается приятной структурой и оттенком после высыхания. Предоставляется в широком ассортименте тонов. Имеет защитные свойства от атмосферных осадков, влияния коррозии. Выглядит привлекательно и красиво, хорошо смотрится на домах с разной структурой фасада.
- Молотковая. Это такой тип красящего материала, который принято использовать для придания перспективного внешнего вида бронированным поверхностям. После высыхания покрытие получает шероховатую фактуру. Структура становится похожей на металл молотка. Поэтому покрытие так и назвали. Краска быстро схватывается на металлической поверхности, подходит для окрашивания дверей в домах, а также для воротных конструкций. Краска прослужит много лет, не откалывается, не теряет первоначальный цвет.
- Эпоксидная. Отличается повышенными свойствами устойчивости к коррозии и механическим воздействиям. Выдерживает пары щелочи и кислот. Подходит для окрашивания металлических дверей в различных производственных помещениях, а также складах и ангарах. Подходит для любого типа металла, держится на поверхности 4-5 лет.
- Под дерево. Краска с имитацией структуры дерева выполняется с помощью двух оттенков эмали. В качестве специального инструмента используют терку с подходящей структурой. Оба слоя наносятся друг на друга, не дожидаясь высыхания, затем растираются. При перемешивании оттенков получается имитация древесного среза.
Перед покраской входных металлических дверей, определитесь, какими свойствами должна обладать краска. Это можно сделать, учитывая назначение металлической двери.
Инструкция по покраске металлической двери
Прежде чем начать покраску входной двери, необходимо правильно подготовить поверхность. В противном случае, вы рискуете получить ненадежный и недолговечный эффект.
Последовательность действий
Всю работу стоит проводить в горизонтальном положении:
- Снимите дверь с петель, удалите с нее фурнитуру, снимите декоративные элементы, глазок, цифры.
- Если остаются, какие-то небольшие конструкции, которые не подлежат съему, тогда заклейте их малярной лентой.
- На пол или бетонную поверхность постелите клеенку, чтобы не испачкать дверное полотно, сверху строго горизонтально уложите конструкцию.
- Подготовьте саму поверхность, снимите старый слой краски (если он был), используйте шлифовочную машинку, чтобы удалить все остатки.
- Пройдитесь по всему полотну наждачной бумагой с небольшой абразивностью. Тщательно удалите зазубрины и заусеницы.
- Возьмите негрубую щетку (подойдет модель для чистки ковров), удалите пыльи мелкие частицы старой краски. Тщательно прогрунтуйте поверхность, чтобы обезжирить.
- Если на покрытии осталась ржавчина, ее нужно удалить с помощью специальной кислоты. В противном случае, она скоро проявится на поверхности.
- Начинайте покраску металлической входной двери сверху вниз, не делайте сразу закрашивания пробелов. К этом вернетесь после полноценного нанесения первого слоя.
- Используйте пульверизатор (им работать проще всего, особенно, если вы новичок в этом деле).
- В первую очередь закрасьте мелкие детали, убедитесь, что нигде не осталось неокрашенных частей, только потом приступайте к полотну в целом.
- При нанесении слоя следите за тем, чтобы слой был одинаковой толщины со всех сторон. После нанесения слоя дождитесь, пока он высохнет, только потом красьте дальше.
- По окончании работы проследите за тем, чтобы толщина наложенной краски была равномерной.

На заметку! Учитывайте, что поверхность металлической двери должна быть максимально ровной. Поэтому, если есть какие-то вмятины, от них можно избавиться путем шпаклевания поверхности.
Зачем нужно красить двери
Металлические полотна довольно прочные и массивные. Но они со временем могут потерять свои свойства без правильно нанесенного покрытия. Что оно способно обеспечить:
- антикоррозийный слой;
- привлекательный внешний вид;
- замаскировать незначительные недочеты;
- обновить дизайн;
- снизить влияние УФ-лучей.
Если металлическую дверь своевременно не покрасить, то она очень быстро придет в негодность, соответственно придется купить новую. Это уже будет затратно.
Общие советы и рекомендации
Все рекомендации, которые перечислены в этом разделе нужно изучить еще до начала покраски металлической двери.
- Чтобы оттенок двери получился более насыщенным, необходимо окрашивать поверхность в два-три слоя.
- Чтобы отсутствовали подтеки, все варианты красок при использовании краскопульта необходимо наносить сверху вниз.
- Не устанавливайте декоративные элементы и фурнитуру после окраски, дождитесь полного высыхания поверхности.
- На случай, если применяется краска из баллончика, необходимо его предварительно встряхнуть. Достаточно потратить на это 30-60 секунд.

Заключение
Разобравшись с вопросами, как покрасить металлическую дверь и чем это сделать, можно приступать к выбору материала в зависимости от собственных предпочтений, а также назначения конструкции для определенного помещения.
3 способа окрашивания алюминиевых изделий в домашних условиях

На рынке строительных материалов сегодня лакокрасочные изделия представлены в большом многообразии. Рассмотрим, какие средства, грунтовка и краска для алюминия используются в зависимости от способа окрашивания. Ознакомимся с особенностями трех методик, которые применимы в условиях домашней мастерской. Читайте до конца и Вы узнаете, как можно получить результаты желаемого качества с применением химикатов или пищевых продуктов.
Методики окрашивания цветного металла
Сложность выполнения работы заключается в химической активности материала. Перед декоративной отделкой поверхность подлежит очистке и обезжириванию. Во время контакта с кислородом происходит окислительный процесс оголенного металла, что провоцирует быстрое образование налета с низкими адгезионными свойствами. Поэтому необходимо ознакомиться со способами, как правильно покрасить алюминий.
Кроме этого существует еще 2 момента, которые можно отнести к причинам плохой адгезии металла. Частицам красящих составов не за что зацепиться из-за кристаллической решетки, которая образует плотную поверхность с высокой степенью гладкости. Молекулярные связи алюминия создают поверхностное натяжение, что способствует соскальзыванию ЛКМ. Материалы не успевают сцепиться с металлом.
Традиционная технология
На подготовительном этапе выполняется ошкуривание поверхности мелкозернистой наждачкой (1200 единиц) и обезжиривание (например, спиртом, ацетоном или керосином).
Так как основание является химически активным металлом, в сжатые сроки наносится специальная грунтовка по алюминию. Она быстро высыхает, поэтому к окрашиванию можно приступать практически сразу.
Окрашивание выполняется в 2 этапа. Сначала формируется слой краски в 2-3 захода с промежуточным просушиванием. Далее через 6 часов результат закрепляется лакированным покрытием. Наносить средства рекомендуется путем напыления, чтобы получить более равномерный результат.

Анодирование
Гальванический метод считается самым практичным, так как результат носит сравнительно долговечный результат. Мероприятие направлено на исключение окислительного процесса. Здесь понадобится электрический ток, электролит и чистый объект.
Электролитический раствор приготавливается поэтапно. Сначала в отдельных емкостях смешиваются с чистой водой поваренная соль и пищевая сода с целью получения сильного концентрата. На растворение материалов требуется порядка 30 минут, после чего выполняется отстаивание смеси в течение 15 мин. Далее приготавливают рабочую жидкость с содержанием 9 частей солевого настоя и 1 части раствора с содой. Их необходимо тщательно перемешать в стеклянной или фарфоровой емкости.
Порядок действий выглядит следующим образом:
- поверхность предмета шлифуется абразивным материалом мелкой фракции;
- пыль, налет, техническая пленка устраняются с использованием обезжиривающего средства (альтернативный вариант – горячий раствор стирального порошка с водой, последующая промывка проточной водой);
- предмет погружается в чистую воду;
- в стеклянной таре приготавливается электролитический раствор, готовый состав переливается в алюминиевый резервуар;
- после погружения объекта в раствор к нему подключается положительный заряд, к резервуару отрицательный.
В качестве тока может быть использован автомобильный аккумулятор. Для доступа к сети силой 2 Ампера и напряжением 12 В также допустим регулируемый выпрямитель тока. Плотность должна соответствовать 15 мА/кв.см. Подача тока продолжается в течение 1,5-2-х часов. В результате образуется серый налет с голубоватым оттенком. После этого можно приступать к покраске алюминия. Здесь применяется такой состав:
- чистая вода – 1 литр;
- уксусная кислота – 1 мл;
- анилиновый краситель нужного цвета – 15 гр.
Смесь необходимо размешать и подогреть до 75-80 градусов по Цельсию. Процедура окрашивания проводится путем погружения объекта в емкость с рабочей массой. Для получения качественного результата достаточно 15 минут. Если нужен менее насыщенный цвет, чем заявленный, то время можно сократить до 10 мин.
Порошковое окрашивание
Для удаления старого покрытия и подготовки основания требуется специальный растворитель. Красящий состав наносится равномерным слоем. Для закрепления результата предмет нужно поместить камеру для термической обработки. Так происходит плавление порошка, что способствует лучшему распределению полимерного средства по рабочей поверхности.

Выбор отделочного материала
Ввиду химической активности металла важно соблюдать технологические особенности окрашивания. Это касается как подготовки, так финишной отделки. Рассмотрим, чем можно загрунтовать и покрасить алюминий.
Предварительная обработка
Выполняя окрашивание по традиционной технологии грунтовки и краски для алюминия, нужно правильно выполнить подготовку рабочей поверхности. После шлифования и обезжиривания металл нужно подвергнуть воздействию раствора из воды и ортофосфорной кислоты. Это предварительная подготовка поверхности к созданию конверсионного покрытия.
Защитный слой можно создать с помощью фосфата цинка. В результате получится антикоррозионное и шероховатое покрытие. После обработки металл нужно промыть с целью устранения лишних продуктов химического процесса. Мероприятие необходимо для создания хорошей адгезии между предметом и грунтовочным составом.
Для грунтования применяется два вида материалов. Аэрозоль продается в баллончиках с распыляющей насадкой.
Так как расход относительно велик, состав используется для обработки небольших объектов (диски, рамы). На высыхание требуется 2 часа. Недостаток в слабой механической прочности. Выбирая материал нужно обращать внимание на содержание цинка. Такая грунтовка имеет лучшую адгезию с алюминием.
Обработка крупных площадей (кузов, корпус, средства передвижения) актуальны двухкомпонентные грунты. Рабочий состав приготавливается малыми порциями перед нанесением. Рабочее время смеси базовой основы с кислотным разбавителем составляет порядка 6 часов. Высыхание покрытия достигает суток. В отличие от аэрозоли эта грунтовка образует более прочную пленку. Также благодаря содержанию полимерных смол и цинкового порошка слой проявляет стойкость к коррозии. Модифицированный спирт, ортофосфорная кислота обеспечивает покрытию высокую адгезию с краской и основанием.

Финишное покрытие
Готовая к применению краска по алюминию представлена в трех вариантах. Анилиновая применяется после подготовки основания методом анодирования. Текстильный краситель поступает в продажу в виде жидкости или порошка. На ткани состав может выцветать и проявляет слабую стойкость к влаге. Но на металле эти недостатки не наблюдаются.
Акриловая краска практически не имеет запаха, что позволяет применять состав внутри помещения. Покрытие характеризуется стойкостью к влаге, перепадам температур и механической нагрузке. Эпоксидная краска превосходит аналог по долговечности, устойчивости к агрессивным условиям эксплуатации и прочности. Но работу проводить нужно в хорошо проветриваемом здании либо на улице.
Порошковая краска может содержать полиэфирные масла, эпоксидные смолы, полиуретановый компонент или комбинацию связующих. На конечный оттенок оказывает влияние поведение пигментов относительно химической инертности и стойкости к высокой температуры. Главные достоинства краски: долговечность, однородность, стойкость к природным явлениям и малый расход.
Видео описание
В этом видео домашний мастер делится своим опытом по травлению алюминиевых деталей:
В видео описан процесс анодирования алюминиевой заготовки в домашних условиях:

Коротко о главном
Алюминий окрашивается в домашних условиях тремя способами.
Традиционный с грунтованием подразумевает предварительную обработку металла абразивом, обезжиривателем и создание конверсионного покрытия.
Анодирование проводится с применением электролита и электрического тока.
Порошковая краска наносится напылением, покрытие должно пройти термическую обработку.
Для грунтования и окрашивания применяются только специальные составы по алюминию.
Способы нанесения порошковой краски: электростатический и трибостатический

Впервые порошковая краска появилась в Германии еще в 1950-х годах. Тогда были запатентованы несколько технологий покрытия металлических изделий электростатически заряженными частичками. Сейчас окрашивание металла выполняется эпоксидными, полиэфирными или эпоксидно-полиэфирными материалами термореактивным либо термопластичным способом. Вначале металлическая поверхность проходит механическую и химическую подготовку. Затем в специальной камере детали окрашиваются порошковым составом электростатическим, трибостатическим или другим методом.
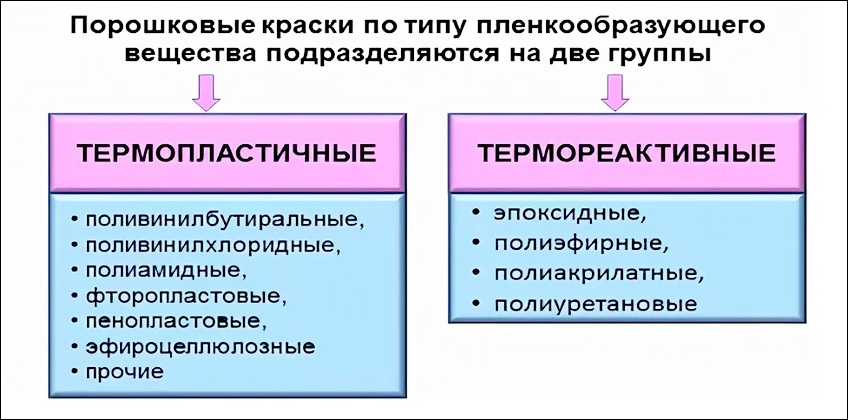
Виды порошковых красок
По способу образования защитно-декоративной пленки порошковые краски различаются 2-х видов. В термореактивные ЛКМ входят отвердители: при нагреве между химическими группами происходит реакция, в результате порошок растекается и полимеризуется. В таких составах содержатся эпоксидная смола, полиэфирные смеси, акрил, полиуретан. Материалы согласно технологии запекаются и отвердевают только раз. Полученное термореактивным способом покрытие устойчивое к воздействию тепла и химикатов.
Типы порошковых красок
К УФ порошковым краскам принадлежат фотополимеризуемые материалы с химическим фотоинициатором. Последний молниеносно реагирует на ультрафиолетовую энергию, что приводит к отверждению либо сшиванию. УФ порошок перед затвердением расплавляется за 1-2 мин при температуре 110-130 °C. Термопластичные краски, состоящие из ПВХ, пластмасс и полиамидов, применяются для покрытия проволоки и схожих изделий, которые при отделке непрерывно перемещаются. Наносятся такие мягкие и эластичные покрытия в флюидизированном слое.
Различаются 3 основных типа порошковых красок по химсоставу.
- Эпоксидные. Обладая прочным составом, хорошо защищают от ржавления. Устойчивы к химическим растворителям и влаге, но под воздействием ультрафиолета могут видоизменяться.
- Полиэфирные. Не пигментируются, не боятся УФ лучей. Выдерживают воздействие химических растворителей, но отличаются токсичностью.
- Эпоксидно-полиэфирные. Промежуточный вариант между двумя первыми типами. Не токсичны, устойчивы к воздействию ультрафиолета, хорошо выдерживают удары. Среди минусов — невысокая стойкость к растворителям и влаге.
На полиэфиры схожи уретаны. Они прочные, гладкие, коррозионно- и химически стойкие. Этими материалами по уникальной технологии покрываются топливные баки, кондиционеры, сельхозоборудование, дверная фурнитура и автомобильные диски.
Каковы преимущества и недостатки порошковых красок
Нанесение порошкового покрытия происходит экономно. На поверхности окрашиваемой детали электростатически прилипает оптимальное количество порошка.
Излишние частички, которые осыпаются, не идут в отходы — они собираются и применяются повторно.
В составе порошковой краски нет растворителей, поэтому не требуется проводить мероприятия по удалению токсичных паров из замкнутого рабочего пространства. Технология нанесения ЛКМ очень проста. После овладения правилами работы со специальным инструментом сухое окрашивание по сравнению с традиционным будет проходить значительно быстрее. После нанесения сухая краска согласно технологии сохнет всего лишь 0,5 ч.
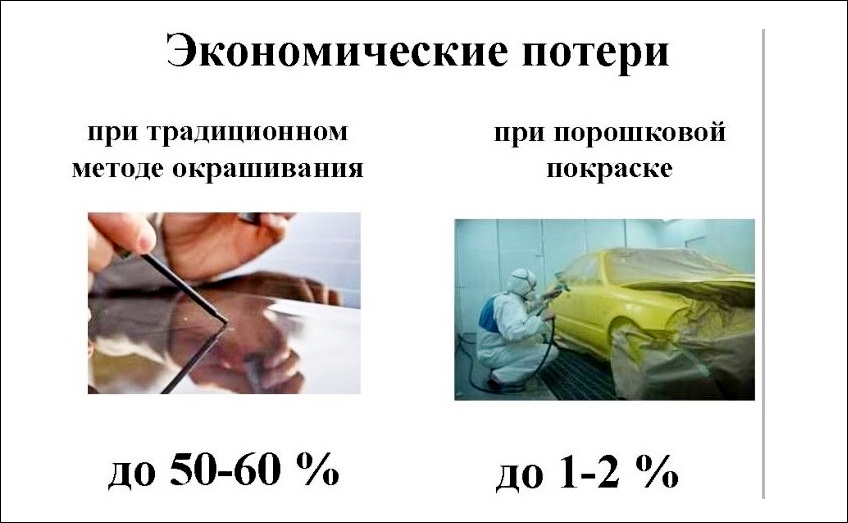
Экономические потери от покраски
Порошковые материалы значительно менее пористы, чем разведенные растворителем. Они хорошо защищают металлические детали от ударов и ржавления. Большинство модификаций сухих красок отлично выдерживают воздействие разных внешних факторов, в том числе ультрафиолетовых лучей, зноя и мороза.
Порошковые краски — экологически чистые. Их органические соединения не наносят вреда человеческому здоровью и окружающей среде. При использовании такого материала загрязнение воздуха в цеху не происходит, а опасность возгорания полностью отсутствует.
У порошковых ЛКМ имеются и минусы:
- детали отделываются только специальной техникой в закрытом помещении;
- изменять цвет и оттенок порошка технически не представляется возможным;
- если на поверхности металла имеется царапина или скол, придется полностью перекрашивать изделие или устранять дефект специальным маркером;
- поскольку краска наносится при ≈ 200 °C, то отделывать ею можно только изделия, выдерживающие высокую температуру.
Кроме того, при нанесении порошка на деталь сложной формы могут возникнуть технические сложности — внутренние углы могут не прокраситься.
Подготовка поверхности для нанесения краски
Перед напылением порошковой краски изделие по технологии предварительно подготавливается механическими и химическими способами. На первой стадии удаляется грязь, старая краска и ржавчина. Выполняются эти работы абразивным способом — болгаркой, пескоструйкой либо другим инструментом. Затем выполняется химическая подготовка. Поверхности детали обезжириваются, травятся, фосфатируются, промываются водой. А также обрабатываются конверсионным слоем, пассивируются и сушатся.
Способы нанесения порошка
Среди нескольких способов нанесения порошка на поверхность наибольшую популярность обрели электростатическое и трибостатическое окрашивание.
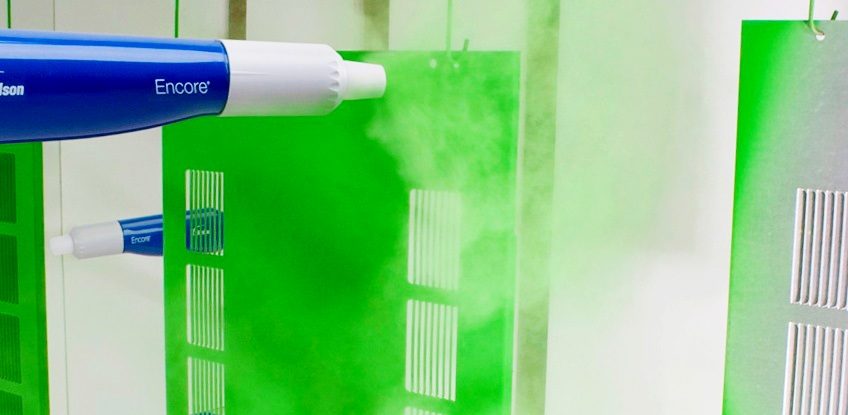
Электростатический
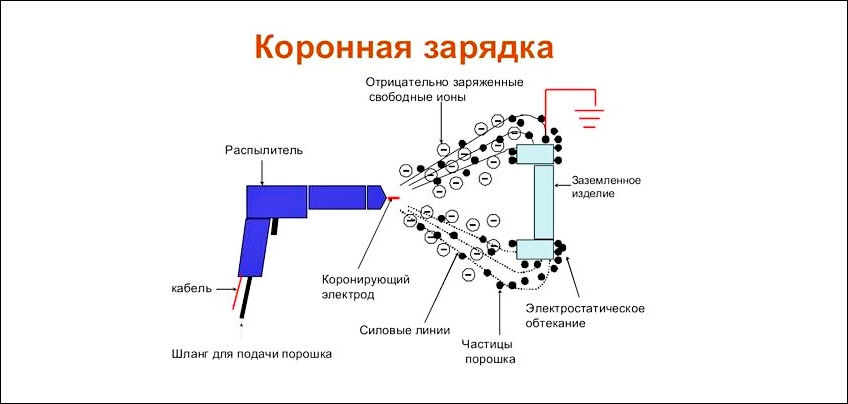
Электростатический способ нанесения краски
При самом распространенном способе нанесения порошковой краски на металлические предметы применяется электростатический пистолет. Этот инструмент работает на сжатом воздухе и для подзарядки порошка на выпуске использует высоковольтный электрод. Объект, подлежащий покраске, заземляется для прилипания к нему частичек порошка. У пистолетного электрода обычно минусовая полярность, у детали — плюсовая. Для отделки металлической поверхности нейлоновыми порошками полярности меняются на противоположные. Хотя электростатический способ наиболее популярный, но у него имеется недостаток — между окрашиваемыми элементами и пистолетом возникает высокое напряжение, поэтому из-за фактора клетки Фарадея трудно покрыть металл в углублениях.
Трибостатический
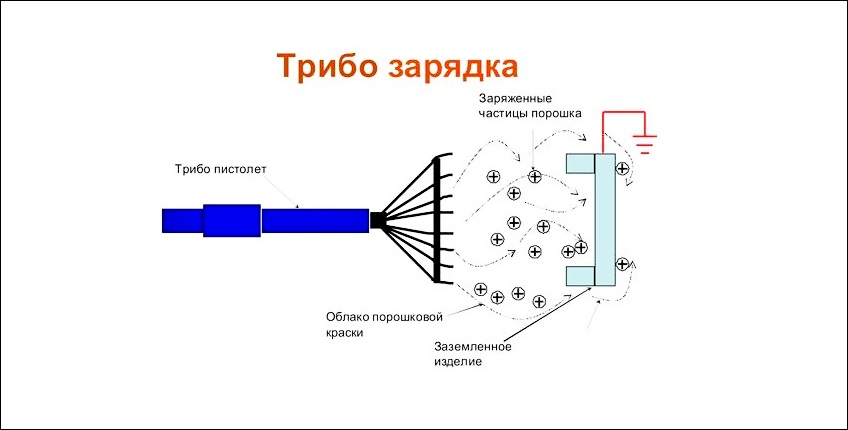
Трибостатический способ покраски
Второй по популярности — трибостатический способ. Как и в первом случае, порошок нагнетается сжатым воздухом, но при этом методе заряд происходит по причине фрикционного контакта внутренней части пистолета и частичек порошка. Электроны согласно технологии отделяются от краски, микрочастицы которой, обретя положительный заряд, притягиваются к подложке. Поскольку между инструментом и обрабатываемой деталью нет электростатического поля, то фактор клетки Фарадея нивелируется, а частички достигают углубленных частей. Такая технология уступает по частоте применения электростатической. Дело в том, что скорость окраски трибостатическим пистолетом относительно ниже. Помимо того, зарядить таким способом доступно лишь часть порошковых составов, для которых, однако, не нужен источник высокого напряжения.
Нанесение порошковой краски на металл
На очищенную деталь напыляется порошок. По ходу нанесения порошковой краски частички электрозаряжаются от источника извне или при трении между собой. Электрополем микрочастицы переносятся на изделие с противоположным зарядом. Неосевшие частички по технологии улавливаются в специальной камере, после чего используются повторно. Деталь с прилипшей к её поверхности краской перевозится для запекания в камеру полимеризации. В последнем порошковый слой превращается в высококачественное монолитное покрытие.
Нанесение порошковой краски на металл
При формовке покрытия порошковая краска нагревается, оплавляется, становится монолитной. В завершение в результате остывания термопластичных материалов либо отвердения термореактивных аналогов создается очень прочная пленка. Преобразование красящей субстанции происходит в 3 стадии. В результате оплавления порошок переходит в сгущенное состояние. Из вязко-текущей субстанции образуется монолитный слой. Отделываемое изделие смачивается расплавленным полимером, в результате создается прочное, твердое и долговечное покрытие. Сейчас защита металла порошковым покрытием проводится в Москве и многих других городах России.
Порошковая краска по металлу: выбираем подходящую и красим правильно

Покрасить металл непросто. Большинство привычных нам красок с ним не дружат – не выдерживают больших температур и влаги. Но технологии изготовления колерных составов претерпели большие изменения. Пример таких изменений – порошковая краска по металлу. Читайте до конца и узнаете, как красить порошковой краской, ее разновидности, а также некоторые правила и рекомендации по нанесению.
Порошковая краска – материал с цветным пигментом в виде порошка. Она защищает металлическую поверхность от влаги, предотвращает появление ржавчины. Долговечность, дополнительную прочность и даже электроизоляция – ее особенность.
Помимо пигмента в состав входят и другие вещества: смолы образуют пленку, а катализаторы отвечают за отвердение. Покраска порошковой краской распространена в строительстве, автомобильной промышленности и интерьерном дизайне. Так можно добиться матовой или глянцевой, объемной или плоской поверхности.
Краска делится на 2 вида:
- Термопластичные. Решающим фактором здесь является высокая температура. В состав добавляют смолы: винилы, нейлоны или полиэстер. После нагрева они образуют твёрдое покрытие с сохранением состава и структуры исходного сырья. Такое порошковое окрашивание позволяет нагревать металлический предмет повторно и заново формировать слои.
- Термореактивные. Образование пленки происходит в результате химической реакции. Для производства красок используют акриловые, эпоксидные или полиэфирные смолы.
Термоактивные колеры подходят для изделий, эксплуатация, которых происходит в тяжелых климатических условиях. После нанесения порошковое покрытие преобразуется и не деформируется после повторного нагревания.
Компоненты в составе безопасны. У них высокая степень сыпучести, из-за чего они не прилипают к предметам и коже. Срок годности неограничен, цвет не блекнет, консистенция не густеет со временем. Свойства сохраняются до момента применения. Растворитель не нужен.
Технология окрашивания
При порошковой покраске технология окрашивания имеет огромное значение. Суть – в распылении сухих частиц на обезжиренную и очищенную поверхность. На поверхность металла, заряженную отрицательно, с лёгкостью прилипают положительно заряженные частицы краски. Так формируется ровный и однородный слой.
Используют всего два способа напыления:
- Электростатическое. На заземленную поверхность наносят порошок, заряженный электростатикой. Делают это с помощью пистолета для порошковой покраски. Колер обретает электрический заряд благодаря ионизированному воздуху. Он находится в области коронного разряда и образуется между электродами заряжающего наконечника и поверхностью для покраски.
Источник высокого напряжения встроен в конструкцию распылителя. Основной недостаток этого способа – невозможность нанесения краски в мелкие углубления и выемки.
- Трибостатическое. В этом способе используют сжатый воздух. В результате трения о диэлектрик появляется заряд. Он и удерживает молекулы краски на окрашиваемой поверхности. Диэлектриком служит фторопласт – из этого материала сделан распылитель. Этот способ используют для покраски изделий со сложной геометрией. Есть возможность использовать многоструйные насадки, именно они и повышают точность и равномерность нанесения краски.

Этапы работ
Технология порошкового окрашивания состоит из трёх этапов работ: подготовки поверхности, окрашивания и полимеризации.
Подготовка поверхности
Она включает в себя: очистку от загрязнений, обезжиривание, фосфатирование.
С поверхности металлического изделия удаляют грязь, ржавчину и окислы. Если пропустить этап очистки, краска слезет и придётся переделывать. Лучший способ очистки – дробеструйный. Мелкие гранулы под давлением или с помощью центробежной силы направляются на поверхность. В качестве гранул используют чугунные или стальные гранулы, а также песок.
В этом видео показано, как очистить металл от ржавчины
Для обезжиривания поверхности перед порошковым окрашиванием металлических изделий подойдёт химическая очистка или травление. В качестве реагента берут серную, азотную или фосфорные кислоты. Фосфатирование похоже на грунтование. При обработке специальным составом образуется фосфатная пленка, улучшающая адгезию.
Окрашивание
Для этих целей оборудуется специальное помещение – камера – с принудительной системой отсоса воздуха. В камерах проходного типа окрашивают крупногабаритные изделия, в тупиковых – мелкие детали. Специальный пистолет распыляет колер. Поэтапно процесс выглядит так:
- В специальный бункер засыпается порошковая краска и смешивается там с воздухом. Регулировка пропорций происходит при помощи вентилей.
- Через распылитель с высоковольтным источником проходит смесь краски и воздуха, приобретая положительный заряд.
- Происходит процесс распыления краски на изделие.
- Последний этап – вытяжка удаляет незакрепленные частицы. Поступая в специальный бункер, они снова направляются по покрасочному циклу.

Полимеризация
После нанесения порошка объект перемещается в печь. Далее нагревается под воздействием постоянного значения поддерживаемой температуры.
В этом видео показаны последствия недопекания и перепекания краски
Происходит процесс полимеризации краски. На прохождение полного цикла необходимо 15-30 минут. Микрочастицы порошковой краски оплавляются, образуя при этом плёнку, затем отвердевание и охлаждение. Время этого этапа зависимо от размера детали, вида печи и типа краски.
Температурный режим, необходимый для процесса, удерживают в диапазоне 150-200 °C. После чего расплавленный порошок заполняет все малые неровности, это гарантирует плотный контакт краски и поверхности.
Потом деталь охлаждается. Покрытие становится прочным, а изделие получает защиту от неблагоприятных воздействий окружающей среды.
Правила и рекомендации
- Рекомендуется использовать краски только проверенных производителей.
- Состояние подвесных крючков, ответственных за заземление изделий играет ключевую роль, в противном случае происходит нарушение электростатического механизма удерживания и распределение порошковой краски на окрашиваемой поверхности. Операция очистки, а также контроль цепи заземления необходимо провести технологически верно.
В этом видео показан процесс покраски порошковой краской
- Для напыления порошковых материалов, использовать минимально нужное количество воздуха. При перенасыщении происходит увеличение расхода колера, усиление нагрузки на оборудование, нарушение процесса электризации, изменение гранул порошкового материала, плюс, видимость в окрасочной камере заметно ухудшается.
- Использовать воздух лучшего качества, без примесей.
- Внимательно гомогенизировать порошковую смесь перед использованием.
- Не допускать смешивания разных цветов. Перед использованием нового цвета – тщательно очистить оборудование.
- Уделить большое внимание подготовке поверхности перед покраской.
- Условия хранения порошковых красок необходимо соблюдать во избежание ухудшения исходного сырья, что отразится на конечном результате.
- Технологический процесс должен быть соблюдён в деталях на всех этапах покрасочных работ.
- Контроль, профилактика и обслуживание агрегатов – необходимость.
- Правильно настроенные производственные циклы, гарантируют уменьшение потерей красящего пигмента до 2%-5%.
Правила и рекомендации помогут добиться равномерности и эластичности покрытия, а также долгого срока эксплуатации.
Порошковая краска – современный вид красящих материалов по металлу. Область применения – от покраски мелких бытовых приборов и предметов интерьера, до металлоконструкций.
Существует два основных порошковых вида красок – термопластичные и термореактивные. Выбор метода зависит от поставленных задач. Так же существует всего два типа технологий окрашивания – электростатическое и трибостатическое. В первом случае используют мощный источник высокого напряжения, во втором он отсутствует.
Покраску делают в 3 этапа: сначала подготавливают поверхность – очищают от грязи, пыли и старых слоев краски. Изделия окрашивают, используя систему отсоса воздуха. Заключительный этап – полимеризация. Окрашенный предмет отправляется в печь, чтобы зафиксировать краску, далее происходят процессы отвердевания и охлаждения.
Читайте также: